Minh Hung Vu![]() | The Vinh Do
| The Vinh Do![]() | Pham Thi Minh Hue
| Pham Thi Minh Hue![]() | Ngoc Thai Huynh
| Ngoc Thai Huynh![]() | Quoc Manh Nguyen*
| Quoc Manh Nguyen*![]()
© 2024 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
During metal cutting processes, manufacturers and researchers strive to achieve two primary goals: increasing productivity and enhancing the quality of the cutting process. This study focused on hard alloy steel machining using a high-precision CNC lathe. The experimental design followed the orthogonal array L27 of the Taguchi method, and the optimization of cutting parameters (cutting speed, feed rate, cutting depth) and the SiO2 nanoparticle concentration in the cutting fluid was performed using the response surface methodology. The objective was to achieve the lowest possible surface roughness (Ra). Analysis of variance was used to evaluate the impact of input factors on the output response. A second-degree mathematical regression model with a determined coefficient of 84.64% was developed to predict the surface roughness. A multi-objective optimization strategy was employed to concurrently minimize surface roughness while maximizing the material removal rate (MRR). A cutting mode was implemented with the following parameters: a cutting speed of 80 m/min, a cutting depth of 0.6 mm, a feed rate of 0.1576 mm/rev, and a nanoparticle concentration of 4%. The surface roughness achieved under the optimal conditions was 0.9075 µm. The material removal rate reached 7450.7 mm³/min. This study provides further evidence of the effectiveness of applying minimal lubrication with a nanofluid, as the best surface roughness was obtained when machining with a cutting fluid containing 4% SiO2 nanoparticles.
surface roughness, hard turning, hardened SKD61 tool steel, SiO2 nanoparticles, minimum quantity lubrication, response surface methodology
Simultaneously attaining high productivity and good quality in metal cutting is a key concern for manufacturers and an attractive challenge for researchers. The objective of this research is to identify a cutting mode that fulfills both quality and productivity criteria, which are represented by the roughness and MRR, respectively.
Due to its hardness, toughness, and resistance to thermal cracking [1, 2], JIS SKD61 steel is widely used in various industries, particularly in the mould and die industry. However, its mechanical properties make it a challenging material to machine, especially after the heat treatment process used to increase its hardness. In conventional machining, the initial stages involve milling, turning, and drilling operations. Subsequently, a metal heat treatment process is conducted to achieve the required hardness. Finally, grinding operations are carried out to attain the desired level of precision. This process is time-consuming and leads to higher costs. However, with the advancement of material technology, there has also been progress in cutting tool technology. Cutting tools can now machine high-hardness steel workpieces after heat treatment. Cutting processes that are applied after heat treatment are known as hard machining [3, 4].
Hard machining typically generates a significant amount of heat due to the high hardness of the workpiece material. This limitation affects machining with high cutting speeds and significantly impacts the wear and tool life of cutting tools [5-9]. The environmental and health impacts of hard milling on workers have yet to be fully addressed, particularly in the application of flood coolant. However, a practical solution that has shown effectiveness in hard machining is minimum quantity lubrication (MQL). MQL, known for its efficiency and eco-friendliness, has gained widespread adoption across various machining operations. As highlighted by Phafat et al. [10], machining processes using a very small quantity of lubricating and cooling fluid (below 250ml/h) are referred to as MQL machining processes. This lubricant is mixed with compressed air and then sprayed onto the cutting zone. The use of MQL has been shown to enhance surface finish quality, extend tool life, minimize tool wear, lower cutting temperatures, and reduce lubrication costs [2, 11-13]. The efficacy of MQL has been demonstrated in various machining operations, encompassing turning, milling, and drilling.
Incorporating solid nanoparticles with sizes ranging from 10-100 nm into the cutting fluid used in the MQL machining process can significantly enhance machining efficiency [14, 15]. This cooling lubrication technique was pioneered by Choi and Eastman [16]. The nanofluid-based MQL method offers a multitude of advantages over traditional cooling lubrication techniques, notably surpassing conventional MQL methods. The addition of nanoparticles notably improves the lubricating and cooling capabilities of the base cutting fluid. The enhanced cooling effect of nanofluids stems from the optimized heat exchange mechanism enabled by the presence of nanoparticles within the cutting oil. Additionally, nanoparticles enhance the wetting ability of the nanofluid compared to the base cutting fluid [17-19]. The heightened lubricating effectiveness of the nanofluid can be ascribed to four mechanisms: the rolling of nanospheres [20-22], a self-repairing effect [23-25], the formation of tribofilms, and a polishing effect [26]. Nanofluid has shown remarkable efficacy in reducing surface roughness, cutting force, and heat, as well as minimizing tool wear and extending tool life in various metal cutting processes, including turning [27-29], milling [30-34], and grinding [35, 36].
Implementing the nanofluid-based MQL approach is relatively inexpensive. With a small investment, manufacturers can upgrade a standard machine to benefit from advanced lubrication. The conversion process involves installing an MQL nozzle onto a conventional machine to enable MQL nanofluid cooling. This low-cost solution offers efficient lubrication and cooling capabilities [19].
In a single-objective optimization problem, the main objective is to discover the optimal solution for a particular criterion, without taking into account other criteria. Manufacturers, however, aim to achieve multiple criteria simultaneously, even though these criteria may be contradictory. Multi-objective optimization aims to find a ‘win-win’ solution that addresses conflicting criteria. Numerous researchers employ the response surface methodology, which endeavors to optimize output responses affected by input variables, also referred to as independent variables. [13, 19, 31, 37-39].
In a study conducted by Sahoo et al. [27], a multi-objective optimization was conducted to assess the influence of cutting parameters in turning AISI 1040 steel. An optimal cutting mode has been identified to simultaneously achieve two objectives: minimizing surface roughness and maximizing MRR. In a study on optimizing the MRR and Ra in the turning process of X20Cr13, the Taguchi methodology combined with Grey analysis was employed [40]. The study employed single-objective optimizations for each criterion separately. The author suggests that machining with cutting parameters set at the lowest levels of cutting speed, feed rate, and depth of cut will result in the minimal surface roughness. Conversely, the cutting mode with the highest levels of these parameters yielded the highest MRR. Additionally, a multi-objective optimization method was utilized to simultaneously minimize roughness and maximize material removal rate. Consequently, an optimal cutting mode comprising the maximum cut depth, cutting speed, and minimum feed rate was identified.
In a study led by Do and Phan [31], four cutting parameters, including cutting speed, depth of cut, feed rate, and material hardness, were investigated. The study aimed to devise an optimal cutting mode that would effectively minimize roughness while maximizing MRR. In another investigation led by Dinesh et al. [41], three fundamental cutting parameters (cutting speed, depth of cut, and feed rate) along with tool nose radius were included in the evaluation using the response surface methodology. Their aim was to achieve the dual objectives of minimizing surface roughness while maximizing MRR. Additionally, they developed mathematical regression models to describe the intricate relationship between the cutting condition and the resultant output responses of roughness and MRR. When milling AL8112 aluminum alloy using minimum quantity lubrication supplemented with nanofluid, Okokpujie et al. [42] discovered optimal machining conditions that addressed three primary criteria: surface roughness, MRR, and cutting force.
It can be observed that many researchers share the common goal of simultaneously minimizing roughness and maximizing MRR. However, each study is only a ‘case study’ with specific parameters and conditions. Further research on multi-objective optimization to attain the mentioned goals is still needed. Moreover, the addition of new input parameters represents an important research direction.
The aim of this research is to incorporate a new input parameter, nanoparticle concentration, to bolster the scientific understanding of the impact of nanofluids on cutting processes, and to provide a reference for future studies. This study delves into the impact of nanoparticle concentration and three parameters of cutting condition (cutting velocity, feed rate, and cutting depth) on the turning process of hardened SKD61 alloy steel. Employing the response surface methodology, both mono-objective and multi-objective optimization strategies are explored. The research is centered on enhancing two pivotal aspects: quality and productivity, with a specific focus on surface roughness and MRR as the key output responses. To establish the intricate relationship between the input variables and output responses, a comprehensive mathematical regression model is constructed. Additionally, the robustness of the model is evaluated through analysis of variance (ANOVA).
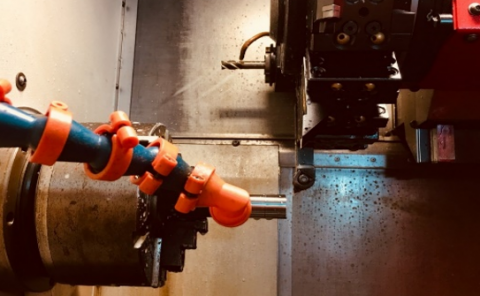
All experiments were conducted using an EMCO Maxxturn 45 CNC lathe machine, as depicted in Figure 1. The cutting tool was equipped with a polycrystalline cubic boron nitride (CBN) insert, specifically tailored for precision finishing tasks on materials, such as hardened steels within the hardness range of 45-65 HRC and nodular cast iron. The insert shape is a rhombus with a vertex angle of 35°. The size is 16 mm, and the tool nose radius is 0.4 mm. The insert is shown in Figure 2. The workpieces utilized were cylindrical SKD61 alloy steel blocks with an initial diameter of 35 mm, which underwent heat treatment to achieve a hardness of 55 HRC. Table 1 displays the chemical composition of the workpieces. These workpieces were securely clamped onto a three-jaw chuck. The MQL system was utilized, positioning the nozzle 20 mm from the cutting zone. A steady MQL supply pressure of 3 kg/cm² was maintained, with a fluid flow rate of 50 ml/h directed into the cutting zone.
Figure 1. Setting up experiments on an EMCO Maxxturn 45 CNC lathe
Table 1. Chemical composition of the workpieces (w %)
|
C |
Si |
Mn |
Cr |
Mo |
V |
Ni |
|
0.32 - 0.42 |
0.80 - 1.20 |
0.20 - 0.50 |
4.75 - 5.50 |
1.10 - 1.75 |
0.80 - 1.20 |
0.00 - 0.30 |
Figure 2. The CBN insert
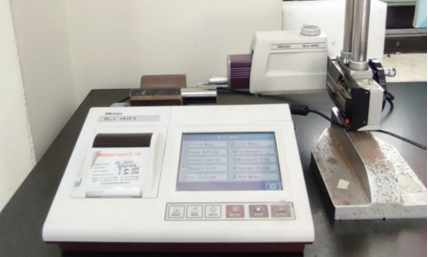
Figure 3. Measuring roughness with the SJ-410
The process of incorporating SiO2 nanoparticles into the CT232 cutting fluid involved stirring for six hours to achieve a uniform dispersion and stable suspension. The stirring process was carried out using a small magnetic stirrer. The maximum speed of the device was 1500 rpm. The stirring process in the study did not utilize the heating function of the device. An appropriate amount of solution for one experiment was poured into the device’s stirring cup (which can hold a maximum of 2l of solution). Then, an appropriate amount of nanoparticles was added to the cup. The device was activated and adjusted to a speed of 1000 rpm. Once the stirring process was complete, the solution was used immediately to avoid the gradual settling of the solid nanoparticles.
Surface roughness measurements were conducted immediately after each experiment using a Mitutoyo SJ-410 roughness measuring instrument. To ensure accuracy, three distinct positions on the machined surface were chosen for each measurement. The Ra measurement process is illustrated in Figure 3.
The cutting parameters considered as input factors were cutting speed v, feed rate f, cutting depth d, and nanoparticle concentration c. Each factor was categorized into three levels: low, high, and middle. These categorizations were determined using machining condition recommendations from the tool manufacturer, as well as references from the author's research and other scholarly sources.
To systematically conduct the experiments using the Taguchi method, we employed the L27 array. With four input parameters, each having three levels, a total of twenty-seven tests were carried out. To minimize potential random errors, each test was performed three times. The Ra results were obtained as average values.
The Ra and MRR outcomes from the twenty-seven experiments are presented in Table 2. The Ra values range from 0.832 µm (experiment 22) to 1.062 µm (experiment 3). The minimum MRR is 800 mm3/min (experiment 1), while the maximum is 9600 mm3/min (experiment 18).
By employing the response surface methodology (RSM), a second-order mathematical model illustrates the correlation between surface roughness and the input factors, as expressed in the following formula.
$\begin{aligned} R_a=0.910- & 0.0089 c-0.00485 v-0.148 d-1.79 f \\ & -0.00432 c^2-0.000047 v^2+0.122 d^2 \\ & +10.95 f^2+0.000103 c v+0.0160 c d \\ & -0.001 c f+0.00205 v d-0.0066 v f \\ & -0.14 d f\end{aligned}$
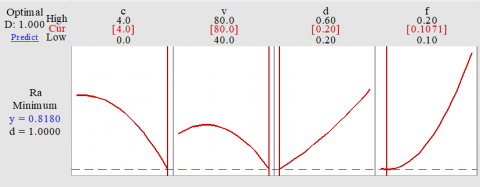
Figure 4. Optimal plots for $R_a$
Table 2. Ra and MRR results
|
No. |
Nanoparticle Concentration c (%) |
Cutting Speed v (m/min) |
Cutting Depth d (mm) |
Feed Rate f (mm/rev) |
Surface Roughness $R_a$ (µm) |
MRR (mm3/min) |
Note |
|
1 |
0 |
40 |
0.2 |
0.1 |
0.932 |
800 |
Min MRR |
|
2 |
0 |
40 |
0.4 |
0.15 |
0.962 |
2400 |
|
|
3 |
0 |
40 |
0.6 |
0.2 |
1.062 |
4800 |
Max $R_a$ |
|
4 |
0 |
60 |
0.2 |
0.15 |
0.952 |
1800 |
|
|
5 |
0 |
60 |
0.4 |
0.2 |
1 |
4800 |
|
|
6 |
0 |
60 |
0.6 |
0.1 |
0.912 |
3600 |
|
|
7 |
0 |
80 |
0.2 |
0.2 |
0.982 |
3200 |
|
|
8 |
0 |
80 |
0.4 |
0.1 |
0.893 |
3200 |
|
|
9 |
0 |
80 |
0.6 |
0.15 |
0.934 |
7200 |
|
|
10 |
2 |
40 |
0.2 |
0.15 |
0.903 |
1200 |
|
|
11 |
2 |
40 |
0.4 |
0.2 |
1.012 |
3200 |
|
|
12 |
2 |
40 |
0.6 |
0.1 |
0.9 |
2400 |
|
|
13 |
2 |
60 |
0.2 |
0.2 |
0.99 |
2400 |
|
|
14 |
2 |
60 |
0.4 |
0.1 |
0.954 |
2400 |
|
|
15 |
2 |
60 |
0.6 |
0.15 |
0.999 |
5400 |
|
|
16 |
2 |
80 |
0.2 |
0.1 |
0.853 |
1600 |
|
|
17 |
2 |
80 |
0.4 |
0.15 |
0.922 |
4800 |
|
|
18 |
2 |
80 |
0.6 |
0.2 |
1.004 |
9600 |
Max MRR |
|
19 |
4 |
40 |
0.2 |
0.2 |
1 |
1600 |
|
|
20 |
4 |
40 |
0.4 |
0.1 |
0.867 |
1600 |
|
|
21 |
4 |
40 |
0.6 |
0.15 |
0.881 |
3600 |
|
|
22 |
4 |
60 |
0.2 |
0.1 |
0.832 |
1200 |
Max $R_a$ |
|
23 |
4 |
60 |
0.4 |
0.15 |
0.861 |
3600 |
|
|
24 |
4 |
60 |
0.6 |
0.1 |
0.946 |
3600 |
|
|
25 |
4 |
80 |
0.2 |
0.15 |
0.855 |
2400 |
|
|
26 |
4 |
80 |
0.4 |
0.2 |
0.933 |
6400 |
|
|
27 |
4 |
80 |
0.6 |
0.1 |
0.858 |
4800 |
|
Table 3. Analysis of variance (ANOVA)
|
Source |
DF |
Adj-SS |
Adj-MS |
F-Value |
P-Value |
C% |
|
Model |
14 |
0.079077 |
0.005648 |
4.72 |
0.005 |
84.64 |
|
Linear |
4 |
0.071053 |
0.017763 |
14.86 |
0.000 |
76.05 |
|
c |
1 |
0.012621 |
0.012621 |
10.56 |
0.007 |
13.50 |
|
v |
1 |
0.004513 |
0.004513 |
3.77 |
0.076 |
4.83 |
|
d |
1 |
0.004571 |
0.004571 |
3.82 |
0.074 |
4.89 |
|
f |
1 |
0.043326 |
0.043326 |
36.24 |
0.000 |
46.37 |
|
Square |
4 |
0.008214 |
0.002054 |
1.72 |
0.211 |
8.79 |
|
c2 |
1 |
0.001746 |
0.001746 |
1.46 |
0.250 |
1.86 |
|
v2 |
1 |
0.001947 |
0.001947 |
1.63 |
0.226 |
2.08 |
|
d2 |
1 |
0.000140 |
0.000140 |
0.12 |
0.739 |
0.14 |
|
f2 |
1 |
0.004385 |
0.004385 |
3.67 |
0.080 |
4.69 |
|
2-Way Interaction |
6 |
0.001782 |
0.000297 |
0.25 |
0.951 |
1.90 |
|
cv |
1 |
0.000187 |
0.000187 |
0.16 |
0.699 |
0.20 |
|
cd |
1 |
0.000408 |
0.000408 |
0.34 |
0.570 |
0.43 |
|
cf |
1 |
0.000000 |
0.000000 |
0.00 |
0.992 |
0 |
|
vd |
1 |
0.000746 |
0.000746 |
0.62 |
0.445 |
0.79 |
|
vf |
1 |
0.000486 |
0.000486 |
0.41 |
0.536 |
0.52 |
|
df |
1 |
0.000019 |
0.000019 |
0.02 |
0.901 |
0.02 |
|
Error |
12 |
0.014347 |
0.001196 |
- |
- |
15.35 |
|
Total |
26 |
0.093424 |
- |
- |
- |
- |
|
R-sq=84.64% |
||||||
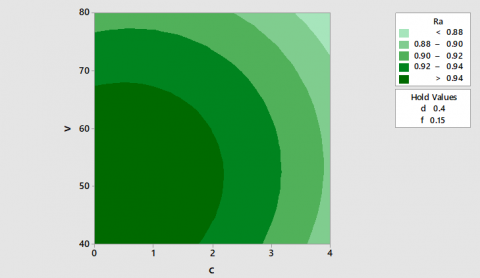
(a) $R_a$ vs. $v, c$
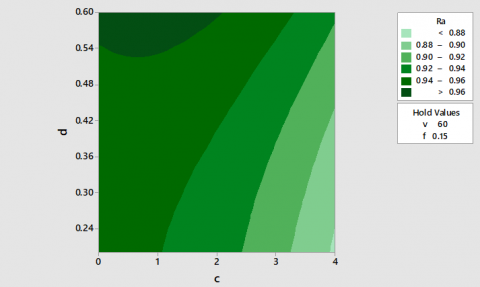
(b) $R_a$ vs. $d, c$
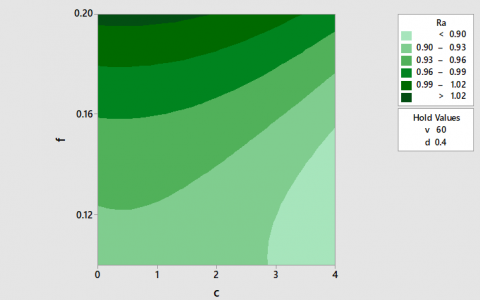
(c) $R_a$ vs. $f, c$
Figure 5. Contour plots of $R_a$ against input factors
The analysis of variance table (Table 3) indicates a favourable assessment of the model. The R-squared value is 84.64%, indicating that the model accounts for about 85% of the variability in surface roughness attributable to the input factors. This demonstrates the reliability of the model. The analysis reveals that the feed rate exerts a substantially greater influence on Ra compared to other factors, contributing to over 46% of the variation observed in surface roughness. Nonetheless, the nanoparticle concentration also plays a significant role, contributing 13.5% to the observed variation. Conversely, the impact of cutting speed and depth of cut on surface roughness is comparatively minor. The factors with P-values less than 0.05 indicate that their impacts on the output response are statistically significant.
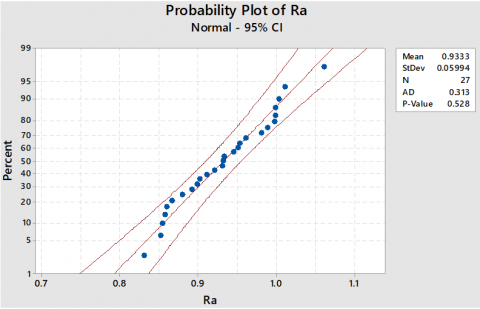
Figure 6. Probability plot of $R_a$
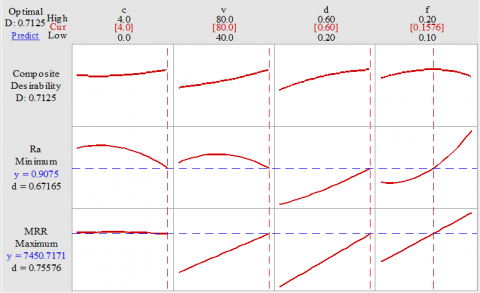
Figure 7. Multi-objective optimization
Increased feed rates result in higher roughness values. This is due to the phenomenon where machining at higher feed rates causes the formation of deeper and larger grooves on the machined surfaces. However, the application of nanofluids significantly improves the roughness. Increasing the concentration of nanoparticles (as shown in Figure 4) leads to a significant reduction in roughness, which can be explained by the mechanism of reducing the cutting zone friction and enhancing the heat transfer efficiency within the base fluid.
Figure 4 depicts an ideal representation of surface roughness. The plot illustrates that the minimum Ra value of 0.818 µm is attained by employing specific machining parameters: a high cutting speed of 80 m/min, a low feed rate of 0.1071 mm/rev, and a small depth of cut of 0.2 mm. Furthermore, the MQL cooling technique is applied, employing a nanoparticle concentration of 4 wt%. It is evident that achieving minimum roughness involves maximizing the cutting speed while minimizing both the feed rate and the cutting depth.
Figure 5 illustrates the interaction between the surface roughness and the output factors. Each panel in Figure 5 represents the influence of nanoparticle concentration and a specific cutting parameter. It is evident that the nanoparticle concentration has a greater impact than the cutting speed and the cutting depth. Changes in the nanoparticle concentration noticeably affect Ra resulting from the machining process. The relationship is inverse, indicating that as the nanoparticle concentration increases, surface roughness decreases. However, when examining the extent of influence on Ra, the feed rate emerges as the predominant factor. The ANOVA table also supports this conclusion.
The probability plot of Ra, as shown in Figure 6, exhibits data points that are tightly clustered around a central straight line. This strongly suggests that the selected terms in the model have a pronounced impact on the provided responses.
This research adopted a multi-objective optimization strategy to achieve both the minimum surface roughness and the maximum material removal rate. The optimal values for this multi-objective problem were determined using the Minitab statistical software, utilizing the desirability function depicted in Figure 7. A balanced solution was achieved by evaluating a composite desirability value of 0.7125, leading to a minimized surface roughness of 0.9075 µm and a maximized material removal rate of 7450.7 mm3/min. These optimal values were reached through the utilization of precise machining parameters: a cutting speed set at 80 m/min, a depth of cut of 0.6 mm, a feed rate of 0.1576 mm/rev, and a nanoparticle concentration maintained at 4%. These parameters collectively contributed to achieving the desired balance between surface roughness and material removal rate.
A validation experiment was executed to validate the robustness of the model. This experiment was conducted under the determined multi-objective optimal conditions, confirming the accuracy and reliability of the developed model. A Ra value of 1.012 µm and an MRR of 7564.8 mm3/min were achieved under these conditions. Therefore, the model has an error of 11.5% in predicting surface roughness and 1.53% in predicting MRR, indicating that it is reliable.
In summary, a quadratic regression mathematical model has been effectively developed to predict surface roughness based on cutting parameters. Notably, this model incorporates a novel parameter, the nanoparticle concentration. A multi-objective optimization approach is employed to simultaneously achieve two objectives: improving surface roughness while increasing MRR. The results also demonstrate the excellent effectiveness of nanofluid application.
This study aimed to simultaneously optimize both quality and productivity objectives. The study encompassed the analysis of four variables: nanoparticle concentration, cutting speed, depth of cut, and feed rate, within the framework of hard turning of alloy steel SKD61. The RSM was employed to conduct single-objective and multi-objective optimizations for both roughness and material removal rate. From this research, several key conclusions can be drawn:
Overall, the findings in this research provide further evidence regarding the influence of machining conditions on surface roughness. The identified multi-objective optimization conditions serve as a valuable reference outcome for future studies. However, the impact of nanoparticle size was not addressed. Exploring the efficacy of blending various types of nanoparticles into the base solution also presents a promising avenue for future investigation.
[1] Kodama, H., Shindou, M., Hirogaki, T., Aoyama, E., Ogawa, K. (2012). An end-milling condition decision support system using data-mining for difficult-to-cut materials. In 15th International Symposium on Advances in Abrasive Technology, Singapore, pp. 472-477.
[2] Do, T.V., Phan, T.D. (2020). An empirical investigation of SIO2 nano concentration under MQL on surface roughness in hard milling of JIS SKD61 steel. Journal of Applied Engineering Science, 18(3): 432-437. https://doi.org/10.5937/jaes18-27335
[3] Nguyen, H.T., Hsu, Q.C. (2016). Surface roughness analysis in the hard milling of JIS SKD61 alloy steel. Applied Science 6(6): 172. https://doi.org/10.3390/app6060172
[4] Zhang, S., Guo, Y.B. (2009). Taguchi method based process space for optimal surface topography by finish hard milling. Journal of Manufacturing Science and Engineering, 131(5): 051003. https://doi.org/10.1115/1.3207740
[5] Debnath, S., Reddy, M.M., Yi, Q.S. (2014). Environmental friendly cutting fluids and cooling techniques in machining: A review. Journal of Cleaner Production, 83: 33-47. https://doi.org/10.1016/j.jclepro.2014.07.071
[6] Sharma, A.K., Tiwari, A.K., Singh, R.K., Dixit, A.R. (2016). Tribological investigation of TiO2 nanoparticle based cutting fluid in machining under minimum quantity lubrication (MQL). Materials Today: Proceedings, 3(6): 2155-2162. https://doi.org/10.1016/j.matpr.2016.04.121
[7] Singh, R.K., Sharma, A.K., Dixit, A.R., Tiwari, A.K., Pramanik, A., Mandal, A. (2017). Performance evaluation of alumina-graphene hybrid nano-cutting fluid in hard turning. Journal of Cleaner Production, 162: 830-845. https://doi.org/10.1016/j.jclepro.2017.06.104
[8] Denkena, B., Köhler, J., Bergmann, B. (2015). Development of cutting edge geometries for hard milling operations. CIRP Journal of Manufacturing Science and Technology, 8: 43-52. https://doi.org/10.1016/j.cirpj.2014.10.002
[9] Do, T.V. (2020). Empirical model for surface roughness in hard milling of AISI H13 steel under nanofluid-MQL condition based on analysis of cutting parameters. Journal of Mechanical Engineering Research and Developments, 43(2): 89-94.
[10] Phafat, N.G., Deshmukh, R., Deshmukh, S.D. (2013). Study of cutting parameters effects in MQL-employed hard-milling process for AISI H13 for tool life. Applied Mechanics and Materials, pp. 240-245. https://doi.org/10.4028/www.scientific.net/AMM.393.240
[11] Iqbal, A., He, N., Li, L. (2011). Empirical modeling the effects of cutting parameters in high-speed end milling of hardened AISI D2 under MQL environment. International Conference on Manufacturing Engineering and Engineering Management, London, UK.
[12] Boubekri, N., Shaikh, V., Foster, P.R. (2010). A technology enabler for green machining: Minimum quantity lubrication (MQL). Journal of Manufacturing Technology Management, 21(5): 556-566. https://doi.org/10.1108/17410381011046968
[13] Do, T.V., Le, N.A.V. (2019). Optimization of surface roughness and cutting force in MQL hard-milling of AISI H13 steel. In Advances in Engineering Research and Application: Proceedings of the International Conference, ICERA 2018, Thai Nguyen, Vietnam, pp. 448-454. https://doi.org/10.1007/978-3-030-04792-4_58
[14] Sharma, A.K., Tiwari, A.K., Dixit, A.R. (2015). Progress of nanofluid application in machining: A review. Materials and Manufacturing Processes, 30(7): 813-828. https://doi.org/10.1080/10426914.2014.973583
[15] Sayuti, M., Sarhan, A.A.D., Salem, F. (2014). Novel uses of SiO2 nano-lubrication system in hard turning process of hardened steel AISI4140 for less tool wear, surface roughness and oil consumption. Journal of Cleaner Production, 67: 265-276. https://doi.org/10.1016/j.jclepro.2013.12.052
[16] Choi, S.U., Eastman, J.A. (1995). Enhancing thermal conductivity of fluids with nanoparticles. Argonne National Lab. (ANL), Argonne, IL (United States).
[17] Hemalatha, J. (2009). A Review of: “Nanofluids: Science and Technology, S. K. Das, S. U. S. Choi, W. Yu, and T. Pradeep”. Materials and Manufacturing Processes, 24(5). https://doi.org/10.1080/10426910902748057
[18] Khandekar, S., Sankar, M.R., Agnihotri, V., Ramkumar, J. (2012). Nano-cutting fluid for enhancement of metal cutting performance. Materials and Manufacturing Processes, 27(9): 963-967. https://doi.org/10.1080/10426914.2011.610078
[19] Nguyen, Q.M., Do, T.V. (2022). Optimal approaches for hard milling of SKD11 steel under mql conditions using SIO2 nanoparticles. Advances in Materials Science and Engineering. https://doi.org/10.1155/2022/2627522
[20] Viesca, J.L., Battez, A.H., González, R., Chou, R., Cabello, J.J. (2011). Antiwear properties of carbon-coated copper nanoparticles used as an additive to a polyalphaolefin. Tribology International, 44(7-8): 829-833. https://doi.org/10.1016/j.triboint.2011.02.006
[21] Chin˜as-Castillo, F., Spikes, H.A. (2003). Mechanism of action of colloidal solid dispersions. Journal of Tribology, 125(3): 552-557. https://doi.org/10.1115/1.1537752
[22] Kong, L.H., Sun, J.L., Bao, Y.Y. (2017). Preparation, characterization and tribological mechanism of nanofluids. RSC Advances, 7(21): 12599-12609. https://doi.org/10.1039/C6RA28243A
[23] Wu, F.J., Liu, W., Qiu, J.L., Li, J.Z., Zhou, W.Y., Fang, Y.P., Zhang, S.T., Li, X. (2015). Enhanced photocatalytic degradation and adsorption of methylene blue via TiO2 nanocrystals supported on graphene-like bamboo charcoal. Applied Surface Science, 358: 425-435. https://doi.org/10.1016/j.apsusc.2015.08.161
[24] Liu, G., Li, X., Qin, B., Xing, D., Guo, Y., Fan, R. (2004). Investigation of the mending effect and mechanism of copper nano-particles on a tribologically stressed surface. Tribology Letters, 17: 961-966. https://doi.org/10.1007/s11249-004-8109-6
[25] Shen, T.J., Wang, D.X., Yun, J., Liu, Q.L., Liu, X.H., Peng, Z.X. (2016). Tribological properties and tribochemical analysis of nano-cerium oxide and sulfurized isobutene in titanium complex grease. Tribology International, 93: 332-346. https://doi.org/10.1016/j.triboint.2015.09.028
[26] Peng, D.X., Chen, C.H., Kang, Y., Chang, Y.P., Chang, S.Y. (2010). Size effects of SiO2 nanoparticles as oil additives on tribology of lubricant. Industrial Lubrication and Tribology, 62(2): 111-120. https://doi.org/10.1108/00368791011025656
[27] Sahoo, A.K., Baral, A.N., Rout, A.K., Routra, B.C. (2012). Multi-objective optimization and predictive modeling of surface roughness and material removal rate in turning using grey relational and regression analysis. Procedia Engineering, 38: 1606-1627. https://doi.org/10.1016/j.proeng.2012.06.197
[28] Raykar, S.J., D'Addona, D.M., Mane, A.M. (2015). Multi-objective optimization of high speed turning of Al 7075 using grey relational analysis. Procedia CIRP, 33: 293-298. https://doi.org/10.1016/j.procir.2015.06.052
[29] Kumar, R., Bilga, P.S., Singh, S. (2017). Multi objective optimization using different methods of assigning weights to energy consumption responses, surface roughness and material removal rate during rough turning operation. Journal of Cleaner Production, 164: 45-57. https://doi.org/10.1016/j.jclepro.2017.06.077
[30] Phan, T.D., Do, T.V., Pham, T.L., Duong, H.L. (2020). Optimization of cutting parameters and nanoparticle concentration in hard milling for surface roughness of JIS SKD61 steel using linear regression and taguchi method. In Advances in Engineering Research and Application. ICERA 2020. Lecture Notes in Networks and Systems. https://doi.org/10.1007/978-3-030-64719-3_69
[31] Do, T.V., Phan, T.D. (2021). Multi-objective optimization of surface roughness and MRR in milling of hardened SKD 11 steel under nanofluid MQL condition. International Journal of Mechanical Engineering and Robotics Research, 10(7): 357-362. https://doi.org/10.18178/ijmerr.10.7.357-362
[32] Şirin, Ş., Kıvak, T. (2019). Performances of different eco-friendly nanofluid lubricants in the milling of Inconel X-750 superalloy. Tribology International, 137: 180-192. https://doi.org/10.1016/j.triboint.2019.04.042
[33] Khan, A.M., Jamil, M., Salonitis, K., Sarfraz, S., Zhao, W., He, N., Mia, M., Zhao, G. (2019). Multi-objective optimization of energy consumption and surface quality in nanofluid SQCL assisted face milling. Energies, 12(4): 710. https://doi.org/10.3390/en12040710
[34] Kulkarni, H.B., Nadakatti, M.M., Kulkarni, S.C., Kulkarni, R.M. (2020). Investigations on effect of nanofluid based minimum quantity lubrication technique for surface milling of Al7075-T6 aerospace alloy. Materials Today: Proceedings 27: 251-256. https://doi.org/10.1016/j.matpr.2019.10.127
[35] Hong, T.T., Vinh, D.T., Hung, T.V., Giang, T.N., Tu, N.T., Hung, L.X., Danh, B.T., Tung, L.A. (2021). Multi-objective optimization of surface roughness and MRR in surface grinding of hardened SKD11 using grey-based Taguchi method. In Advances in Engineering Research and Application: Proceedings of the International Conference on Engineering Research and Applications, ICERA 2020, Thai Nguyen, Vietnam, pp. 584-593. https://doi.org/10.1007/978-3-030-64719-3_64
[36] Janardhan, M., Krishna, A.G. (2012). Multi-objective optimization of cutting parameters for surface roughness and metal removal rate in surface grinding using response surface methodology. International Journal of Advances in Engineering & Technology, 3(1): 270-283.
[37] Kilickap, E., Yardimeden, A., Çelik, Y.H. (2017). Mathematical modelling and optimization of cutting force, tool wear and surface roughness by using artificial neural network and response surface methodology in milling of Ti-6242S. Applied Sciences, 7(10): 1064. https://doi.org/10.3390/app7101064
[38] Shihab, S.K., Khan, Z.A., Mohammad, A., Siddiquee, A.N. (2014). RSM based study of cutting temperature during hard turning with multilayer coated carbide insert. Procedia Materials Science, 6: 1233-1242. https://doi.org/10.1016/j.mspro.2014.07.197
[39] Li, B., Tian, X., Zhang, M. (2020). Modeling and multi-objective optimization of cutting parameters in the high-speed milling using RSM and improved TLBO algorithm. The International Journal of Advanced Manufacturing Technology, 111: 2323-2335. https://doi.org/10.1007/s00170-020-06284-9
[40] Bouzid, L., Boutabba, S., Yallese, M.A., Belhadi, S., Girardin, F. (2014). Simultaneous optimization of surface roughness and material removal rate for turning of X20Cr13 stainless steel. The International Journal of Advanced Manufacturing Technology 74: 879-891. https://doi.org/10.1007/s00170-014-6043-9
[41] Dinesh, S., Antony, A.G., Rajaguru, K., Vijayan, V. (2016). Investigation and prediction of material removal rate and surface roughness in CNC turning of EN24 alloy steel. Asian Journal of Research in Social Sciences and Humanities, 6(8): 849. https://doi.org/10.5958/2249-7315.2016.00654.7
[42] Okokpujie, I.P., Ohunakin, O.S., Bolu, C.A. (2021). Multi-objective optimization of machining factors on surface roughness, material removal rate and cutting force on end-milling using MWCNTs nano-lubricant. Progress in Additive Manufacturing, 6: 155-178. https://doi.org/10.1007/s40964-020-00161-3