Samer M. Alsadik*![]() | Hanan A. Khudhair
| Hanan A. Khudhair![]() | Ahmed Al-Bdairi
| Ahmed Al-Bdairi![]()
© 2026 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
This study aimed to identify the Hot Mix Asphalt (HMA) mixture containing different Reclaimed Asphalt Pavement (RAP) percentages as a partial replacement for the pure mixture, using five blending ratios: 10%, 20%, 30%, 40%, and 50%. The RAP-modified asphalt mixture was evaluated through a series of laboratory tests, including Direct Tension (DT), Indirect Tension (IDT), and Semicircular Bending (SCB) tests at intermediate temperature of 25 ℃, the flow number (FN) at 54.5 ℃ was also conducted to evaluate the performance of RAP-modified mixtures in terms of fatigue life by means of fracture characteristics, cracking resistance and tensile value, as well as resistance to permanent deformation at higher temperature. The main finding indicated that incorporating RAP at different contents would increase the potential for fatigue cracking due to increased mixture stiffness and reduced ductility, resulting from diminished strain and fracture resistance. The inclusion of 30% RAP would improve the pure asphalt mixture's stiffness by exhibiting higher DT tensile and IDT moduli values of about 55% and 26%, respectively. It also improved the SCB fracture parameter Jc(J-integral) by 17%, increased tensile strength (Ts) by up to 31%, and reduced creep damage rate. Thus, the fatigue life of the RAP-modified binder was sustained, with the Energy Ratio (ER) and the Dissipated Creep Strain Energy (DCSE) increasing by 16% and 20%, respectively. On the other hand, the stiffness gained from the RAP aggregate blend enhanced rutting resistance by about 45% at higher temperatures. Finally, the proposed balance design criteria, balancing cracking and rutting resistance baselines, identified an optimal RAP content of 30%, and further increases would reduce HMA cracking resistance.
Reclaimed Asphalt Pavement, Hot Mix Asphalt, balanced mix design, cracking resistance, rutting resistance, fatigue performance, Semicircular Bending
Over the last two decades, a major effort has focused on the importance of Reclaimed Asphalt Pavement (RAP) for implementation in asphalt pavement construction, and general observations have been made on asphalt binders, aggregates, and prevalent techniques in Hot Mix Asphalt (HMA) [1, 2]. In addition, it may play a vital role serving as a sustainable material that promotes the field of the asphalt industry in both environmental and economic aspects [3].
Extending this knowledge was confirmed by Richard Willis and Williams [4] who presented statistics showing that more than 100 million tons of RAP were used and stockpiled in the United States. Moreover, it is estimated that a 1% increase in recycling RAP in pavement construction will reduce ecological impact by 0.14 million metric tons (MMT) of CO2e, roughly comparable to the emissions from about 30,000 passenger cars [5]. With its benefits in mind, data from the United States indicate that, in 2009, RAP usage increased from 67.2 to 112.6 million tons in 2022, clearly showing savings of approximately 4.9 million tons of binder and 93 million tons of aggregate. This demonstrates an increasing demand for RAP material, accounting for 12% of the total asphalt mixtures produced in 2021 [6].
RAP is an asphaltic material, mainly composed of asphalt layers that are exposed to oxidative aging covering the aggregates. Because the aged binder tends to lose its volatiles via chemical mechanisms that comprise changing maltenes to asphaltenes, this may explain why the RAP asphalt binder was considered highly stiff and brittle [7, 8]. Frequently milled from distressed pavement that suffers from environmental conditions and heavy traffic loads [9], which can be classified as a cleaner material relating to the group of waste recycling materials that are extracted, cured, and blended to be compatible for reuse in pavement material [10].
A critical issue has faced the process of RAP modified asphalt mixture presented by the secondary aging mechanism during the production stage, which may increase the concern toward additional aging, which finally led to increased mixture stiffness and durability [11]. This phenomenon may arise as the RAP content increases beyond 25%. Therefore, capturing the efficiency and blending design of RAP material with pure asphalt mixture within the asphalt technology and implementation steps in the field work is the question today, and needs to be understood. Researchers try to present the blending of RAP and pure HMA, following [12] who described this blending as a complex phenomenon that needs more implication to adjust the design of RAP. In the United States, transportation departments highlight full blending of RAP across pure asphalt when the binder is determined by the total content. However, other studies outlined that the blending is less than 100% [13]. While others stated that partial blending would disturb the RAP binder in the new mixture, leading to non-uniform gradation [14]. However, for RAP levels ranging between 25% and 30%, a decrease of 6 ℃ in production temperature is recommended, while for contents beyond 30%, further evaluations are required to ascertain the quality of the final mixture [15]. Minimizing variability in RAP-modified asphalt mixtures during manufacturing and production is another critical issue that addresses the use of RAP material variability and the control framework in pavement. Current researchers classified RAP variability into two mechanisms: the first one deals with the quality of RAP in the stage of production by controlling the crushing in the treatment process [16-19], classifying [20, 21], and storage [21] that lowers the variability during mixing. Despite the accurate RAP treatment, this material can still act as a good quality and accommodate the new aggregate limits. Satisfied with the value of treatment in influencing RAP quality [22, 23].
The former one related to their content, which in fact can be obtained via standard testing that identified the optimal RAP content based on laboratory testing. Moreover, producing a blended mixture at the target asphalt-aggregate without gradation variability is still believed unqualified since the recycled material may deviate from gradation limits, which in turn affects the designed volumetric properties of RAP asphalt mixes [24]. These issues may affect the production of recycled modified mixture to ensure a good material quality, and an optimal RAP percentage must be satisfied as a major fact.
Observing the suitable amount of RAP in the pure asphalt mixture has been investigated recently. Abu Saq et al. [25] found that a modified asphalt mixture containing different RAP percentages and sources will develop the mixture resistance at intermediate temperature to cracking, yielding up to 50% RAP, and further enhancement can be gained by increasing binder content, which affects mixture stiffness. In addition, Kaseer et al. [26] found that incorporation of RAP, recycled asphalt shingles (RAS), and recycling agent (RA) at higher dosages into the asphalt mixture subject to long- and short-term aging would be beneficial in decreasing mix stiffness that was lastly weakened due to aging effect. On the other hand, utilizing the soft asphalt binder may extend modified RAP mixes with acceptable stiffness and relaxed properties. However, it is acceptable that increasing RAP content may increase the susceptibility of mixture performance against cracking because of the stiffness acquired by RAP, and this would justify the utilization of softener or rejuvenator additives to alleviate the aged and brittle asphalt [27, 28].
Zhang et al. [29] reported that rejuvenators would provide higher cracking resistance due to reduced stiffness, reduced by about 40% when using RAP-modified mixtures produced in the asphalt plant. At the same time, the blending characteristics also improved, which finally reflects on cracking performance [30]. Moyano-Ayala and Dinis-Almeida [31] examined the effect of adding 15% and 20% RAP to HMA by replacement with pure aggregate. Their study suggests that 20% RAP would enhance the performance by increasing Marshall stability, moisture-induced damage, and resistance to rutting attributed to the effect of an increase in the mixture stiffness caused by aged asphalt. Devulapalli et al. [32] also confirmed that high RAP content can increase up to 30%, and the mix will be incompatible if these thresholds are further exceeded. Besides these, using 45% of RAP within asphalt has considerably tolerated lower rutting depth by about 3 mm after pavement service of 2 years [33]. Later, pavement durability was assessed and compared with 30% RAP and a pure mixture, indicating that the presence of RAP in the first few years will reduce rutting depth and flawed crack ranking as performance criteria [34]. Both studies conducted by Yan et al. [35, 36] investigated the potential use of higher RAP content related to aggregate gradation.
It can be seen that there is a lack of and limited research related to higher RAP content without treating or rejuvenators. Since it has a major issue linked with the surface layer, load-induced damage occurs at the reconstruction stage, and durability with long pavement life with these materials, as cracking is a major problem, and blending and correction gradation to a RAP/pure HMA contributes to higher stiffness. It is important to distinguish the difference between recycling and reuse. Since the first term refers to a method that uses RAP material with other technologies, their primary role has changed. The second refers to the direct incorporation of RAP into the pure asphalt mixture that was implemented in this study. However, the study proposed using 30% RAP that would meet Superpave criterion for aggregate interstitial component and an improvement in fracture parameters, noticing more brittle material tendencies as indicated with lower strain and energy that extend RAP-modified mixes beyond threshold limits beyond 0.75 kJ/m3 and 1.0 for Dissipated Creep Strain Energy (DCSE) and Energy Ratio (ER), respectively.
Previous research was limited to the reuse of RAP at higher content within pavement and to the selected content, which sometimes appears to conflict with scientific data; therefore, there is a need to identify higher RAP content exclusively to determine whether RAP material can be increased above 30% without jeopardizing overall performance. In this study, the effect of using different RAP percentages as partial replacements for the pure mixture was evaluated at five blending ratios: 10%, 20%, 30%, 40%, and 50%. The modified RAP asphalt mixture was evaluated via series of laboratory testing including Direct Tension (DT), Indirect Tension (IDT), and Semicircular Bending (SCB) tests at intermediate temperature of 25 ℃ and flow number (FN) at 54.5 ℃ were assessed to evaluate the performance of RAP modified mixtures fatigue life by means of fracture characteristics, cracking resistance and tensile value as well as resistance to permeant deformation at higher temperature were performed via a series of laboratory testing and the result come in the line indicated that inclusion of RAP would increase the potential of fatigue cracking due to increase in mixture stiffness and ductility resulting from diminished strain and fracture resistance. On the other hand, gained stiffness would exhibit an increase in rutting resistance at higher temperatures as a result of improved tensile strength (Ts) and moduli values, and finally optimized RAP content to 30%.
The major contribution of the study includes implementing using five blending ratios: 10%, 20%, 30%, 40% and 50% by mean of reuse the RAP material which directly incorporated into pure HMA mix design since the previous research had limited to the reuse of RAP at higher content within pavement and the selected content appears sometimes conflicting to scientific data therefore, there is a need to identify the higher RAP content exclusively, to determine whether RAP material can be increased above 30% without risking the HMA mixture stiffness and potential for fatigue cracking. Taking into consideration all these facts, the main objectives of this study are defined:
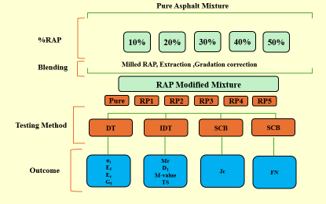
DT, IDT, and SCB tests were performed at an intermediate temperature of 25 ℃ and FN at 54.5 ℃ using laboratory-conditioned specimens to evaluate the fracture characteristics and cracking performance of the resulting RAP mixes' rutting performance. To determine the resilient modulus (MR), creep compliance rate, failure strain (FS), Ts, and fracture energy density of every mixture, a comprehensive series of Superpave IDT experiments was conducted. An energy-based metric known as the ER was used to assess the relative cracking performance of RAP mixes in the intermediate temperature range. Figure 1 presents a flowchart of the testing procedures analyzed in this study.
Testing conditions suggested in this study were selected based on the typical climatic temperature that pavements experience during their lifespan. At an intermediate temperature of 25 ℃, in-situ asphalt pavement may experience a viscoelastic behavior that is ultimately prone to HMA mixture fatigue cracking. Therefore, the cracking resistance was covered by fracture and J-integral. On the other hand, harsh climate weather accompanied by heavy, slow-moving vehicles during the summer season may cause a significant pavement premature failure present by shear failure and permanent deformation. For this scenario at 54.4 ℃, FN testing was considered to indicate whether the RAP-modified mixes could sustain and be capable of addressing these issues.
Figure 1. Flow chart describing the testing procedure
For a pure mixture, a dense graded HMA wearing mixture with 19.0 mm nominal maximum-size aggregate was intended to be prepared with the gradation shown in Table 1, and its physical characteristics are presented in Table 2. A single asphalt source identified as neat asphalt PG 64-16 was provided; its properties are listed in Table 3. An extracted RAP was obtained from major atrial street pavements' milling located in Baghdad, Iraq. The extracted asphalt from RAP is tabulated in Table 4.
Table 1. Corrective gradation for pure and Reclaimed Asphalt Pavement (RAP)-modified mixtures
|
Sieve Size (Inch) |
RAP Gradation (% Passing) |
Corrective Gradation (% Passing) |
|||||
|
Pure Hot Mix Asphalt (HMA) |
10% |
20% |
30% |
40% |
50% |
||
|
3/4 |
100 |
100 |
100 |
100 |
100 |
100 |
100 |
|
½ |
94 |
93 |
93 |
93 |
93 |
93 |
94 |
|
3/8 |
85 |
82 |
82 |
83 |
83 |
83 |
84 |
|
No. 4 |
61 |
47 |
48 |
50 |
51 |
53 |
54 |
|
No. 8 |
48 |
28 |
30 |
32 |
34 |
36 |
38 |
|
No. 50 |
14 |
11 |
11 |
12 |
12 |
12 |
13 |
|
No. 200 |
1 |
7 |
6 |
6 |
5 |
5 |
|
Table 2. Physical properties of pure aggregate
|
Bulk Specific Gravity (g/cm3) |
Fractured Aggerate (%) |
Los Angeles Abrasion (%) |
Soundness (%) |
Sand Equivalent (%) |
Aggregate Angularity (%) |
||
|
Coarse |
Fine |
Fine |
Coarse |
||||
|
2.63 |
2.58 |
91 |
23 |
4.83 |
72 |
62 |
96 |
Table 3. Asphalt binder 40–50 physical properties
|
Property |
Performance Grade 64-16 |
Specification Requirements |
Specification |
|
Penetration at 25 ℃ (d-mm) |
43 |
40–50 |
ASTM D5 |
|
Softening point (℃) |
53 |
- |
ASTM D36 |
|
Ductility at 25 ℃ at 5 cm/min (cm) |
103 |
Min. 100 |
ASTM D113 |
|
Rotational viscosity at 135 ℃ (Pa·s) |
0.654 |
Max. 3.0 |
ASTM D4402 |
Table 4. Extracted binder properties
|
Test |
Value |
|
Asphalt content (%) |
2.35% |
|
Penetration (0.1 mm) |
11 |
|
Viscosity (@ 135 ℃, Pa.s) |
9840 |
|
Actual performance grade (℃) |
92.3–22.5 |
The laboratory blending procedure was intended as follows:
5.1 Pure Hot Mix Asphalt mixes
The pure HMA material, including aggregate and asphalt, was sieved and oven-heated for 3 hours at 160 ℃ and 145 ℃ for aggregate and asphalt, respectively. Samples were compacted using a Superpave Gyratory Compactor (SGC) in accordance with the AASHTO-R35 design. The percentage of Optimum Asphalt Content (OAC) at 4% air voids was calculated as 5.0%.
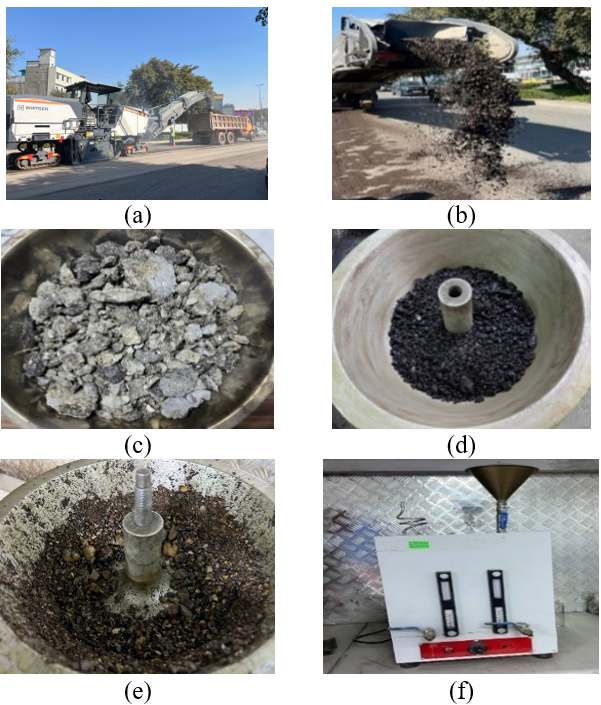
5.2 Extraction and recovery of asphalt binder
The RAP binder was extracted and recovered using a rotary evaporator and chemical extraction in accordance with ASTM D2172 (Figure 2(a) and (b)). Following the separation processes, various blending percentages (10, 20, 30, 40, and 50%) were used to combine the recovered binder and virgin binder, as well as the retrieved RAP aggregate and virgin aggregate (Figure 2(c)). About 1000 g of RAP mixture was introduced into the centrifuge extractor, combined with 450 milliliters of trichloroethylene, and the solvent was added (Figure 2(d)). A solvent and binder combination was extracted after the centrifuge extractor had been running for 15 minutes (Figure 2(e)). Then, sieve analyses were carried out on each of the RAP sources. To get rid of tiny particles floating in the solution, the extracted solvent/binder combination was vacuum-filtered (Figure 2(f)). After that, the solution was put back in the recovery flask and put on the rotary evaporator to finish distilling the solvent.
Figure 2. Laboratory procedure used for Reclaimed Asphalt Pavement (RAP) extraction, recovery and blending: (a) and (b) the milled and collected RAP material, (c) laboratory dried RAP material, (d) heating the RAP material, (e) RAP material after extraction, (f) binder recovery device
5.3 Blending of the rap-modified mixture
The blending scenario allowed in this study followed a scheme of full blending between the recovered RAP binder and pure binder [12, 37, 38]. Considering the most vital parameter in the mix design by heating and mixing the combination of pure aggregate +RAP +pure binder to produce 100% blending [39-41]. At first, recovered binders were introduced into the pure one and mixed at a determined level presented in Table 5 to accommodate the full blending configuration to finally produce a mixture at predetermined different RAP% replacement content. Mixing and compaction were set to increase by increasing the combined aggregate (pure + RAP) to around 90 ℃ [15] for two and a half hours to ensure a full blending process. After combining, the loose mixes were spread into pans and allowed to mature for 2 hours at the mixing temperature. Table 6 presents the composition of different RAP replacement contents.
A binder-level blending evaluation was also performed to determine the mixing ratio of pure/RAP material, as the OAC for pure HMA was determined to 5.0% (this method was used to reduce the differences within aggregate gradation and to ensure the effect of RAP only). Each mixture blend should be adjusted to the main composition in the range of 10–50% by weight of the mixture, as an adjunct to the pure binder that was added.
Table 5. Volumetric characteristics of Reclaimed Asphalt Pavement (RAP) modified mixes
|
Mixture Type |
Pure |
RP1 |
RP2 |
RP3 |
RP4 |
RP5 |
Requirement |
|
|
Optimum Asphalt Content (OAC) (%) |
5.0 |
5.2 |
5.2 |
5.3 |
5.3 |
5.4 |
4.0–6.0 |
|
|
Air Voids (VA) (%) |
4.0 |
4.0 |
||||||
|
Voids Filled with Asphalt (VFA) (%) |
74.4 |
72.9 |
72.9 |
73.3 |
72.2 |
71.1 |
65–75 |
|
|
Voids in Mineral Aggregate (VMA) (%) |
15.2 |
14.5 |
14.7 |
15.0 |
14.8 |
14.6 |
Min. 14.0 |
|
|
Dust Asphalt Ratio (DP) (%) |
1.02 |
1.09 |
1.04 |
1.0 |
0.99 |
0.97 |
0.8–1.6 |
|
|
Maximum Theoretical Specific Gravity (Gmm) (%) |
at Nini |
87.10 |
86.85 |
86.61 |
86.93 |
85.63 |
84.32 |
Less than 89% |
|
at Ndes |
96.15 |
96.26 |
96.23 |
95.94 |
94.50 |
93.06 |
96% |
|
|
at Nmax |
97.48 |
97.38 |
97.26 |
97.18 |
95.72 |
94.26 |
Less than 98% |
|
Note: RP = mixture containing RAP at different replacement levels.
Table 6. Fractional components of different Reclaimed Asphalt Pavement (RAP) content in the mixture
|
Mixture Type Pure/RAP |
RAP |
Pure |
Mixture Nomenclator |
||
|
Aggregate (%) |
Asphalt Content (%) |
Aggregate (%) |
Asphalt Content (%) |
||
|
0 |
0 |
0 |
95 |
5 |
Pure |
|
10% |
9.76 |
0.235 |
85.71 |
4.765 |
RP1 |
|
20% |
19.53 |
0.47 |
76.37 |
4.53 |
RP2 |
|
30% |
29.29 |
0.705 |
66.9 |
4.295 |
RP3 |
|
40% |
39.06 |
0.94 |
57.56 |
4.06 |
RP4 |
|
50% |
48.82 |
1.175 |
48.08 |
3.825 |
RP5 |
6.1 Direct Tension test
A testing specimen for pure and RAP-modified asphalt mixture was cored and cut to introduce a simple diameter of 150 by 100 mm height to diameter and targeted air voids of 7.0 ± 0.5% at the OAC. The DT test specimen included a continuous axial tensile force at a displacement rate of 1.27 mm/min [42].
The test was carried out at 25 ℃ with a two-hour minimum pre-conditioning period. The specimen deformations were recorded using four linear variable differential transducers (LVDTs) positioned vertically on the specimen's sides at a target distance of 100 mm gauge length. The setup for the laboratory test and the associated loading configuration using the closed-loop Dynamic Testing Machine (DTM 50). The output data were used to compute the Ts, tensile strain ($\varepsilon_f$), tensile modulus (Et), and fracture energy using the equation below [42]:
$\sigma_t=\frac{P_{\max }}{\pi r^2}$ (1)
$\varepsilon_f=\frac{\Delta L}{L_o}$ (2)
$E_t=\frac{\sigma_t}{\varepsilon_f}$ (3)
$G_f=\frac{1}{\pi r^2} \int_{x 1}^{x 2} f(x) dx$ (4)
where, ΔL is the maximum deformation, Gf is the the fracture energy, r is the specimen radius (50 mm), Lo is the gauge length (100 mm), and Pmax is the maximum load at failure (N), f(x) represents the area under the stress–strain curve.
6.2 Indirect Tension test
The cracking resistance of mixes including RAP materials and binder was assessed using the IDT test that was established by Roque et al. [43]. The three parameters that make up the IDT are the Ts, FS, MR, and the creep compliance (m-value, D1). Mixture attributes such as MR, creep compliance, Ts, fracture energy, FS, and DCSE to failure were determined by a series of experiments carried out at 25 ℃. The cylindrical specimens were prepared following the procedure outlined in National Cooperative Highway Research Program (NCHRP) 1-28A [44]. A compacted specimen with target air voids of 4 ± 0.5% and dimensions of 150 mm in diameter and 50 mm in thickness was fabricated using Troxler SGC. This test was performed on the compacted specimen by implementing a cyclic peak load to produce horizontal deformations within the range of 200–300 macrostrains. Each load cycle has a 0.1-second load, succeeded by a 0.9-second rest interval, and a loading frequency of 1.0 Hz. The creep test involves placing a static load and maintaining it for 100 seconds. Finally, the specimen was monotonically subjected to failure along the vertical diametric axis at a constant rate of 50 mm/min to obtain the Ts. All RAP-modified mixtures were tested using DTM 50. Gathering the testing information related to load limits and deformation within the specimens was gathered and analyzed using a three-dimensional finite element, as shown in Eq. (5) [43]:
$M_R=\frac{P \times G L}{\Delta H \times t \times D \times C_{C M P L}}$ (5)
where, $P$ is the load, $G L$ is the gauge length, which is $1 / 4$ of the diameter, $\Delta H$ is the horizontal deformation, $t$ is the thickness, $D$ is the diameter, $C_{CMPL}$ is the non-dimensional factor. Moreover, creep compliance $D(t)$ at 100 seconds is presented in Eq. (6) [43]:
$D(t)=\frac{\Delta H \times t \times D \times C_{C M P L}}{P \times G L}$ (6)
where, t represents the loading time in seconds, Ts is determined as follows [43]:
$T_s=\frac{2 P\left(C_{S X}\right)}{\pi \cdot t \cdot D}$ (7)
Hence, CSX refers to the stress correction factor.
The fracture energy, Deaf, and elastic energy were derived from the MR and Ts assessments. The ER was established by the implementation of the HMA fracture model [45] and the validation of field test sections in Florida [46]. The ER Eq. (8) is defined as the energy threshold of a material (Deif) divided by the minimum energy necessary (Demin) to guarantee satisfactory cracking performance.
$ER=\frac{DCSE_f}{DCSE_{\min}}=DCSE_f \frac{0.0299 \times \sigma^{-3.1}\left(6.36-T_s\right)+2.46 \times 10^8}{m^{2.98} D_1}$ (8)
where, σ represents the applied tensile stress. The calculated ER value reflects the relationship between the fracture energy capacity of the mixture and the minimum energy required to resist cracking. Given that Duchemin is derived from the creep compliance rate, a mixture exhibiting a higher value of ER, which correlates with an increased Deif or a reduced creep compliance rate, or potentially both, is likely to yield superior cracking performance. Nonetheless, mixtures exhibiting an ER value greater than 1.0 demonstrated satisfactory cracking performance in practical applications [46].
6.3 Semi-circular bend
The Jc (J-integral) was utilized to assess the fracture resistance of asphalt mixtures derived from a monotonic SCB test. The Jc is a path-independent integral near a crack tip that quantifies the fracture energy in scenarios of nonlinear fracture behavior. This has been utilized as an indicator of the cracking behavior in asphalt concretes. This method necessitates the utilization of SCB samples exhibiting two or more distinct crack depths. This study involved the production of SCB samples by slicing cylindrical specimens, each 150 mm in diameter, into three disk-shaped parts with a thickness of 30 mm, which were subsequently halved. Three distinct initial crack lengths of 25.4 mm, 31.8 mm, and 38.1 mm were subsequently introduced. Nine SCB samples were prepared for each mixture. The test was conducted at 25 ℃ using a 3-point bending configuration. A monotonic load was applied at a deformation rate of 0.5 mm/min until failure, in accordance with ASTM D8044. The region beneath the load-deformation curves up to the maximum load represents the fracture energy, which can be utilized to derive a linear relationship. when represented as a function of crack depths. The critical value of Jc, or fracture resistance, is calculated using Eq. (9) [47], which incorporates the slope of the strain energy linear equation and the sample thickness.
$J_c=\left(-\frac{1}{b}\right) \frac{d U}{d a}$ (9)
where, b is the specimen thickness, dU is the strain energy, and da is the notch length.
In this study, the Jc were quantified to evaluate the fracture resistance of the RAP-modified mixture by measuring fatigue crack growth and propagation under monotonic loading on the SCB notched sample, capturing the critical strain rate at which the specimen fractures for the selected notch. Hence, the area beneath the load-deformation was computed based on the peak load. Finally, the dU value was plotted versus every notch length to find the regression line slope (dU/da), as presented in Eq. (9). However, the Jc value was obtained by dividing (dU/da) by specimen thickness [48]. It is well known that obtaining a higher Jc value would exhibit stiffer material and thus be less prone to cracking.
6.4 Flow number test
To evaluate the rutting performance of HMA modified mixes, FN was proposed in this study. The test was carried out on triplicate cylindrical specimens fabricated using SGC, trimmed, and cored to obtain an initial specimen dimension of 150 mm in height and 100 mm in diameter. These specimens were set up with three LVDTs to monitor the vertical deformation. They were placed nearly at 120° on the sample diameter with a gauge length of 100 mm. All samples were treated and conditioned via the DTM 50 device at a testing temperature of 54.4 ℃ for 3 hours before testing. The FN testing includes applying a haversine repeated loading of 207 kPa stress, which intact the specimen for 0.1 s load and 0.9 s rest period. at a stress of 207 kPa. The testing output was analyzed using three stages of Zhou et al. [49] model under dynamic loading to analyze the FN value and assess the rutting of different RAP contents, as shown in Eqs. (10)–(12):
Primary Stage: $N \leq N_{P S}, \varepsilon_p=a N^b$ (10)
$\begin{gathered}\text { Secondary Stage: } \varepsilon_p=c\left(-N_{P S}+N\right)+\varepsilon_{p s}, \\ N_{P S} \leq N \leq N_{S T}, \varepsilon p=a N^b{ }_{P S}\end{gathered}$ (11)
$\begin{aligned} & \text { Tertiary Stage: } \varepsilon_p=\mathrm{d}\left(-1+\mathrm{e}^{f(N-N S T)}\right)+\varepsilon_{S T}, \\ & \quad N \geq N_{S T}, \varepsilon_{S T}=\varepsilon_{P S}+c\left(N_{S T}-N_{P S}\right)\end{aligned}$ (12)
where, a, b, c, and d are constants, NPS is the number of cycles at the initial point of the secondary stage, NST = FN, and εps is the initial permanent strain at the tertiary stage.
7.1 Direct Tension testing results
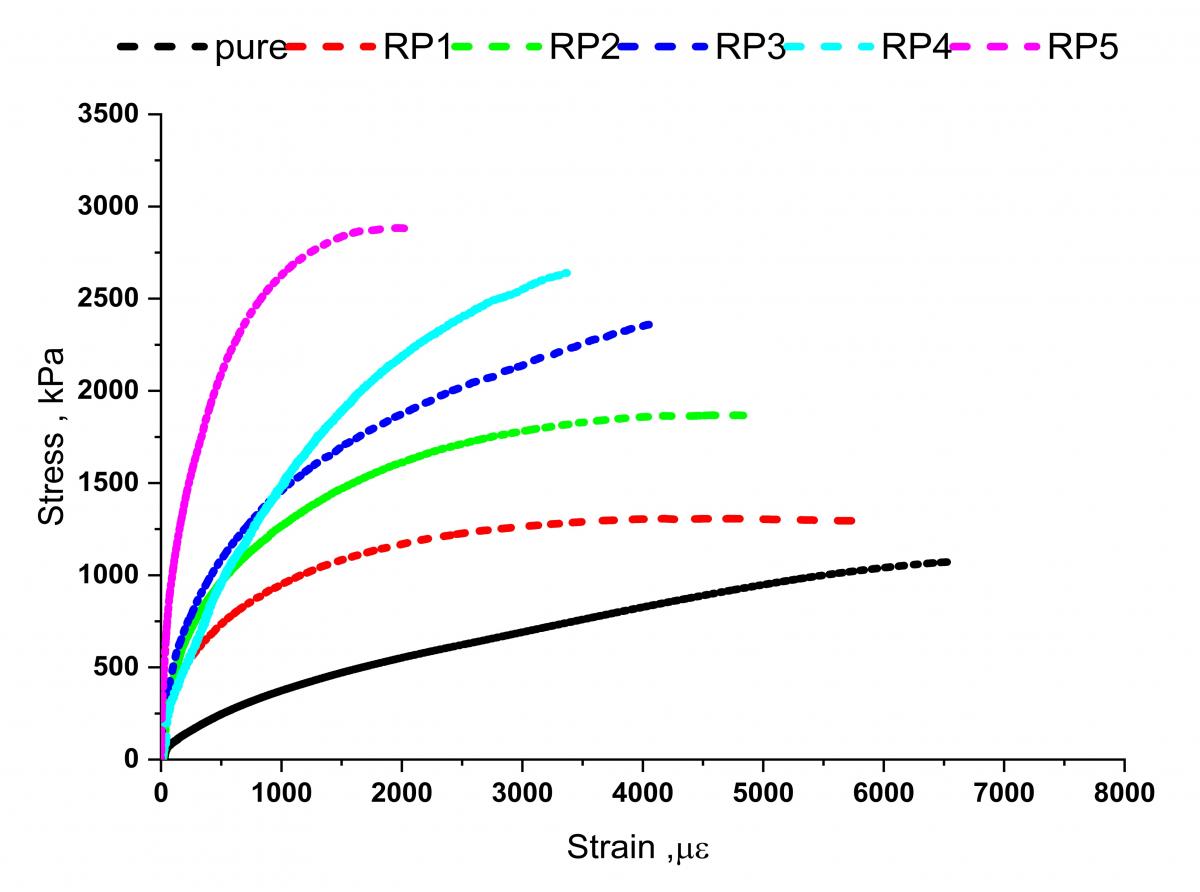
This section discusses the impacts of pure and RAP-modified mixtures on the HMA mix, using fracture parameters derived from DT test data. As noted, the average replicate specimen of the DT laboratory test findings included the maximum Ts and strain at maximum stress, subsequently addressing the Et and fracture energy. Figure 3 illustrates the stress-strain response of the HMA mixtures in relation to varying RAP content levels of 10%, 20%, 30%, 40%, and 50%. The stress-strain response of the mixtures aligns with theoretical predictions and validates the earlier assertion that the recycled mixtures exhibit brittleness and an increased susceptibility to breaking. An increased amount of RAP in HMA mixtures significantly affects the stress-strain response, resulting in lower εf values and greater σt values as compared to pure mixtures. Previous research [42] indicates that this tensile strain serves as an index of ductility potential, defined as the capacity to elongate under tensile stress before breakage, for the HMA. High values of tensile strain at the peak failure load correlate with desirable ductile mixes. a threshold value of 3000 µεto define a pass-fail criterion for distinguishing between cracking-resistant and non-cracking-resistant HMA mixes (µe ³ 3000 µe correlates with cracking-resistant HMA mixes) in laboratory conditions.
Figure 3. Stress-strain responses of pure and Reclaimed Asphalt Pavement (RAP)-modified asphalt mixtures
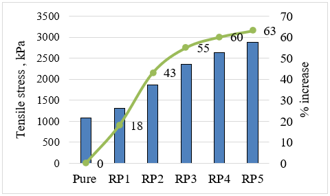
The resulting data were summarized in Table 7. As presented in Figure 4, and with respect to pure mixture, an increase in stiffness of RAP modified asphalt mixtures exhibited higher tensile value for every increment, showing an increase of nearly 18%, 43%, 55%, 60%, and 63% as RAP content increases in mixture for RP1, RP2, RP3, RP4, and RP5, respectively. Indicates a stiffer and more brittle mixture, which is unfavourable for fatigue crack resistance. Thus, the fatigue life of RAP-modified mixtures indicates that the mixtures were not durable because of more RAP particles, which had a greater overall surface area for binder mixing, leading to more uniformly stiffened mixes. As a pure mixture, as a result, there were more RAP particles and a greater overall surface area for binder mixing, leading to more uniformly stiffened mixes. Nevertheless, this result, the RAP effect, is characterized by an increase in mix stiffness as indicated by higher strength values compared to the pure mixture.
Table 7. Result of Direct Tension (DT) for pure and Reclaimed Asphalt Pavement (RAP)-modified mixes
|
Mix |
σt at Failure (kPa) |
εf at Failure (με) |
Et (MPa) |
Gf (kJ/m2) |
|
Pure |
1072 |
6584 |
163 |
4.588 |
|
RP1 |
1307 |
5925 |
219 |
6.777 |
|
RP2 |
1868 |
5008 |
371 |
7.76 |
|
RP3 |
2358 |
4049 |
580 |
7.083 |
|
RP4 |
2640 |
3365 |
785 |
6.111 |
|
RP5 |
2879 |
2067 |
1388 |
4.931 |
Figure 4. Tensile strength (Ts) values of pure and Reclaimed Asphalt Pavement (RAP)-modified asphalt mixture
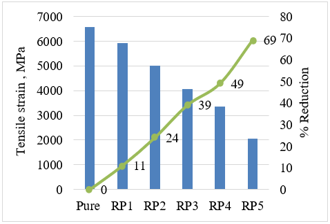
Conversely, an elevated εf value indicates increased ductility of the mixture and, potentially, enhanced potential for resistance to fatigue cracking. Thus, mixtures beyond the 3000 με line in Figure 5 would be desirable. All modified RAP mixtures present a descending trend towards mixture ductility, except for RP5, which fails to reach the minimum criterion of 3000 με. All mixes tend to tolerate more fatigue cracking by nearly 11%, 24%, 39%, and 49% for RP1 to RP4, respectively, compared to the pure asphalt mixture. These facts may be ascribed to the effect of RAP, which contains a strong coarse aggregate from the source that increases the bonding fracturing into the aggregate rather than around it during the DT test and hence, reduces the mixture tensile strain. When comparing all RAP modified mixtures, RP1 may endure reduced stress prior to failure under tensile loading, indicating that it is less probable to withstand cracking compared to other RAP modified mix compositions with a lower εfat failure under repeated loading and environmental circumstances. Consequently, increasing RAP content diminishes the ductility and fracture resistance of mixtures, as evidenced by the reduced tensile strain values.
Figure 5. Tensile strength (Ts) values of pure and Reclaimed Asphalt Pavement (RAP)-modified asphalt mixtures
7.2 Indirect Tension testing results
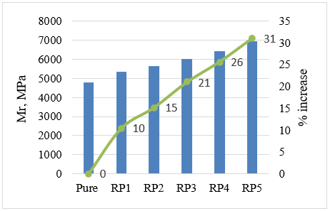
The creep compliance parameters obtained from the IDT test are presented in Table 8. Figure 6 displays the MR results for the pure and RAP-modified asphalt mixtures, which exhibited an increased stiffness, as indicated by a higher MR, across all RAP contents, which may be associated with reduced fatigue-cracking resistance in the mixture. It can be observed that, compared with the pure mixture, the MR increased by 10%, 15%, 21%, 26%, and 31% for the blended mixtures RP1 to RP5, respectively. Blends of RAP binders exhibited greater stiffness (higher viscosity) compared to those with pure and lower RAP content. While direct evidence was lacking, it was hypothesized that the RAP binder contained a higher proportion of "hard" pure binder for blending purposes [36].
Table 8. Creep compliance testing parameters of pure and Reclaimed Asphalt Pavement (RAP)-modified asphalt mixtures
|
Mixture Property |
Pure |
RP1 |
RP2 |
RP3 |
RP4 |
RP5 |
|
m-value |
0.49 |
0.479 |
0.469 |
0.452 |
0.433 |
0.412 |
|
D1 |
0.084 |
0.08 |
0.077 |
0.075 |
0.072 |
0.07 |
Figure 6. Resilient modulus (MR) values of pure and Reclaimed Asphalt Pavement (RAP)-modified asphalt mixtures
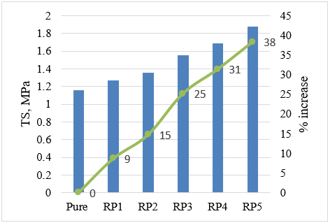
Figure 7 shows that the Ts of RAP mixtures was increase continually as the RAP blending mixture increased for instance reaching 50% with RP5 extending the strength value of pure mixture from 1.16 MPa to 1.88 MPa showing an increase by nearly 38% and these facts may be ascribed to the presence of strong coarse aggregate from the RAP source, which facilitated fracture through the aggregate rather than around it. Also, this behavior is well seen with lower content, which increases by 9%, 15%, 26%, and 31% for RP1 to RP4, respectively. However, the gained stiffness related to the RAP-modified mixture at different contents was impacted by a reduction in mixture flexibility. The FS of all RAP modified mixtures was noted to be decreased consistently to 38% for up to 50% RAP replacement, which is lower than that of pure mixtures that exhibited reduced stiffness, diminished brittleness, and enhanced toughness (greater fracture tolerance) compared to RAP mixtures that influence the mixture fracture parameters as previously noted by the study [35]. The incomplete integration of RAP binder with pure binder results in the RAP binder mostly covering the RAP aggregate; hence, the aggregate functions as a carrier for the binder. Consequently, RAP gradation regulates the allocation of RAP binder within RAP combinations. This ultimately led to reducing the resistance towards fatigue cracking, as indicated by studies [50, 51].
Figure 7. Tensile strength (Ts) values of pure and Reclaimed Asphalt Pavement (RAP) modified asphalt mixtures
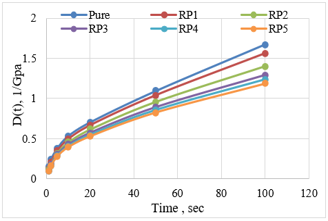
Final observations were noted with IDT testing result, as presented in Figure 8, which displayed the creep compliance testing result after 100 seconds.
Figure 8. Creep compliance values of pure and Reclaimed Asphalt Pavement (RAP) modified asphalt mixtures
Result noted form Figure 8 highlights the accumulated creep compliance, since HMA modified mixtures with 50% RAP which denoted as RP5 have exhibited lower stress relax ability to cracking as well as lowest creep compliance compared to other RAP and pure mixtures ranking of mixtures based on RAP indicated that pure mixture had the highest creep compliance and consequently would exhibit better resistance to thermal cracking compared then RP1 ˃ RP2 ˃ RP3 ˃ RP4 and finally RP5, these results demonstrated that the use of RAP were found not effective in improving the thermal cracking resistance of asphalt mixtures through different RAP content. On the other hand, these results were also confirmed based on the creep value listed in Table 8 below, which indicated a lower creep slope value that possesses a lower deformation rate as noted with RP5 and RP4, which experience a reduction by about 18 and 12%, respectively. Hence, this was also confirmed previously, as the lower strain gained with moduli values that were influenced by aggregate RAP content and showing a coincidence with previous tests that indicated the stiffness of RAP mixes than pure asphalt, which in turn has a greater susceptibility towards low-temperature cracking [52].
7.3 Cracking performance indicators
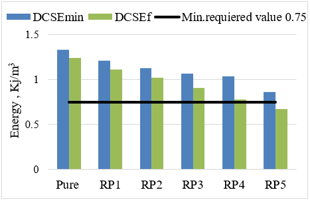
The overall performance of the pure modified mixture with RAP contents ranging from 10 to 50% was based on Superpave IDT, and the cracking performance is listed in Table 9. Four main input characteristics were obtained: MR, m-value, D1, FS, and Ts as basic input parameters to define the ER value, ER, and DCSE. Based on the study done by Roque et al. [46] indicated that a minimum critical value of 0.75 kJ/m3 is the value that the pavement can sustain before cracking. Therefore, an HMA mixture beyond this value can be satisfactory in withstanding fatigue cracking due to repeated axle loading in the field.
Table 9. Indirect Tension (IDT) and fracture cracking test results of pure and Reclaimed Asphalt Pavement (RAP) modified asphalt mixtures
|
Mixture Property |
Pure |
RP1 |
RP2 |
RP3 |
RP4 |
RP5 |
|
Resilient modulus (MR) (MPa) |
4785 |
5342 |
5642 |
6007 |
6437 |
6941 |
|
m-value |
0.49 |
0.479 |
0.469 |
0.452 |
0.433 |
0.412 |
|
D1 |
0.084 |
0.08 |
0.077 |
0.075 |
0.072 |
0.07 |
|
Tensile strength (Ts) (MPa) |
1.16 |
1.27 |
1.36 |
1.55 |
1.69 |
1.88 |
|
Failure strain (FS) × 103 |
2.785 |
2.625 |
2.39 |
2.16 |
1.76 |
1.725 |
|
DCSEmin (kJ/m3) |
1.33 |
1.21 |
1.13 |
1.07 |
1.04 |
0.86 |
|
DCSEf (kJ/m3) |
1.24 |
1.11 |
1.02 |
0.91 |
0.781 |
0.669 |
|
Energy Ratio (ER) |
1.07 |
1.09 |
1.11 |
1.28 |
1.33 |
1.282 |
|
Tensile stress (σ) |
150 Psi (1 MPa) |
|||||
Note: DCSE: Dissipated Creep Strain Energy.
As shown in Figure 9, RAP-modified asphalt mixtures have notably influenced the HMA-IDT fracture parameter. Generally, all six mixtures have successfully exceeded the minimum required limit of 0.75 kJ/m3. Thus, a descending trend was seen showing that a pure mixture has a higher DCSE value and then decreased for every RAP content increase by nearly 9, 15, 20, 28, and 35% when reaching 50% RAP content, suggesting that the inclusion of different materials may display lower fatigue resistance than a pure asphalt mixture. Nonetheless, this scenario may tolerate faster damage accumulation for RAP-modified asphalt mixes during repeated loading. However, it is likely to be more resistant to cracking phenomena as it ensures reasonable cracking performance recommended by the previous study [46].
Figure 9. Dissipated Creep Strain Energy (DCSE) values of pure and Reclaimed Asphalt Pavement (RAP)-modified asphalt mixtures
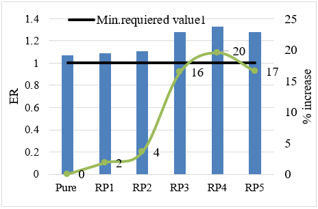
In conclusion, the incorporation of different RAP content into pure HMA mixes has increased the potential of fatigue cracking resistance due to an increase in mixture stiffness and ability to fracture. Since the performance of the system is influenced by higher DCSE values, on the other hand, this value cannot provide the full range characteristic of the asphaltic mixture within the field. For this, another important factor was discussed to promote the cracking mechanism as an indicator, which is the ER to evaluate mixture resistance towards fractures. ER has been computed according to Eq. (8) and has a minimum threshold value of 1 as a failure limit. Following this criterion, the ER value is ruled not only by the failure limit but also by the slope of creep, which shows a significant decrease with increasing content of RAP. Considering the data listed in Table 9, to study the HMA mixes performance. It is clearly presented in Figure 10. The value of ER has gained a considerable increase, increasing from 30 to 40% as denoted by RP3 and RP4, with ER values of 1.28 and 1.33 (gained up to 16 and 20% improvement over pure), and further increase beyond this range will tolerate a slight reduction of 3% for RP5, when comparing both mixes to pure.
Figure 10. Energy Ratio (ER) values of pure and Reclaimed Asphalt Pavement (RAP)-modified asphalt mixtures
This performance would heavily weigh the RAP-modified HMA mixes at a range of 30 to 40% when using ER as a comparison indicator and confirm that beyond 40%, the HMA mixes would be susceptible in terms of resistance to cracking. These results were also confirmed and compared to Yan et al. [35, 36], which suggests a similar RAP content of 40% when evaluated with ER, also confirmed in a related study of Park et al. [53].
7.4 Semicircular Bending testing results
The SCB critical fracture resistance (Jc) and peak load-carrying capacity obtained from three constitutive notches are presented in Table 10. As expected, an increasing trend was observed as RAP content increased from 10 to 50% in the mixture stiffness, presented by a higher peak value. Hence, these loads experienced lower loading values before cracking propagation, proportional to the effective notch depth. This result indicated an increase in the strength of the RAP-modified mixture.
Table 10. Semicircular Bending (SCB) J-integral and load values of pure and Reclaimed Asphalt Pavement (RAP) modified asphalt mixtures
|
Mixture Property |
Notch Depths (mm) |
Jc (kJ/m2) |
||
|
Peak Load, kN at 25.4 |
Peak Load, kN at 31.8 |
Peak Load, kN at 38.1 |
||
|
Pure |
0.68 |
0.53 |
0.31 |
0.60 |
|
RP1 |
0.72 |
0.59 |
0.34 |
0.61 |
|
RP2 |
0.86 |
0.72 |
0.36 |
0.64 |
|
RP3 |
1.05 |
0.74 |
0.41 |
0.67 |
|
RP4 |
1.09 |
0.79 |
0.60 |
0.72 |
|
RP5 |
1.12 |
0.83 |
0.64 |
0.81 |
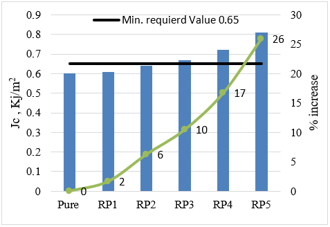
On the other hand, a significant increase was observed in the critical resistance towards fracture as the Jc values beyond 30% presented by RP3, RP4, and RP5 reached a value of 0.67, 0.72, and 0.81 kJ/m2, respectively, as presented in Figure 11. It showed an increase in intermediate temperature value against cracking by about 10,17 and 26% when compared to pure HMA mixture. These results show a coincidence with related research, as indicated by Elnaml et al. [54], who found that the stiffness and critical fracture parameter were increased with 50% RAP and recycling agent, besides [15]. This shows an increase in RAP-modified asphalt mixtures replaced by 50 and 100%, as well as an increase in the SCB flexibility index.
Figure 11. Comparison of Semicircular Bending (SCB) fracture resistance for pure and Reclaimed Asphalt Pavement (RAP)-modified asphalt mixtures
However, incorporating a larger amount of RAP would yield higher Jc values than a pure HMA mixture; this behaviour was confirmed with the previous data set presented by IDT and DT discussed previously. Further observations were noted and compared to studies [55, 56], as they found that a value of Jc beyond 0.65 kJ/m2 may yield a better resistance to fracture, which is presented in Figure 12, showing Jc values for RP3, RP4, and RP5, which present mixes suitable for performance towards resistance to fracture. While mixes presented with pure, RP1, and RP2 did not satisfy the minimum. required limit yielding 0.6, 0.61, and 0.64 kJ/m2. This inclination indicated a softer mixture that is generally favourable for providing a good resistance to fatigue cracking propagation, which confirms the testing result of the SCB test analysis in this study.
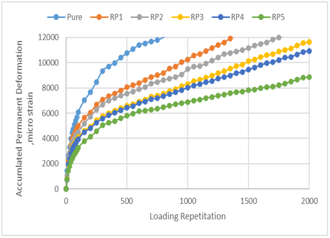
Figure 12. Cumulative permanent deformation of pure and Reclaimed Asphalt Pavement (RAP)-modified asphalt mixtures
7.5 Flow number testing results
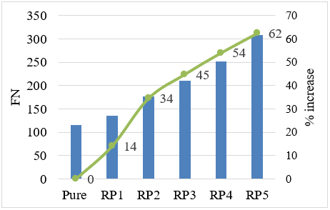
The relationship between the repeated load repetition and permanent strain for pure asphalt mixture modified with different RAP content for triplicate specimens was presented in Figure 12. Higher FN value experiences higher rutting resistance. Incorporation of RAP has remarkably impacted the accumulated permanent strain which in turn reflected on rutting resistance, hence modified blended RAP mixture with RP5 had present a higher FN value of 308 and lowest accumulated strain of approximately 6821 macrostrains following by RP4 and R3 that reach with lower FN value of 252 and 210 with 7005 and 7110 permanent macrostrain level that exhibit an enhancement in rutting resistance by about 62, 54 and 45%, respectively as compared to the pure mixture that started to reaching the territory region at value of 116 FN and yielding strain of 10023. This improvement may be attributed to the gained stiffness introduced from the RAP-aggregate blend, which was accompanied by hard-grade asphalt, as shown in Figure 13, which compares the FN value of the mixture. One should note that even a small percentage would produce the same improvement in the rutting parameter at higher temperatures, since 10% and 20% have shown increases in FN value of nearly 34% and 14%, respectively, as well as in permanent strain. Finally, it can be noted that even with a small RAP percentage, the pure mixture will gain its stiffness and resistance to the heavy axle loading, suggesting that RP5 performed better than all mixes. These results are similar to those of other studies that use FN to evaluate RAP-modified mixes, such as studies [52, 57].
Figure 13. Flow number (FN) value for pure and Reclaimed Asphalt Pavement (RAP) modified asphalt mixtures
In this study, an attempt was made to investigate the effect of using different RAP contents as replacements for pure asphalt mixtures. In the current laboratory work, the higher replacement content (50%) would increase the mixture's stiffness, making it more vulnerable to fatigue-induced load damage. Whereas this replacement content may outweigh the rutting performance. Considering both facts, it may suggest the use of a balanced design with optimal content coverage, both expected pavement distresses during the pavement design life. Balance design has been introduced in this study as a baseline indicator that optimizes different RAP modified to the pure one. Two proposed scenarios were introduced to the fatigue cracking resistance based on high traffic loading level 2, which is equivalent to 3.0 million Equivalent Single Axle Load (ESAL). In this case, for DT, the ductility value of µε≥ 3000, IDT, the value of ER of 1, and SCB with Jc value of 0.6 kJ/m2 were all recommended to the proposed Pass /Fail criteria to avoid fatigue-induced damage. The second scenario was that the FN was taken with a minimum value of 50 to accommodate an ESAL of 3 to < 10 million to survive rutting distress (AASHTO TP 79). Table 11 summarizes the balance design performance criteria examined in this study.
Table 11. Summary of balance design criteria
|
Reclaimed Asphalt Pavement (RAP) Modified Mixes |
Direct Tension (DT) ≥ 3000 µε |
Jc ≥ 0.65 kJ/m2 |
Energy Ratio (ER) ≥ 1 |
Flow Number (FN) ≥ 50 |
|
RP1 |
Pass |
Fail |
Pass |
Pass |
|
RP2 |
Pass |
Fail |
Pass |
Pass |
|
RP3 |
Pass |
Pass |
Pass |
Pass |
|
RP4 |
Pass |
Pass |
Pass |
Pass |
|
RP5 |
Fail |
Pass |
Pass |
Pass |
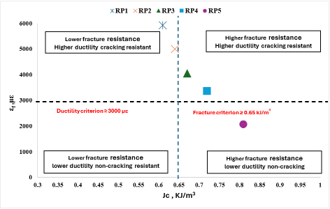
Based on the detailed information presented in Table 11, mixtures containing a RAP content ranging from 30 to 40% will successfully capture the effectiveness of using recycled RAP in asphalt mixtures, suggesting that 40% would produce a higher balance of design performance than 30%, as indicated by the testing results. Further information, it was noted that RP5 (50%) had presented higher stiffness and met the rutting criteria. However, it failed to induce a minimum ductility value of 2067 µε, which is lower than the acceptable criteria in the DT test, as stated by Walubita et al. [42]. On the other hand, elevated RAP content presented by RP1 and RP2 has failed to meet the fracture resistance criteria of 0.65 kJ/m2, which would tolerate increasing HMA mixture to crack propagation. A framework graph was proposed to compare all RAP-modified mixes presented in Figure 14, which denotes the resistance to fracture parameter (Jc) on the Abscissa and a vertical line with εfas the ordinate, representing the allowable permissible ductility value above 3000 µε. The RAP-modified HMA mixes with different contents were proposed to denote four divided regions with acceptable quarters that (upper right encompasses both higher fracture and ductility).
On the other hand, the remaining three quarters have presented one weakness in any parameter, focusing on the bottom left, which fails in both criteria. The selected balance design mix was selected as the anticipated result. It is clear that when comparing both RAP mixes (RP3 and RP4) with 30 to 40% RAP replacement, the framework suggested to select 30% RAP as an optimal RAP content in terms of resistance to cracking gained from RAP material, despite the higher improvement acknowledged from 40% indicated at rutting resistance. So, this study recommended using RAP material as a possible replacement for the HMA mixture at an optimal dosage for balance design, with a 30% RAP replacement. Further increases will reduce the HMA cracking resistance.
Figure 14. Mixture balance design to evaluate different Reclaimed Asphalt Pavement (RAP) content based on ductility and fracture criteria
This study intended to investigate the influence of different RAP content replacement with pure HMA mixture to identify the mixture performance in terms of cracking and rutting resistance. Based on the test results, the conclusion can be drawn as:
Since the incorporation of RAP material into pure HMA may underscore fatigue life and be heavily weighted towards rutting resistance due to a highly stiff binder. A planned procedure may propose to understand the potential of secondary aging that RAP material may experience, even with higher RAP content. Future studies should investigate the understanding of this mechanism to fully improve its use. Moreover, a procedure to improve the RAP-modified mixture using a multi-recycling method was explored to explore the correlation between the mixture level and the binder.
[1] Prasad, A.N., Saboo, N., Pani, A. (2023). Material and mix design aspects of hot recycled asphalt mixes: A review. Environmental Science and Pollution Research, 30(50): 108411-108447. https://doi.org/10.1007/s11356-023-29913-8
[2] Zhang, J., Sesay, T., You, Q., Jing, H. (2022). Maximizing the application of RAP in asphalt concrete pavements and its long-term performance: A review. Polymers, 14(21): 4736. https://doi.org/10.3390/polym14214736
[3] Moins, B., Hernando, D., Buyle, M., France, C., Audenaert, A. (2022). On the road again! An economic and environmental break-even and hotspot analysis of reclaimed asphalt pavement and rejuvenators. Resources, Conservation and Recycling, 177: 106014. https://doi.org/10.1016/j.resconrec.2021.106014
[4] Richard Willis, J., Williams, B.A. (2022). Asphalt pavement industry survey on recycled materials and warm-mix asphalt usage 2021 information series 138 12th annual survey. National Asphalt Pavement Association, IS138(12e). https://doi.org/10.13140/RG.2.2.23149.26081
[5] Shacat, J., Willis, J.R., Ciavola, B. (2022). GHG emissions inventory for asphalt mix production in the United States: Current industry practices and opportunities to reduce future emissions (No. SIP-106).
[6] Richard Willis, J., Williams, B.A. (2024). Asphalt pavement industry survey on recycled materials and warm-mix asphalt usage 2023 information series 138 14th annual survey. National Asphalt Pavement Association, IS138 (14e). https://doi.org/10.13140/RG.2.2.31233.36960
[7] Eltwati, A.S., Enieb, M., Al-Saffar, Z.H., Mohamed, A. (2022). Effect of glass fibers and waste engine oil on the properties of RAP asphalt concretes. International Journal of Pavement Engineering, 23(14): 5227-5238. https://doi.org/10.1080/10298436.2021.2001815
[8] Saltan, M., Khaliqi, M.H. (2024). Effects of utilization of rejuvenator in asphalt mixtures containing recycled asphalt pavement at high ratios. Case Studies in Construction Materials, 20: e03095. https://doi.org/10.1016/j.cscm.2024.e03095
[9] Mariyappan, R., Palammal, J.S., Balu, S. (2023). Sustainable use of reclaimed asphalt pavement (RAP) in pavement applications—A review. Environmental Science and Pollution Research, 30(16): 45587-45606. https://doi.org/10.1007/s11356-023-25847-3
[10] Kumar, V., Coleri, E., Obaid, I., Belc, A.L., Sutherland, A.J. (2022). Selection of durable, environmentally friendly, and cost-effective asphalt mixtures. Materials, 15(14): 4873. https://doi.org/10.3390/ma15144873
[11] Keymanesh, M.R., Amani, S., Omran, A.T., Karimi, M.M. (2023). Evaluation of the impact of long-term aging on fracture properties of warm mix asphalt (WMA) with high RAP contents. Construction and Building Materials, 400: 132671. https://doi.org/10.1016/j.conbuildmat.2023.132671
[12] Xing, C., Li, M., Liu, L., Lu, R., Liu, N., Wu, W., Yuan, D. (2023). A comprehensive review on the blending condition between virgin and RAP asphalt binders in hot recycled asphalt mixtures: Mechanisms, evaluation methods, and influencing factors. Journal of Cleaner Production, 398: 136515. https://doi.org/10.1016/j.jclepro.2023.136515
[13] Abdelaziz, A., Martin, A.E., Mercado, E.A., Sobieski, T. (2021). Study of the quantification of recycled binder activity in asphalt mixtures with RAP. Construction and Building Materials, 309: 125189. https://doi.org/10.1016/j.conbuildmat.2021.125189
[14] Kokken, I., Roberto, A., Hernando, D., Zaumanis, M., Hugener, M. (2025). Evaluating binder ageing and polymer degradation levels in different reclaimed asphalt pavement (RAP) fractions. Construction and Building Materials, 492: 142909. https://doi.org/10.1016/j.conbuildmat.2025.142909
[15] Lewis, S., Coleri, E., Sukhija, M., Sreedhar, S. (2025). Blending of virgin and RAP binder for asphalt mixes with high RAP contents: A pilot study. International Journal of Pavement Research and Technology, 18(5): 1187-1201. https://doi.org/10.1007/s42947-023-00405-9
[16] Zaumanis, M., Boesiger, L., Kunz, B., Mazzoni, H., Bruhin, P., Mazor, S., Poulikakos, L. (2022). Three indexes to characterise crushing and screening of reclaimed asphalt pavement. International Journal of Pavement Engineering, 23(14): 4977-4990. https://doi.org/10.1080/10298436.2021.1990287
[17] Li, N., Zhan, H., Li, H., Yu, X., Tang, W., Wang, Z., Zhang, Y. (2024). Investigation of recycled asphalt pavement materials treated by refined crushing and screening process: Comparison with conventional methods. Journal of Materials in Civil Engineering, 36(2): 04023579. https://doi.org/10.1061/JMCEE7.MTENG-16734
[18] Yu, X., Tang, W., Li, N., Jiang, M., Huang, J., Wang, D. (2022). Refined decomposition: A new separation method for RAP materials and its effect on aggregate properties. Construction and Building Materials, 358: 129452. https://doi.org/10.1016/j.conbuildmat.2022.129452
[19] Nanda, H., Siddagangaiah, A.K. (2024). Effect of RAP fractionation and dosage on design and mechanical behaviour of cold asphalt mixes. Construction and Building Materials, 422: 135773. https://doi.org/10.1016/j.conbuildmat.2024.135773
[20] Katla, B., Raju, S., Waim, A.R., Danam, V.A. (2022). Utilization of higher percentages of RAP for improved mixture performance by adopting the process of fractionation. International Journal of Pavement Research and Technology, 15(2): 349-366. https://doi.org/10.1007/s42947-021-00026-0
[21] Guduru, G., Kuna, K.K. (2022). Classification of Reclaimed Asphalt Pavement (RAP) material using simple indicative tests. Construction and Building Materials, 328: 127075. https://doi.org/10.1016/j.conbuildmat.2022.127075
[22] Feng, D., Cao, J., Gao, L., Yi, J. (2022). Recent developments in asphalt-aggregate separation technology for reclaimed asphalt pavement. Journal of Road Engineering, 2(4): 332-347. https://doi.org/10.1016/j.jreng.2022.07.002
[23] Ai, X., Cao, J., Feng, D., Gao, L., Hu, W., Yi, J. (2022). Performance evaluation of recycled asphalt mixtures with various percentages of RAP from the rotary decomposition process. Construction and Building Materials, 321: 126406. https://doi.org/10.1016/j.conbuildmat.2022.126406
[24] Xu, G., Du, M., Shen, Z., Yang, F., Han, C. (2025). RAP variability intelligent control framework for hot in-plant recycling of asphalt pavement. Results in Engineering, 26: 105339. https://doi.org/10.1016/j.rineng.2025.105339
[25] Abu Saq, M., Kassem, E., Muftah, A. (2023). Cracking performance evaluation of RAP mixes. Journal of Transportation Engineering, Part B: Pavements, 149(1): 04022072. https://doi.org/10.1061/JPEODX.PVENG-1171
[26] Kaseer, F., Yin, F., Arámbula-Mercado, E., Epps Martin, A. (2017). Stiffness characterization of asphalt mixtures with high recycled material content and recycling agents. Transportation Research Record, 2633(1): 58-68. https://doi.org/10.3141/2633-08
[27] Zaumanis, M., Arraigada, M., Hugener, M. (2025). Towards the development of classification criteria for highly polymer-modified binders. Road Materials and Pavement Design, 27: 125-151. https://doi.org/10.1080/14680629.2025.2481993
[28] Ding, X., Chen, L., Ma, T., Ma, H., Gu, L., Chen, T., Ma, Y. (2019). Laboratory investigation of the recycled asphalt concrete with stable crumb rubber asphalt binder. Construction and Building Materials, 203: 552-557. https://doi.org/10.1016/j.conbuildmat.2019.01.114
[29] Zhang, R., Sias, J., Dave, E., Hanz, A., Reinke, G., Wang, Z. (2022). Comprehensive laboratory evaluation of recycling agent treated plant-produced asphalt mixtures. Transportation Research Record, 2676(9): 620-634. https://doi.org/10.1177/03611981221088225
[30] Cooper Jr, S.B., Mohammad, L.N., Elseifi, M.A. (2017). Laboratory performance of asphalt mixtures containing recycled asphalt shingles, reclaimed asphalt pavement, and recycling agents. Journal of Materials in Civil Engineering, 29(3): D4016001. https://doi.org/10.1061/(ASCE)MT.1943-5533.0001658
[31] Moyano-Ayala, H.P., Dinis-Almeida, M.S.F. (2025). Mechanical performance of sustainable asphalt mixtures incorporating RAP and Panasqueira mine waste. Construction Materials, 5(3): 52. https://doi.org/10.3390/constrmater5030052
[32] Devulapalli, L., Kothandaraman, S., Sarang, G. (2019). A review on the mechanisms involved in reclaimed asphalt pavement. International Journal of Pavement Research and Technology, 12(2): 185-196. https://doi.org/10.1007/s42947-019-0024-1
[33] West, R., Kvasnak, A., Tran, N., Powell, B., Turner, P. (2009). Testing of moderate and high reclaimed asphalt pavement content mixes: Laboratory and accelerated field performance testing at the national center for asphalt technology test track. Transportation Research Record, 2126(1): 100-108. https://doi.org/10.3141/2126-12
[34] Nash, T., Sholar, G.A., Page, G.C., Musselman, J.A. (2012). Evaluation of asphalt mixture with high percentage of reclaimed asphalt pavement in Florida. Transportation Research Record, 2294(1): 16-25. https://doi.org/10.3141/2294-02
[35] Yan, Y., Roque, R., Cocconcelli, C., Bekoe, M., Lopp, G. (2017). Evaluation of cracking performance for polymer-modified asphalt mixtures with high RAP content. Road Materials and Pavement Design, 18(sup1): 450-470. https://doi.org/10.1080/14680629.2016.1266774
[36] Yan, Y., Roque, R., Hernando, D., Chun, S. (2019). Cracking performance characterisation of asphalt mixtures containing reclaimed asphalt pavement with hybrid binder. Road Materials and Pavement Design, 20(2): 347-366. https://doi.org/10.1080/14680629.2017.1393002
[37] Hettiarachchi, C., Hou, X., Xiang, Q., Yong, D., Xiao, F. (2020). A blending efficiency model for virgin and aged binders in recycled asphalt mixtures based on blending temperature and duration. Resources, Conservation and Recycling, 161: 104957. https://doi.org/10.1016/j.resconrec.2020.104957
[38] Abdalfattah, I.A., Mogawer, W.S., Stuart, K. (2021). Quantification of the degree of blending in hot-mix asphalt (HMA) with reclaimed asphalt pavement (RAP) using Energy Dispersive X-Ray Spectroscopy (EDX) analysis. Journal of Cleaner Production, 294: 126261. https://doi.org/10.1016/j.jclepro.2021.126261
[39] Zhang, Y., Chen, H., Wang, K., Huang, G., Shen, Z., Sun, L. (2023). Effect of recycled aggregate gradation on the degree of blending and performance of recycled hot-mix asphalt (HMA). Journal of Cleaner Production, 398: 136550. https://doi.org/10.1016/j.jclepro.2023.136550
[40] Alvis, M.A., Pape, S., Xue, L.G., Castorena, C. (2023). Effects of asphalt mixture constituents on the recycled binder contribution. Transportation Research Record, 2677(11): 192-204. https://doi.org/10.1177/03611981231165021
[41] Pape, S., Castorena, C. (2022). Analysis of the role of recycled material agglomerations on the location of fracture in asphalt mixtures. Journal of Transportation Engineering, Part B: Pavements, 148(2): 04022031. https://doi.org/10.1061/JPEODX.0000382
[42] Walubita, L.F., Simate, G.S., Oh, J.H. (2010). Characterising the ductility and fatigue crack resistance potential of asphalt mixes based on the laboratory direct tensile strength test. Journal of the South African Institution of Civil Engineering, 52(2): 31-40. https://hdl.handle.net/10520/EJC27050.
[43] Roque, R., Buttlar, W.G., Ruth, B.E., Tia, M., Dickison, S.W., Reid, B. (1997). Evaluation of SHRP indirect tension tester to mitigate cracking in asphalt concrete pavements and overlays (No. WPI 0510755, Final Rept.).
[44] Mohammed, A.M., Abed, A.H. (2024). Rutting and fatigue behavior of neat and nanomodified asphalt mixture with SiO2 and TiO2. Alexandria Engineering Journal, 109: 994-1009. https://doi.org/10.1016/j.aej.2024.09.083
[45] Zhang, Z., Roque, R., Birgisson, B., Sangpetngam, B. (2001). Identification and verification of a suitable crack growth law (with discussion). Journal of the Association of Asphalt Paving Technologists, 206-241.
[46] Roque, R., Birgisson, B., Drakos, C., Dietrich, B. (2004). Development and field evaluation of energy-based criteria for top-down cracking performance of hot mix asphalt. In Technical Sessions of the Association-of-Asphalt-Paving-Technologists, pp. 229-260.
[47] Xu, S., Zhao, Z., Wang, H., Wan, C., Wang, X., Wang, Z., Zhang, X. (2025). Fatigue failure criteria of asphalt binders and asphalt mixtures: A comprehensive review. Materials, 18(14): 3267. https://doi.org/10.3390/ma18143267
[48] Safazadeh, F., Romero, P., Mohammad Asib, A.S., VanFrank, K. (2022). Methods to evaluate intermediate temperature properties of asphalt mixtures by the semi-circular bending (SCB) test. Road Materials and Pavement Design, 23(7): 1694-1706. https://doi.org/10.1080/14680629.2021.1911831
[49] Zhou, F., Scullion, T., Sun, L. (2004). Verification and modeling of three-stage permanent deformation behavior of asphalt mixes. Journal of Transportation Engineering, 130(4): 486-494. https://doi.org/10.1061/(ASCE)0733-947X(2004)130:4(486)
[50] Lu, D.X., Saleh, M., Nguyen, N.H. (2020). Evaluation of fracture and fatigue cracking characterization ability of nonstandardized semicircular-bending test for asphalt concrete. Journal of Materials in Civil Engineering, 32(8): 04020215. https://doi.org/10.1061/(ASCE)MT.1943-5533.0003292
[51] Ishaq, M.A., Giustozzi, F. (2020). Rejuvenator effectiveness in reducing moisture and freeze/thaw damage on long-term performance of 20% RAP asphalt mixes: An Australian case study. Case Studies in Construction Materials, 13: e00454. https://doi.org/10.1016/j.cscm.2020.e00454
[52] Al Hatailah, H., Kassem, E. (2025). Performance evaluation of the thermal cracking resistance of asphalt mixtures prepared with high RAP content and rejuvenators. Journal of Transportation Engineering, Part B: Pavements, 151(2): 04025009. https://doi.org/10.1061/JPEODX.PVENG-1569
[53] Park, B., Zou, J., Roque, R., Lopp, G., Yan, Y., Moseley, H. (2022). Development of characteristic-based guidelines to determine maximum allowable reclaimed asphalt pavement content in polymer-modified asphalt mixture. International Journal of Pavement Engineering, 23(8): 2856-2869. https://doi.org/10.1080/10298436.2021.1873330
[54] Elnaml, I., Mohammad, L.N., Baumgardner, G., Cooper III, S., Cooper Jr, S. (2024). Sustainability of asphalt mixtures containing 50% RAP and recycling agents. Recycling, 9(5): 85. https://doi.org/10.3390/recycling9050085
[55] Mohammad, L.N., Wu, Z., Aglan, M.A. (2004). Characterization of fracture and fatigue resistance on recycled polymer-modified asphalt pavements. In the Fifth International RILEM Conference on Reflective Cracking in Pavements, pp. 375-382.
[56] Mull, M.A., Stuart, K., Yehia, A. (2002). Fracture resistance characterization of chemically modified crumb rubber asphalt pavement. Journal of Materials Science, 37(3): 557-566. https://doi.org/10.1023/A:1013721708572
[57] Kodippily, S., Holleran, G., Wilson, D., Henning, T.F. (2015). Effects of polymer modified binder on the deformation and cracking performance of recycled asphalt paving mixes. In Transportation Research Board 94th Annual Meeting, Washington DC, United States of America, pp. 1-16.