Jamil I. Safarov![]() | Ali A. Ibrahimov
| Ali A. Ibrahimov![]() | Subhan N. Namazov
| Subhan N. Namazov![]() | Fakhraddin V. Yusubov
| Fakhraddin V. Yusubov![]() | Ramil I. Hasanov*
| Ramil I. Hasanov*![]()
© 2025 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
The global reduction in bauxite reserves has intensified efforts to identify alternative raw materials for aluminum production. Among these, alunite minerals have emerged as promising non-bauxite resources with significant industrial potential. The investigation focuses on ore samples obtained from the Zaylik alunite deposit in the Dashkesan region of Azerbaijan. The main objective is to develop an environmentally and economically efficient processing method that ensures a high yield of alumina (Al₂O₃) from alunite ore while enabling the simultaneous recovery of by-products such as potassium sulfate (K₂SO₄), sodium sulfate (Na₂SO₄), and ferrous hydroxide (Fe(OH)₂). Laboratory optimization determined that dehydration at 585℃ for two hours followed by dissolution in sulfuric acid produced favorable results. These conditions were later applied in a semi-industrial pilot plant. The dissolution process utilized sulfite acid (H₂SO₃), generated directly in a reactor through the introduction of sulfur dioxide (SO₂), with strict control of pH and temperature. The subsequent precipitation of aluminum and iron compounds yielded a mixture of Al(OH)₃ and Fe(OH)₂, which were separated and processed in an alkaline medium to obtain an aluminate solution. Through hydrolysis and calcination at 800–1200℃, pure alumina was produced. Concurrently, potassium and sodium sulfates were recovered from the liquid phase, serving as potential components for fertilizer production. Experimental results demonstrated that over 49% of a 5 kg dehydrated alunite sample dissolved during processing, achieving an alumina yield of 92–94%. The process operates efficiently at low temperatures (approximately 50℃) without requiring additional desilication or iron-removal stages. The periodic use of SO₂ ensured minimal waste generation and enhanced economic feasibility. Pilot-scale testing confirmed the reliability of laboratory findings, demonstrating that the proposed sulfite-acid-based technology is industrially applicable, environmentally sustainable, and capable of yielding multiple valuable by-products.
alunite, processing with sulfite acid, aluminum oxide, pilot plant testing, complex processing, potassium fertilizer
The progressive depletion of high-grade bauxite reserves, the primary raw material for the global aluminum industry, has in recent years created the need to broaden the sector’s raw material base [1, 2]. In this context, increasing attention has been directed toward the processing of alternative aluminum-bearing minerals such as alunite, nepheline, leucite, and kaolins. Among these, alunite is regarded as the most promising substitute for bauxite, owing both to the abundance of its reserves and its considerable potential for future utilization. The development of advanced technologies for the complex processing of alunite ore, aligned with modern industrial requirements, is therefore considered a critical strategy for overcoming the challenges currently facing the aluminum industry [3-5].
In recent years, numerous methods have been developed for processing non-bauxite resources in the aluminum industry [6, 7]. However, the major drawback of these approaches lies in their limited economic competitiveness. By contrast, recent advancements in alunite processing indicate that this mineral can serve as a viable alternative to bauxite and holds significant potential in aluminum production.
Alunite ore is composed predominantly (approximately 40–60%) of the alunite mineral, (K,Na)₂SO₄·Al₂(SO₄)₃·2Al₂O₃·6H₂O, with the remainder consisting of quartz, minor hematite, kaolinite, and other components. The typical composition of alunite includes around 38% Al₂O₃, up to 11.4% alkalis (Na₂O+K₂O), approximately 36% SO₃, 39–41% SiO₂, and 3–5% Fe₂O₃. This composition demonstrates that, alongside aluminum oxide, alunite ore contains significant amounts of sulfate compounds and alkali metals (K,Na). As a result, in addition to alumina, alunite processing offers the potential to produce potassium fertilizers, sulfuric acid, alkalis, and other valuable products, making the complex processing of this ore particularly advantageous [8-14].
Mineralogically, alunite is primarily classified as a zeolite, which occurs in two main groups: sodium and potassium. The alunite ores extracted for processing typically contain a mixture of both forms. Globally, alunite deposits are known in approximately 130 countries, with one of the largest located in the Republic of Azerbaijan—the Dashkesan Zaylik deposit [15].
In 2022, research and exploration activities conducted by the British company MAICON on behalf of the Azerbaijani government confirmed that the Zaylik deposit contains approximately 146 million tons of exploitable ore reserves [16, 17]. As one of the largest alunite ore deposits worldwide, Zaylik is unique due to its scale of mineralization, formation conditions, and stratified structure, distinguishing it sharply from other known deposits. Its mineral paragenesis includes alunite, kaolinite (dickite), quartz, chalcedony, pyrophyllite, sericite, diaspore, zunyite, corundum, hematite, and fluorite. Among supergene minerals, gibbsite, limonite, and, less frequently, calcite and gypsum are also encountered. The ores, which occur in tuffogenic sediments of the Upper Jurassic age, are represented by two distinct stratified ore bodies, consisting mainly of alunite and quartz. Within the deposit, the alunite content ranges from 8% to 93%, with an average of 53% [18].
The crystal structure of alunite is trigonal, with a density of 2.6–2.8 g/cm³ and a hardness of 3.5–4 on the Mohs scale. Based on the Zaylik alunite deposit, the All-Russian Aluminum-Magnesium Institute pioneered the reduction-alkaline method for alunite processing [19]. In this process, alunite ore was first reduced with solar oil and elemental sulfur, followed by alkaline treatment using the Bayer method. However, industrial production was eventually discontinued due to equipment deficiencies, the high cost of alkali, and environmental concerns. Exploitation of the Zaylik alunite deposit as a raw material base for the Ganja Clay-Soil Combine began in 1964 and continued until 1997.
A notable feature of the deposit is that alunite ores contain vanadium and gallium, metals widely used in nuclear reactors, aerospace, and rocket technologies [20, 21]. At present, efforts to extract aluminum from alunite remain largely at the research stage, focusing primarily on alkaline and acid-alkaline processing methods [22]. Each approach offers specific advantages and drawbacks, but in nearly all cases, aluminates are obtained and the process concludes with a Bayer stage.
The present research builds upon earlier scientific advances in alunite ore processing, particularly the reduction-alkali method developed by the All-Russian Aluminum-Magnesium Institute and subsequent investigations on acid-alkali processing. Although these approaches enabled the extraction of alumina from alunite, effective industrial implementation was constrained by excessive alkali consumption, the complexity of desilication operations, and adverse environmental impacts.
In contrast, the proposed method introduces several significant technological improvements. Sulfurous acid (H₂SO₃) is prepared directly within the reactor through the dissolution of sulfur dioxide (SO₂) gas in water, enabling rapid dissolution at low temperature (approximately 50℃). The process also eliminates the iron-removal stage, as iron remains in the Fe²⁺ state. The technology, initially validated through laboratory-scale experiments, was subsequently tested on a pilot scale, establishing a solid foundation for industrial application.
This research is distinguished by the practical evaluation of the sulfite-based method under real pilot-scale conditions, in contrast to earlier works that addressed the process only theoretically or under laboratory settings. The integrated and waste-free nature of the technology—facilitating the concurrent recovery of K₂SO₄, Na₂SO₄, and Fe(OH)₂ alongside Al₂O₃—demonstrates both scientific novelty and technological relevance. Combining efficiency, environmental compatibility, and industrial feasibility, the developed approach represents a sustainable and economically viable alternative to conventional alumina production methods.
Comparatively few studies have examined the processing of other aluminum-bearing raw materials, such as nepheline and kaolinite, using sulfate or sulfuric acid. Acid treatment of nepheline and kaolin results in the extraction of silica as a gel, necessitating additional purification steps for alumina recovery, which limits the economic feasibility of the method [23, 24]. By contrast, during the sulfite processing of alunite, silica remains in the form of quartz at the optimal annealing temperature and does not dissolve in an acidic medium.
The present study aims to develop a semi-industrial processing technology for alunite ore using the sulfite method, building upon promising laboratory-scale results [25, 26]. The advantages of processing alunite with sulfite acid, which justified the transition from laboratory to pilot-scale verification, can be summarized as follows:
•SO₂ is inexpensive and readily available for preparing the solvent used in alunite processing. Sulfite acid is generated directly in the reactor by dissolving SO₂ in water.
•Because the process is conducted in an acidic environment, the challenge of desilication—one of the most difficult steps in alkaline processing methods—is avoided.
•The sulfite acid method eliminates the problem of deironing solutions, which is a major drawback of other acid-based methods. In the presence of SO₂, iron remains in the Fe²⁺ state and is easily separated from aluminum.
•Dissolution occurs at lower temperatures and within a shorter reaction time.
•The gangue material consists mainly of quartz, which has applications in other industrial sectors and enables waste-free, comprehensive utilization of the ore.
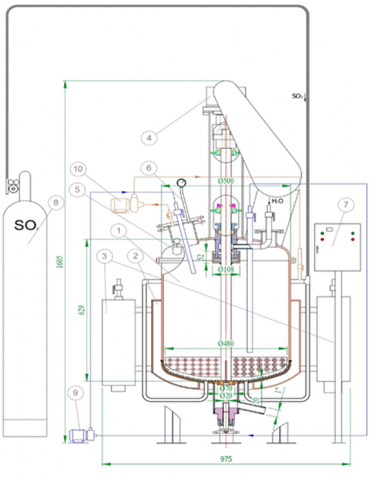
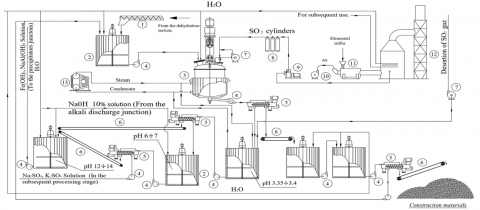
A pilot plant (Figure 1) was employed to process alunite samples with sulfuric acid, following the “new principle-technological scheme for the complex processing of alunite ore” (Figure 2) developed by the authors, with the key technological parameters established through prior laboratory experiments.
Figure 1. Pilot plant for processing alunite ore with sulfuric acid
Figure 2. Principle technological scheme of complex processing of alunite ore by the sulfuric acid method
For the research, medium-grade samples were collected from the Dashkesan Zaylik alunite deposit in the Republic of Azerbaijan. During acid treatment of the alunite mineral, the first stage involves decomposition through dehydration. Specifically, six moles of constitutional (hydration) water contained in the mineral structure are released upon heating. This dehydration begins at approximately 500℃. Laboratory experiments demonstrated that when alunite ore samples are heated at 500–600℃ for two hours and subsequently treated with sulfuric acid, ore disintegration is facilitated, enabling a more efficient transfer of valuable components into the liquid phase. Experimental results further indicated that the optimal technological parameters for this process are a temperature of 550℃ and an annealing duration of two hours.
Table 1 presents the chemical composition of both raw ore and dehydrated samples with respect to the main components. Chemical analysis confirms that the ore contains appreciable amounts of Ti, Zr, and Sr. Moreover, given the established findings regarding the accumulation of Ga in aluminate solutions during alunite processing, it may be inferred that the loci of Ga concentration during treatment can be identified and separated. Such an approach could considerably reduce the overall processing costs of alunite ore.
Table 1. Chemical composition (% mass) of Zaylik alunite ore and a sample dehydrated at 585℃
|
Sample Name |
Na2O |
Al2O3 |
SiO2 |
SO3 |
K2O |
CaO |
Fe2O3 |
TiO2 |
SrO |
V2O5 |
ZrO2 |
Cr2O3 |
Rb2O |
YTİ* |
|
Ore |
1.66 |
21.74 |
30.73 |
22.62 |
4.10 |
0.11 |
3.35 |
0.40 |
0.16 |
0.05 |
0.01 |
0.0004 |
0.0003 |
14.88 |
|
Dehydrated at 585℃ |
1.86 |
23.12 |
31.34 |
23.06 |
4.21 |
0.12 |
3.46 |
0.40 |
0.16 |
0.06 |
0.01 |
0.0022 |
0.011 |
12.00 |
Extensive experimental investigations have demonstrated that alunite mineral undergoes transformation into steklite (anhydrous phase) at 550℃:
(Na,K)2SO4•Al2(SO4)3•2Al2O3•6H2O→ (Na,K)2SO4•Al2(SO4)3 +2Al2O3 + 6H2O (1)
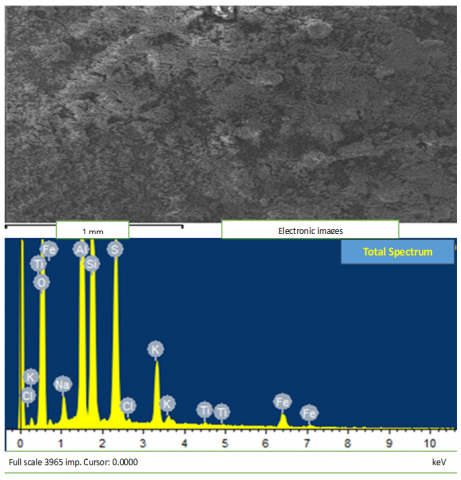
SEM analysis was conducted on alunite ore samples dehydrated at 550℃ for 2 hours, and the corresponding results are presented in Table 2 and Figure 3.
Figure 3. Electronic image of the sample and energy spectra of the elements included in the composition of the rock
Table 2. SEM analysis of alunite ore samples dehydrated at 585℃ for 2 hours
|
Element |
Mass (%) |
Atom (%) |
Compound (%) |
Formula |
|
Na |
1.71 |
1.56 |
2.31 |
Na2O |
|
Al |
14.95 |
11.60 |
28.24 |
Al2O3 |
|
Si |
14.74 |
10.99 |
31.54 |
SiO2 |
|
S |
11.30 |
7.38 |
28.22 |
SO3 |
|
Cl |
0.26 |
0.15 |
0.00 |
|
|
K |
4.53 |
2.43 |
5.46 |
K2O |
|
Ti |
0.24 |
0.11 |
0.41 |
TiO2 |
|
Fe |
2.77 |
1.04 |
3.56 |
FeO |
|
O |
49.49 |
64.75 |
|
|
|
Cəmi |
100.00 |
|
|
|
Physico-chemical analyses of the alunite samples were performed using the following instruments:
•X-ray spectrometer RFA, Universal S8 Tiger (BRUKER, Germany) for complete chemical characterization of the rock;
•Derivatographs STA-448 F3 Jupiter (NETZSCH, Germany) and STA PT 1600 (LINSEIS, Germany) for thermogravimetric analyses of the rock under an inert atmosphere;
•Diffractometers D2 PHASER (BRUKER, Germany) and Miniflex 600 (RIGAKU, Japan) for X-ray phase analysis (XRF) of the rock and its thermally treated products, using CuKα radiation;
•Scanning electron microscope JSM 6610LV (JEOL, Japan) equipped with an X-MAX spectrometer (OXFORD Instruments, England) for SEM analyses of the rock and products obtained upon heating.
In each experiment, 5 kg of alunite ore samples, containing 52% alunite mineral, finely ground to -200 μm using industrial equipment and dehydrated at 550℃ for 2 hours, were used. At the initial stage, approximately 50–52% of the total volume of the reactor (1) (Figure 4), which has a capacity of 110 liters, was filled with a pre-prepared suspension of water and alunite ore at a solid-to-liquid ratio of 1:10. The mixture was heated in the reactor to 47–48℃. To maintain a stable process temperature, the reactor was equipped with a jacket (2) covering its lateral and bottom surfaces, filled with I-20 industrial oil. The oil was heated by special heating elements installed within the jacket (3), while the temperature was controlled by a thermorelay (5).
The pilot plant used in this study was designed to replicate laboratory-scale results at a semi-industrial level, and its key technical parameters were carefully selected to ensure efficient processing of alunite ore. The main specifications of the pilot plant are as follows:
•Reactor volume: 110 liters
•Engine power: 1.5 kW
•Heating element power: 2.2 kW (4 units)
•Mixer speed: 100–200 rpm
When the suspension prepared at the specified mass ratio is loaded into the reactor, the mixing mechanism with a special configuration, driven by the conveyor (4) located at the top of the reactor, is activated. Once the loading is completed, the inlet window is hermetically sealed. Subsequently, SO2 gas is introduced into the reactor from its bottom at a rate of 20 L/min, passing through the suspension. Upon contact with water, SO2 forms sulfurous acid (H2SO3). The required amount of SO2 supplied to the system is calculated as 580 kg per 1 ton of alunite ore containing 52% alunite mineral. This supply is monitored using a flow meter and electronic weighing system installed in the setup.
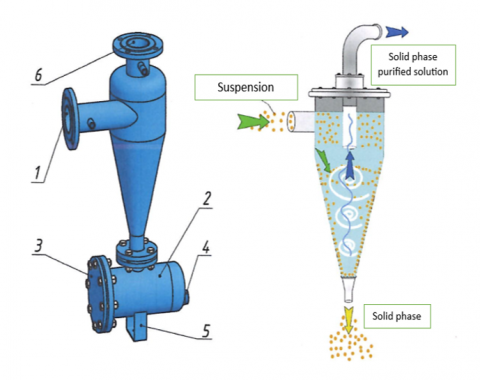
Two pumps are mounted externally to the reactor. The first pump (9) intermittently withdraws a portion of the solution from the reactor to enhance mixing efficiency and reintroduces it under high pressure, while the second pump (10) intermittently recirculates undissolved SO₂ gas accumulated in the reactor headspace back through the solution. After the calculated amount of SO₂ gas is introduced, mixing is continued for an additional 2.5–3 hours. At the end of this period, the pH of the solution typically reaches 1.3–1.7. Upon completion of the process, the reactor solution is transferred to a separation device—either a hydrocyclone (as in our experiments) or a decanter (Figure 5)—to separate the solid and liquid phases.
As a result of SO2 dissolution and the subsequent reactions between the dehydrated alunite ore particles and sulfurous acid (Eqs. (1)-(5)), the solution temperature increases by approximately 2–3℃, reaching 49–51℃, and remains nearly constant until the completion of the process.
Al2O3 + 3H2SO3 → Al2(SO3)3 +3H2O (2)
Al2(SO3)3 + 3H2SO3 → 2Al(HSO3)3 (3)
Fe2O3 + 3H2SO3 → Fe2(SO3)3 +3H2O (4)
Fe2(SO3)3 + H2O → 2FeSO3 + H2SO4 (5)
FeSO3 + H2SO3→ Fe(HSO3)2 (6)
The pilot plant experiments were conducted under completely hermetic conditions, with the pressure in the reactor continuously monitored using a manometer ((6) in Figure 4). Throughout the process, the maximum increase in reactor pressure did not exceed 1 atm. As previously noted, the pH of the solution at the end of the process was consistently observed in the range of 1.3–1.7.
Upon completion of the reaction, the solution was directed to a decanter (5) (Figure 5) to separate the solid and liquid phases. The solid residue was transferred to the first of two sequentially connected tanks equipped with mixers, while the liquid phase was collected in a separate tank. The solid phase was washed twice with hot water at 80–90℃, filtered in the decanter, and the filtrate was recycled to the beginning of the process. The washed solid fraction was obtained as a commercial product (Figure 6).
The liquid phase, containing the soluble components of alunite, was transferred to a hermetically sealed tank, where its temperature was increased to 70–100℃. This process enabled the desorption of approximately 50% of the SO2 gas dissolved in the solution. Desorption was terminated when the pH of the solution reached 2.6–3.4 (in pilot-scale tests, stabilization of pH within this range required 40–60 hours). If the process continued beyond this point, even minor increases in pH led to the precipitation of basic aluminum salts, which are poorly soluble in both acidic and alkaline media and extremely difficult to recycle. At the end of desorption, the suction pump installed at the top of the reactor was activated, removing the separated SO2 gas from the reactor. This gas was collected in special containers and returned to the initial stage of the process.
During pilot trials, the precipitated solids were washed and oven-dried. The average mass of the solid residue obtained from several experiments was 2549 g from 5 kg of dehydrated ore, corresponding to 50.98% of the input material. Consequently, 49.02% of the dehydrated ore mass transferred into the liquid phase.
Accounting for the 7.6% water removed during dehydration, the total material loss was 56.62% (49.02% + 7.6%). Given that 52% of the ore composition was soluble alunite mineral, the additional 3.62% loss is attributed to hematite and other impurities. Thus, the dissolution efficiency of the alunite fraction was notably high, with the yield determined as follows:
$\eta_{ {yield }}=\frac{49.02}{52} \cdot 100 \%=94.61 \%$ (7)
The results obtained in the pilot plant experiments are consistent with those of laboratory studies, thereby confirming that the semi-industrial tests validate the laboratory findings.
After completion of the process in the reactor, the solution—previously filtered in the decanter and transferred to a specialized tank—was subjected to desorption and subsequently separated to yield a commercial product. These studies were carried out in accordance with the principle-technological scheme illustrated in Figure 7.
Figure 7. Process flow scheme for the treatment of the filtrate obtained during alunite ore processing
Following the experiment, the solution, purified from the solid phase by filtration and loaded into the designated tank, underwent desorption until its pH stabilized within the range of 2.6–3.40. At this stage, the newly formed solid phase (precipitate) was filtered out and separated from the liquid phase, with both fractions collected in separate containers. After desorption, the liquid phase contained dissolved salts, including Fe(HSO3)2 (trace amounts), Al(HSO3)3 (trace amounts), Na2SO4, K2SO4, and Al2(SO4)3.
To separate Al(OH)₃ and Fe(OH)₂ compounds from this solution, 10% NaOH solution was gradually added dropwise under continuous low-speed stirring until the pH of the solution reached 6–7. During this process, the following reactions occurred in the solution:
Fe(HSO3)2 +2NaOH → Fe(OH)2 + 2NaHSO3 (8)
Al(HSO3)3 +3NaOH → Al(OH)3 + 3NaHSO3 (9)
Al2(SO4)3 + 6NaOH → 2Al(OH)3 +3Na2SO4 (10)
As a result of the reactions occurring in the solution during the experiment, Fe(OH)₂ and Al(OH)₃ initially precipitate from the liquid phase and settle at the bottom of the container, while Na2SO4 and K2SO4 remain dissolved in the liquid phase. Upon completion of the experiment, the solution is filtered using a specialized filtration device, separating the co-precipitate (Fe(OH)₂ + Al(OH)₃) from the liquid phase. The solid phase is transferred to a dedicated tank equipped with a mixer (which also contains the solid phase obtained during the desorption process), whereas the liquid phase is directed entirely into a separate tank.
In the subsequent stage, a 10% NaOH solution is gradually added to the mixture in the tank with the mixer until the pH reaches 12–14. Initially, a larger volume of the NaOH solution is added to convert the solid precipitate into a slurry, after which the solution is added slowly, drop by drop, while continuous gentle mixing is maintained. During the experiment, particular attention is given to keeping the temperature of the solution within the range of 70–90℃. Under these conditions, Al(OH)₃ reacts with NaOH according to the following:
Al(OH)3 + NaOH ↔ NaAlO2 +2H2O (11)
As a result, aluminate (NaAlO2 or NaAl[OH]4) is transferred into the liquid phase, while iron hydroxides remain unreacted under these conditions, leaving Fe(OH)2 in the solid precipitate. An alternative method for separating iron and aluminum ions relies on the difference in their hydroxide precipitation pH values (Al3+) precipitates at pH 4, whereas Fe2+ precipitates at pH 6.2. However, when this method was applied, Fe2+ ions were found to be incorporated into the precipitated Al(OH)₃, indicating that Al(OH)₃ adsorbs Fe2+ ions during precipitation. Consequently, the study proceeded using the first method identified by the authors.
Upon completion of the process, the resulting solution is filtered using a specialized filtration device, separating the solid Fe(OH)2 from the liquid phase, which is then collected as a commercial product. It should be noted that Fe(OH)2 can oxidize to form brown Fe(OH)3 upon exposure to air.
The remaining aluminate in the solution, NaAl[OH]4, is subsequently subjected to hydrolysis using established methods.
NaAl[OH]4 ↔ Al(OH)3 + NaOH (12)
The NaOH alkaline solution produced during hydrolysis is recycled to the beginning of the process. Al(OH)3 obtained from hydrolysis and separated from the liquid phase as a precipitate is dehydrated in specialized furnaces at temperatures ranging from 250 to 1200℃ to yield $\gamma$-Al2O3 and $\alpha$-Al2O3. Similarly, Fe(OH)3 is dehydrated at 700℃ and converted into Fe2O3.
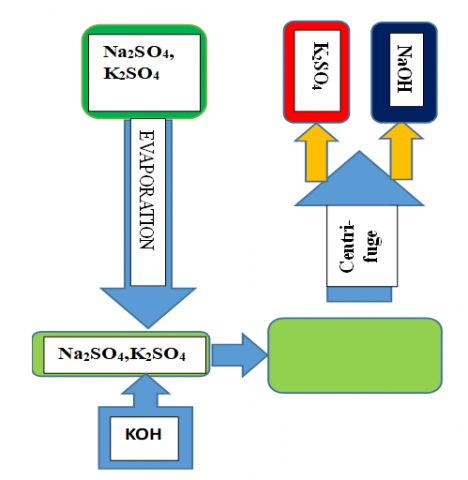
The experiments showed that the obtained oxides, calculated based on the initial ore, amounted to Fe2O3 – 2.65% and Al2O3 – 20.93%. Given that the Al2O3 content in the raw ore used for processing was 21.74%, the yield relative to the initial sample was 96.26%. Following this, the filtrate containing only Na2SO4 and K2SO4—obtained at the end of the first stage of the alkali treatment process—was further processed into K2SO4 fertilizer according to the principle-technological scheme illustrated in Figure 8.
Figure 8. Scheme of obtaining K2SO4 fertilizer from a mixture of Na2SO4, K2SO4 salts
In these experiments, a measured portion of the solution was initially transferred into a dedicated container and evaporated until the Na₂SO₄ concentration reached 15–25%. This process yielded a mixed salt comprising Na2SO4 and K2SO4 (Figure 8).
Subsequently, a measured portion of this solution was transferred into a dedicated container, and 25% KOH solution was gradually added to initiate the conversion process. During this stage, specific parameters were maintained, including a mixing time of 90 minutes, a temperature of 25–40℃, and a pH of 14. Under these conditions, Na₂SO₄ was converted into K₂SO₄, according to Eqs. (10)-(13). The resulting solution was then filtered through a specialized filter, yielding K₂SO₄ as a commercial product, while the regenerated NaOH solution was recycled to the beginning of the process.
Na2SO4 + 2KOH ⇌ K2SO4 + 2NaOH (13)
In total, twenty experiments were conducted to obtain Al2O3 as the final product and enamel from the ore, following the technological scheme described above. The results of five representative experiments are presented in Table 3 to provide a comprehensive overview of the process. As evident from the data, the yield of Al2O3 under the selected optimal conditions is notably high. These findings indicate that the results obtained at the pilot plant are consistent with those from laboratory-scale experiments, supporting the feasibility of implementing this processing method at an industrial scale.
As shown in Table 3, the treatment of the filtrate after processing the dehydrated alunite residue in sulfuric acid at 550℃ leads to a marked increase in the efficiency of impurity removal.
Table 3. Results of experiments on the treatment of filtrate after treatment of dehydrated alunite residue in sulfuric acid at 550℃
|
Indicators |
Experiment №1 |
Experiment №2 |
Experiment №3 |
Experiment №4 |
Experiment №5 |
|
Volume of filtrate taken for the experiment, ml |
400 |
400 |
400 |
400 |
400 |
|
pH before desorption |
2.00 |
1.80 |
1.80 |
1.80 |
1.83 |
|
Desorption temperature,℃ |
90 |
72 |
85 |
95 |
90 |
|
Solution turbidity time, min |
12 |
15 |
15 |
15 |
16 |
|
Stirrer speed, rpm |
200 |
200 |
200 |
200 |
200 |
|
Desorption time, min |
45 |
46 |
38 |
52 |
50 |
|
pH as a result of desorption |
3.00 |
2.80 |
2.85 |
2.90 |
2.65 |
|
pH of the filtrate after desorption |
3.39 |
3.30 |
3.31 |
3.40 |
2.82 |
|
Volume of 10% NaOH used for the first alkalization, ml |
25 |
28 |
30 |
30 |
27 |
|
pH after the first alkalization |
6.90 |
6.85 |
6.68 |
6.68 |
6.87 |
|
Alkalization temperature,℃ |
82 |
75 |
85 |
95 |
90 |
|
Alkalization time, min |
30 |
30 |
25 |
25 |
32 |
|
Volume of 10% NaOH used for the second alkalization, ml |
170 |
200 |
200 |
200 |
240 |
|
Second alkalization temperature,℃ |
82 |
85 |
85 |
88 |
90 |
|
pH after the second alkalization |
13.2 |
13.04 |
13.11 |
13.23 |
11.78 |
|
Second alkalization time, min |
30 |
45 |
45 |
30 |
40 |
|
Residual Fe(OH)2 in the precipitate, g |
1.82 |
1.80 |
1.16 |
1.87 |
1.74 |
|
Hydrolysis temperature,℃ |
75 |
75 |
75 |
75 |
75 |
|
pH before hydrolysis |
12.95 |
12.80 |
12.90 |
12.90 |
12.75 |
|
pH after hydrolysis |
6.20 |
6.20 |
6.15 |
6.24 |
6.25 |
|
Hydrolysis time, min |
20 |
20 |
15 |
15 |
30 |
|
Volume of HCl consumed for hydrolysis, ml |
70 |
60 |
62 |
61 |
62 |
|
Al2O3 calcined at 800℃ for 1 hour, g |
8.02 |
8.14 |
8.09 |
8.06 |
8.12 |
|
Theoretical amount of Al2O3, g |
8.40 |
8.40 |
8.40 |
8.40 |
8.40 |
|
Practical yield of Al2O3, % |
95.48 |
96.9 |
96.31 |
95.95 |
96.67 |
Some physicochemical and mechanical properties, as well as the chemical composition of Al2O3 obtained from the pilot-scale tests, were analyzed and are summarized in Table 4.
Table 4. Some physical and mechanical properties of Al2O3 obtained at the pilot stage and the amount of impurities in its composition
|
№ |
Properties |
Indicators |
|
1 |
Losses during annealing at 300-1000℃, % |
0.5 ÷ 1.0 |
|
2 |
Compacted density, g/cm3 |
0.96 ÷ 1.1 |
|
3 |
Natural inclination angle, degrees |
29 ÷ 34 |
|
4 |
Specific surface area (BET), m2/q |
50 ÷ 100 |
|
5 |
Index of friction (-45 $\mu$m) |
28 |
|
6 |
Na2O |
0.4 ÷ 0.5 |
|
7 |
Fe2O3 |
0.018 |
|
8 |
SiO2 |
0.015 |
Based on the data presented in Table 4, it can be concluded that the quality parameters of the obtained Al2O3 comply with the relevant ISO standards (ISO 6474, ISO 9286, etc.) and the GOST standard (GOST 30558-98). These results demonstrate that the Al2O3 produced is fully suitable for use as anode material in primary aluminum production within pre-baked electrolysis cells.
Pilot-scale experiments confirmed a waste-free and integrated processing route for alunite treatment using sulfurous acid (Figure 6). In addition to achieving a high yield of Al2O3, the process enables the simultaneous production of valuable by-products, including potassium fertilizers and iron hydroxides.
Similar to optimization approaches used in titanium alloy machining to reduce tool wear and in composite box girder design to enhance structural performance, controlled experimental and pilot-scale processing can be applied to maximize efficiency and recovery of valuable outputs in industrial processes [27, 28].
In Azerbaijan, which possesses substantial local alunite resources, it is strategically important to base aluminum production primarily on this mineral. Although the country has historical experience in this aluminum production, conventional methods no longer comply with contemporary global environmental standards. Ensuring adherence to ecological regulations and implementing sustainable processing strategies are central priorities within the framework of national industrial development [29, 30]. Specifically, establishing an aluminum industry that integrates primary processing with the manufacture of final products, while maintaining environmental sustainability, constitutes a critical objective for the country’s non-oil sector [31]. Accordingly, the scientific findings and outcomes of this research provide significant contributions, offering both novel insights for Azerbaijani scientific development and valuable implications for the international research community.
The research results confirm that the processing of alunite ore using sulfite acid represents an efficient technological approach for aluminum production. Pilot-scale experiments were in full agreement with laboratory findings and demonstrated high Al₂O₃ yields of 92–94%, while also enabling the recovery of valuable by-products such as K₂SO₄, Na₂SO₄, and Fe(OH)₂. The process operates at low temperatures and within a short duration, ensuring reduced energy consumption, while the periodic introduction of gases contributes to maintaining a waste-free technological cycle. Despite these positive outcomes, the experiments were conducted under pilot-scale conditions, and several challenges may emerge during industrial implementation. Potential issues include scaling up reactor volume, managing the gas–liquid–solid phase mass transfer dynamics, and maintaining stable reagent balance throughout continuous operation. Further modeling and experimental verification are required to address these technical constraints and ensure process stability on an industrial scale.
Future research will focus on assessing the environmental implications of alunite processing via the sulfite method, with particular attention to preventing SO₂ gas emissions, neutralizing reaction residues and liquid waste, and aligning the entire process with the principles of green chemistry. Overall, the developed technology presents a promising and sustainable route for environmentally safe and resource-efficient aluminum production with high operational performance.
This research was conducted with the support of Azeraluminium at the Ganja Aluminium Complex, utilizing its facilities and laboratory infrastructure. The authors express their sincere gratitude to Azeraluminium for providing the necessary conditions and resources that made this study possible.
[1] Abikenova, G.K., Dauletov, D.D., Tverdokhlebov, S.A., Danchenko, I.S. (2025). Investigation of the possibility of using depleted bauxite in alumina production at the Pavlodar aluminum plant. Complex Use of Mineral Resources, 333(2): 80-88. https://doi.org/10.31643/2025/6445.20
[2] Chen, Y., Zhang, T.A., Lv, G., Chao, X., Yang, X. (2022). Extraction and utilization of valuable elements from bauxite and bauxite residue: A review. Bulletin of Environmental Contamination and Toxicology, 109(1): 228-237. https://doi.org/10.1007/s00128-022-03502-w
[3] Heydarov, A.A., Alyshanly, G.I., Jabbarova, Z.A. (2021). Processing of Zaglik alunite ore by heap and tank leaching. Azerbaijan Chemical Journal, (2): 42-49. https://doi.org/10.32737/0005-2531-2021-2-42-49
[4] Özdemir, M., Çetişli, H. (2005). Extraction kinetics of alunite in sulfuric acid and hydrochloric acid. Hydrometallurgy, 76(3-4): 217-224. https://doi.org/10.1016/j.hydromet.2004.11.003
[5] Piga, L., Pochetti, F., Cipriani, P. (1999). Beneficiation of alunite by pyro-and hydrometallurgical treatment of alunite-K2CO3 mixtures. Mining, Metallurgy & Exploration, 16(2): 20-24. https://doi.org/10.1007/BF03402803
[6] Shilla, A., Mwandila, G. (2024). Review of methods for alumina recovery from mudstone and coal fly ash. Heliyon, 10(14): e34812. https://doi.org/10.1016/j.heliyon.2024.e34812
[7] Smith, K.A., Riemer, S.C., Iwasaki, I. (1982). Carbochlorination of aluminum from non-bauxite sources. JOM, 34(9): 59-62. https://doi.org/10.1007/BF03338101
[8] Parfenov, O.G., Kustov, A.D., Solovyov, L.A. (2016). A new non-electrolytic aluminum extraction method. Transactions of Nonferrous Metals Society of China, 26(9): 2509-2517. https://doi.org/10.1016/S1003-6326(16)64373-X
[9] Hall, R.B. (1978). World Nonbauxite Aluminum Resources: Alunite (No.1076). Department of the Interior, Geological Survey. https://doi.org/10.3133/pp1076A
[10] Taghiyev, E.I. (2020). Analysis of technological issues, related to processing of alunite at Ganja alumina plant (GAP), and ways of their solving. International Journal of Chemistry, 12(1): 69-77. https://doi.org/10.5539/ijc.v12n1p69
[11] Taghiyev, İ., Tagijev, E., Agayeva, L. (2019). Cost effective technology of alunite ore processing. International Journal of Chemistry, 11(1): 36-44. https://doi.org/10.5539/ijc.v11n1p36
[12] Luo, M.J., Liu, C.L., Xue, J., Li, P., Yu, J.G. (2017). Leaching kinetics and mechanism of alunite from alunite tailings in highly concentrated KOH solution. Hydrometallurgy, 174: 10-20. https://doi.org/10.1016/j.hydromet.2017.09.008
[13] Stoffregen, R.E., Alpers, C.N., Jambor, J.L. (2000). Alunite–Jarosite crystallography, thermodynamics, and geochronology. Reviews in Mineralogy and Geochemistry, 40(1): 453-479. https://doi.org/10.2138/rmg.2000.40.9
[14] Alizadeh, S., Rad, M.M.S., Bazzazi, A.A. (2016). Alunite processing method selection using the AHP and TOPSIS approaches under fuzzy environment. International Journal of Mining Science and Technology, 26(6): 1017-1023. https://doi.org/10.1016/j.ijmst.2016.09.009
[15] Israilov, T.D. (1991). Aluminum. Баку: Maarif. https://retk.copat.gov.az/az/library/aluminium-kirilce-t-d-israfilov-baki-maarif-1991-592-s-sek-ced-255-sm-qalcild-b.
[16] Azerbaijan Industrial Corporation. https://ask.gov.az/az/news/237.
[17] Trend News Agency. (2022). Trend.az. https://az.trend.az/business/3658394.html.
[18] Safarov, J.I., Javadov, M.Y. (2024). Aluminium Production. Ganja: Azerbaijan Technological University. https://www.preslib.az/az/book/WjRIBYtNU6Zu5dD.
[19] Lainer, A.I., Eremin, N.I., Lainer, Yu.A., Pevzner, I.Z. (1978). Alumina Production. Moscow, Metallurgy. https://bigenc.ru/b/proizvodstvo-glinozema-b9aa1a.
[20] Zhu, M.L., Chen, H., Zhong, S.P., Huang, Z.S., Chen, X., Hu, Z.B. (2019). Beneficiation of Ga from alunite concentrates by selective acid leaching and alkaline precipitation. Physicochemical Problems of Mineral Processing, 55(4): 1028-1038. https://doi.org/10.5277/ppmp19024
[21] Heydarov, A.A., Osmanova, A.K. (2023). Study of conditions for the associated extraction of vanadium and gallium during alkaline leaching of raw alunite ore. Azerbaijan Chemical Journal, (1): 90-96. https://doi.org/10.32737/0005-2531-2023-1-90-96
[22] Babayeva, P., Heydərov, A., Turan, M.D., Nizamoğlu, H., Demir, T. (2025). Optimization of aluminum leaching from alunite ore with NaOH using response surface methodology (RSM). Journal of Sustainable Metallurgy, 11: 2677-2687. https://doi.org/10.1007/s40831-025-01156-6
[23] David. (2017). Sulfurous acid leaching of kaolin for preparing alumina. https://www.911metallurgist.com/sulfurous-acid-leaching-kaolin-preparing-alumina.
[24] ElDeeb, A.B., Brichkin, V.N., Kurtenkov, R.V., Bormotov, I.S. (2019). Extraction of alumina from kaolin by a combination of pyro-and hydro-metallurgical processes. Applied Clay Science, 172: 146-154. https://doi.org/10.1016/j.clay.2019.03.008
[25] Ibrahimov, A.A., Namazov, S.N., Safarov, J.I., Yusubov, F.V., Vakilova, R.M., Hasanov, R.I. (2024). Innovative Sulphite method for optimizing aluminum oxide production from alunite ore. International Journal of Design & Nature and Ecodynamics, 19(6): 2149-2159. https://doi.org/10.18280/ijdne.190631
[26] Azerbaijan Patent No. I 2024 0058. (2024). Method for obtaining aluminum oxide. https://patent.copat.gov.az/files//28797260042450122846%C4%B0XT%C4%B0RA%2010-2024.pdf.
[27] Okokpujie, I.P., Tartibu, L.K. (2022). Comparative study of the effect of dry, mineral oil, and TiO2 nano-lubricant on tool wear during face-milling machining of Ti-6al-4v-Eli using carbide tool insert. Mathematical Modelling of Engineering Problems, 9(2): 468-476. https://doi.org/10.18280/mmep.090224
[28] Jumaa, M.I., Majeed, F.H. (2024). Modeling of composite box girder with concrete—Corrugated steel webs of base plate. Mathematical Modelling of Engineering Problems, 11(11): 2944-2952. https://doi.org/10.18280/mmep.111107
[29] Safarov, J., Hasanov, R. (2024). Green production management in the aluminum industry: A sustainable approach towards environmental performance. Journal of Eastern European and Central Asian Research, 11(1): 114-126. https://doi.org/10.15549/jeecar.v11i1.1415
[30] Hasanov, R., Safarov, J., Safarli, A. (2024). Analyzing and forecasting CO2 emissions in the aluminum sector using Arima model. Agora International Journal of Economical Sciences, 18(1): 55-64. https://doi.org/10.15837/aijes.v18i1.6710
[31] Safarov, J.I., Hasanov, R.I., Eyvazov, M.S., Mammadov, E.F., Mammadov, A.H. (2023). Experimental analysis of the aluminum cold rolling production process: A case study on the 1050 H0 alloy. New Materials, Compounds and Applications, 7(2): 111-121. https://jomardpublishing.com/UploadFiles/Files/journals/NMCA/v7n2/Safarov_et_al.pdf.