Johnny H. Ccatamayo Barrios*![]() | Luis M. Soto-Juscamayta
| Luis M. Soto-Juscamayta![]() | Carlos Del Valle-Jurado
| Carlos Del Valle-Jurado![]() | Tomas E. Gallarday-Bocanegra
| Tomas E. Gallarday-Bocanegra![]() | Ciro S. Bedia-Guillen
| Ciro S. Bedia-Guillen![]() | William G. Escudero-Simon
| William G. Escudero-Simon![]() | Walter J. Diaz Cartagena
| Walter J. Diaz Cartagena![]() | Jorge Escalante-Contreras
| Jorge Escalante-Contreras![]() | Moisés B. Guia-Pianto
| Moisés B. Guia-Pianto![]() | Cristhian G. Soto-Juscamayta
| Cristhian G. Soto-Juscamayta![]() | Alfonso A. Romero-Baylón
| Alfonso A. Romero-Baylón![]()
© 2025 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
This study addresses the optimization of the mining cycle at the Esmeralda mine by changing explosives, with the objective of reducing over-excavation and improving operational efficiency. To this end, the value stream mapping (VSM) methodology was applied to identify inefficiencies in the current mining cycle. Methodological procedures included detailed measurements and data analysis, which revealed that over-excavation was one of the main sources of inefficiency, with an initial percentage of 32%. By implementing the proposal to change the Ammonium Nitrate and Fuel Oil (ANFO) explosive for pumpable emulsion, it was possible to reduce over-excavation to 18%, significantly improving operational times: the total cycle time (TCT) was reduced from 22.1 hours to 19.26 hours, the productive time (TP) decreased from 13.22 hours to 11.28 hours, contributory time (TC) decreased from 4.53 hours to 4.00 hours, and non-contributory time (TNC) was reduced from 5.11 hours to 3.16 hours. These results reflect a more efficient and safer mining cycle, with a notable increase in productivity and a significant reduction in operating costs.
optimization, over-excavation, mining cycle, pumpable emulsion, Ammonium Nitrate and Fuel Oil, operational efficiency, value stream mapping
Underground mining is a fundamental pillar in the extraction of minerals essential for the sustainability of various industries globally, playing a crucial role in the supply chain of essential materials for technology, construction, energy, and other critical sectors [1, 2]. In this vast and complex field, horizontal excavations stand out as one of the most advanced and effective techniques, allowing access to mineral veins located in intricate and often inhospitable geological environments [3]. These excavations require rigorous planning and precise execution, where each technical decision can have profound implications on safety, the stability of underground structures, and ultimately, the economic viability of the mining project [3-5].
Optimization of mining cycles in horizontal excavations has been a widely studied topic within the mining engineering literature. However, conventional optimization methods have focused on general improvements in efficiency, without specifically addressing the effects of explosive selection on reducing over-excavation and improving operating times. Previous studies in the area have implemented Lean Management and VSM methodologies in other aspects of mining operations, but few have explored their applicability in changing explosive types as a direct strategy to optimize the mining cycle in horizontal excavation contexts.
However, achieving optimal operational efficiency in horizontal excavations is a constant challenge [5]. Geological variability, technical limitations, and the need to preserve the integrity of the subsurface environment add layers of complexity that must be addressed with innovative and highly specialized solutions [6]. Among these challenges, one of the most critical is the precise management of time and resources involved in the excavation process [7]. Mining cycles, spanning from the early stages of drilling to the delicate task of loading explosives, are highly interdependent processes that require detailed and careful management to avoid efficiency losses and unnecessary increases in costs [8].
This work addresses a key knowledge gap in the mine optimization literature: the integration of explosive-type switching as an essential component in mining cycle optimization in horizontal excavations. Through the application of VSM, this research provides a practical and quantifiable solution showing how pumpable emulsion, by replacing ANFO, can significantly reduce over-excavation, improve cycle times, and thus productivity in underground mining operations. Not only does this allow for more accurate optimization of cycle times, but it also introduces a critical variable—explosive choice—as an optimization strategy not yet explored in the current literature.
In this context, the identification and proper management of productive, contributory, and non-contributory times become essential to achieve operational and strategic objectives [9, 10]. Productive times, those that directly contribute to the blasting, must be maximized; while contributing times, although necessary, must be optimized to avoid any waste of resources. On the other hand, non-contributing times represent inefficiencies that, if not managed properly, can reduce the profitability of the project and compromise the expected excavation of mining operations [9].
The importance of managing these times effectively cannot be underestimated. A single inefficiency in any of these aspects can trigger a cascade of problems that not only decrease productivity but also increase the risks associated with underground operations [11]. For example, excessive drilling time due to poor planning can result in a delay in loading explosives, which in turn can unnecessarily extend the mining cycle and increase worker exposure to hazardous conditions. These types of inefficiencies underscore the imperative need to implement optimization strategies that not only address each component of the mining cycle in isolation but also consider the holistic impact across the entire process [12, 13].
It is in this context that a thorough analysis of each phase of the mining cycle, supported by advanced management and optimization tools, becomes essential [14]. The implementation of technologies and methodologies that allow a detailed and accurate view of operations can make the difference between a profitable project and one that is not [15]. Modern mining requires solutions that are based on concrete data and rigorous analysis, where each decision is supported by a deep understanding of the processes involved and the interactions between them. Only through an integrated and systematic approach can we ensure that underground mining operations are both efficient and safe, maximizing return on investment while minimizing operational risks [16].
The need for an integrated and systematic approach in the management of underground mining operations becomes even more relevant when facing recurring problems such as over-excavation [16]. This specific challenge, which involves removing material beyond what was planned, is a clear example of how inefficiencies in the mining cycle can generate a cascade of negative effects. Over-excavation not only increases operating costs by consuming additional resources, but also complicates time management, directly affecting the overall efficiency of the process. It is precisely in these types of situations where the implementation of advanced management and optimization tools, such as data analysis technologies and detailed planning methodologies, is essential [9]. These tools allow not only to identify and quantify the problem, but also to develop effective strategies to mitigate it, ensuring that mining operations maintain a balance between productivity and safety, while maximizing economic returns [16].
Over-excavation, in addition to increasing operating costs and compromising precision in operations, is a clear example of waste, which lean management tools seek to eliminate [9]. In the context of mining, where every process must be optimized to maximize value and minimize waste, over-excavation represents a critical inefficiency that must be urgently addressed [17, 18]. The application of lean management tools, originating in the manufacturing sector, has gained popularity in mining due to their potential to improve operational efficiency. Among these tools, value stream mapping (VSM) has stood out as one of the most effective for analyzing and optimizing complex processes [19, 20]. The VSM allows managers to visualize the entire mining cycle, identifying both the stages that add value and those that do not [9]. This comprehensive visualization makes it easy to identify inefficiencies and the underlying causes of problems such as over-excavation [21]. Additionally, VSM promotes collaboration between the different teams involved in mining operations, which is crucial to implementing improvements that effectively address the causes of low productivity and high operating costs [22].
The problem of over-excavation is not simply a matter of removing additional material; It is intrinsically linked to a series of factors that include inadequate planning, lack of control in the execution of operations, and the selection of inappropriate explosives [23, 24].
The study presented in this article is based on the application of value stream mapping (VSM) as a key tool for optimizing inefficiencies in the mining cycle in horizontal excavations, with a particular focus on the problem of over-excavation. In previous investigations carried out by our team, it was determined that over-excavation constitutes one of the main sources of inefficiency in the mining cycle at the Esmeralda mine, located in the El Teniente Division of Codelco, Chile. Applying the principles of the Lean philosophy, specifically through value stream mapping (VSM), a comprehensive analysis of the mining cycle was carried out under real operating conditions. This analysis allowed us to identify that over-excavation not only significantly increased non-productive times, but also caused inefficient use of available resources, directly affecting productivity and operating costs. These results underscore the critical relevance of using advanced tools such as VSM to detect systemic problems and provide a solid foundation to support the implementation of effective solutions. Furthermore, the VSM methodology, by offering a comprehensive view of the process, facilitates the precise identification of the factors that contribute to these inefficiencies, allowing a more focused approach to continuous improvement and optimization of mining operations.
By providing a clear and detailed view of the entire process, VSM enables managers to accurately identify areas where inefficiencies are occurring. The study at the Esmeralda mine showed that over-excavation was a significant problem that negatively impacted the entire mining cycle. However, while over-excavation has been identified as the main source of inefficiency, the specific factors causing it have not yet been determined with certainty. It could be the explosives, which may not be perfectly adapted to the geological conditions of the deposit, or it could be the geological characteristics of the terrain itself that are contributing to this problem. This analysis highlights the need for further research to optimize the use of explosives and other resources, adjusting them more precisely to the particular conditions of the deposit, to reduce inefficiencies and improve productivity. By implementing Lean methodologies, it has been possible not only to identify areas for improvement but also to establish more agile and effective processes that contribute to a significant reduction in operating costs and an increase in the overall productivity of mining operations.
In the mining industry, the implementation of lean tools has shown significant potential to improve operational efficiency. The study carried out by Seifullina et al. [25] proposed a systematic framework for the adoption of lean principles in the mining sector, highlighting the importance of a structured approach to overcome current limitations. The results of this research reveal that, although the adoption of Lean in mining has been limited, there is considerable opportunity to improve productivity and reduce operating costs by eliminating waste and optimizing processes. However, challenges were also identified, such as the need for coherent conceptual models to guide the implementation of lean in this sector. Despite these challenges, research suggests that, with proper application, Lean can contribute to sustainability and continuous improvement in mining operations, like what is observed in other industries, such as automotive. Although initial results are promising, more research is needed to evaluate the long-term sustainability of Lean in mining and to develop a framework that can be generalized to different mining contexts.
The study carried out by Alarcón et al. [26] at the Esmeralda underground mine, operated by Codelco, provides a comprehensive view of the impact of Lean methodologies, particularly the Last Planner® System (LPS), in improving the productivity and stability of mining development projects. During the implementation, which was carried out in three stages: diagnosis, implementation, and control, a significant improvement was observed in all the performance indicators analyzed. Specifically, the use of the LPS allowed not only an increase in the mean of program progress and compliance indicators but also a considerable reduction in the variance of these indicators, suggesting more stable and predictable processes. Furthermore, the implementation of these methodologies resulted in a 26% decrease in time lost due to delays, with a notable improvement in the availability of time for productive work on the front line. These results are consistent with previous findings in other sectors, such as industrial and multi-story building construction, underscoring the applicability and effectiveness of Lean in mining. However, the research also highlights inherent limitations to implementation, such as small sample size and the need for further analysis to validate the long-term sustainability of the observed improvements. Additionally, it is suggested that future studies include additional indicators, such as those related to safety, to provide a more comprehensive assessment of the benefits of Lean in underground mining.
The analysis presented by Edwin Joseph et al. [27] demonstrates that the implementation of Lean tools, specifically cycle time study and overall equipment efficiency (OEE), can have a significant impact on improving productivity in the mining cycle. The study focused on a company that supplies timing belts to original equipment manufacturers (OEMs), where considerable variability in cycle times was observed between operators, resulting in significant productivity losses. The introduction of standardized processes and the elimination of non-productive activities allowed productivity to be improved by 19.1% daily. Although this study was conducted in a manufacturing environment, the principles and methodologies applied are directly transferable to the mining cycle. In mining, where variability in processes can result in costly inefficiencies, the implementation of tools such as cycle time study could significantly optimize operations, reducing downtime and improving resource utilization. This approach not only increases operational efficiency but also contributes to the long-term sustainability of mining operations by minimizing waste and maximizing the effective use of equipment and labor.
Reviewing the case of the mining company Codelco in the El Teniente Division in the Esmeralda mine regarding mining productivity from the application of Lean tools, specifically value stream mapping (VSM), it has been shown that productivity mining in the Esmeralda mine of the El Teniente Division did not meet initial expectations. Ishikawa's analysis identified that over-excavation is the main factor contributing to this inefficiency, being one of the critical causes behind delays and low productivity. The VSM made it possible to clearly visualize the proportion of productive time (TP) and contributory time (TC) in contrast to non-contributory time (TNC), which facilitated the identification of problem areas. When preparing the current state map, it was observed that the complete completion of the activities required long periods, with a total cycle time of 22.1 hours, of which 5.3 hours corresponded to time that does not add value, directly affecting work hours. productive. These findings underscore the urgent need to optimize processes to reduce non-productive time and improve the overall efficiency of the mining cycle.
The objective of this research is to develop a mapping of the future state of the mining cycle at the Esmeralda mine, with the purpose of optimizing mining cycle times through the change of explosives. Through the application of value stream mapping (VSM), the aim is to identify and eliminate current inefficiencies, especially those derived from over-excavation, which have proven to be a critical obstacle to productivity. By adjusting and optimizing the selection and use of explosives according to the specific geological conditions of the deposit, it is expected to not only reduce non-productive times, but also increase operational efficiency and safety in horizontal excavations.
For these reasons, this study reaffirms that value stream mapping (VSM) is the appropriate tool to establish real conditions in mining. Your ability to analyze and improve processes in a wide range of industries, particularly mining and construction, is crucial, especially when optimizing resource use is of vital importance. In sectors as demanding as these, where every resource and every second count, VSM is consolidated as an indispensable ally for continuous improvement and maximization of operational efficiency.
This chapter describes in a detailed and structured manner the methodological approach adopted for the optimization of the mining cycle at the Esmeralda mine, to achieve an increase in productive time through the application of the change of explosives with emphasis on the reduction of over-excavation and the improvement of operational efficiency. The methodological process is divided into three key phases: Current State Assessment, Future State Mapping, and Future State Implementation.
2.1 Evaluation of the current state
The initial phase of the research focused on in-depth understanding of the current state of mining operations. This diagnosis was essential to identify the main inefficiencies that affected productivity and operating costs, particularly the problem of over-excavation.
2.1.1 Review of previous results
The first step in this research is to conduct a comprehensive review of previous studies, with special attention to those presented by Barrios et al. [9]. Through the implementation of 10 formats based on Lean Manufacturing principles, these studies precisely identified the activities that generate the greatest delays in the mining cycle. The historical data collected, including cycle times and over-excavation percentages, both contractual data, which establishes a maximum limit of 12%, and actual observed values, were subjected to rigorous analysis to detect significant patterns and trends. This analysis not only identified critical inefficiencies in the process but also established the basis for developing optimization strategies aimed at improving operational efficiency and reducing associated costs.
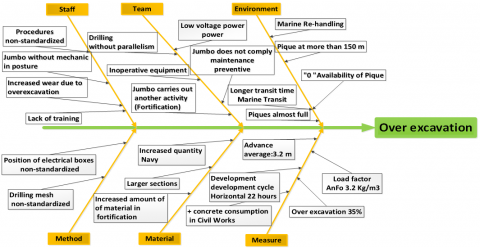
To understand the root cause of the problem of low productivity, the Ishikawa Diagram presented in the research [9] was taken as an instrument, as seen in Figure 1, which allowed the possible causes of over-excavation to be broken down into key categories as Drilling Method, Selection of Explosives, Geological Conditions, Operating Procedures.
Figure 1. Application of the Ishikawa diagram [9]
This Ishikawa diagram seen in Figure 1 was instrumental in focusing improvement efforts on areas with the greatest potential impact.
2.1.2 Time efficiency evaluation
To deepen the understanding of operational efficiency, the formats developed in the research presented by Barrios et al. [9]. These records allow a detailed analysis of the times involved in each stage of the mining cycle. This evaluation facilitates the precise quantification of efficiency in each activity, providing a solid basis for the design of improvements.
Table 1. Mining cycle time in minutes
|
Average Process Times in Minutes [min] |
||||
|
Activity |
PT |
CT |
NCT |
TCT |
|
Ventilation |
31.1 |
24.3 |
108.6 |
164 |
|
Marine loading |
97.85 |
18.96 |
38.2 |
155.01 |
|
Wedging |
57.6 |
20.4 |
17.1 |
95.1 |
|
Bolt and split set drilling |
147.23 |
29.78 |
31.23 |
208.24 |
|
Bolt grouting |
75.77 |
21.81 |
9.5 |
107.08 |
|
Mesh laying |
76.47 |
16.08 |
16.3 |
108.85 |
|
Spinning |
86.25 |
15.36 |
19.2 |
120.81 |
|
Shotcrete |
74.87 |
19.97 |
10.4 |
105.24 |
|
Face drilling |
125 |
41.71 |
37.5 |
204.21 |
|
Explosive loading |
78.47 |
18.67 |
7.4 |
104.54 |
Table 2. Average productivity percentage in mining cycle activities
|
Summary of Average Times in Percentage [%] |
|||
|
Activity |
PT % |
CT % |
NCT % |
|
Ventilation |
18.96 |
14.81 |
66.23 |
|
Marine loading |
63.13 |
12.23 |
24.64 |
|
Wedging |
60.57 |
21.45 |
17.98 |
|
Bolt and Split set drilling |
70.7 |
14.3 |
15 |
|
Bolt grouting |
70.76 |
20.37 |
8.87 |
|
Mesh laying |
70.25 |
14.77 |
14.98 |
|
Spinning |
71.4 |
12.7 |
15.9 |
|
Shotcrete |
71.14 |
18.98 |
9.88 |
|
Face drilling |
61.2 |
20.4 |
18.4 |
|
Explosive loading |
75.1 |
17.8 |
7.1 |
|
Average |
63.32 |
16.78 |
19.90 |
Tables 1 and 2 are presented, detailing the average times and efficiencies of each activity, considering productive times (TP), contributory times (TC) and non-contributory times (TNC). This data is essential to identify the activities with the greatest opportunities for optimization.
With the instruments in Tables 1 and 2 we can establish the activities that consume the longest mining cycle times.
2.1.2 Present value stream mapping
Once the root causes were identified, value stream mapping (VSM) was applied to capture the mining cycle as it is currently carried out. This mapping included detailed documentation of all the activities involved, classifying them into:
This analysis not only revealed inefficiencies in time management but also highlighted the areas where the greatest waste occurred.
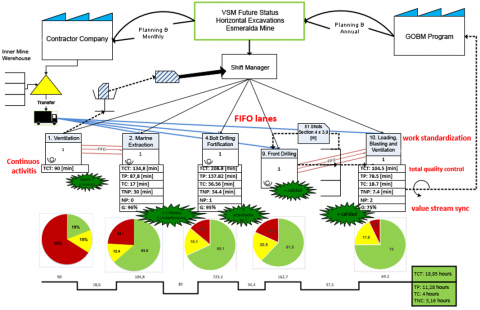
The Current State Map is taken from the research presented by Barrios et al. [9], as an instrument as shown in Figure 2 to visually illustrate the interactions between the different stages of the mining cycle and the identified inefficiencies. This figure is key to understanding the current workflow and areas that need improvement.
Figure 2. VSM of horizontal developments current status of all activities in the mining cycle of horizontal excavations [9]
Table 3. Excavations where the analysis is carried out
|
Date Blasting |
06-Oct |
06-Oct |
06-Oct |
06-Oct |
06-Oct |
06-Oct |
06-Oct |
06-Oct |
07-Oct |
|
Level |
UCL |
UCL |
UCL |
UCL |
NP |
NP |
NP |
NP |
UCL |
|
Position |
C45 N Ac5 |
C43 S Ac5 |
C29 S XC5 |
Rap N°2 FW |
C43 S Z40 |
C47 S Z49 |
C51 S Z44 |
Z41 HW C45 |
XC Acc 6 HW C31 |
|
Section |
4 X 3,9 |
4 X 3,9 |
4 X 3,9 |
4 X 3,9 |
4 X 3,9 |
4 X 3,9 |
4 X 3,9 |
4 X 3,9 |
4 X 3,9 |
|
DTM |
DTM12689 |
Marina |
DTM1244 9 |
Rotura |
DTM1297 6 |
DTM1297 8 |
Error entopo |
DTM13027 |
Marina |
2.2 Evaluation of over-excavation
Over-excavation, identified as one of the most critical inefficiencies in the mining cycle, requires detailed evaluation to implement improvements that maximize operational efficiency and reduce costs. This evaluation process is structured in the following phases:
2.2.1 Data collection and processing
High-precision digital terrain models (DTM) and advanced photogrammetry technology were used to capture topographic and photogrammetric data. The equipment used had a resolution of 2 cm and sub-millimeter precision, which allowed obtaining precise details of the work area. These instruments were selected due to their ability to capture the three-dimensional geometry of the galleries in detail, eliminating areas of fortification to ensure that only the exposed rock was analyzed.
The data was captured through a series of reference points established at each work front, guaranteeing the accuracy of the measurements at different positions and depths. The three-dimensional images were obtained at weekly intervals, and specific excavation areas were selected according to the planning of the mining works, focusing on areas with greater activity and geological variability. This process was repeated in several areas to ensure data consistency as shown in Table 3.
The comparison between the projected sections and the actual sections obtained through the 3D models was carried out by calculating the differences in areas. For each cross-section, the actual excavated area was compared with the projected area, obtaining the over-excavation percentage. This value was evaluated in relation to the contractual limit of 12% over-excavation, providing a frame of reference to analyse the efficiency of the process.
This data allows the creation of detailed 3D models that accurately represent the actual geometry of the galleries. The importance of this phase lies in the need to eliminate errors in measurements and ensure that the analysed surfaces reflect only the exposed rock, without including already fortified areas. This approach ensures that the results obtained are representative and can be used to accurately identify areas affected by over-excavation.
2.2.2 Analysis of over-excavation
Once the data has been collected and processed, the quantitative analysis of over-excavation is carried out. This analysis compares contractual tunnel sections, based on original designs, with actual sections obtained from 3D models. The difference between the projected area and the actual area of each cross section is measured, which allows the degree of over-excavation to be calculated in percentage terms. To do this, it is important to know the value of over-excavation provided for in the contract, in the case of the Esmeralda mine, this value has been established at a maximum allowed of 12% over-excavation.
It is essential to understand that over-excavation not only directly affects the amount of material extracted, but also has an impact on each subsequent activity in the mining cycle. For example, excessive excavation can require more fortification material, prolong drilling and blasting time, and increase non-productive times in cleaning and transporting materials. In addition, it increases exposure to geotechnical risks, affecting the safety and stability of operations.
2.3 Future state value channel mapping
With an understanding of the inefficiencies identified in the mining cycle, the design of a future state map is executed. This step is key in the procedural framework, as it allows structuring an optimized vision of mining operations, specifically aimed at maximizing operational efficiency and effectively mitigating over-excavation. The process includes the rigorous identification of areas for improvement and the application of advanced optimization techniques, ensuring that the proposed interventions are not only effective in the short term, but also sustainable in the long term.
2.3.1 Optimization of over-excavation with the change of explosives
Explosive switching has been identified as a critical measure to address over-excavation in the mining cycle due to significant differences in performance between ANFO and pumpable emulsion. The following explains why this measure is appropriate, along with a detailed comparison between both types of explosives:
2.3.2 Future state map design
The next step consists of the preparation of a map of the future state, for this, we will take Table 4 symbology for the construction of value chain maps as an instrument, which will allow us to create the map of the future state.
Table 4. Symbology for the construction of value chain maps
|
Symbol |
Name |
Meaning |
|
External agent |
Represents a supplier or customer |
|
|
Activity |
Represents units that process activities |
|
|
Pushed flow |
Represents units driven by the production of an activity |
|
|
Supermarket |
Represents the Kanban supermarket |
|
|
Inventory |
Represents the inventory |
|
|
Production control |
Represents the entity that controls production |
|
|
Manual information |
Represents the flow of information by manual means |
|
|
Timeline |
Shows in its valleys the time of activity that adds value and the moments in which it does not |
|
|
Data box |
Contains the indicators corresponding to the activity |
|
|
Transportation |
Represents the transportation of material from a location outside the job site |
|
|
Retirement Kanban |
Represents the flow of withdrawal Kanban cards |
|
|
Kaizen Event |
Represents a Kaizen event and the improvements to be implemented |
|
|
Operator |
Represents a worker carrying out an activity |
Additionally, after the creation of the future state map, a detailed comparative analysis is performed between the current state and the future state, highlighting key differences. It examines how planned interventions not only eliminate inefficiencies, but also allow for achieving a significantly more efficient mining cycle, with an increase in productivity and a reduction in the risks associated with the mining operation.
2.4 Explosives selection and evaluation criteria
Explosive selection was based on factors such as compatibility with the geological conditions of the deposit and the expected impact on excavation accuracy. ANFO and pumpable emulsion were the explosives selected for the study, with ANFO being used conventionally and pumpable emulsion chosen for its ability to adapt to variable densities, which improves fragmentation control and minimizes over-excavation.
2.5 Efficiency and fragmentation evaluation
To evaluate the efficiency of each type of explosive, its ability to reduce over-excavation and improve rock fragmentation was analyzed. Factors such as homogeneity in fragmentation and blast control at the edges of the excavation were observed, critical aspects for the management of fragmented rock at the work faces.
3.1 Current state assessment results
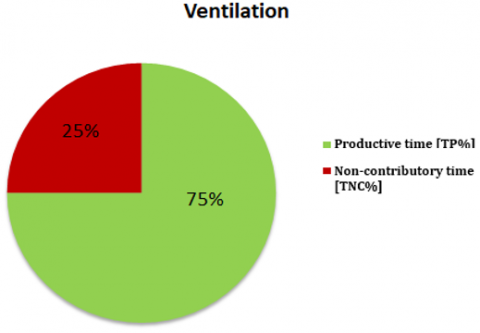
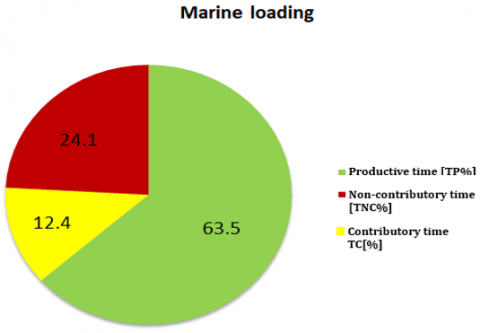
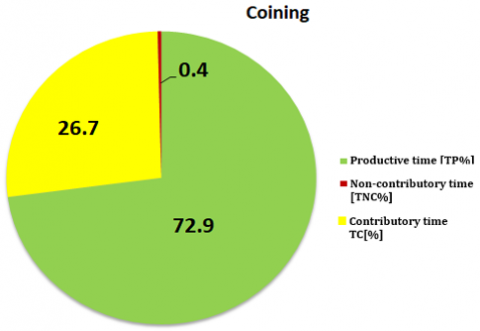
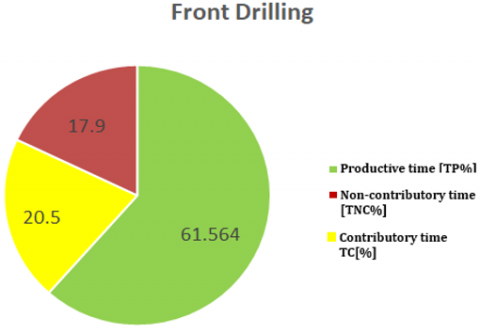
In the evaluation of the current state of operations at the Esmeralda mine, a Value Chain Map (MCV) was consulted that identifies all the activities of the mining cycle in horizontal excavations, from the flow of materials to the flow of information. This mapping revealed critical inefficiencies in various activities, so in this study, the diagnosis of the ventilation processes (Figure 3), marine loading (Figure 4), coining (Figure 5), and front drilling (Figure 6) is carried out, the other processes will not be analyzed since they reach at least 70% efficiency.
Figure 3. Percentage of times in ventilation activity
Figure 4. Percentage of times in the marine loading activity
Figure 5. Percentage of times in the coining activity
Figure 6. Percentage of times in face drilling activity
The productive time of ventilation corresponds to 25% of the total time, during this period toxic gases should dissipate. This is because the explosive AnFo, which is currently being worked with, has in its composition solids (granulated ammonium nitrate), solid/liquid (diesel oil, coal, and other oils), and air (air pores in the nitrate prills). of ammonium). Having in its composition 94% carbon monoxide [CO] and 6% nitrous dioxide [NO2]. Table 5 shows the maximum permissible concentration of polluting gases.
This substantiates the importance of executing the change of explosive, which generates an increase in time in the mining cycle, in addition to the fact that the use of the AnFo explosive is riskier for health due to its chemical composition, added to the lack of required air flow in the work fronts (19.5 m3 of oxygen) causes the low performance measured in this activity and the delay to the work positions.
The analysis of marine loading reveals critical inefficiencies, especially in the management of transfer picks, which prolongs the process to an average of 2.35 hours. The lack of availability of shafts and over-excavation increase the volume of material to be handled, giving another reason for the decision to change explosives, generating significant delays. Additionally, operational interferences, such as the need to stop equipment to allow people through, add an average of 38.2 minutes of non-productive time per cycle, reducing operational efficiency to 63.5% and highlighting the need to optimize these aspects to improve productivity.
The coining process, with an average execution time of 1.34 hours, is affected by a series of events that generate non-contributory times, which add up to an average of 16.97 minutes. The most significant cause of these non-contributory times is the over-excavation of the gallery, a result of inadequate drilling and poor handling of explosives, which causes the rock to become disturbed, cracked, and loose. Furthermore, waiting for the handling equipment necessary for the task contributes to these delays. These factors indicate a lack of control in stance execution, evidenced by over-excavation and rock disturbance at the gables and crown, underscoring the need to improve drilling precision and explosives management to optimize the process.
The analysis of face drilling activity carried out in an average time of 3.12 hours, reveals several inefficiencies that negatively impact the productivity of the mining cycle. One of the main causes of non-contributory time, with an average of 66 minutes, is the time necessary to change the oil pressure hoses on the Jumbo arms, which is because the equipment, designed for horizontal drilling, also It is used for radial drilling, affecting the parallelism of the arms and, consequently, the precision of the drilling.
Table 5. Maximum permissible limit of explosive chemical agents
|
Polluting Gas |
Concentration |
|
Carbon monoxide (CO) |
40 ppm |
|
Nitrous dioxide (NO2) |
2.4 ppm |
Another significant cause of non-contributory time, with an average of 48 minutes, is equipment inoperability, attributed to a lack of compliance with the preventive maintenance schedule. This situation is aggravated by the shortage of mechanics on the ground, which delays the resolution of technical problems.
Additionally, recurring low electrical voltage problems were detected, which reduced the Jumbo's operational capacity, limiting the use of its two arms simultaneously and extending work times. These inefficiencies, along with over-excavation caused by marking and drilling inaccuracies, result in a production efficiency of 61.5%, underscoring the need to improve equipment planning and maintenance, as well as precision in mining operations. drilling to optimize times and reduce operating costs.
Finally, a global analysis of the mining cycle activities showed that the total cycle time (TCT) to perform blasting in horizontal developments is 22.1 hours, where the productive time (TP) represents only 13.2 hours, while the contributory time (TC) is 4.1 hours, and non-contributory time (TNC) is 4.8 hours. These results show that a significant part of the time does not directly contribute to production, which opens multiple opportunities for optimization.
3.2 Over-excavation evaluation results
Ishikawa's analysis gives us a result or effect of the over-excavation of the horizontal developments, because of this the over-excavation in the Emerald Mine is evaluated and diagnosed.
The data is the same used in the value chain map of the current state, considering the progress in linear meters for a monthly period, considering the topography results. Figure 7 shows the over-excavation presented by the actual excavated sections. and compared to the standards established in the contract.
Figure 7. About contractual & actual excavation
To compare the information of the profiles obtained through 3D models, nel. Table 6 presents the results of over-excavation.
Table 6. Symbology for the construction of value chain maps
|
DTM |
Level |
Profile |
Meter |
Real Area |
Section Area |
Section |
Real Difference |
About |
|
Excavated |
Projected (Contract) |
Projected |
Excavated |
Excavation |
||||
|
[m2] |
[m2] |
[%] |
[m2] |
[%] |
||||
|
12689 |
UCL |
P1 |
0.5 |
19.6 |
15.6 |
100 |
4.0 |
25.64 |
|
P2 |
1 |
20.8 |
15.6 |
100 |
5.2 |
33.33 |
||
|
P3 |
1.5 |
22.4 |
15.6 |
100 |
6.8 |
43.59 |
||
|
P4 |
2 |
19.3 |
15.6 |
100 |
3.7 |
23.72 |
||
|
P5 |
2.5 |
19.5 |
15.6 |
100 |
3.9 |
25.00 |
||
|
P6 |
3 |
17.4 |
15.6 |
100 |
1.8 |
11.54 |
||
|
12449 |
UCL |
P1 |
0.5 |
20.4 |
15.6 |
100 |
4.8 |
30.77 |
|
P2 |
1 |
19.6 |
15.6 |
100 |
4.0 |
25.64 |
||
|
P3 |
1.5 |
20.4 |
15.6 |
100 |
4.8 |
30.77 |
||
|
P4 |
2 |
19.7 |
15.6 |
100 |
4.1 |
26.28 |
||
|
P5 |
2.5 |
23.5 |
15.6 |
100 |
7.9 |
50.64 |
||
|
P6 |
3 |
19.5 |
15.6 |
100 |
3.9 |
25 |
||
|
12976 |
NP |
P1 |
0.5 |
22.1 |
15.6 |
100 |
6.5 |
41.67 |
|
P2 |
1 |
21.5 |
15.6 |
100 |
5.9 |
37.82 |
||
|
P3 |
1.5 |
19.7 |
15.6 |
100 |
4.1 |
26.28 |
||
|
P4 |
2 |
19.3 |
15.6 |
100 |
3.7 |
23.72 |
||
|
P5 |
2.5 |
21.1 |
15.6 |
100 |
5.5 |
35.26 |
||
|
P6 |
3 |
20.4 |
15.6 |
100 |
4.8 |
30.77 |
||
|
12978 |
NP |
P1 |
0.5 |
21.7 |
15.6 |
100 |
6.1 |
39.10 |
|
P2 |
1 |
20.4 |
15.6 |
100 |
4.8 |
30.77 |
||
|
P3 |
1.5 |
20.6 |
15.6 |
100 |
5.0 |
32.05 |
||
|
P4 |
2 |
17.9 |
15.6 |
100 |
2.3 |
14.74 |
||
|
P5 |
2.5 |
22.5 |
15.6 |
100 |
6.9 |
44.23 |
||
|
P6 |
3 |
18.8 |
15.6 |
100 |
3.2 |
20.51 |
||
|
13027 |
NP |
P1 |
0.5 |
22.9 |
15.6 |
100 |
7.3 |
46.79 |
|
P2 |
1 |
18.2 |
15.6 |
100 |
2.6 |
16.67 |
||
|
P3 |
1.5 |
18.6 |
15.6 |
100 |
3.0 |
19.23 |
||
|
P4 |
2 |
20.5 |
15.6 |
100 |
4.9 |
31.41 |
||
|
P5 |
2.5 |
20.7 |
15.6 |
100 |
5.1 |
32.69 |
||
|
P6 |
3 |
20.3 |
15.6 |
100 |
4.7 |
30.13 |
Table 6 shows the detailed results of over-excavation on various fronts, with the range of over-excavation varying between 27.14% and 32.59%. These results indicate that the average over-excavation in the Esmeralda mine is 30.19%, highlighting the areas with the greatest discrepancies with respect to the projected dimensions. The evaluation reveals that the faces with the greatest over-excavation correspond to the DTMs with the greatest discrepancies, underscoring the need to address these problems to improve the precision of excavation operations. These results highlight the need to implement corrective measures to reduce over-excavation and improve the precision of mining operations. Comparing the models and identifying the biggest problem areas provides a solid foundation for developing optimization strategies that address the underlying causes of over-excavation.
3.3 Future state mapping results
Below is the map of the future state of the mining cycle of horizontal developments, which is the ideal state of production. These correspond to the activities of the mining cycle with the lowest performance (Ventilation, coining, marine loading and face drilling).
The MCV of the future state is the process that transforms discontinuous activities into continuous ones, it consists of carrying out concatenated activities, standardizing work, and proposing improvements that optimize the productivity associated with non-contributory times.
3.3.1 Selection of explosives and justification for the choice of ANFO and pumpable emulsion
In underground mining, proper explosive selection is crucial to optimize the efficiency of excavation cycles and reduce operating costs. For this study, two types of explosives were selected: ANFO and pumpable emulsion, which were evaluated in terms of their ability to improve excavation accuracy and reduce over-excavation.
ANFO: Conventional explosive
ANFO is one of the most common explosives used in mining due to its low cost and ease of handling. It consists of a mixture of ammonium nitrate (an oxidizer) and fuel oil (a fuel), which makes it a highly efficient material for blasting in terrains with relatively stable geological conditions. However, its application in environments with geological variability or in excavations that require high precision in fragmentation presents limitations.
Advantages of ANFO:
Limitations of ANFO:
Pumpable emulsion: Innovative explosive
Pumpable emulsion, on the other hand, is a more modern explosive that is characterized by its ability to adapt to variations in ground density, allowing for better blast control. This type of explosive is primarily composed of a mixture of water, oils, and ammonium nitrate, making it more flexible and effective in reducing over-excavation.
Advantages of pumpable emulsion
Limitations of pumpable emulsion
3.3.2 Justification of comparative choice
The selection of ANFO and pumpable emulsion as comparative agents in this study responds to the need to evaluate two types of explosives that offer different advantages and limitations in terms of cost, efficiency and accuracy in excavation.
ANFO was chosen because it is the conventional explosive widely used in underground mining, allowing for a solid comparative basis to be established with the new type of explosive, pumpable emulsion. This comparison is essential to assess whether the change of explosive can lead to significant improvements in reducing over-excavation and optimizing operating times.
On the other hand, pumpable emulsion was selected for its ability to provide greater precision in fragmentation, which was expected to reduce over-excavation and improve operational efficiency. By using pumpable emulsion, it was expected to obtain more effective control of the blasting, which would allow for a direct improvement in excavation times and a reduction in costs arising from over-excavation.
The comparison of these two explosives allows not only to assess their performance in terms of operational efficiency, but also to explore the impact that the type of explosive has on safety and operational costs within the mining cycle.
Figure 8. Future state value chain map
Figure 8 represents the Future State Map of the mining cycle at the Esmeralda mine, showing how the implementation of a new explosive (pumpable emulsion) optimizes the process. A significant reduction in non-productive times and better organization of activities stands out, resulting in a more efficient and safe mining cycle.
In the analysis carried out at the Esmeralda mine, a significant reduction in over-excavation was observed when changing the conventional explosive (ANFO) to pumpable emulsion. Over-excavation increased from 30.19% to 18%, reflecting a more than 12% improvement in excavation accuracy. This change not only optimizes the use of resources, but also reduces the need for additional fortification materials, which implies considerable savings in operating costs.
The change of explosives allowed a 13.2% reduction in the total cycle time, going from 22.1 hours to 19.26 hours. Regarding non-contributory times, a significant decrease of 38% was observed, going from 5.11 hours to 3.16 hours. This improvement in operating times reflects greater efficiency in the processes, which directly contributes to the optimization of the mining cycle and cost reduction.
The optimization of mining operations is a constant challenge that has been addressed through various methodologies over time. Among the best known are approaches based on Lean management, process simulation, and optimization through advanced mining techniques. However, the application of these methodologies has limitations that can be overcome with innovative approaches such as the one proposed in this study.
Lean management has been widely used in mining to reduce waste and improve efficiency at various stages of the mining cycle. The use of tools such as value stream mapping (VSM) in mining has allowed inefficiencies to be identified and productivity to be improved by visualizing workflows. However, many studies on Lean in mining have focused on improving general processes without specifically addressing the impact of technical decisions, such as explosives selection, on the optimization of mining cycles. Thus, although the use of Lean has proven to be effective in improving non-productive times, it has left unexplored key aspects of the operation, such as reducing over-excavation, which is essential to maximizing efficiency in underground mining.
It is recommended that future research consider the integration of automation technologies in the monitoring and control of the mining cycle, to maximize operational efficiency. Furthermore, it is suggested to evaluate the impact of these improvements not only in terms of productivity, but also on safety, environmental impact, and long-term sustainability of mining operations.
This work has been possible thanks to the collaboration of the mine works management of the mining preparation of the Esmeralda mine, El Teniente division, Codelco-Chile.
|
BP |
Bypass |
|
CX |
Cruise |
|
NV-H |
Sinking level |
|
NV-P |
Production level |
|
TCT |
Total cycle time |
|
TP |
Productive time |
|
TC |
Contributing time |
|
TNC |
Non-contributory time |
[1] Hilson, G. (2020). The "Zambia Model": A blueprint for formalizing artisanal and small-scale mining in sub-Saharan Africa? Resources Policy, 68: 101765. https://doi.org/10.1016/j.resourpol.2020.101765
[2] Chang, I.S., Yang, Z.F., Chang, F.J., Wang, Y., Huang, Q., Xia, J. (2020). Evaluation on the integrated water resources management in China’s major cities—Based on City Blueprint® Approach. Journal of Cleaner Production, 262: 121410. https://doi.org/10.1016/j.jclepro.2020.121410
[3] Wang, C., Kassem, M.A., Boon, J., Yap, H., He, N., Zhang, X. (2023). Excavation and construction technology of diversion tunnel under complex geological conditions. Applied Sciences, 13(20): 11538. https://doi.org/10.3390/app132011538
[4] Ritter, S., Einstein, H.H., Galler, R. (2013). Planning the handling of tunnel excavation material - A process of decision making under uncertainty. Tunnelling and Underground Space Technology, 33: 193-201. https://doi.org/10.1016/j.tust.2012.08.009
[5] Wedenig, M., Eichinger, S., Boch, R., Leis, A., Wagner, H., Dietzel, M. (2023). Understanding of tunnel drainage scale formation by in-situ monitoring. Tunnelling and Underground Space Technology, 131: 104853. https://doi.org/10.1016/j.tust.2022.104853
[6] Liu, X., Yang, S., Wang, W., Tang, X., Zhang, Q., Li, M. (2024). Research progress and prospects of intelligent technology in underground mining of hard rock mines. Green and Smart Mining Engineering, 1(1): 12-26. https://doi.org/10.1016/j.gsme.2024.03.007
[7] Wei, J., Liu, Y., Lu, X., Feng, Y., Wang, Y. (2024). Optimization of tunnel construction schedule considering soft logic. Applied Sciences, 14(6): 2580. https://doi.org/10.3390/app14062580
[8] Abbaspour, H., Drebenstedt, C., Badroddin, M., Maghaminik, A. (2018). Optimized design of drilling and blasting operations in open pit mines under technical and economic uncertainties by system dynamic modelling. International Journal of Mining Science and Technology, 28(6): 839-848. https://doi.org/10.1016/j.ijmst.2018.06.009
[9] Barrios, J.H.C., González, J., Zavala, R., Flores, S., Hernández, A., Fuentes, S. (2024). Optimizing time in horizontal mining excavations: 10 formats inspired by value stream mapping principles. Journal Européen des Systèmes Automatisés, 57(2): 517-531. https://doi.org/10.18280/jesa.570221
[10] Seifullina, A., Er, A., Nadeem, S.P., Garza-Reyes, J.A., Kumar, V. (2018). A lean implementation framework for the mining industry. IFAC-PapersOnLine, 51(11): 1149-1154. https://doi.org/10.1016/j.ifacol.2018.08.435
[11] Zhou, Z., Zang, H., Cao, W., Du, X., Chen, L., Ke, C. (2019). Risk assessment for the cascading failure of underground pillar sections considering interaction between pillars. International Journal of Rock Mechanics and Mining Sciences, 124: 104142. https://doi.org/10.1016/j.ijrmms.2019.104142
[12] Alford, C., Brazil, M., Lee, D.H. (2016). Optimisation in underground mining. International Series in Operations Research and Management Science, 99: 561-577. https://doi.org/10.1007/978-0-387-71815-6_30
[13] Musingwini, C. (2016). Optimization in underground mine planning - developments and opportunities. Journal of the Southern African Institute of Mining and Metallurgy, 116(9): 809-820. https://doi.org/10.17159/2411-9717/2016/v116n9a1
[14] Bastante, F.G., Taboada, J., Alejano, L., Alonso, E. (2008). Optimization tools and simulation methods for designing and evaluating a mining operation. Stochastic Environmental Research and Risk Assessment, 22(6): 727-735. https://doi.org/10.1007/s00477-007-0182-6
[15] Onifade, M., Said, K.O., Shivute, A.P. (2023). Safe mining operations through technological advancement. Process Safety and Environmental Protection, 175: 251-258. https://doi.org/10.1016/j.psep.2023.05.052
[16] Bodlak, M., Dmytryk, D., Mertuszka, P., Szumny, M., Tomkiewicz, G. (2018). The influence of drilling process automation on improvement of blasting works quality in open pit mining. E3S Web of Conferences, 29: 00003. https://doi.org/10.1051/e3sconf/20182900003
[17] Zhironkin, S., Cehlár, M. (2021). Coal mining sustainable development: Economics and technological outlook. Energies, 14(16): 5029. https://doi.org/10.3390/en14165029
[18] Singh, S.K., Kumar, D. (2024). Optimizing coal mine planning and design for sustainable development in the context of mass exploitation of coal deposits. Heliyon, 10(7): e28524. https://doi.org/10.1016/j.heliyon.2024.e28524
[19] Zhou, B. (2016). Lean principles, practices, and impacts: A study on small and medium-sized enterprises (SMEs). Annals of Operations Research, 241(1-2): 457-474. https://doi.org/10.1007/s10479-012-1177-3
[20] Habib, M.A., Rizvan, R., Ahmed, S. (2023). Implementing lean manufacturing for improvement of operational performance in a labeling and packaging plant: A case study in Bangladesh. Results in Engineering, 17: 100818. https://doi.org/10.1016/j.rineng.2022.100818
[21] Vijayakumar, S.R., Suresh, P. (2022). Lean based cycle time reduction in manufacturing companies using black widow based deep belief neural network. Computers and Industrial Engineering, 173: 108735. https://doi.org/10.1016/j.cie.2022.108735
[22] Shahin, M., Chen, F.F., Bouzary, H., Krishnaiyer, K. (2020). Integration of Lean practices and Industry 4.0 technologies: Smart manufacturing for next-generation enterprises. International Journal of Advanced Manufacturing Technology, 107(5-6): 2927-2936. https://doi.org/10.1007/s00170-020-05124-0
[23] Singh, S.P. (2018). Over break control in underground mines. MOJ Civil Engineering, 4(5): 429-435. https://doi.org/10.15406/mojce.2018.04.00140
[24] Pomasoncco-Najarro, A., Trujillo-Valerio, C., Arauzo-Gallardo, L., Raymundo, C., Quispe, G., Dominguez, F. (2022). Pre-split blasting design to reduce costs and improve safety in underground mining. Energy Reports, 8: 1208-1225. https://doi.org/10.1016/j.egyr.2022.07.109
[25] Seifullina, A., Er, A., Nadeem, S.P., Garza-Reyes, J.A., Kumar, V. (2018). A Lean Implementation Framework for the Mining Industry. IFAC-PapersOnLine, 51(11): 1149-1154. https://doi.org/10.1016/j.ifacol.2018.08.435
[26] Alarcón, L.F., Baladrón, C., Gahona, P., Long, D. (2023). Lean methodologies and productivity in mining development - A case in a public company. Revista Ingenieria de Construccion, 38: 66-82. https://doi.org/10.7764/ric.00085.21
[27] Edwin Joseph, R., Anand, G., Ramesh, A., Hari, R., Anandh, S. (2020). Analysis on productivity improvement, using lean manufacturing concept. In Materials Today: Proceedings, pp. 7176-7182. https://doi.org/10.1016/j.matpr.2021.02.412