Yaroslav Igorevich Kosmatskiy* | Andrey Krasikov | Aleksander Tumashev
OPEN ACCESS
The article presents the results of extruding pipes with the dimensions of 45.0´4.0 and 108.0×4.0 mm, made from 0.08 C-0.18 Cr-0.1 Ni-Ti steel with the use of proposed glass lubricants in comparison with the use of the lubricants currently used in VTZ. The comparison was made for the viscosity of glass lubricants. A research was carried out for the influence of glass-lubricating materials on the power parameters of the pipe extrusion process. A metallographic research of the front and rear ends of finished pipes was carried out, a study for the thickness distribution of glass-lubricating materials after the pipe extrusion process was carried out, an X-ray spectral analysis of glass-lubricating materials was carried out. The article presents the results of the research of the surface of finished-size pipes in laboratory conditions. Conclusions are made about the technological features of the application of the proposed glass lubricants.
extrusion, hot-extruded pipes, glass-lubrication, viscosity, temperature-speed parameters, viscosity, quality of surface, metallographic research
During the pipes extrusion, friction forces operate on the contact surfaces of the deformable metal and an extrusion tool (a container sleeve, a die, an extrusion needle) in the opposite direction to the deformable metal flow direction. Therefore, the friction forces affect negatively and they have to be reduced to a minimum possible value. One of the main measures to reduce the friction forces is to use technological glass-lubricating materials [1].
An expendable batch of glass-lubricating materials should separate reliably friction surfaces at high temperature during one extrusion cycle. Glass lubricating materials which soften under the influence of pressure and heat of deformation satisfy this requirement. In addition, it should be noted that during hot extruding the technological tool is in contact with the deformable metal heated to high temperatures. This significantly worsens the conditions of tool operations causing increased wear, and in some cases tool destruction. Therefore, applied glass-lubricating materials have to have good thermal insulation properties. So, the higher the temperature is and the longer the extruding cycle is, the higher requirements are to lubricants thermal insulation properties. Along with this, molten glass-lubricants are placed out of the deformation zone during extrusion that causes their increased consumption and deteriorate surface quality. To increase the lubricants effectiveness, lubricating materials should be viscous sufficiently to form a layer on the contact area from the conditions of heat transfer and antifriction ability. Different lubricants are often used for different contact areas during extrusion [2, 3]. In particular, it is advisable to use lower viscosity glass lubricants for container walls because they cannot be freely displaced from the deformation zone. At the same time, the uniformity of a glass lubricating layer on an entire workpieces surface is the main aim of applying technological lubricants for optimal conditions of piercing and extruding.
An industrial experiment work was carried out at Pipe-Extruding Workshop No 2 (PEW № 2) of the Volzhsky Pipe Plant (VTZ) in order to find an effective glass-lubricant material that meets the above mentioned requirements. The work involves the comparative analysis of glass-lubricants currently used in extrusion and proposed glass-lubricants for manufacturing hot-extruded pipes with the dimensions of 45.0×4.0 and 108.0×4.0 mm made from 0.08 C-0.18 Cr-0.1 Ni-Ti steel [4] according to the requirements of Technical Conditions TC 14-3R-85 [5] and GOST (the Russian state standard) 9940 [6] respectively.
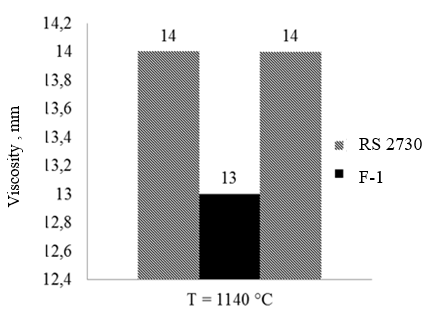
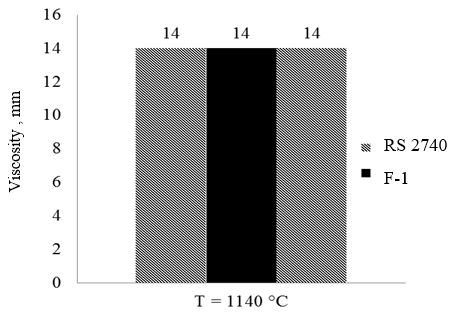
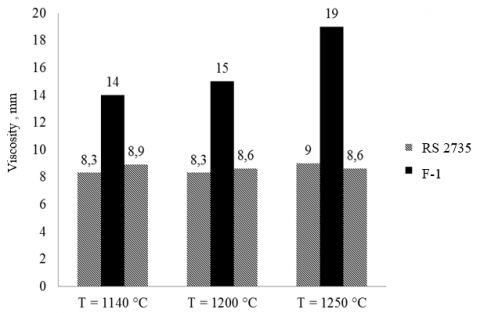
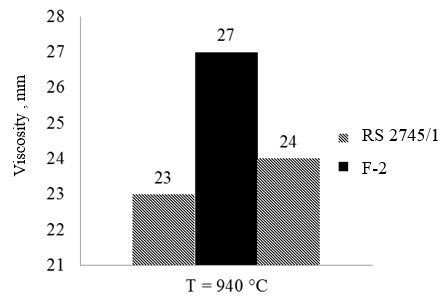
Figures 1-5 show comparative bar graphs for the viscosity of the glass-lubricant materials traditionally used in the conditions of VTZ (F-1, F-2, F-3) and the proposed compositions (RS 2730, RS 2735, RS 2740, RS 2745/1).
With the use of results presented at Figures 1-5, the use of the proposed glass-lubricants compositions was determined for extruding pipes with the dimensions of 45.0´4.0 mm from 0.08 C-0.18 Cr-0.1 Ni-Ti steel [4]:
- RS 2730 - glass lubricant cone;
- RS 2735 - inner surface of sleeve;
- RS 2740 - glass lubricant disk;
- RS 2745/1 - outer surface of sleeve;
and 108.0´4.0 mm from 0.08 C-0.18 Cr-0.1 Ni-Ti steel [4]:
- RS 2730 - glass lubricant cone, end backfill, spoon backfill;
- RS 2735 - glass lubricant disk;
- RS 2745/1 - running-in of workpieces and sleeves.
Figure 1. Comparative bar graph of the viscosity of glass-lubricant materials standardly used in VTZ and the proposed composition: RS 2730 and F-1
Figure 2. Comparative bar graph of the viscosity of glass-lubricant materials used in VTZ and the proposed composition: RS 2740 and F-1
Figure 3. Comparative bar graph of the viscosity of glass-lubricant materials used in VTZ and the proposed composition: RS 2735 and F-1
Figure 4. Comparative bar graph of the viscosity of glass-lubricant materials used in VTZ and the proposed composition: RS 2745/1 and F-2
Figure 5. Comparative bar graph of the viscosity of glass-lubricant materials used in VTZ and the proposed composition: RS 2745/1 and F-3
So, pilot-production batches of hot-extruded pipes with the sizes of 45.0´4.0 and 108.0´4.0 mm were produced from 0.08 C-0.18 Cr-0.1 Ni - Ti steel according to the requirements of TC 14-3R-85 [6] and GOST (the Russian state standard) 9940 [4], respectively, on an extruding line with a force of 20.0 MN in PEW No 2 of VTZ. During producing the batches, the VTZ glass-lubricating materials (F-1 - glass-lubricating cone, inner surface of a sleeve, glass-lubricating disk; F-2 - the outer surface of a liner) and the proposed glass lubricants were used. Tables 1 and 2 show the actual values of technological parameters of extruding pipes of the specified assortment.
Tables 1 and 2 demonstrate the values of technological parameters of extruding pipes of the specified assortment [7-16] These values were used to visualize the results and the effect of the glass-lubricating materials on pipe extrusion power parameters at bar graphs shown in Figures 6-8.
In accordance with the bar graphs shown in figures 2 and 3, when using the proposed glass lubricants, the peak extruding force is reduced by ~ 6% in comparison with the glass lubricants standardly used in VTZ.
Table 1. Technological parameters of extruding pipes with the sizes of 45.0´4.0 mm from 0.08 C-0.18 Cr-0.1 Ni - Ti steel [4] using the proposed and standard glass-lubricant materials in VTZ
|
No of pipes |
Temperature ranges (T), °С |
Pressure force ranges (P), MN |
Extrusion speed ranges (υ), mm/sec |
||
|
Tsleeve |
Tpipe |
Ppeak. |
Рest. |
||
|
Proposed compositions of glass lubricant materials |
|||||
|
1-16 |
1153-1196 |
1198-1233 |
16.4-18.87 |
12.68-14.47 |
127-170 |
|
average |
1173 |
1213 |
17.51 |
1357 |
155 |
|
Regular compositions of glass lubricant materials |
|||||
|
1-8 |
1162-1182 |
1193-1235 |
16.92-18.34 |
12.72-13.83 |
146-161 |
|
average |
1170 |
1222 |
17.55 |
13.23 |
152 |
|
No of pipes |
Temperature ranges (T), °С |
Pressure force ranges (P), MN |
Extrusion speed ranges (υ), mm/sec |
|||
|
Tsleeve |
Tpipe |
Ppeak. |
Рest. |
|||
|
Proposed compositions of glass lubricant materials |
||||||
|
1-10 |
1165-1209 |
1199-1236 |
16.23-19.57 |
12.84-15.12 |
173-201 |
|
|
Glass lubricant disk ~ 20 mm thick (one disk) |
||||||
|
11-53 |
1165-1209 |
1201-1240 |
16.39-21.1 |
13.23-15.15 |
164-202 |
|
|
*Av |
1 |
1187 |
1219 |
18.41 |
14.02 |
186 |
|
2 |
1190 |
1215 |
20.46 |
14.13 |
180 |
|
|
3 |
1186 |
1219 |
18.14 |
13.96 |
187 |
|
|
Remark: 1-for pipes No 1-53; 2-for pipes No 11-15; 3-for pipes No 16-53. |
||||||
|
Standard compositions of glass lubricant materials |
||||||
|
1-60 |
1156-1214 |
1194-1239 |
17.56-21.15 |
13.34-15.01 |
168-209 |
|
|
average |
1172 |
1221 |
19.57 |
13.93 |
191 |
|
Figure 6. Power parameters of the extruding process of pipes with sizes of 45.0´4.0 mm made from 0.08 C-0.18 Cr-0.1 Ni-Ti steel [4] in accordance with GOST (the Russian state standard) 9940 [6]: Tsleeve is temperature of sleeve; °С, Tpipe is temperature of pipe, °С; Ppeak. is maximum pressure force, MN; Рest. is established pressure force; MN, υ is extrusion speed, mm/sec
A comparative visual inspection was carried out for the outer and inner surfaces of the front ends of pipes with the dimensions of 45.0´4.0 made from 0.08 C-0.18 Cr-0.1 Ni-Ti steel [4] and extruded with the use of the glass-lubricant materials used standardly in VTZ and made of the proposed compositions. The inspection revealed a slight roughness, more apparent on the surface of pipes produced with the VTZ traditional glass-lubricant materials. A visual inspection of the pipes outer and inner surfaces with the dimensions of 108.0´4.0 mm was not carried out.
Figure 7. Power parameters of extruding pipes with the dimensions of 108.0´4.0 mm made from 0.08 C-0.18 Cr-0.1 Ni-Ti steel [4] in accordance with GOST (the Russian state standard) 9940 [6]: Tsleeve is temperature of sleeve; °С, Tpipe is temperature of pipe, °С; Ppeak. is maximum pressure force, MN; Рest. is established pressure force; υ is extrusion speed, mm/sec
Front and rear end parts of pipes produced in VTZ with the standardly used and proposed glass lubricants were separated transferred to The Russian Research Institute of the Tube & Pipe Industries in order to conduct metallographic research.
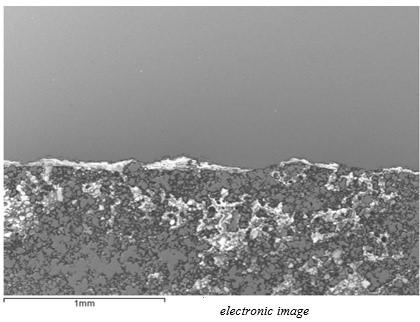
A metallographic research was carried out in cross and longitudinal sections of rings in 4 quadrants. The sections were made by mechanical grinding and polishing. An X-ray spectral analysis of the 0.08 C-0.18 Cr-0.1 Ni - Ti steel samples [4] was performed on a JSM 6490 scanning electron microscope equipped with an INCADry-Cool X-ray analysis system.
Figure 8. Power parameters of extruding pipes with the dimensions of 108.0´4.0 mm made from 0.08 C-0.18 Cr-0.1 Ni - Ti steel [4] using the proposed glass lubricants: Tsleeve is temperature of sleeve, °С; Tpipe is temperature of pipe, °С; Ppeak. is maximum pressure force, MN; Рest. is established pressure force; υ is extrusion speed, mm/sec
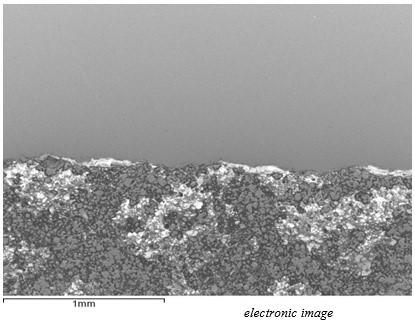
(a) Produced with the proposed glass-lubricants
(b) Produced with traditional glass-lubricant materials
Figure 9. View of the inner surface of the sample in longitudinal section from the front end of the pipe with the sizes of 108.0×4.0 mm made from 0.08 C-0.18 Cr-0.1 Ni-Ti steel [4]
The metallographic study demonstrated that a non-uniform layer of glass lubricants remains on studied surfaces of the 0.08 C-0.18 Cr-0.1 Ni - Ti steel pipes [4] with dimensions of 45.0´4.0 mm regardless of a separating area, a researched pipes surface or a glass lubricants manufacturer. The maximum thickness of the outer and inner surfaces is up to 70 microns and 30 microns, respectively, for lubricants standardly used in VTZ. On the samples produced with the proposed glass-lubricants, the maximum thickness of the outer and inner surfaces is up to 100 μm and 60 μm, respectively. A microanalysis showed (Figure 9) that when manufacturing pipes with the standard or the proposed glass lubricants, all the researched samples have oxide compounds based on silicon, calcium and sodium, which indicates the close chemical compositions of the standard or the proposed glass lubricants.
The distribution of the proposed glass-lubricant material is uneven on the outer and inner pipes surface with the dimensions of 108.0´4.0 mm made from 0.08 C-0.18 Cr-0.1 Ni-Ti steel [4] regardless of used volume. The maximum layer thickness reaches 89 microns on the outer surface and 42 microns on the inner. When using the standard glass-lubricant material, an uneven distribution of a layer is also observed along the studied pipes surfaces. The layer thickness reaches 46 microns on the outer surface and 65 microns on the inner. The X-ray spectral analysis revealed mainly oxide compositions based on silicon and calcium in the composition of the standard and proposed glass lubricants, which indicates the close chemical compositions of the standard and proposed glass lubricants.
[1] Kovalev, L.K., Ryabov, V.A. (1958). Glass lubricants in metallurgy. Glass Ceram, 15: 352–357. https://doi.org/10.1007/BF00674902
[2] Kajdas, C., Karpińska, A., Kulczycki, A. (2010). Industrial Lubricants. In: Mortier R., Fox M., Orszulik S. (eds) Chemistry and Technology of Lubricants. Springer, Dordrecht, 239-292. https://doi.org/10.1023/b105569_8
[3] (2014). Tribology. Encyclopedia of Lubricants and Lubrication. https://doi.org/10.1007/978-3-642-22647-2_200501
[4] (2014). GOST (the Russian state standard) 5632-2014 High-alloy steels and corrosion-resistant, heat-resistant and heat-resistant alloys. Stamps. Moscow: Publishing House of Standards.
[5] (2005). Technical Condition TC 14-3R-85-2005, Seamless hot-deformed (hot-extruded) seamless steel pipes from stainless steels and alloys. M.: Publishing house of standards.
[6] (1981). GOST (the Russian state standard) 9940-81, Seamless hot-deformed pipes made of corrosion-resistant steel. Technical conditions, M.: Publishing house of standards.
[7] Jia, L., Li, Y., Hui, T., Zhang, Y. (2019). Numerical Simulation and Experimental Research on Microstructural Evolution During Compact Hot Extrusion of Heavy Caliber Thick-Wall Pipe. Chinese Journal of Mechanical Engineering volume 32, Article number, 32: 6. https://link.springer.com/article/10.1186/s10033-019-0316-z
[8] Tuo, L., Zhou, G., Yu, Z., Kang, X., Wang, B., (2019). Extrusion process of 304L H-shaped stainless steel used in passive. Nuclear Science and Techniques volume 30, Article number: 61 Residual Heat Removal Heat Exchangers. BWC, 30: 61. https://link.springer.com/article/10.1007/s41365-019-0591-5
[9] Barichko, B.V., Vydrin, A.V., Kosmatskii, Y.I., Voskhodov V.B., Zubkov, A.M. (2011). Force parameters in the extrusion of tubes from a centrifugally cast semifinished product of steel 08Kh18N10T. Metallurgist, 55: 271. https://link.springer.com/article/10.1007/s11015-011-9423-5
[10] Moe, T., Sigurd, S., Huetink, H. (2007). Hot Metal Extrusion. Journal of Computational Electronics, 207-223. https://link.springer.com/chapter/10.1007/978-2-287-72143-4_12
[11] Muller, K.B. (2006). Bending of extruded profiles during extrusion process. International Journal of Machine Tools and Manufacture, 46(11): 1238-1242. https://doi.org/10.1016/j.ijmachtools.2006.01.036
[12] Lyal’kov, A.G., Medvedev, M.I., Tsar’kov, A.K, Bespalova, N.A. (2006). Main parameters in the extrusion of tubes made of hard-to-deform complex alloy steels. The European Physical Journal ST, 50: 194-198. https://link.springer.com/article/10.1007/s11015-006-0063-0
[13] Manegin, Y.V., Pritomanov, A.E., Shpittel, T. (1980). Hot Extruding of Pipes and Profiles. Moscow: Metallurgy.
[14] Bhaduri, A. (2018). Extrusion Mechanical Properties and Working of Metals and Alloys, 599-646. https://link.springer.com/ chapter/10.1007/978-981-10-7209-3_13
[15] Bespalova, N.A., Medvedev, M.I., Tsar’kov, A.K. (2009). Temperature and deformation in pressing high-temperature alloy pipe. Steel in Translation, 39: 1104-1106. https://link.springer.com/article/10.3103/S0967091209120171
[16] Meng, Y., Xu, J., Jin, Z.M., Prakash, B., Hu, Y.Z. (2020). A review of recent advances in tribology. Friction, 8: 221-300. https://link.springer.com/article/10.1007/s40544-020-0367-2