Huu-That Nguyen![]() | Ngoc-Chien Vu*
| Ngoc-Chien Vu*![]()
© 2024 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
Traditional fluids for cutting are utilized to disperse heating produced in the cutting region while machining. Nevertheless, this method harms the tool machine operator’s health and the environment. To address these concerns, vegetable oil mixed with nanoparticles used in minimum quantity lubricant (MQL) in hard machining has provided many intriguing benefits in eliminating mineral-based cutting fluids, contributing to improved cutting performance, machining quality, and environmental protection. In this study, an attempt was made to execute hard turning with heat-treated 40Cr alloy steel under coconut oil-based nano-CuO fluid MQL. First, the L27 orthogonal array design of the experimental technique was applied, which comprises four input parameters, including cutting velocity, feed rate, depth of cut, and nano-CuO concentration. Response surface modeling (RSM) delineates the correlation between input variables and the output results after accumulating experimental data. Next, an evaluation of the effect of control factors, specifically the role of CuO nanoparticles mixed in coconut oil, has assisted in increasing machined surface quality and establishing a green machining environment. Finally, optimization using RSM and Non-Dominated Sorting Genetic Algorithm (NSGA)-II demonstrated notable improvements in surface roughness. Specifically, Ra improved by 17.68% and Rz by 17.78%, highlighting the effectiveness of these techniques in achieving a balance between machining productivity and surface quality.
hard turning, nanofluid minimum quantity lubrication, multi-objective optimization, sustainable machining, surface roughness
Typically, fabricating a machine component involves cutting, heat treatment, and eventually grinding for surfaces requiring high precision. This process increases production costs and consumes energy and processing costs. Furthermore, the heat treatment process affects the surface quality of machined parts due to deformation and thermal stress on the surface [1]. Nowadays, the grinding procedure is increasingly being replaced by hard-machining technologies. In this method, machining time is minimized, productivity will increase, and product quality will be significantly enhanced [2].
Hard-machining is when the workpiece has been heat treated and reaches an average hardness of 45 - 70 HRC under varying lubrication conditions [2]. In hard machining, cutting parameters, cutting force, cutting heat, tool wear, lubrication, etc., strongly affect surface roughness and material removal performance. The 40Cr alloy steel is medium carbon and widely utilized in the manufacturing industry due to its high strength, hardness, and abrasion resistance after quenching and tempering. Therefore, it is commonly employed for fabricating machine parts such as machine tool gears, main shafts, crankshafts, etc. [3]. As 40Cr steel undergoes heat treatment to reach a hardness above 45 HRC, it is regarded as a demanding material because of its great strength and hardness, which adds to increased cutting force and significantly rapid tool wear if lubrication conditions are not correctly selected during the machining process. Therefore, to achieve the best surface roughness after machining, high productivity, and low production costs, it is vital to examine the appropriate selection of cutting process parameters, cutting conditions, and lubrication methods to improve the tool life during hard machining.
Recently, several studies have concentrated on overcoming tool wear difficulties in hard turning. This is regarded as one of the primary parameters determining surface roughness after machining and material removal productivity in hard turning. Yin et al. [4] investigated the durability and wear mechanism of turning inserts mounted on ceramic pieces and carbides when turning the 40Cr alloy steel (45 HRC) with cutting velocity from 210 to 270 m/min under dry cutting conditions. The results reveal that while cutting the heat-treated steel and dry machining, the cutting edge wears down very quickly, influencing the roughness of the machined surface. Wang et al. [5] evaluated tool wear when hard turning 40Cr steel and revealed that at medium cutting speeds, with dry cutting conditions, tool wear typically appears on the flank wear of the insert, which impacts the surface quality machined surface.
In today's machining, minimum coolant lubrication (minimum quantity lubricant) has been frequently utilized. This is a lubrication method in which a small quantity of coolant mixed with high-pressure compressed air (from 2 to 6 bar) is sprayed directly into the cutting region to lubricate the cutting surface, reduce cutting heat, and enhance chip evacuation [6]. Compared with conventional lubrication (dry lubrication, flood irrigation), the MQL, called the eco-friendly technique, offers several advantages, such as less environmental harm and lower lubricant disposal costs [7]. On the other hand, because the lubricating material is sprayed directly into the cutting location in a suitable volume, it contributes to minimizing friction between the tool surface and the chip, reducing cutting heat, thus helping to improve tool life as well as enhancing machining performance [8-10].
Today, the nanofluid MQL, which blends mineral oil with nanoparticles, has emerged as a viable approach for enhancing cooling and lubrication during hard-turning processes. Zhang et al. [11] studied the effect of minimal lubrication utilizing nanoscale SiC material mixed with Rapeseed oil on cutting tool performance, cutting heat, surface roughness, tool wear, and cutting force in hard turning of 40Cr steel (48 ± 2 HRC). The results reveal that with minimal nano lubrication, cutting heat decreases, and tool life is greatly enhanced compared to normal lubrication settings. Das et al. [12] examined the effectiveness of combining four types of nanoparticles (CuO, ZnO, Al2O3, and Fe2O3) in mineral oil. They provided into the MQL system for turning AISI4340 (47 HRC) alloy steel using carbide inserts. The results indicate that nanoparticles reduce the temperature generated in the cutting zone, consequently improving the tool life.
Among the lubrication materials discussed above, CuO is considered the best lubricant substance, contributing to lowering surface roughness compared to other materials. CuO's high viscosity explains this; its thermal conductivity is superior to other materials. In addition, to maintain a green, clean environment without threatening machine operators' health in recent years, many researchers have sought to replace mineral oil in lubrication with vegetable oil, a more ecologically friendly resource [13, 14].
Coconut oil, a biodegradable and environmentally friendly resource, is a suitable base lubricant in MQL because of its exceptional lubricating qualities and antioxidant capability. These features make it highly appropriate for high-temperature machining conditions, giving a sustainable alternative to typical petroleum-based lubricants. Numerous contemporary writers have investigated the application of coconut oil as a cutting fluid in conjunction with the MQL technique to improve the machining performance of AISI 1040 steel [15, 16]. The results demonstrate considerable improvements in tool wear, surface roughness, cutting temperature, and tool vibration reduction under MQL with coconut oil compared to dry, flood, and MQL with mineral oil conditions. However, the scientists did not explore the impact of nanoparticles in MQL, where they considerably contribute to lowering friction and enhancing machining performance, as indicated by prior studies [11, 12]. Recent studies suggest that applying coconut oil in conjunction with nanoparticles in MQL significantly enhances machining performance. The coconut oil-nanoparticle solution exhibits superior lubricating properties, effectively diminishing friction at the cutting zone, improving surface finish, lowering cutting temperatures, and mitigating tool wear [17, 18].
As previously stated, in hard machining, the primary elements, such as workpiece material, cutting tool, and lubrication conditions, significantly affect surface roughness, productivity, cutting heat, and tool wear. Consequently, selecting the suitable cutting mode is a crucial challenge that enhances surface quality and reduces tool wear. With the advancement of computer science, defining and addressing optimization problems is done rapidly and efficiently. Many studies have employed different optimization techniques in hard turning, such as Artificial Neural Network (ANN) and Taguchi, based on the Response Surface Method (RSM) [19-21]. The ANN optimization method offers excellent accuracy, yet it takes a significant amount of data, meaning many experiments to acquire accurate results. The Taguchi technique, in particular, helps limit the number of experiments but only delivers optimal results that coincide with the input variable values of the cutting mode parameters, not in the form of real numbers, and the ideal results are only in the form of a single target. Recently, academics throughout the world have gradually adopted evolutionary algorithms such as genetic optimization algorithm (GA) and swarm optimization algorithm (PSO) to tackle multi-objective optimization issues and provide results that are effective, accurate, and highly reliable [22].
Despite increasing interest in sustainable machining, research on nanofluid MQL utilizing coconut oil and nano CuO for the hard turning of 40Cr steel remains scarce. Most research concentrates on traditional lubricants, neglecting biodegradable options such as coconut oil infused with nanoparticles. Moreover, several optimization techniques are employed to solve multi-objective issues involved in machining, seeking to reduce costs, enhance surface roughness, and enhance cutting performance. Nonetheless, each technique exhibits varying degrees of computational efficiency, and no contemporary method has demonstrated superior optimal outcomes compared to the previous approaches. The discrepancies can be attributed to variations in cutting settings, processing materials, cutting tools, lubrication conditions, and lubricating materials, rendering the comparison an inaccurate representation of the optimization process. Conversely, these studies either fail to provide a comprehensive overview of the examination into the impact of cutting modes on the output parameters of the machining process, or the technique lacks clarity, necessitating additional research to elucidate this matter.
Therefore, this work focuses on solving the issues in machining hardened 40Cr steel by combining minimal lubrication with CuO nanoparticles with coconut oil to examine their influence on high-cutting performance. In addition, a multi-objective optimization method based on the NSGA-II technique will be applied to discover the best cutting circumstances to increase the quality of the machined surface and optimize cutting performance.
2.1 Workpiece material
In this study, the specimens for the experiment are the 40Cr medium alloy steel typically used for producing machinery components such as gears, camshafts, etc., with a chemical composition of 0.39% C, 0.25% Si, 0.6% Mn, and 1.0% Cr, as stated in Table 1. For the mechanical properties, the 40Cr alloy steel has a tensile strength of 900-1200 MPa, yield strength of 700-1000 MPa, and a reduced elongation of 10%-15%, which renders it well-suited for high-strength applications where combined durability and moderate ductility are required [23]. After heat treatment, the 40 Cr steel acquired a hardness of 50 ±1 HRC and was cut into many pieces with a length of 115 mm and a diameter of 60 mm. Having 27 distinct experiments, every two trials were done on one specimen, as indicated in Figure 1.
Table 1. Chemical composition of the 40Cr steel (wt%)
|
Element |
C |
Si |
Mn |
Cr |
Ni |
Cu |
S |
P |
Mo |
Fe |
|
Component |
0.37-0.44 |
0.17-0.37 |
0.50-0.80 |
0.80-1.10 |
≤0.03 |
0.030 |
≤0.035 |
≤0.035 |
0.10 |
Balance |
Figure 1. Experimental specimens
2.2 Cutting tools and machine setup
In this study, all of the experiments were performed on the DMG CTX 310 ECO lathe, which is an effective tool for industrial turning applications, offering a maximum turning diameter of 200 mm, a swing diameter over the bed of 330 mm, a turning length of 393 mm, and X-axis and Z-axis travels of 160 mm and 450 mm, respectively, which together provide versatile machining capabilities for various workpiece sizes. Its spindle speeds reach up to 5000 RPM, a spindle bore of 51 mm, and a motor power of 16.5 kW, ensuring both speed and precision. At the same time, its Siemens 810D control system enhances performance in complex processes and features an inclined bed design; the machine ensures stability and minimizes vibration for accurate, long-term machining.
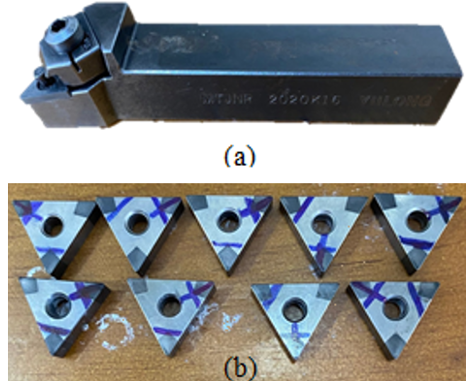
The TNMG160404-CBN insert has six cutting edges and is manufactured in DASAN, China. It is an equilateral triangular-shaped insert commonly used for semi-finishing to finishing turning of high-hardness materials. This insert, having a neutral rake angle and a nose radius of 0.4 mm, is constructed for effective chip management and high material removal rates, with essential specifications including an inner hole diameter of 3.8 mm and a thickness of 4.76 mm. The MTJNR 2020K16 lathe tool holder was a 20 mm × 20 mm square cross-section used in this investigation, manufactured by YULONG and specifically intended to fit TNMG inserts, as illustrated in Figure 2. Its rigid design extends tool life, making it a practical alternative for machining difficult-to-cut materials.
2.3 Nanofluid MQL system
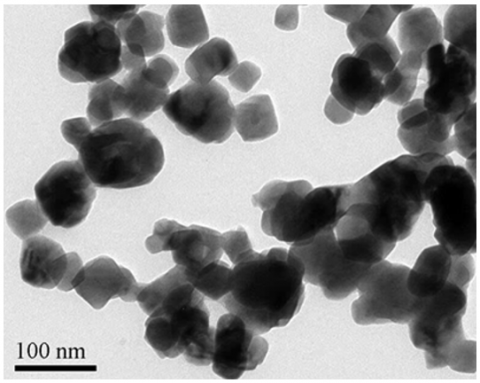
In this work, the lubricant is based on a combination of coconut oil and CuO nanoparticles. Specifically, coconut oil consists of most of its fatty acids, over 90% of which are saturated, responsible for its excellent antioxidant effects. The specific density of the oil is 0.93 g/cm³, while its Cetane index is 37, flash point is 294℃, and viscosity index is 130. Coconut oil demonstrates superior performance as a lubricant in metal cutting due to its high saturated fatty acid content, which forms a strong, uniform film on metal surfaces. Its high thermal conductivity and oxidative stability effectively reduce cutting temperatures and tool wear, enhancing surface finish quality. Furthermore, coconut oil is environmentally friendly, biodegradable, and safer for workers compared to conventional mineral oils. Studies show that when combined with nanosolid lubricants, coconut oil significantly improves machining efficiency, making it an ideal choice for sustainable manufacturing [17]. The copper oxide powder is supplied by SAT Nano Technology Material Co., Ltd., China, with a particle size of 20 nm and a CuO content of 99.5%, as illustrated in Figure 3.
Figure 2. (a)Tool holder and (b) turning inserts
Figure 3. SEM image of CuO nanoparticles [24]
A specific dispersion technique combines coconut oil with copper oxide nanoparticles to create the lubricant solution for metal-cutting procedures. Initially, the needed amount of CuO is adequately measured using a Kern PLJ 2000-3A precision balance. The nanoparticles are then blended with coconut oil. The mixture is continually agitated for 48 hours using a magnetic stirrer (Ezdo MS-11C) to achieve uniform dispersion of the CuO nanoparticles in the coconut oil. This results in a stable solution for use in the following experiments, shown in Figure 4.
After mixing and magnetic stirring, the nano-CuO solution is poured into a container, and a lubricating device named MC1700 MINI - COOL KIT- Model MC1700, maker Noga (Israel), is used to execute the MQL process. Its nozzle position is situated 20 mm distant from the cutting surface with a tilt angle of 60°. The flow of the lubricating mixture was sprayed at a rate of 120 mL/h and air pressure of 3.5 kg/cm²; these parameters were kept constant throughout all experiments. Figure 5 shows the setup of the MQL delivery system for the hard turning process. Figure 6 illustrates the schematic depiction of the experimental and multi-objective optimization approach to increase performance and quality in hard-turning operations.
Figure 4. Procedure setup of CuO solution and coconut oil mixture for MQL: (a) Nano-CuO size of 20 nm; (b) Determining %wt nano-CuO; (c) Coconut oil; (d) Vibrating nano-CuO & Coconut oil mixture; (e) Nano CuO mixture; (f) MQL
Figure 5. Implementation and utilization of MQL delivery system in the hard-turning process
Figure 6. Procedure for experiment and optimization in hard-turning [25]
Table 2. Input parameters and their level used for turning
|
Input Parameters |
Unit |
Variables |
Level |
||
|
1 |
2 |
3 |
|||
|
Cutting velocity (V) |
m/min |
x1 |
90 |
120 |
150 |
|
Feed rate (f) |
mm/rev |
x2 |
0.1 |
0.15 |
0.2 |
|
Depth of cut (a) |
mm |
x3 |
0.15 |
0.25 |
0.35 |
|
Nano CuO + coconut oil |
%wt |
x4 |
0 |
0.5 |
1 |
2.4 Input parameters
The selection of machining conditions for all trials is essential; it depends on the rigidity of the machine tool, the machining material, the turning insert, etc. In this study, the 40Cr alloy steel was heat treated at 50±1 HRC. Therefore, based on the tool manufacturer's recommendations and prior studies on hard turning, the acceptable cutting process parameters are provided in Table 2 [26].
2.5 Output responses
The surface roughness and material removal rate are critical in the hard-turning process, influencing product quality and manufacturing efficiency. Therefore, researching and adjusting them is crucial to producing the most outstanding results in metal processing.
This study utilized Mitutoyo's Surftest SJ-210 roughness measuring instrument, featuring a 2.4-inch LCD screen, a measurement range of -200 µm to 160 µm and an adjustable measuring speed of 0.25 mm/s, 0.5 mm/s, and 0.75 mm/s, tailored for various applications. The ISO 4287:1997 standard [27] establishes the principal parameters for measuring surface roughness as Ra and Rz. In surface roughness analysis, Ra, known as the arithmetic average roughness, is the most prominent metric. Rz is the average variation between the five greatest peaks and five lowest valleys across the sampling period. These criteria are commonly used in manufacturing to control the surface quality of machined parts.
3.1 Taguchi technique
The Taguchi is a powerful and successful strategy that is extensively used in designing tests and optimizing responses in engineering. This strategy created all the tests performed in this study effort. The input variables, including cutting velocity, feed rate, depth of cut, and nano-CuO concentration, and their values are reported in Table 2. In the design phase, Taguchi’s L27 orthogonal array was selected to produce a set of turning tests based on four three-level factors, resulting in 27 rows matching the number of tests done, as stated in Table 3 [1].
From Table 3, machining experiments were undertaken with different cutting conditions. Each hard turning experiment was performed on a separate specimen and a cut edge of insert for 5 minutes. After each run, the Ra and Rz values were measured using the Surftest SJ-210 with a cut-off length (λc) of 0.8 mm, measuring speed (λs) of 0.5 mm/s, and a number of sampling lengths (L) of × 5. The workpiece was set up on a V-block and securely clamped using a magnetic fixture, as shown in Figure 7. Measurements were taken at three positions, 120 degrees apart, on the circumference of the workpiece cylinder. The movement direction of the detector was along the axis of the workpiece and perpendicular to the machining trace. The average roughness value was then calculated from the results and presented in Table 3. For the MRR (mm3/min), values were considered a quantity to quantify machining performance and were determined from Eq. (1).
Table 3. The control parameters and the responses of hard turning of 40Cr alloy steel
|
Runs |
Cutting Velocity (m/min) |
Depth of Cut (mm) |
Feed Rate (mm/rev) |
Nano CuO (%wt) |
Ra (µm) |
Rz(µm) |
MRR (cm3/min) |
|
1 |
90 |
0.15 |
0.1 |
0 |
1.210 |
5.916 |
1.4 |
|
2 |
90 |
0.25 |
0.15 |
0 |
1.968 |
8.522 |
3.4 |
|
3 |
90 |
0.35 |
0.2 |
0 |
3.395 |
14.540 |
6.3 |
|
4 |
120 |
0.15 |
0.15 |
0 |
1.868 |
8.666 |
2.7 |
|
5 |
120 |
0.25 |
0.2 |
0 |
3.450 |
14.446 |
6.0 |
|
6 |
120 |
0.35 |
0.1 |
0 |
0.953 |
5.9420 |
4.2 |
|
7 |
150 |
0.15 |
0.2 |
0 |
2.741 |
12.560 |
4.5 |
|
8 |
150 |
0.25 |
0.1 |
0 |
0.943 |
5.033 |
3.8 |
|
9 |
150 |
0.35 |
0.15 |
0 |
2.025 |
8.733 |
7.9 |
|
10 |
90 |
0.15 |
0.15 |
0.5 |
1.974 |
9.111 |
2.0 |
|
11 |
90 |
0.25 |
0.2 |
0.5 |
3.316 |
13.808 |
4.5 |
|
12 |
90 |
0.35 |
0.1 |
0.5 |
0.579 |
5.075 |
3.2 |
|
13 |
120 |
0.15 |
0.2 |
0.5 |
3.134 |
13.893 |
3.6 |
|
14 |
120 |
0.25 |
0.1 |
0.5 |
0.995 |
5.214 |
3.0 |
|
15 |
120 |
0.35 |
0.15 |
0.5 |
1.929 |
8.883 |
6.3 |
|
16 |
150 |
0.15 |
0.1 |
0.5 |
1.028 |
5.555 |
2.3 |
|
17 |
150 |
0.25 |
0.15 |
0.5 |
1.955 |
8.697 |
5.6 |
|
18 |
150 |
0.35 |
0.2 |
0.5 |
3.397 |
14.261 |
10.5 |
|
19 |
90 |
0.15 |
0.2 |
1 |
3.359 |
15.210 |
2.7 |
|
20 |
90 |
0.25 |
0.1 |
1 |
1.078 |
5.830 |
2.3 |
|
21 |
90 |
0.35 |
0.15 |
1 |
1.978 |
8.918 |
4.7 |
|
22 |
120 |
0.15 |
0.1 |
1 |
1.320 |
7.143 |
1.8 |
|
23 |
120 |
0.25 |
0.15 |
1 |
2.045 |
9.164 |
4.5 |
|
24 |
120 |
0.35 |
0.2 |
1 |
3.677 |
15.533 |
8.4 |
|
25 |
150 |
0.15 |
0.15 |
1 |
2.042 |
8.883 |
3.4 |
|
26 |
150 |
0.25 |
0.2 |
1 |
3.274 |
13.883 |
7.5 |
|
27 |
150 |
0.35 |
0.1 |
1 |
1.481 |
6.413 |
5.3 |
Figure 7. Set up for measurement of surface roughness
$M R R=V \cdot f \cdot a$ (1)
where, V is the cutting velocity (m/min), f is the feed rate (mm/rev), and $a$ is the depth of cut (mm).
3.2 Response surface methodology
Response surface methodology (RSM) is a statistical method regularly used to develop experimental models in the machining process. This study uses RSM to create a second-order approximation model for predicting surface roughness in turning machining. The relationship between cutting parameters and surface roughness can be characterized by a multivariate function, including cutting velocity, feed rate, depth of cut, and concentration of nano-CuO in coconut oil, expressed in Eq. (2).
$\begin{gathered} { Surface\, roughness } =\emptyset( {velocity,\,feed rate, \,depth \,of \,cut, nano \,CuO })\end{gathered}$ (2)
Let k be the input process variables; the second-order model described the y (Ra, Rz), indicated in Eq. (3) as follows:
$\mathrm{y}=\beta_0+\sum_{i=1}^k \beta_i x_i+\sum_{i=1}^k \beta_{i i} x_i^2+\sum_{i, j}^k \beta_{i j} x_i x_j+\varepsilon$ (3)
where, βi represents the coefficient of first-order terms, βii represents the coefficient of second-order terms, βij represents the coefficient of interaction terms in the equation, and xi stands for coded variables.
3.3 Optimization approach
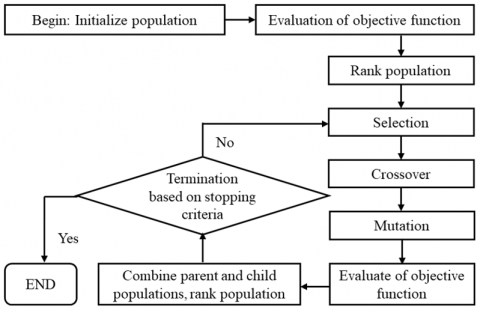
For solving multi-objective optimization problems, Non-Dominated Sorting Genetic Algorithm II (NSGA-II) is a common and effective technique. Finding a collection of solutions that optimize several conflicting objectives simultaneously is called multi-objective optimization. This often generates a group of non-dominated solutions called the Pareto front. Due to its high computational efficiency in calculations, the NSGA-II algorithm is utilized to solve the multi-objective issue of Ra and MRR for machining difficult-to-cut materials in this research work. The procedure for multi-objective optimization of surface roughness and MRR is presented in Figure 8.
Figure 8. A procedure of NSGA-II technique for multi-objective optimization of machining parameters [21]
The study results on the hard turning of 40Cr alloy steel using nanofluid MQL with CuO nanoparticles are presented in Table 3, which outlines both the input parameters and the corresponding response outcomes. These findings provide a solid basis for a comprehensive analysis of how the input parameters impact the overall machining performance.
Upon acquiring experimental data of surface roughness (Ra and Rz), the model based on the RSM is employed to establish the correlation between input process parameters and the output results as shown in Eq. (4) and (5):
$\begin{aligned} R_a=0.892+ & 0.010 x_1-9.802 x_2+0.216 x_3 -0.693 x_4 -6.166 \times 10^{-5} x_1^2+0.233 x_2^2+83.599 x_3^2 +0.487\\& x_4^2+0.05 x_1 x_2 -0.072 x_1 x_3+0.005 x_1 x_4 +26.106 x_2 x_3+0.305 x_2 x_4 -1.670 x_3 x_4\end{aligned}$ (4)
$\begin{aligned} & R_z=6.789+0.070 x_1-42.105 x_2-44.361 x_3 -1.223 x_4 -3.592 \times 10^{-4} x_1^2+39.116 x_2^2 \\&+491.133 x_3^2+1.631 x_4^2 +0.154 x_1 x_2-0.217 x_1 x_3 +0.013 x_1 x_4+37.986 x_2 x_3 -0.775 x_2 x_4-6.020 x_3 x_4\end{aligned}$ (5)
In statistics, R-squared (R²), commonly referred to as the coefficient of determination, is a statistical metric applied to evaluate the goodness of fit of a regression model. It measures the proportion of variance in the dependent variable, or the predicted outcome, that is accounted for by the independent variables, or predictors, within the model. This measure indicates the model's explanatory capability about the observed data. Figure 9 reveals that the coefficient of determination R² of roughness Ra and Rz are 0.977 and 0.983, respectively. The values shown are close to 1, and it can be observed that over 97% of the total variation is rational according to the model. Therefore, models were established for Ra and Rz during hard turning of preheat-treated 40Cr alloy steel, with confidence intervals exceeding 97%. Additionally, Figure 9 compares the observed and predicted surface roughness values, and it can be concluded that there is a clear correlation between the experimental and predicted surface roughness values.
Figure 9. The assessment of the RSM model using the coefficient of determination (R²): (a) RSM model of Ra; (b) RSM model of Rz
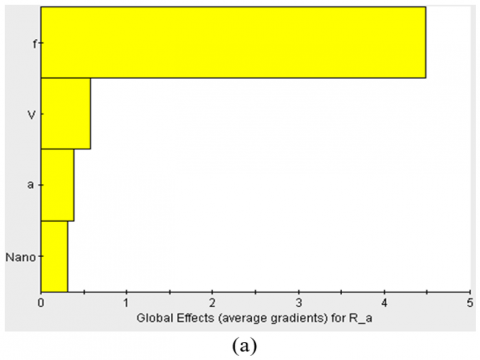
The global effect of input parameters in machining refers to the combined influence of elements, such as feed rate, cutting speed, depth of cut, and concentration of nano, on the output of the machining process. These characteristics do not operate independently but interact with each other, collectively affecting critical metrics such as surface roughness and machining productivity. In this work, the analysis of the impacts of the input factors (V, f, a, and %wt nano) on Ra and Rz was performed utilizing the global effects of the control factors, as shown in Figure 10. The results demonstrate the overall influence of input parameters, including velocity (V), feed (f), depth of cut (a), and nano-CuO percentage (%wt nano) on surface roughness (Ra and Rz). The feed rate (f) has the most significant impact on surface roughness, having the highest average slope. This indicates that even tiny adjustments in feed rate dramatically alter the Ra and Rz values. In comparison, cutting velocity (V) had a moderate effect, while depth of cut (a) and percentage of nano-CuO (%wt nano) showed comparatively minimal impact. This also indicates the crucial significance of feed rate in optimizing surface roughness, with other factors contributing to a lesser amount.
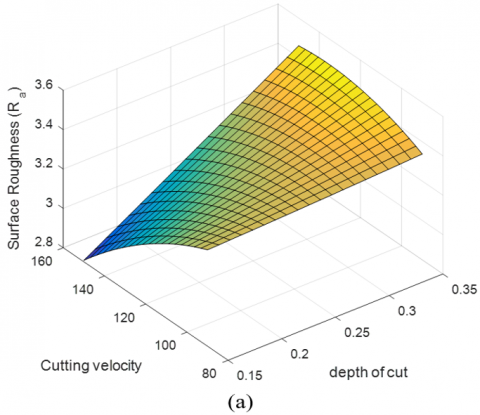
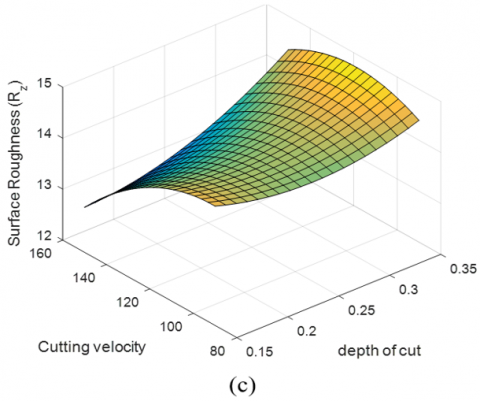
The 3D surface plots were constructed for Ra and Rz using the RSM model to portray the interdependent impacts of inputs on output responses thoroughly. At the same time, other values are retained at the middle level, respectively, as shown in Figure 11.
Figure 10. The global influence of input parameters on (a) Ra and (b) Rz
Figure 11. Responding surface diagram for Ra and Rz (other values are maintained at the middle level, respectively)
The Interactions involving two parameters (V × a) on both Ra and Rz, for a feed rate of 0.15mm/rev and nano-CuO of 0.5%wt, are represented in Figure 11(a) and Figure 11(c), respectively. It demonstrates that increasing the cutting velocity while reducing the depth of the cut considerably contributes to a reduction in Ra and Rz, a finding corroborated by various others. For instance, Dureja et al. [28] elevated the surface roughness while hard-turning AISI H11 steel using a TiN-coated mixed ceramic insert applying RSM. They discovered that an increase in the cutting velocity resulted in a decrease in the Ra. The cause of this phenomenon is comprehensible by the tendency for a built-up edge to form and chip fractures to occur as machining at low cutting rates, resulting in a roughened surface. However, raising the cutting speed dissolves the built-up edge, enhancing machined surface quality [29]. Furthermore, machining at a low depth of cut and high cutting speed might lead to increased temperature in the chip-forming zone. This leads to rendering the material at the cutting zone softer; thus, chips will form more efficiently, resulting in a higher surface finish, according to research conducted by Karkalos et al. [30].
Figures 11(b) and (d) indicate the effects of feed rate (f) and percentage of CuO nanoparticles on the surface roughness of Ra and Rz present in a particular process; other parameters are in the center (such as cutting speed of 120 m/min, depth of cutting of 0.25mm). These graphs indicate that the surface roughness falls considerably by decreasing the feed rate and raising the CuO nanoparticle concentration during the operation. As the feed rate diminishes, the quantity of material removed per cutting cycle reduces, leading to reduced feed marks and shallower grooves on the machined surface. Each insert pass imparts little ridges and grooves, producing a more refined surface texture. Moreover, reduced feed rates will diminish the force exerted on the cutting tool, potentially leading to decreased tool vibration and improved surface smoothness. Recent investigations have proven that the feed rate is predominant in determining surface roughness during machining [31, 32].
Besides, increasing the nanoparticle concentration from zero to 1 %wt in this work demonstrated better improvement in roughness. The hard turning generates significant heat and friction, which can contribute to surface degradation and tool wear. Therefore, introducing CuO nanoparticles in the MQL system creates a protective film in the cutting zone, lowering friction and thermal stress. It may be understood that the high viscosity and thermal conductivity of CuO nanoparticles contribute to improving the radiation of heat and reducing the thermal impact on both the tool and the workpiece [33, 34]. To clarify this issue, Thottackkad et al. [35] demonstrated it through empirical investigations. The author determined that the friction coefficient exhibited a notable reduction with incorporating CuO nanoparticles, varying from 0% to 0.4% in coconut oil.
A relative comparison was carried out in this study, showing that hard turning under CuO nanofluid MQL conditions outperforms dry and wet cutting conditions. This is due to the high temperatures and surface damage caused by the lack of lubrication in dry cutting. In contrast, despite being effective in heat removal, wet cutting lacks the lubrication benefits of nanoparticles. Previous studies have also confirmed these findings, highlighting the dual role of nanoparticles in reducing thermal stress and friction. For instance, Ajay Vardhaman et al. [15] demonstrated that surface roughness after machining was significantly reduced under CuO nanoparticle lubrication combined with coconut oil, compared to wet cutting conditions. Jhodkar et al. [16], Jhodkar and Gupta [18] also showed improvements when hard turning AISI 1040 steel under various lubrication conditions. They concluded that surface roughness was significantly improved when machining under MQL-coconut oil conditions compared to dry cutting, wet cutting, and non-MQL coconut oil. Therefore, it can be reaffirmed that CuO nanoparticle-based coconut oil in MQL conditions contributes to the best surface quality compared to dry and wet cutting.
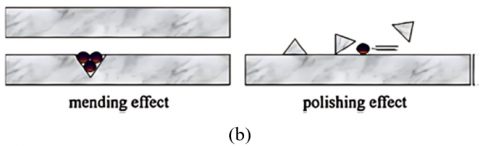
In addition, based on the lubrication mechanisms in MQL nanofluid, as shown in Figure 12, this phenomenon can be explained as the nanofluid is sprayed into the machining area, the CuO nanoparticles disperse and fill gaps or defects on the tool and material surfaces, forming a protective layer that reduces friction and temperature, protecting the tool from wear (Figure 12(a)). Furthermore, nanoparticles can repair surface imperfections and smooth and level the material surface by filling dents or scratches, improving machining quality. Additionally, they act as a polishing agent, removing minor defects on the surface, creating a smooth, high-precision finish, and enhancing machining efficiency and product quality (Figure 12(b)).
Figure 12. Explanation of lubrication mechanisms based on MQL nano-fluid in the cutting process: (a) Mechanism of rolling and protective film; (b) Mending and polishing mechanisms [36]
In hard machining, mixing particular nanoparticles (CuO, ZnO, Al2O3, and Fe2O3, …) with mineral oil forms a minimum lubricant mixture that delivers good machining performance and enhanced dramatically surface quality; this has been explored mainly in recent years [12, 37-41]. However, mineral oil considerably impacts the production environment and the operator’s health. Therefore, to overcome this difficulty, the author boldly converted mineral oil to coconut oil in this study to promote a green processing environment, improve the productivity and surface quality of parts, and contribute to sustainable production development. The results suggest that the surface roughness when 40Cr steel approaches the minimum Ra of 0.579 µm and Rz of 5.033 µm, respectively, as shown in Table 3. With this outcome, the utility method can be used as a substitute for grinding in the manufacturing process.
After utilizing the RSM model to capture the relationship between input parameters and output responses in turning operations under nanofluid MQL using coconut oil and CuO nanoparticles, the NSGA-II algorithm was applied to optimize the process. Figure 13 demonstrates the Pareto front generated by the combined RSM and NSGA-II approach, featuring numerous blue and black points. The blue points in Figure 13 represent the Pareto front, which creates the Pareto curve, where each point reflects an optimal trade-off between the two objectives of Ra and MRR. Conversely, the black points represent suboptimal solutions that do not effectively balance Ra and MRR. By plotting specific Pareto points, it is possible to assess how different levels of MRR influence Ra, thereby identifying the most efficient operational parameters for optimizing both Ra and MRR through this trade-off.
Based on Figure 13, Ra and MRR exhibit conflicting objectives: when a reduced Ra value is expected, MRR will go down, which could be better for the cutting process. The figure identifies two regions that can be clearly distinguished: Region 1, which has a lower slope of the Pareto curve, and Region 2, which has a steeper slope. In Region 1, if minimizing Ra is of primary importance, the optimal solution in this region can be selected, although it results in lower productivity in terms of MRR. In contrast, Region 2 can be considered when higher productivity is prioritized, although it comes at the expense of increased surface roughness.
Applying RSM in combination with NSGA-II leads to improvements in the solution for either Ra or MRR. For instance, the difference in Ra (ΔRa) in Figure 13 demonstrates the improvement of the optimal solution compared to an arbitrary solution. In this figure, when the MRR is held constant at 9.354 units, two ideal solutions are formed by the intersection of the vertical line with two blue and red curves. The improvement between these two points, as determined by applying the RSM combined with NSGA-II, can be calculated as ΔRa = (3.383 – 2.785) × 100 / 3.383 = 17.68%.
Similarly, Figure 14 presents the Pareto curve generated by the combined RSM and NSGA-II approach for simultaneously optimizing Rz and MRR. It is evident that these two objectives, Rz and MRR, are conflicting. Therefore, the Pareto front (depicted as the blue curve in Figure 14) is used to select points where both Rz and MRR are optimally balanced. If this selection is not used correctly, it could lead to problems picking either Rz or MRR. For example, while MRR increases, Rz likewise increases proportionately, which is harmful if Rz is the primary element of concern and vice versa.
The deviation of ΔRz represents the substantial difference between the optimization results obtained through the RSM algorithm and NSGA-II, as indicated by the blue Pareto curve. Based on Figure 14, the improvement can be calculated by selecting an MRR value of 5.993 units, with ΔRz computed as ΔRz = (7.432 - 6.111) × 100 / 7.432 = 17.78%, demonstrating the improvement achieved through the optimization process.
Figure 13. The Pareto plot for Ra and MRR based on the RSM model combined with NSGA-II
Figure 14. The Pareto plot for Rz and MRR based on the RSM model combined with NSGA-II
In the present experiment, an attempt was made to execute hard turning of the 40Cr alloy steel heated with MQL Coconut oil-based nano-CuO solution. A series of turning tests were meticulously planned utilizing the L27 orthogonal array. Then, an experimental model was created by employing regression analysis to estimate surface roughness during hard turning. A thorough multi-objective optimization was performed using the NSGA-II and RSM models to find the optimal parameters for hard turning at 40Cr steel. The following conclusions have been deduced from this investigation:
1. Within the scope of the examined parameters, the feed rate appeared as the dominant factor affecting the machined surface during hard turning. It succeeded in impact by cutting velocity, depth of cut, and nano-CuO %wt.
2. The created experimental model utilizing regression analysis exhibited good performance in predicting the surface roughness of Ra and Rz. Its predictions accord well with the observations from the experiments that were undertaken. As a result, it proves capable of precisely analyzing surface roughness during the hard turning of 40Cr alloy steel. This assessment retains a confidence level of 97.77 % for Ra and 98.3% for Rz within the analyzed range of machining circumstances.
3. Increasing the nanoparticle concentration of nanofluid from 0% to 1 % in this work demonstrated better improvement in surface roughness. The results indicated that while hard turning of 40Cr steel, the minimal surface roughness Ra of 0.579 µm and Rz of 5.033 µm are attained. This result suggests that this process may be utilized as an alternative to a grinding procedure in production.
4. Replacing mineral oil with coconut oil in this study highlights the viability of adopting eco-friendly and sustainable machining practices. Coconut oil not only improves performance and surface finish but also aligns with green manufacturing objectives, promoting a cleaner and more sustainable industrial environment.
5. Multi-objective optimization using RSM and NSGA-II demonstrated significant improvements in machining outcomes. Specifically, Ra was improved by 17.68%, and Rz was improved by 17.78%, illustrating the effectiveness of the optimization techniques in achieving a balanced trade-off between surface quality and machining productivity. The Pareto front aids informed decision-making, helping operators and engineers determine optimal solutions adapted to their requirements.
Future research should explicitly address how CuO nano-coconut oil MQL can advance sustainable machining practices. Building on the findings, efforts should focus on optimizing nanoparticle concentrations to maximize performance while minimizing environmental impact. Further studies could investigate its application across diverse materials and machining conditions, its influence on tool durability and surface integrity, and its biodegradability and long-term ecological effects. Moreover, a comparative analysis of cost-effectiveness between CuO nano-coconut oil MQL and conventional lubrication systems would provide valuable insights for industrial adoption, reinforcing its role in modern sustainable manufacturing.
The article was funded by Nha Trang University (Grant No.: TR2023-13-10).
[1] Nguyen, H.T., Hsu, Q.C. (2016). Surface roughness analysis in the hard milling of JIS SKD61 alloy steel. Applied Sciences, 6(6): 172. https://doi.org/10.3390/app6060172
[2] Davim, J.P. (2011). Machining of Hard Materials. Springer Science & Business Media, Germany.
[3] Wagri, N.K., Petare, A., Agrawal, A., Rai, R., Malviya, R., Dohare, S., Kishore, K. (2022). An overview of the machinability of alloy steel. Materials Today: Proceedings, 62: 3771-3781. https://doi.org/10.1016/j.matpr.2022.04.457
[4] Yin, Z.B., Yan, S.Y., Ye, J.D., Zhu, Z.Y., Yuan, J.T. (2019). Cutting performance of microwave-sintered sub-crystal Al2O3/SiC ceramic tool in dry cutting of hardened steel. Ceramics International, 45(13): 16113-16120. https://doi.org/10.1016/j.ceramint.2019.05.128
[5] Wang, X.C., Zhao, J., Gan, Y.L., Tang, X.K., Gai, S.L., Sun, X.S. (2022). Cutting performance and wear mechanisms of the graphene-reinforced Al2O3-WC-TiC composite ceramic tool in turning hardened 40Cr steel. Ceramics International, 48(10): 13695-13705. https://doi.org/10.1016/j.ceramint.2022.01.251
[6] Boubekri, N., Shaikh, V., Foster, P.R. (2010). A technology enabler for green machining: Minimum quantity lubrication (MQL). Journal of Manufacturing Technology Management, 21(5): 556-566. https://doi.org/10.1108/17410381011046968
[7] Pawanr, S., Gupta, K. (2024). A review on recent advances in the energy efficiency of machining processes for sustainability. Energies, 17(15): 3659. https://doi.org/10.3390/en17153659
[8] Boswell, B., Islam, M.N., Davies, I.J., Ginting, Y.R., Ong, A.K. (2017). A review identifying the effectiveness of minimum quantity lubrication (MQL) during conventional machining. The International Journal of Advanced Manufacturing Technology, 92: 321-340. https://doi.org/10.1007/s00170-017-0142-3
[9] Schumski, L., Tonn, T., Sölter, J., Avila, K., Buss, L., Karpuschewski, B., Fritsching, U. (2024). Minimum quantity lubrication (MQL) supply through internal cooling channels in drilling processes. Journal of Manufacturing and Materials Processing, 8(2): 69. https://doi.org/10.3390/jmmp8020069
[10] Maruda, R.W., Szczotkarz, N., Michalski, M., Arkusz, K., Wojciechowski, S., Niesłony, P., Khanna, N., Królczyk, G.M. (2023). Evaluation of tool wear during turning of Ti6Al4V alloy applying MQL technique with Cu nanoparticles diversified in terms of size. Wear, 532: 205111. https://doi.org/10.1016/j.wear.2023.205111
[11] Zhang, G.Q., Chen, H., Xiao, G.C., Yi, M.D., Chen, Z.Q., Zhang, J.J., Wang, G.D., Xu, C. (2022). Effect of SiC nanofluid minimum quantity lubrication on the performance of the ceramic tool in cutting hardened steel. Journal of Manufacturing Processes, 84: 539-554. https://doi.org/10.1016/j.jmapro.2022.10.033
[12] Das, A., Pradhan, O., Patel, S.K., Das, S.R., Biswal, B.B. (2019). Performance appraisal of various nanofluids during hard machining of AISI 4340 steel. Journal of Manufacturing Processes, 46: 248-270. https://doi.org/10.1016/j.jmapro.2019.07.023
[13] Wang, X.M., Li, C.H., Zhang, Y.B., Ding, W.F., Yang, M., Gao, T., Cao, H.J., Xu, X.F., Wang, D.Z., Said, Z., Debnath, S., Jamil, M., Ali, H.M. (2020). Vegetable oil-based nanofluid minimum quantity lubrication turning: Academic review and perspectives. Journal of Manufacturing Processes, 59: 76-97. https://doi.org/10.1016/j.jmapro.2020.09.044
[14] Zadafiya, K., Shah, P., Shokrani, A., Khanna, N. (2021). Recent advancements in nano-lubrication strategies for machining processes considering their health and environmental impacts. Journal of Manufacturing Processes, 68: 481-511. https://doi.org/10.1016/j.jmapro.2021.05.056
[15] Ajay Vardhaman, B.S., Amarnath, M., Jhodkar, D., Ramkumar, J., Chelladurai, H., Roy, M.K. (2018). Influence of coconut oil on tribological behavior of carbide cutting tool insert during turning operation. Journal of the Brazilian Society of Mechanical Sciences and Engineering, 40(9): 450. https://doi.org/10.1007/s40430-018-1379-y
[16] Jhodkar, D., Karanjekar, S., Chede, B., Bajpai, T., Shukla, S. (2024). Experimental investigation of tool wear, surface roughness during milling of EN 25 steel using coconut based vegetable oil. Journal of Physics: Conference Series, pp. 012014. https://doi.org/10.1088/1742-6596/2763/1/012014
[17] Krishna, P.V., Srikant, R.R., Rao, D.N. (2010). Experimental investigation on the performance of nanoboric acid suspensions in SAE-40 and coconut oil during turning of AISI 1040 steel. International Journal of Machine Tools and Manufacture, 50(10): 911-916. https://doi.org/10.1016/j.ijmachtools.2010.06.001
[18] Jhodkar, D., Gupta, K. (2020). Effect of CuO nanoparticles based vegetable oil on the machining performance of WC tool insert while turning EN 8 steel. In Proceedings of the International Conference on Industrial Engineering and Operations Management, Michigan, USA, pp. 3229-3235.
[19] Chakraborty, S., Chakraborty, S. (2024). Applications of artificial neural networks in machining processes: A comprehensive review. International Journal on Interactive Design and Manufacturing, 18: 1917-1948. https://doi.org/10.1007/s12008-024-01751-z
[20] Abdolrasol, M.G., Hussain, S.S., Ustun, T.S., Sarker, M.R., Hannan, M.A., Mohamed, R., Ali, J.A., Mekhilef, S., Milad, A. (2021). Artificial neural networks based optimization techniques: A review. Electronics, 10(21): 2689. https://doi.org/10.3390/electronics10212689
[21] Asiltürk, I., Neşeli, S. (2012). Multi response optimisation of CNC turning parameters via Taguchi method-based response surface analysis. Measurement, 45(4): 785-794. https://doi.org/10.1016/j.measurement.2011.12.004
[22] Vu, N.C., Dang, X.P., Huang, S.C. (2021). Multi-objective optimization of hard milling process of AISI H13 in terms of productivity, quality, and cutting energy under nanofluid minimum quantity lubrication condition. Measurement and Control, 54(5-6): 820-834. https://doi.org/10.1177/0020294020919457
[23] Zhou, H., Peng, Z., Li, G., Guan, X., Chen, J., Shi, X., Sun, L. (2023). A novel built-up constitutive model of 40Cr alloy steel considering the geometric effect with simulation verification. Journal of Materials Engineering and Performance, pp. 1-12. https://doi.org/10.1007/s11665-023-09021-x
[24] Rezaiguia, I., Mebrouk, R., Kadja, M. (2023). Effect of nanoparticle material, porosity and thermal radiation on forced convection heat transfer of Cu-water and CuO-water nanofluids over a stretching sheet. International Journal of Heat and Technology, 41(5): 1129-1138. https://doi.org/10.18280/ijht.410503
[25] Hsiao, T.C., Vu, N.C., Tsai, M.C., Dang, X.P., Huang, S.C. (2021). Modeling and optimization of machining parameters in milling of INCONEL-800 super alloy considering energy, productivity, and quality using nanoparticle suspended lubrication. Measurement and Control, 54(5-6): 880-894. https://doi.org/10.1177/0020294020925842
[26] Abbas, A.T., Al-Abduljabbar, A.A., Alnaser, I.A., Aly, M.F., Abdelgaliel, I.H., Elkaseer, A. (2022). A closer look at precision hard turning of AISI4340: Multi-objective optimization for simultaneous low surface roughness and high productivity. Materials, 15(6): 2106. https://doi.org/10.3390/ma15062106
[27] ISO 4287. (2021). Standard—Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Terms, Definitions and Surface Texture Parameters. ISO: Geneva, Switzerland.
[28] Dureja, J.S., Singh, R., Bhatti, M.S. (2014). Optimizing flank wear and surface roughness during hard turning of AISI D3 steel by Taguchi and RSM methods. Production & Manufacturing Research, 2(1): 767-783. https://doi.org/10.1080/21693277.2014.955216
[29] Jeyakumar, S., Marimuthu, K., Ramachandran, T. (2013). Prediction of cutting force, tool wear and surface roughness of Al6061/SiC composite for end milling operations using RSM. Journal of Mechanical Science and Technology, 27: 2813-2822. https://doi.org/10.1007/s12206-013-0729-z
[30] Karkalos, N.E., Galanis, N.I., Markopoulos, A.P. (2016). Surface roughness prediction for the milling of Ti–6Al–4V ELI alloy with the use of statistical and soft computing techniques. Measurement, 90: 25-35. https://doi.org/10.1016/j.measurement.2016.04.039
[31] Ahmad, A., Akram, S., Jaffery, S.H.I., Khan, M.A. (2023). Evaluation of specific cutting energy, tool wear, and surface roughness in dry turning of titanium grade 3 alloy. The International Journal of Advanced Manufacturing Technology, 127(3): 1263-1274. https://doi.org/10.1007/s00170-023-11580-1
[32] Abellán-Nebot, J.V., Vila Pastor, C., Siller, H.R. (2024). A review of the factors influencing surface roughness in machining and their impact on sustainability. Sustainability, 16(5): 1917. https://doi.org/10.3390/su16051917
[33] Kursus, M., Liew, P.J., Che Sidik, N.A., Wang, J. (2022). Recent progress on the application of nanofluids and hybrid nanofluids in machining: A comprehensive review. The International Journal of Advanced Manufacturing Technology, 121(3): 1455-1481. https://doi.org/10.1007/s00170-022-09409-4
[34] Tuan, N.M., Ngoc, T.B., Thu, T.L., Long, T.T. (2021). Investigation of the effects of nanoparticle concentration and cutting parameters on surface roughness in MQL hard turning using MoS2 nanofluid. Fluids, 6(11): 398. https://doi.org/10.3390/fluids6110398
[35] Thottackkad, M.V., Perikinalil, R.K., Kumarapillai, P.N. (2012). Experimental evaluation on the tribological properties of coconut oil by the addition of CuO nanoparticles. International Journal of Precision Engineering and Manufacturing, 13: 111-116. https://doi.org/10.1007/s12541-012-0015-5
[36] Said, Z., Gupta, M., Hegab, H., Arora, N., Khan, A.M., Jamil, M., Bellos, E. (2019). A comprehensive review on minimum quantity lubrication (MQL) in machining processes using nano-cutting fluids. The International Journal of Advanced Manufacturing Technology, 105: 2057-2086. https://doi.org/10.1007/s00170-019-04382-x
[37] Ni, J., Cui, Z., Wu, C., Sun, J.B., Zhou, J.H. (2021). Evaluation of MQL broaching AISI 1045 steel with sesame oil containing nano-particles under best concentration. Journal of Cleaner Production, 320: 128888. https://doi.org/10.1016/j.jclepro.2021.128888
[38] Almula, T.A.D.M.S., Kasim, A.W., Amori, I.H. (2023). Effects of heat treatment on microstructure and mechanical properties of D-6A AISI Medium-Carbon Low-Alloy Steel. International Journal of Heat and Technology, 41(3): 775-779. https://doi.org/10.18280/ijht.410335
[39] Alam, M.A., Ya, H.H., Qistina, N.A., Azeem, M., Mustapha, M., Yusuf, M., Masood, F., Khan, R., Ahmad, T. (2023). Investigating the microhardness behavior of Al6061/TiC surface composites produced by friction stir processing. International Journal of Computational Methods and Experimental Measurements, 11(3): 157-161. https://doi.org/10.18280/ijcmem.110304
[40] Hassan, Z.F., Yaqob, B.N., Abdullah, R.S. (2023). Enhancing greenhouse thermal management with flat plate solar collectors and Al2O3-water nanofluid. International Journal of Energy Production and Management, 8(2): 71-79. https://doi.org/10.18280/ijepm.080203
[41] Nihaal, K.M., Mahabaleshwar, U.S., Joo, S.W., Lorenzini, G. (2023). Combined impact of joule heating, activation energy, and viscous dissipation on ternary nanofluid flow over three different geometries. International Journal of Computational Methods and Experimental Measurements, 11(4): 251-258. https://doi.org/10.18280/ijcmem.110407