Viktor Shevko*![]() | Tatyana Adam
| Tatyana Adam![]() | Alexandra Badikova
| Alexandra Badikova![]() | Mukash Iskandirov
| Mukash Iskandirov![]()
© 2025 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
espite the large number of existing technologies for processing various phosphorite-containing raw materials, there is practically no work on the independent processing of phosphatized flints in the phosphate industry (due to their low P2O5 content). This study aims to explore the possibility of processing high-silica phosphate rock from the Karatau basin to produce ferrosilicon and calcium carbide while simultaneously extracting phosphorus. The research involved thermodynamic modeling using HSC-10 Chemistry software and experimental smelting in an electric arc furnace. The article reports the results of studies on the processing of phosphatized flints from the Karatau basin with the production of ferrosilicon, calcium carbide, and phosphorus distillation. The findings demonstrate that the interaction of silicon and carbon with iron in equal proportions leads to the formation of iron silicides, calcium carbide, and gaseous phosphorus. The formation of ferrosilicon begins at 1200℃, calcium carbide appears at 1,600-1,700℃. FeSi25 grade ferrosilicon and calcium carbide in the amount of 100-200 dm³/kg were obtained at 1,789-2,000℃. Phosphorus is effectively extracted into the gas phase, with 75-79% of silicon extracted into the alloy and 59-61% of calcium into the calcium carbide. The slag-free electrothermal processing method increases raw material utilization efficiency from 43.75% to 79.92%, addressing significant environmental concerns associated with slag production in conventional methods. This research provides a sustainable pathway for utilizing phosphatized flints, contributing to resource optimization and reduced environmental impact.
phosphatized flint, thermodynamic modeling, Karatau basin, silicon, material processing
The production of ferrosilicon and calcium carbide from high-silica phosphorites presents a unique challenge in the sphere of materials science and industrial chemistry. High-silica phosphorites are typically regarded as low-grade ores in conventional applications; they contain significant amounts of silica (SiO₂) and phosphorus (P), but these elements, while posing processing difficulties, also offer potential economic and environmental benefits when utilized as raw materials in the synthesis of value-added products like ferrosilicon alloy and calcium carbide.
According to the Mining Encyclopedia, the estimated phosphate reserves of the Karatau basin amount to 15 billion tons with 15-25% of P2O5. These phosphates account for 70% of the reserves [1, 2]. The remaining 30% (6.4 billion tons) are high-silica phosphites (siliceous phosphate rock (5-15% P2O5, 40-70% SiO2)) and phosphatized flints (PF) (0.5-8% P2O5, 65-95% SiO2)). Due to their low P2O5 content, the latter ores are unsuitable for direct electrothermal processing to produce yellow phosphorus [3-11]. A portion of them, containing ≥80% SiO2 and ≥2% P2O5, is used as silicon-containing flux (instead of quartzite) in electric smelting of ordinary phosphate rock (23-27.5% P2O5). However, the high heterogeneity of high-silica rocks requires careful averaging. Still, even if they are carefully averaged, the use of high-siliceous rocks in electrothermal phosphorus production does not eliminate the main drawback of this method-the formation of a large amount of slag (10 to 12 tons per 1 ton of phosphorus) [12, 13].
This significant slag generation not only reduces process efficiency but also poses environmental challenges due to the release of toxic fluorine and phosphorus compounds during slag handling and disposal. Additionally, the high silica content in these rocks increases energy requirements for smelting, further complicating their economic viability. As a result, high-silica phosphorites remain largely underutilized, highlighting the need for innovative processing methods that can minimize waste and enhance resource efficiency.
Phosphate production slag in molten or solid form is constantly exposed to the environment at the stages of its discharge from the furnace, granulation, transportation to the dumps, actual presence in the dumps, grinding, the production of slag binders, and the operation of concrete products from slag binders [14-18]. Fluorine and phosphorus compounds in slag and products based on them form toxic compounds when in contact with the industrial and natural environment. Hence, as indicated in references [19-22], phosphorus production and slag processing plants are classified as industries producing airborne carcinogenic or toxic substances. The described adverse situation with phosphorus slags can be avoided or eliminated by organizing slagless processing of phosphorites, including a large amount of high-siliceous phosphorus-bearing rocks.
Recent studies, such as Wang et al. [23], on the behavior of high-silica phosphorites, for example, phosphogypsum, under thermal and chemical processing have pointed out various requirements: for one, a deep understanding of the chemical changes and reactions at higher temperatures due to its complex mineral composition. The presence of silica, phosphorus, and calcium compounds in varied ratios complicates the prediction of reaction ways and yields of products. Kinetics of some reduction reactions constitutes one of the important factors. The production of siliceous ferroalloy depends on the reduction of silica to form silicon, subsequently combined with iron to produce ferroalloy. A similar reduction of calcium compounds with carbon is a requirement in calcium carbide manufacturing. The energy requirements, activation energies, and reaction mechanisms have to be proposed for the optimization of these processes. Thermodynamic modeling will be very important in identifying the stability ranges of the desired products under different processing conditions.
The production processes of high-silica phosphorites, such as PF, are influenced by multiple factors, including the particle size of raw materials, reaction temperature, reducing agent type, and furnace design [23]. High-silica phosphorites, due to their brittle nature, can pose difficulties in achieving the desired granularity, which directly impacts reaction rates and material flow in industrial reactors. The presence of impurities such as alumina (Al₂O₃), iron oxides (Fe₂O₃), and organic matter further complicates the experimental process [24]. These impurities can interfere with the primary reactions, leading to the formation of unwanted by-products and reduced efficiency.
At the core of this method lies a combination of three processes of reduction of tricalcium phosphate, calcium oxide, and silicon oxide in an electric furnace to produce gaseous phosphorus, silicon ferroalloy, and calcium carbide according to the reactions:
$\begin{aligned} & \mathrm{Ca}_3\left(\mathrm{PO}_4\right)_2+2 \mathrm{SiO}_2+\mathrm{Fe}+18 \mathrm{C} \quad=P_2+\mathrm{FeSi}_2+3 \mathrm{CaC}_2+12 \mathrm{CO}\end{aligned}$ (1)
$\begin{aligned} & \mathrm{Ca}_3\left(\mathrm{PO}_4\right)_2+\mathrm{SiO}_2+\mathrm{Fe}+16 \mathrm{C} \quad=P_2+\mathrm{FeSi}+3 \mathrm{CaC}_2+10 \mathrm{CO}\end{aligned}$ (2)
These reactions become thermodynamically possible at 1,618.5 and 1,593.2℃, respectively (Table 1).
Using the principle of combination, we previously obtained FeSi25 and FeSi20 grade ferrosilicon, as well as calcium carbide of the second and third grades from ordinary phosphorite from Chulaktau phosphorite of the Karatau basin.
Table 1. The influence of temperature on ΔG (kJ) in the reactions (ΔG calculated using the HSC-10 complex reaction equation module)
|
Reaction № |
Temperature (℃) |
|||||||
|
1,100 |
1,200 |
1,400 |
1,500 |
1,600 |
1,700 |
1,900 |
2,100 |
|
|
1 |
1,189.2 |
956.5 |
496.5 |
268.3 |
41.8 |
-183.4 |
-621.9 |
-1,047.6 |
|
2 |
977.9 |
778.3 |
384.0 |
184.7 |
-13.5 |
-210.6 |
-594.0 |
-956.2 |
The production of siliceous ferroalloy and calcium carbide using high-silica phosphorites meets broader environmental and economic concerns. Conventionally, high-silica phosphorites have limited industrial applications and are often discarded as waste. Our study, therefore, presents a reasonable way of resource utilization by turning these materials into valuable products. However, high-temperature processing entails a number of challenges to the environment associated with the emission of greenhouse gases and other pollutants. This could be complemented by the development of energy-efficient processes-for example, slag-free processes-or renewable sources of energy, such as solar or wind. Further assurance of environmental sustainability will come through the recycling of by-products such as phosphorus compounds or residues of silica.
The purpose of the article was to report on the results of a complete thermodynamic analysis (through computer modeling) of the interaction of PF with carbon and iron with the removal of phosphorus and the production of a ferroalloy and calcium carbide, as well as the results of electric smelting of PF. This method seeks to convert PFs into value-added products such as ferrosilicon (FeSi25-grade) and calcium carbide, while simultaneously recovering phosphorus in gaseous form.
The studies were carried out using the HSC-10.0 Chemistry [25] software package developed by Outokumpu Research, Finland. The creators of the complex follow the ideology of the SGTE (Scientific Group Thermodata Europe) consortium, which is engaged in the creation and distribution of high-quality databases for calculating the equilibrium composition of chemically reacting systems. This consortium combines the efforts of researchers from different countries. The SGTE includes specialized research centers from Germany, Canada, France, Sweden, Great Britain, and the USA.
In the course of the study, two research hypotheses were stated:
1). High-silica PFs can serve as a viable raw material for producing ferrosilicon and calcium carbide when processed under optimized conditions, with significant recovery of silicon, calcium, and phosphorus.
2). A slag-free processing approach will enhance raw material utilization efficiency, reduce environmental pollution, and minimize waste generation.
The experiments were conducted to investigate the electrothermal processing of phosphatized flints (PFs) with coke and steel shavings, using an electric arc furnace. Key experimental details include
Raw Materials: PFs containing 4% P₂O₅, 3% Fe₂O₃, 8% CaO, 80% SiO₂, and trace amounts of MgO, CO₂, Al₂O₃, F, and alkali oxides.
Charge Composition: The furnace charge comprised PFs, coke (84.6% C), and steel shavings (98.1% Fe). The ratios of these components were optimized to ensure sufficient reduction of silica and calcium oxide while maintaining a high yield of ferrosilicon and calcium carbide.
The experiments were conducted across a temperature range of 1,600℃ to 2,000℃, monitored using high-precision thermocouples. Key reaction thresholds were identified for the formation of ferrosilicon (1,789-2,000℃) and calcium carbide (1,600℃).
The particle size of raw materials was controlled within 0.5-1.0cm to ensure uniform heating and reaction rates.
Each smelting session lasted 30-45 minutes to allow for complete reactions and phase separation.
A closed furnace throat design was used to minimize the loss of volatile components, such as silicon monoxide (SiO), improving recovery rates.
Our studies determined the effects of temperature and the amount of iron on the behavior of silicon, calcium, and phosphorus, the degree of extraction of silicon into the alloy, calcium into calcium carbide, and phosphorus into the gas phase, and the amount and composition of the products. The amount of carbon in the study was constant at 100% of the theoretical amount required for phosphorus, silicon, and calcium reduction.
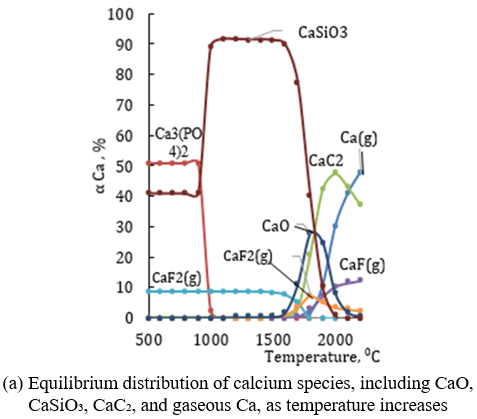
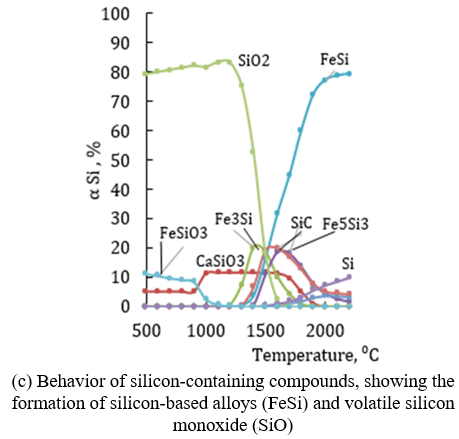
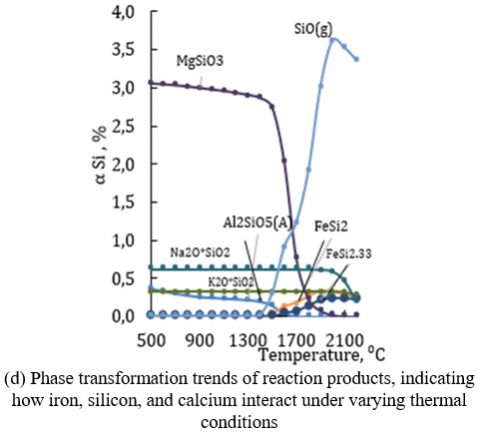
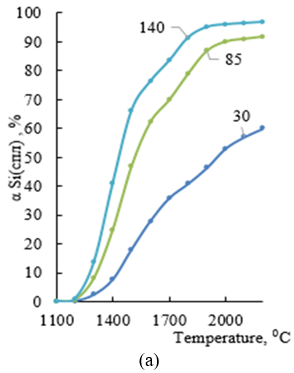
Figure 1 shows the equilibrium degree of partitioning of silicon, calcium, and phosphorus at 85% iron in the mass of PF. It can be seen that the main products of interaction depending on temperature are calcium, magnesium, and iron silicates and iron silicides (FeSi, Fe3Si, Fe5Si3), SiC, SiO(g), Si. In addition, silicon is transferred to a small extent (<1.0%) to sodium and potassium silicate and iron silicides-FeSi2, FeSi2.33, FeSi2.43.
Figure 1. The influence of temperature on the equilibrium partitioning of calcium-containing, phosphorus-containing, and silicon-containing substances
Calcium is present in the system in the form of Ca3(PO4)2, CaSiO3, CaF2, CaC2, CaO, CaF(g), and Ca(g). Meanwhile, CaC2 is factually formed from CaSiO3 at temperatures above 1,600℃. The maximum degree of transition of calcium into CaC2 is observed at 2,000℃ (47.42%). At 1700℃, gaseous calcium appears in the system via the reaction CaC2=Ca(g) +2C. At 2,000℃, 29.9% of calcium is lost with gas due to this negative process. At 1,800℃, gaseous fluorides CaF2 and CaF are formed, and another 13.6% of calcium is lost with them at 2,000℃.
Table 2. The influence of temperature on the concentration of silicon in the alloy, CaC2 in the carbide, and carbide volume
|
Parameter |
Temperature (℃) |
|||||||
|
1,400 |
1,500 |
1,600 |
1,700 |
1,800 |
1,900 |
2,000 |
2,100 |
|
|
CSi(alloy), % |
9.3 |
16.4 |
20.7 |
22.7 |
24.9 |
26.7 |
27.4 |
27.6 |
|
CCaC2(carbide), % |
- |
- |
0.01 |
1.41 |
13.1 |
36.4 |
54.7 |
58.1 |
|
L, dm3/kg |
- |
- |
0.2 |
5.3 |
48.6 |
135.5 |
203.6 |
216.1 |
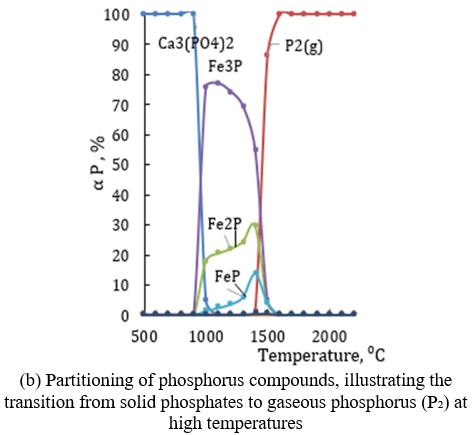
Iron phosphides (Fe3P, Fe2P, FeP2, and FeP) are formed at temperatures above 900℃, and all phosphorous is converted into them at 1,300℃. Following this, at temperatures above 1,400℃, gaseous phosphorus begins to form. The complete transition of phosphorus to the gaseous state occurs at 1,600℃. Thus, gaseous phosphorus is formed in the system through iron phosphides following the scheme: Ca3(PO4)2→iron phosphides→P2.
Table 2 shows the effect of temperature on the concentration of silicon in the alloy, CaC2 in the technical calcium carbide, and the volume of calcium carbide at 85% iron in the mass of PF.
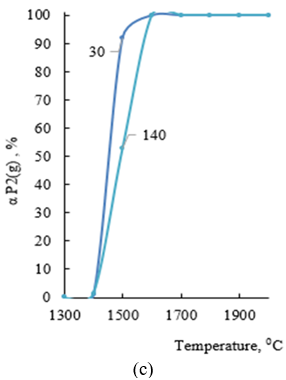
As can be seen from the table, based on CSi(alloy), the ferroalloy formed at 1,600-2,100℃ can be classified as a FeSi25 ferroalloy [26]. Calcium carbide has no grade. Nevertheless, it can be used in agriculture. For example, when calcium carbide is applied to podzolic soil, it is hydrolyzed to form calcium hydroxide and acetylene. Acetylene is then reduced by soil macroorganisms to ethylene, which, entering the plants through the root system, regulates their growth and development, increasing the yield of vegetables [27-29]. Figure 2 shows the effect of temperature and iron on the degree of extraction of silicon, calcium, and phosphorus into the target products.
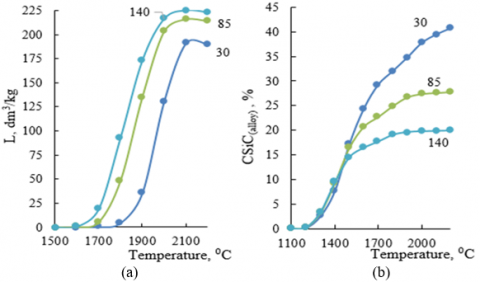
As can be seen from Figure 2, as the amount of iron increases from 30 to 140% αSi(alloy), αCa(CaC2) increases. For example, while αSi(alloy) grows from 46.2 to 95.2% at 1,900℃, αCa(CaC2) increases from 35.1 to 58.2% at 2,000℃. At temperatures higher than 1,600℃, virtually all phosphorus (99.9%) is converted to gas regardless of the amount of iron. The concentration of silicon in the alloy decreases markedly as the amount of iron rises (Figure 3). For instance, at 1,900℃ it goes down from 34.8 to 19.6%. In contrast, the volume of calcium carbide increases, e.g., from 130.4 to 216.3 dm3/kg at 2,000℃.
Note: Figures by the lines indicate the amount of iron in % of the mass of PF
Figure 2. The influence of temperature and iron on the degree of extraction of silicon into the alloy (a), calcium into calcium carbide (b), and phosphorus into gas (c)
In view of the reverse character of the effect of higher amounts of iron on the technological parameters: αSi(alloy), CCaC2(carbide), and L increase while CSi(alloy) decreases; further studies were carried out using the method second order rotatable design. The study determined the influence of the amount of iron (Fe, %) and temperature (Т, ℃) on αSi(alloy), αCa(carbide), L, and CSi(alloy).
Following the study [30], the following regression equations can be obtained:
$\begin{aligned} \alpha \mathrm{Si}_{\text {(alloy })}=-793.26 & +0.719 T-0.001 T .00-0.00015 T^2-0.005 \mathrm{Fe}^2 +3.21 \mathrm{Fe}\end{aligned}$ (3)
$\begin{aligned} & \mathrm{CSi}_{\text {(alloy) }}=-113.36+0.139 T-0.0001 \mathrm{Te}-0.00003 T^2+0.0000743 \mathrm{Fe}^2+0.083 \mathrm{Fe}\end{aligned}$ (4)
$\begin{aligned} L=-5102.76+ & 4.34 T-0.0037 T e-0.00088 T^2-0.01 \mathrm{Fe}^2+9.783 \mathrm{Fe}\end{aligned}$ (5)
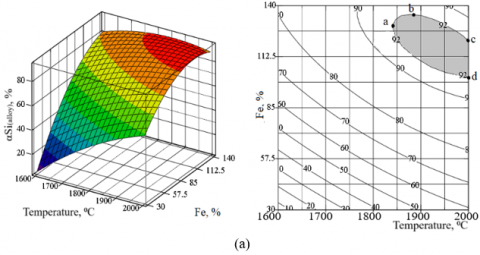
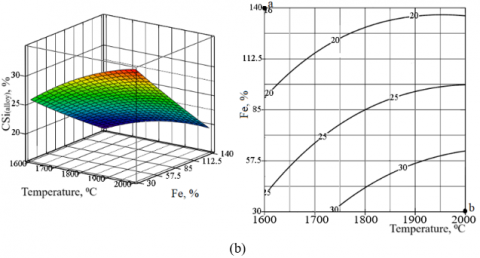
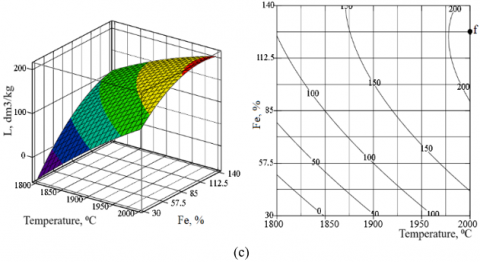
Using Eqs. (3)-(5) we plotted 3D and planar images of the effects of temperature and iron on αSi(alloy), CSi(alloy), and L (Figure 4).
The figure shows that the maximum conversion of silicon into the alloy is 92%, achieved in the abcd region. An extraction rate of 90 to 92% is observed in a wider region and at lower temperatures. Finally, 80 to 90% αSi(alloy), is achieved in the temperature range of 1,600-2,000℃ in the presence of 63-140% iron.
The concentration of silicon in the alloy ranges from 15.74 to 34.76%. The main area in the figure is occupied by FeSi25 grade ferrosilicon, which can be obtained in the temperature range of 1,600-2,000℃ in the presence of 30-119% iron. With higher amounts of iron, FeSi20 grade ferrosilicon is formed.
The maximum volume of calcium carbide is 208.4 dm3/kg at 2,000℃ in the presence of 126% iron.
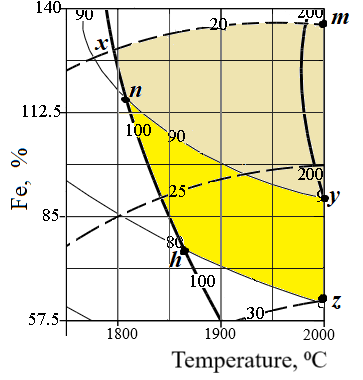
Figure 5 shows a combined pattern of the effect of temperature and iron on αSi(alloy) and CSi(alloy). The lines of αSi(alloy)=80 and 90%, CSi(alloy)=20, 25, and 30%, and L=100 and 200 dm3/kg are highlighted. Table 3 provides technological parameters at the boundary points of two regions: xmyn and nyzh.
Note: Figures by the lines indicate the amount of iron in % of the mass of PF
Figure 3. The influence of temperature and iron on the amount of silicon in the alloy (a) and the volume of calcium carbide (b)
Note: Numbers on the lines – αSi(alloy), %, CSi(alloy), % and L, dm3/kg
Figure 4. The effects of temperature and iron content on (a) the degree of silicon extraction into the alloy, (b) the concentration of silicon in the alloy, and (c) the volume of calcium carbide produced (liters per kilogram)
Note: (—) – αSi(alloy), %; (--) – CSi(alloy), %; (▬) – L, dm3/kg
Figure 5. Combined effects of temperature and iron content on silicon recovery into the alloy (αSi), silicon concentration in the alloy (CSi), and calcium carbide volume (L, dm³/kg)
Table 3. Values of technological parameters in boundary points
|
Point in Figure 5 |
Parameter |
||||
|
T (℃) |
Fe (%) |
αSi(alloy) (%) |
CSi(alloy) (%) |
L (dm3/kg) |
|
|
n |
1,808 |
117.0 |
90.0 |
21.5 |
100.0 |
|
x |
1,796 |
129.0 |
90.8 |
20.0 |
100.0 |
|
m |
2,000 |
136.0 |
90.0 |
20.0 |
206.2 |
|
y |
2,000 |
90.0 |
90.0 |
26.2 |
200.0 |
|
z |
2,000 |
62.0 |
80.0 |
30.1 |
175.7 |
|
h |
1,864 |
77.0 |
80.0 |
26.9 |
100.0 |
The table suggests that under the condition that αSi(alloy)≥90%, FeSi25 ferrosilicon with alloy silicon concentrations ranging from 20.0 to 26.9% is formed in the temperature range of 1,796-2,000℃ in the presence of 62-136% iron (the volume of calcium carbide reaching 100-206.2 dm3/kg). With αSi(alloy) ranging from 80 to 90%, FeSi25 with CSi(alloy)=21.5-26.9% is formed in the temperature range of 1,808-2,000℃ in the presence of 62-116.5% iron (the volume of calcium carbide amounting to 100-200 dm3/kg). Within the nyzh and xmyn regions, phosphorus is completely converted to the gas phase.
Electric smelting was carried out with a raw material consisting of phosphatized silicon, coke (84.6% C, 4.9% SiO2, 2.9% CaO, 3.8% Fe2O3, 1.3% Al2O3, 0.8% S, 0.7% H2O, 1% other), and steel shavings (1.1% C, 0.2% Si, 0.1% Mn, 98.1% Fe).
The study was carried out in an electric arc furnace using a graphite crucible.
The fractional composition of furnace charge components was 0.5-1.0 cm. The total weight of the charge was 0.8 kg. The voltage during smelting was 20-25 V and the current was 400-450 A. The degree of silicon extraction into the alloy was determined as the ratio of the mass of silicon in the charge to the mass of silicon in the alloy. The volume of calcium carbide in liters (L) was determined experimentally following the methodology of Kozlov and Lavrov [31]. The content of CaC2 in technical calcium carbide (CCaC2(carbide)) was determined from the expression CCaC2(carbide)=L/372×100, (where 372 is the volume of acetylene (dm3) released from the interaction of 1 kg of 100% CaC2 with water). The silicon content in the alloy was determined by scanning electron microscopy on an INSAEnergy (Japan) device, as well as by density (D, g/cm3) following the equation [32]:
$\begin{aligned} & \mathrm{CSi}_{\text {(alloy) }}=252.405-101.848 \cdot D +18.209 \cdot D^2-1.243 \cdot D^3\end{aligned}$ (6)
The content of silicon in the alloy smelted from charge № 1 was 38.8-41.7%, and from № 2 – 28.8-34.1%. In the first case, the alloy obtained is FeSi45 grade ferrosilicon, and in the second case – FeSi25 [26]. The volume of calcium carbide in both cases does not exceed 130 dm3/kg. The level of extraction of silicon into the alloy was 75-79%, calcium into the carbide – 59-61%, phosphorus into the gas – at least 98.7%, and iron into the alloy – 83-87%.
Here we should note that the values of CSi(alloy) are somewhat higher in the case of electric furnace smelting compared to equilibrium conditions. This is explained by the fact that under equilibrium conditions, part of the silicon is lost as gaseous SiO. In electric smelting, SiO is also formed, but because the furnace throat is closed, less of it is lost with gases.
In the course of electric smelting, 89.5% of phosphorous (including PF) is extracted into gas and 4.5% into ferrophosphorus, calcium is completely transferred into slag, and up to 1% of silicon is transferred into ferrophosphorus, while 80% of iron is converted into ferrophosphorus [13]. Thus, the rate of complex raw material utilization (γ, %) by the four main elements is as follows:
$\gamma=\frac{(89.5 \%+4.5 \%) P+(1 \%) S i+(0 \%) C a+(80 \%) F e}{4}=43.75 \%$ (7)
In the process of smelting PF, due to the formation of calcium carbide and ferroalloy, the degree of complex utilization of raw materials increases up to:
$\gamma=\frac{(98.7 \%) P+(76 \%) S i+(60 \%) \mathrm{Ca}+(85 \%) \mathrm{Fe}}{4}=79.92 \%$ (8)
The findings of this study highlight the potential of phosphatized flints (PF) for producing ferrosilicon, calcium carbide, and gaseous phosphorus through electrothermal processing (smelting in an electric arc furnace), representing a significant step towards the efficient utilization of high-silica phosphorite reserves [33-36]. The processing of PF has been hindered by its low P2O5 content and high slag production and was limited to the production of concrete, as stated by El Mahdi Safhi et al. [37]. Studies such as Öztürk et al. [38] and Makarov et al. [39] focused on utilizing high-silica rocks such as Sille stone as flux materials or additives, but they also emphasized the production environmental burden incurred by the wide variation of waste production, including electric arc furnace slag and blast furnace slag. This study builds on these insights by presenting an environmentally friendly, slagless approach and effectively mitigating this challenge while improving material utilization from 43.75% to 79.92%.
Our study agrees with studies such as Cheng et al. [40] and Taha et al. [41], who emphasize the benefits of resource recovery and waste management in the phosphorous industry. Our findings align with these principles, showcasing the co-production of ferrosilicon and calcium carbide, which adds value to the processing chain and significantly reduces waste output.
From our study, we achieved a silicon recovery rate from ferrosilicon alloys of 75-79%. In comparison with recent studies that used similar methods of extraction (electric arc furnace), such as Blaesing et al. [42] and Etemadi et al. [43], we notice a 65% and a 73.64% recovery rate, indicating an optimized operation and high efficiency in recovering silicon. For calcium, we observed discrepancies that may be attributed to operational factors. In our study, we achieved a 59-61% recovery rate, which is under-optimized when compared to the study of Li et al. [44], who achieved nearly a 90% recovery rate. This discrepancy calls for more studies and optimization of the composition of the furnace charge and the grade of PF used to influence recovery efficiency.
The implications of this study are multifaceted. Firstly, the ability to produce FeSi25-grade ferrosilicon and usable calcium carbide highlights the economic feasibility of using PF as a primary resource rather than a secondary flux material. This shift has the potential to transform the phosphorus industry's raw material landscape, particularly in regions like the Karatau basin with abundant high-silica reserves. Secondly, the reduction in slag output aligns with global sustainability goals by addressing a critical environmental challenge and lastly, the insights into the thermodynamic behavior of PF and its interaction with carbon and iron provide a robust framework for future research. The identified temperature thresholds for optimal product formation-1,600℃ for calcium carbide and 1,789-2,000℃ for FeSi25 ferrosilicon-offer practical guidelines for industrial-scale implementation.
To further address the limitations observed in this study, we recommend prioritizing the optimization of the furnace design and investigating the efficiency between open and close-throat designs to balance SiO retention and recovery. We also recommend exploring the effects of varying PF grades and additives to enhance product yield and consistency, and more research is needed to quantify the overall environmental benefits of the slagless approach.
The proposed slagless processing method for phosphatized flints (PFs), which combines the reduction of phosphate, calcium oxide, and silicon oxide to produce gaseous phosphorus, ferrosilicon, and calcium carbide, presents a novel approach to high-silica phosphate rock utilization. Unlike conventional methods that generate significant slag and incur substantial environmental and economic costs, this approach minimizes waste and significantly improves raw material utilization efficiency.
The following conclusions have been stated in the study:
1) Despite the abundant reserves of PF, this raw material does not have an independent processing technology, and the use of flints as a flux in the production of phosphorus by the electrothermal method is fraught with a low degree of complex utilization of raw materials due to the production of multi-tonnage waste – phosphorus slag.
2) Under equilibrium conditions, in the interaction of PF with iron and carbon:
− the products of interaction include Ca(g), Ca3(PO4)2, CaC2, CaF(g), CaF2, CaF2(g), CaO, CaSiO3, Al, Al(g), Al2O3, Al2SiO5(A), Fe, Fe2O3, Fe3O4, Fe3Si, Fe5Si3, FeO, FeSi, FeSi2, FeSi2.33, FeSi2.43, Fe2P, Fe3P, FeP, FeP2, FeSiO3, P2(g), P4(g), K2O*SiO2, MgSiO3, Na2O*SiO2, Si(g), SiO(g), SiC,SiO2,Si
− increase in the amount of iron from 30 to 140% of the mass of phosphatized silicon at 1,900℃ increases the recovery of silicon into the alloy up to 95.2% and the extraction of calcium into CaC2 to 58.2% while reducing the concentration of silicon in the alloy by 35 to 20% without affecting the complete extraction of phosphorus into gas at temperatures above 1,600℃.
− FeSi25 ferrosilicon (with a silicon recovery rate of 80 to 90%) is produced in the presence of 62-136% steel shavings in the temperature range of 1,789-2,000℃. Calcium carbide in this case reaches the volume of 100-200 dm3/kg.
3) Electric smelting of PF together with coke and steel shavings leads to the formation of FeSi25 ferrosilicon with a silicon content of 28.8-34.1% and FeSi45 with a silicon content of 38.8-41.7%, as well as up to130 dm3/kg of calcium carbide; in this case, the extraction rate of phosphorus into gas is not less than 98.7%, of silicon into alloy – 75-79%, and calcium into calcium carbide – 59-61%.
4) Electrothermal processing of PF allows to increase the degree of complex utilization of raw materials (in comparison with the smelting of charge from phosphate rock, quartzite, and coke) from 43.75 to 79.92%, thereby increasing the expediency of using PF in phosphorus electrothermia.
The industrial applications of this process are broad, and it is not limited to just the production of ferrosilicon and calcium carbide. Ferrosilicon (particularly FeSi25 and FeSi45 grades), a product of this procedure, is a critical component in steelmaking and foundries, as a deoxidizing agent, an alloying agent, for ferrous casting, and for enhancing the quality of steel and alloys. They can also be used in the industrial production of high-purity silicon, as highlighted in our results. We must also consider the energy consumption, carbon emissions, and air pollution from particulate matter and gases associated with ferrosilicon production. Calcium carbide, a secondary product from this procedure, can be applied in the chemical industry for the production of acetylene gas and in agriculture for soil conditioning. It can also be used in the industrial recovery/extraction of calcium. It is important that extra measures are applied when handling calcium carbide due to its reactivity. Calcium carbide can pose safety risks, including fire and explosion hazards, when in contact with moisture or water. This process can also be used in phosphorus gas recovery from waste in phosphorous industries.
By mitigating the production of slag, this method aligns with sustainability goals, reducing the environmental footprint of phosphorus production. From an environmental perspective, the reduction in slag formation minimizes the release of harmful fluorine and phosphorus compounds, often associated with conventional processes of PF processing. Furthermore, the slagless approach reduces landfill requirements and airborne carcinogenic emissions, addressing long-standing environmental concerns tied to phosphorus and ferroalloy production.
This study is funded by the Ministry of Science and Higher Education of the Republic of Kazakhstan (Grant No.: AP14869066).
[1] Abildayeva, A., Turgumbayeva, K., Blumberga, D. (2021). Systematization of material flows of natural and secondary raw materials of phosphorus industry of the republic of kazakhstan. Rigas Tehniskas Universitates Zinatniskie Raksti, 25(1): 894-906. https://doi.org/10.2478/rtuect-2021-0067
[2] Turgumbaeva, K.K., Lapshina, I.Z., Beisekova, T.I., Kerimbaeva, I.N., Abdualieva, Zh.U. (2015) Methodology for designing a rational composition of a multi-Component mineral binder on the basis of technogenic raw materials from the Zhambyl industrial hub. Mezhdunarodnyi Zhurnal Prikladnykh I Fundamentalnykh Issledovanii, 10(1): 71-76. https://applied-research.ru/ru/article/view?id=7384.
[3] Sadiyeva, K.R., Nurlybayeva, A.N., Zharlikapova, R.B., Seitbekova, G.A., Matniyazova, G.K., Baibazarova, E.A., Kudaibergenova, R.M., Kalmakhanova, M.S. (2022). Recovery of aluminum and vanadium compounds from karatau phosphorites for application in the Synthesis of Aluminum-Vanadium containing carbon nanoparticles. Egyptian Journal of Chemistry, 65(131): 403-413. https://doi.org/10.21608/ejchem.2022.121888.5470
[4] Litvinova, T.V. (2004). Accessory minerals in the phosphorites of the Lesser Karatau as an indication of the composition of supplying provinces. Lithology and Mineral Resources, 39(2): 180-190. http://doi.org/10.1023/B:LIMI.0000018992.73279.8a
[5] Raiymbekov, Y., Besterekov, U., Abdurazova, P., Nazarbek, U., Kambarova, G., Petropavlovskiy, I. (2021). Beneficiation of phosphate-siliceous slates via acetic acid. International Journal of Chemical Reactor Engineering, 19(11): 1187-1195. https://doi.org/10.1515/ijcre-2021-0071
[6] Sadikova, A.M., Mukhammedalie, A.T., Dosnazarova, M.B. (2021) Conversion of Karatau phosphate into sodium hexafluorosilicate. Oriental renaissance: Innovative, Educational, Natural and Social Sciences, 1(9): 569-572. https://cyberleninka.ru/article/n/pererabotka-fosforitov-karatau-v-geksaftorosilikat-natriya.
[7] Meshalkin V.P., Bobkov V.I., Dli M.I., Orekhov V.A., Garabadzhiu A.V., (2022) Thermal conductivity of composite ore phosphate material with reacting carbonate inclusions. Teoreticheskie Osnovy Khimicheskoi Tekhnologii, 56(6): 678-685. https://doi.org/10.31857/S0040357122060112
[8] Kalauni, K., Vedrtnam, A., Sharma, S.P., Sharma, A., Chaturvedi, S. (2025). A comprehensive review of recycling and reusing methods for plastic waste focusing Indian scenario. Waste Management & Research. https://doi.org/10.1177/0734242X241308499
[9] Wang, S.X., Huang, Y.X., Wu, Q.F., Yao, W., Lu, Y.Y., Huang, B.C., Jin, R.C. (2024). A review of the application of iron oxides for phosphorus removal and recovery from wastewater. Critical Reviews in Environmental Science and Technology, 54: 405-423. https://doi.org/10.1080/10643389.2023.2242227
[10] Ahmed, M.M., El-Naggar, K.A.M., Tarek, D., Ragab, A., Sameh, H., et al. (2021). Fabrication of thermal insulation geopolymer bricks using ferrosilicon slag and alumina waste. Case Studies in Construction Materials, 15: e00737. https://doi.org/10.1016/j.cscm.2021.e00737
[11] Ma, Y., Zhang, X., Du, Z., Hou, H., Zheng, Y. (2024). Research on utilizable calcium from calcium carbide slag with different extractors and its effect on CO2 mineralization. Materials, 17(5). https://doi.org/10.3390/ma17051068
[12] Wang, Y., Zhang, N., Xiao, H., Zhao, J., Zhang, Y., Liu, X. (2022). Structural characterization of phosphorous slag regarding occurrence state of phosphorus in dicalcium silicate. Materials, 15(21): 7450. https://doi.org/10.3390/ma15217450
[13] Yang, S., Krayushkina, K., Akmaldinova, O., Ji, J., Bieliatynskyi, A. (2023). Determination of the possibility of using phosphorus slag in the road industry. Materials Science-Poland, 41(3): 44-61. https://doi.org/10.2478/msp-2023-0030
[14] Bazhirov, T., Zhantasov, K.T., Dormeshkin, O., Bazhirova, K., Toltebayeva, Z. (2015). Energy- and resource-saving processing of low-grade phosphorites. Theoretical Foundations of Chemical Engineering, 49: 277-279. https://doi.org/10.1134/S004057951503001X
[15] Bochevskaya, Y.G., Abisheva, Z.S., Karshigina, Z.B., Akcil, A., Sargelova, E.A. (2019). Technology of complex processing of phosphoric slags with rare-earth metals recovery and obtaining of precipitated silicon dioxide. In 29th International Mineral Processing Congress, IMPC 2018. Canadian Institute of Mining, Metallurgy and Petroleum, pp. 2579-2587.
[16] Dyussembinov, D.S., Lukpanov, R.E., Tsygulyov, D.V., Yenkebayev, S.B. (2022). Application of phosphate slag for the production of heavy concrete. In Digital Technologies in Construction Engineering: Selected Papers. Springer International Publishing. Springer, Cham, pp. 363-370. https://doi.org/10.1007/978-3-030-81289-8_46
[17] Shanbayev, M., Turgumbayeva, K., Blumberga, D., Aipenova, A., Beisekova, T. (2022). Environmental and economic advantages of disposal of phosphoric industry waste. Environmental and Climate Technologies, 26(1): 143-154. https://doi.org/10.2478/rtuect-2022-0012
[18] Suleimenov, Z.T., Sagyndykov, A.A., Moldamuratov, Z.N., Bayaliyeva, G.M., Alimbayeva, Z.B. (2022). High-strength wall ceramics based on phosphorus slag and bentonite clay. Nanotekhnologii v Stroitel'stve, 14(1): 11-17A. https://doi.org/10.15828/2075-8545-2022-14-1-11-17
[19] Seraya, N., Litvinov, V., Daumova, G., Zhusipov, N., Idrisheva, Z., Aubakirova, R. (2023). Production waste management: Qualitative and quantitative characteristics and the calculation of the hazard class of phosphogypsum. Processes, 11(10): 3033. https://doi.org/10.3390/pr11103033
[20] Uaissova, M., Zharlykassov, B. (2024). Application of AI techniques for asphalt concrete mix production optimization. Journal Européen des Systèmes Automatisés, 57(2): 353-361. https://doi.org/10.18280/jesa.570205
[21] Movchan, I., Yakovleva, A., Sadykova, Z., Sekerina, D., Kuzovenkov, A. (2024). Spatial regularity in the distribution of bed-rock mineralization (Based on the example of a section of the Vetreny Poyas Ridge, Russia). Instrumentation Mesure Métrologie, 23(6): 413-422. https://doi.org/10.18280/i2m.230601
[22] Adotey, E.K., Balanay, M.P., Shah, D., Hopke, P.K., Sabanov, S., Amouei Torkmahalleh, M. (2024). Heterogeneous (gas-solid) chemistry of atmospheric Cr: A case study of Astana, Kazakhstan. Environmental Pollution, 344: 123210. https://doi.org/10.1016/j.envpol.2023.123210
[23] Wang, Y., Hou, C., Qi, S., Gu, S., Jing, H., Wu, J., Guan, H., Zhang, H. (2024). Process optimization and mechanism study for sulfur recovery from high-Silica Phosphogypsum via carbothermal reduction smelting. ACS Omega, 9(16): 18526-18541. https://doi.org/10.1021/acsomega.4c01100
[24] Kuleshov, V N., Georgievskii, A.F., Bugina, V.M. (2020). Isotopic Composition (δ13C, δ18O) and genesis of carbonates from phosphorite deposits in the lesser Karatau (Kazakhstan). Lithology and Mineral Resources, 55: 111-130. https://doi.org/10.1134/S0024490220020030
[25] HSC Chemistry Software, Metso Outotec, Pori 2021. https://www.metso.com/portfolio/hsc-chemistry/?r=3, accessed on 2nd February 2024.
[26] Eric, R.H. (2024). Production of ferroalloys. In Treatise on Process Metallurgy. Elsevier, pp. 415-453. https://doi.org/10.1016/b978-0-323-85373-6.00020-x
[27] Mahmood, R., Ali, A., Yaseen, M., Ahmad, M. (2014). Role of encapsulated calcium carbide in nitrogen economy, growth and yield of crops: A review. JAPS: Journal of Animal & Plant Sciences, 24(2): 354-361.
[28] Shi W., Sun X., Shao X., Re Y., Wang G., Zhang H., Xiang J. (2024) Effects of exogenous calcium addition on soil carbon sequestration potential of organic amendments in improving coastal saline-Alkali soil. Linye Kexue/Scientia Silvae Sinicae, 60(2): 32-41. https://doi.org/10.11707/j.1001-7488.LYKX20230253
[29] Yaseen, M., Ashraf, M.J., Ahmad, M. (2010). Response of Wheat to soil applied calcium carbide for growth, yield and nitrogen use efficiency. Pakistan Journal of Botany, 42(5): 3083-3090.
[30] Ageev N.G. (2016) Process and object modeling in metallurgy: Training manual. Ekaterinburg: Ural Federal University, EBS ASV. https://elar.urfu.ru/bitstream/10995/40658/1/978-5-7996-1712-7_2016.pdf.
[31] Kozlov, K.B., Lavrov, B.A. (2011). Production of calcium carbide in an arc furnace and its analysis. St. Petersburg: St. Petersburg State Technological Institute, 24.
[32] Akylbekov, Y., Shevko, V.M., Aitkulov, D., Karatayeva, G. (2023). Electrothermal processing of chrysotile-asbestos wastes with production of ferroalloy and extraction of magnesium into the gas phase. Kompleksnoe Ispolzovanie Mineralnogo Syra=Complex Use of Mineral Resources, 327(4): 74-81. https://doi.org/10.31643/2023/6445.42
[33] 35Shevko, V.M., Uteyeva, R.A., Badikova, A.D. (2024). Electrothermal co-Production of ferrosilicon, calcium carbide and gaseous phosphorus from the chilisay phosphorite. Metalurgija, 63(2): 271-274.
[34] Shevko, V.M., Uteeva, R.A., Badikova, A.B., Karataeva, G.E., Bitanova, G.A. (2023). Production of ferroalloys, calcium carbide, and phosphorus from high-silicon phosphorite. Rasayan Journal of Chemistry, 16(2): 955-963. https://doi.org/10.31788/RJC.2023.1628310
[35] Shevko, V.M., Uteyeva, R.A., Badikova, A.D., Tleuova, S.T. (2023). Processing of phosphorites with extraction of phosphorus, obtaining calcium carbide and ferroalloy. Physicochemical Problems of Mineral Processing, 59(6). https://doi.org/10.37190/ppmp/174463
[36] Shi, R.M., Wang, S.M., Ma, H.Z., Mi, Q.Y., Dang, Y.B., Zeng, J.Y. (2025). Experimental study of magnesium extraction from calcium carbide precipitator dust by silicothermal method. Metall. Metallurgical Research & Technology, 122(1): 109. https://doi.org/10.1051/metal/2024101
[37] El Mahdi Safhi, A., Amar, H., El Berdai, Y., El Ghorfi, M., Taha, Y., Hakkou, R., Al-Dahhan, M., Benzaazoua, M. (2022). Characterizations and potential recovery pathways of phosphate mines waste rocks. Journal of Cleaner Production, 374: 134034. https://doi.org/10.1016/j.jclepro.2022.134034
[38] Öztürk, Ç., Akpınar, S., Tarhan, M. (2021). Investigation of the usability of Sille stone as additive in floor tiles. Journal of The Australian Ceramic Society, 57: 567-577. https://doi.org/10.1007/s41779-021-00562-9
[39] Makarov, D.V., Manakova, N.K., Suvorova, O.V. (2023). Production of rock-based foam-glass materials. Glass and Ceramics, 79(9): 411-417. https://doi.org/10.1007/s10717-023-00522-8
[40] Cheng, M., Shi, C., Hao, L., Wang, X., Guo, X., Liu, R., Hao, X. (2023). Sustainable development of phosphorus recovery: From a product perspective. Sustainable Production and Consumption, 41: 275-290. https://doi.org/10.1016/j.spc.2023.08.015
[41] Taha, Y., Elghali, A., Hakkou, R., Benzaazoua, M. (2021). Towards zero solid waste in the sedimentary phosphate industry: Challenges and opportunities. Minerals, 11(11): 1250. https://doi.org/10.3390/min11111250
[42] Blaesing, L., Walnsch, A., Hippmann, S., Modrzynski, C., Weidlich, C., Pavón, S., Bertau, M. (2024). Ferrosilicon production from silicon wafer breakage and red mud. ACS Sustainable Resource Management, 1(3): 404-416. https://doi.org/10.1021/acssusresmgt.3c00035
[43] Etemadi, A., Koohestani, H., Tajally, M. (2023). The effect of different carbon reductants on the production of ferrosilicon 75% on an industrial scale in an electric arc furnace. Heliyon, 9(3): e13956. https://doi.org/10.1016/j.heliyon.2023.e13956
[44] Li, W., Wang, T., Yang, Y., Fang, M., Gao, X. (2022). Calcium recovery from waste carbide slag via ammonium sulfate leaching system. Journal of Cleaner Production, 377: 134308. https://doi.org/10.1016/j.jclepro.2022.134308