Ol'ga Kunickaya* | Viktoria Shvetsova | Evgeniy Tikhonov | Marina Kolominova | Vyacheslav Borisov | Dmitry Levushkin | Mikhail Lavrov | Natalia Dmitrieva
© 2022 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
The process of wood debarking plays a crucial role in determining the price and quality of the final product. Hence, this work aims to elaborate on a theoretical basis for upgrading wood chips production technology. Consideration should be given to the influence of various debarking parameters when processing wood in barking drums. Such parameters as the number of wood collisions with each other and against a drum body, shear pressure, and others were chosen as equation coefficients to model the wood debarking time and knife sharpening angle. The treatment time is shown to depend on the number of collisions, the diameter of the log and indices that consider filling, the proportion of bark and the thickness, and wood hardness. It was established that the time required to debark the tree using knives is 1.5-3 times lower depending on the temperature of raw materials. Moreover, the process tends to be intensified with increasing knife sharpness.
simulation, barking drum, debarking duration, knife sharpening angle
Humanity can benefit from forestry ecosystems in various ways. Wood products are used in the food industry (for people or domestic animals), commercial activities (tourist resorts, sanatoriums), and households (for heating). To provide future generations with quality forests, it is necessary to periodically perform forest maintenance work, which includes cutting old or sick trees and planting young trees [1-3].
Thousands of products can be obtained from wood, most of which are made with the help of chemical or mechanochemical treatment methods [4]. Since most wood is converted into a cheap product (wood chips) for furniture production or direct sales, its processing is regulated by strict quality requirements like the absence of rot or bark residues [5, 6].
The final cost is most significantly influenced by debarking wood to obtain wood chips as quite a labor and energy-intensive process [7]. The main factors affecting the quality of the end product and the duration of work in the woodworking plants are the performance of the equipment and the methods used when debarking [6].
Over time, this process has undergone numerous modifications: from manual wood processing to fully mechanized methods [8]. The choice of the appropriate method depends on many factors, such as the tree type, amount of bark, moisture content, and others [9]. The most common debarking method is processing a group of trees in the barking drums, significantly reducing costs [10].
A particular feature of implementing the group debarking method is the interaction of internal mounted knives and logs [11, 12]. Many compatriots were partly engaged in the study of this process. According to Vasilev et al. [13], this process is divided into several areas when logs are pushed against one another or when they contact the internal structures. Other authors have engaged in modeling this process. Thus, Pobedinskii and Iovlev [14] carried out simulations of rotating debarking machines using MATLAB. This enabled them to explore the possibility of dynamic simulation to determine the fundamental processes of debarking. Nikonova [15] points out that a model using and adapting algorithms and reducing linear dependency can be used to investigate this problem. Therefore, it is necessary to optimize the debarking process and increase the amount of work in this direction. This work aims to develop a theoretical basis for improving the efficiency of the wood chips production process.
Debarking quality and wood losses depend on the necessary number of impacts (N) of the force P, which a log of a specific diameter (d) and length (l) experiences during a specific period (t) in the drum of diameter (D) and length (L).
In turn, moisture value W and the temperature T of pulpwood, capacity and a degree of debarking drum loading, and its rotation frequency ω affect values N and P. Taken together, they determine the speed (v) of the logs' mutual collision and the speed of logs' collision against internal components of the drum.
According to the statistical model of the logs' collisions occurring inside the drum, the debarking quality is associated with total processing time. The equation of mathematical expectation of debarking quality (M) was developed based on the binomial distribution of the number of impacts shared by the inner surface elements of the area Δs over a period t:
$M=100\left[1-\exp (-\lambda t) \sum_{0}^{N-1} \frac{(\lambda t)^{i}}{i !}\right]$ (1)
where, $\lambda$ is the intensity of impacts.
λ=1/(τ) (2)
where, $\tau$ is a model parameter.
Since the parameters N and $\lambda$ partially reflect the process of group debarking, a model of layered mixing with full consideration of raw material properties was suggested. The obtained formula contains a dimensionless parameter θ indicating a resistance degree of the bark element to the impact and aims to determine the velocity of bark and wood movements. The dimensionless parameter θ is equal to multiplying the cyclic vibration frequency by the period of impact duration.
The number of impacts N is taken equal to the ratio of shock impact Ii, N∙s, necessary for developing the debarking spot of the size Δs, and the value of shock impact Ic, N∙s, resulting from a single impact of the log against the inner drum walls. The Ic value is determined considering the log surface angle α and its size, and the Ii value is determined experimentally. The total values of shock impulse and debarking area are integral characteristics of the power input during Td period. The total number of impacts N∑ is defined as follows:
$N_{\Sigma}=\frac{360}{\left[\arccos \left(1-\frac{K_{d}^{2}}{2\left(1-K_{d}\right)^{2}}\right) K_{l}\right]},$ (3)
where, Kd=d⁄D and Kl=l⁄L.
The factor N∑ specifies the conditions to be employed in the debarking process. Besides, the decrease in the size of pulpwood is accompanied by an increase in the frequency of shock impacts.
The total volume of bark in the drum (∑Vb) is determined by the internal space of the drum Vd, its filling factor kf, the share of bark in the total mass of logs kq, and the filling factor of the internal shaft Kn. The latter, in turn, depends on dimensionless indices Kd and K.
The experimental value of Ii and the debarking point formation mechanism are evaluated relative to bark and wood destruction when contacting the drum knives located at an angle of 85° to the surface. During this process, the pulpwood undergoes significant loads due to the high stiffness of the drum shell. The log becomes a subject of unequal distribution of impact forces on the surface. Consequently, the process of "crumbling" can be observed at the end parts of the log. The process of log collision does not reflect traces of contact destruction of the bark and the wood itself, which have their own unique properties and affect the debarking.
The log is considered as a cylinder with equal diameter and height d, i.e., as a set of balls at equal volume with diameter $D_{b}=\sqrt{1.5} d$. The number of balls per one log is the summary size of the entire log and the log-to-ball volume ratio (Vlg/Vb). The two edge balls are called the end balls, and the rest will be called internal balls. All balls are considered soft relative to the hard surface of the drum.
Suppose the drum is considered a solid ball of infinitely large diameter Dh=∞, the interaction schemes between balls (logs) and the inner drum surface can be described as follows:
Scheme I: "Db-Db" is the interaction of two logs;
Scheme II: "Db-Dh" is the interaction of logs and drum surface;
Scheme III "Db-Dhi" is the interaction of logs and drum knives.
Considering the model as a quasi-static problem of collision of spherical bodies, scheme II is of particular interest in such a case.
The depth and radius of the contact point are the values of contact approach h and the radius of the contact area a under an impact load P. They are dependent upon each other. However, the impact processes in the mechanics of contact fracture are calculated by the value of approach h. In terms of debarking quality, consideration shall be given to debarking to the full bark depth. Therefore, the parameter h is considered the main geometric characteristic of the contact. The contact force F tend to increase along with the debarking spot development:
$F=k h^{\frac{3}{2}}$ (4)
where, the coefficient of proportionality k is determined as:
$k=\frac{4 E \sqrt{D_{b} / 2}}{3\left(1-\mu^{2}\right)}$ (5)
where, E is the value of Young's modulus, and $\mu$ is Poisson's ratio.
The equation of medium movement at the contact boundary during the formation of the debarking area has a differential nature:
$\frac{d h}{d \tau}=\sqrt{\frac{v^{2}-4 k h^{5 / 2}}{\mathrm{~T}}}$ (6)
where, v is the velocity of the log's mass m movement at the moment of impact.
The highest value h=hо is reached at the time when the velocity of the approach $\frac{d h}{d \tau}=0$. As such, the value of the maximum contact approach from a single impact is equal to:
$h_{0}=\left(\frac{5}{4 k} m v^{2}\right)^{2 / 5}$ (7)
The total duration of impact $\tau=\tau_{o}$ is:
$\tau_{0}=3.2\left(\frac{m^{2}}{v k^{2}}\right)^{1 / 5}$ (8)
Differential Eq. (6) can be integrated considering Eq. (7) under the following initial conditions: at the moment τ=0, the approach h=0 allows obtaining the function of change in the time of contact approach h=h(τ):
$h=h_{0} \sin \left(\frac{v \pi \tau}{2.94 h_{0}}\right)$ (9)
which is considered in the section where h increases from 0 to ho.
The size of the contact spot depends on h and is described by the Eq. (10):
$a=k \sqrt{\frac{h\left(1-\mu^{2}\right)}{\mathrm{E}}}$ (10)
The impact force P is calculated in the following way. First, the value v=(2gH)0.5 was determined based on the law of conservation of energy law. Here, H is the height of the logs' collision (the maximum value H=D-d). The force P=mv/τo was determined according to the law of conservation of momentum, where τo is defined following Eq. (8).
All calculations were done based on Eqns. (4) and (10), taking into account experimental data obtained by other researchers. In particular, consideration was given to the processing conditions of the summer pulpwood with the moisture content of W=40-60%, diameter d=0.16 m, length l=1.9 m, and diameter D=2.1 m and the length L=4 m inside the drum.
Bark thickness was taken as hb=0.021 m. The influence of moisture W of bark on density ρb was taken into account as well. For the dry bark at W = 10%, the value of ρb amounted to 375 kg/m3, while at W = 40–60% the density of the bark increased up to ρb = 697 kg/m3. Subsequently, the mass changed from m10=7.54 kg to m40-60=14 kg. The calculations show that at the impact moment, the impact velocity was v=6.48 m/s, and the impact duration was τo=9.83 ms. The contact force reached the value of P = 10.42 kN and ensured the achievement of the contact approach depth of hо = 0.023 m. The condition hoe≥hb is, thus, satisfied.
The inconsistency of the contact convergence in plane z with the contact zone in direction r was determined by studying the dependences h(τ) and a(τ). It was also found that the shear loads qs, which can occur in the bark during impacts, are strong enough to fracture it to a depth ho. Since the contact depth is smaller than the radius for any given time, the size of destructible areas shall be estimated by the value h.
Vertical pressure qz during shock interaction is defined as:
$q_{z}=\frac{P}{\pi h D_{b}}$ (11)
Radial pressure is determined as follows:
$q_{r}=-\frac{v}{1-v} q_{z}$ (12)
Taking into account Eqns. (11) and (12), it is possible to determine the shear pressure qs as:
$q_{s}=\sqrt{q_{z^{2}}+q_{r}^{2}}$ (13)
When comparing the shear strength for pine bark with the obtained values, the inequality qs≥σss (0.33 MPa for unfrozen wood) is observed up to the moment of maximum convergence. It means that at depth ho, an area Δs=πho2=1662∙10-6 m2 is wholly debarked. Here, the value of the shock impact is Ii=99.34 N s.
For the frozen pine, the value of 1.1 MPa≤σss≤1.8 MPa. In this case, the value of shear pressure is insufficient within Δs, meaning no proper debarking. Therefore, it is necessary to reduce the σss value of wood by machining it or increase the qs value by applying drum knives. However, additional processing leads to unnecessary costs, while knives affect the quality of wood and increase losses.
A single impact on the melted pine wood against the inner surface of the drum is enough to meet the debarking condition within Δs.
The bark volume was ∑Vb=0.06 m3 with coefficients of kf=0.48, kb=0.16 and =0.38. The maximum bark volume obtained during a single impact is Vb=πhk3=125∙10-6 m3, and the minimum required number of impacts is N∑=470.
The process of striking the hard surface of the drum is supposed to be fully reproduced at each cycle. The duration of process Td is the primary indicator of group debarking. In the case of frozen mass, the debarking time increases, leading to the previously mentioned consequences. The following formula determines the time for the mathematical model:
$T_{o}=\frac{f_{1} f_{2} f_{3}}{8 n \Delta s}$ (14)
where,
$f_{1}=\frac{1}{a} \ln \left(\frac{100 \sum_{0}^{N-1} \frac{a^{i}}{i !}}{100-K}\right)$ (15)
where, parameter a indicates the average number of impacts: $a=\frac{N K}{100}$.
$f_{2}=\frac{0.85 D^{2} l \beta}{d}$ (16)
where, $\beta=\arccos \left(1-\frac{d^{2}}{2(D-d)^{2}}\right)$.
$f_{3}=f\left(K_{i}\right)$ (17)
where, i=1, 2, 3, 4 indicate dimensionless values: the coefficient of filling (K1); the coefficient corresponding to the share of bark from the log mass (K2), the coefficient corresponding to the solid volume of wood (K3), the coefficient corresponding to the thickness of the bark relative to the log diameter (K4).
From Eqns. (14)-(17), the main characteristics of collisions are N and Δs. Modeling of pine and aspen debarking showed an exponential character of Δs (σss). It indicates that during group debarking of frozen pulpwood in the impact interaction process, the volume of pulpwood destruction is sharply reduced. Consequently, a higher number of impacts takes place, which is confirmed by simulations of pine and aspen debarking: d = 0.16 m, l = 1.9 m, D = 2.1 m, L = 4 m, n = 9.8 r/pm, K1=0.48, K2=0.11 for pine and K2=0.19 for aspen, K3=0.33, K4=0.019 for pine and K4=0.044 for aspen. The specified quality is accepted as К=85%.
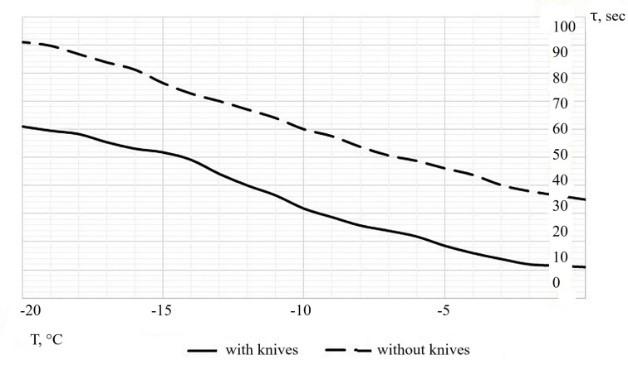
The calculations showed that in the processing of frozen wood, the duration of the logs' impact interaction time increases by multiple times. It leads to the corresponding increase in Td required for debarking with allowance for processing quality. The research of dependence of debarking time on the temperature of pine and aspen has shown that decreasing temperature increases the process duration. As can be seen from Figure 1, the debarking time increases considerably at temperatures below –10°C. The time reduction is about 1.5–3 times when debarking logs without knives and their sharpening at an angle of 30°. Hence, the efficiency of the operation is considerably higher, and the costs are significantly reduced.
Figure 1. Wood debarking time vs. temperature of the wood
Knives placed on the inner part of the drum are used to speed up the process. In such a case, consideration should be given to the angle of sharpness φ1 of the knife, interacting with the bark, thickness hb that acts on it at an angle φ2=π- φ1/2 and force of impact P that forms corresponding dynamic load impacts in the contact zone of the area Δs.
The corresponding axial pressures qz and qr were determined in the standard (vertical) z and radial (horizontal) r coordinates system. Afterward, the value of resulting reduced pressure qs was established. This pressure leads to the destruction of the elementary bark layer to the depth of contact ho. The value of the vertical pressure qzis defined as:
$q_{z}=-\frac{q_{o} f(\zeta, \rho)}{2\left(1-v^{2}\right)}$ (18)
where, f (ζ, ρ) is a two-dimensional function of dimensionless vertical $\varsigma={ }^{Z} / h_{o}$ and horizontal $\rho=r / h_{o}$ coordinates:
$f(\zeta, \rho)=0,5 \ln \left(\frac{b_{0}^{2}+2 b_{0} b_{1} \cos (\beta-\alpha)+b_{1}^{2}}{\zeta+\sqrt{\zeta^{2}+\rho^{2}}}\right.\left.+\zeta\left(\frac{1}{\sqrt{\zeta^{2}+\rho^{2}}}-\frac{\cos \alpha}{b_{0}}\right)\right)$ (19)
The values b0, b1, α, and β as parts of (19) are determined as follows:
$b_{1}=1+\varsigma^{2}$ (20)
$b_{0}=\left(\varsigma^{2}+\rho^{2}-1\right)^{2}+4 \varsigma^{2}$ (21)
$\operatorname{\varsigma t g} \beta=1$ (22)
$\left(\varsigma^{2}+\rho^{2}-1\right) \operatorname{tg} \alpha=2 \varsigma$ (23)
The value of the initial contact pressure qois is defined as follows:
$q_{0}=\frac{3 k}{\pi D_{b}}\left(\frac{5 m v^{2}}{4 k}\right)^{1 / 5}$ (24)
The values qr and qsare determined using Eqns. (12) and (13).
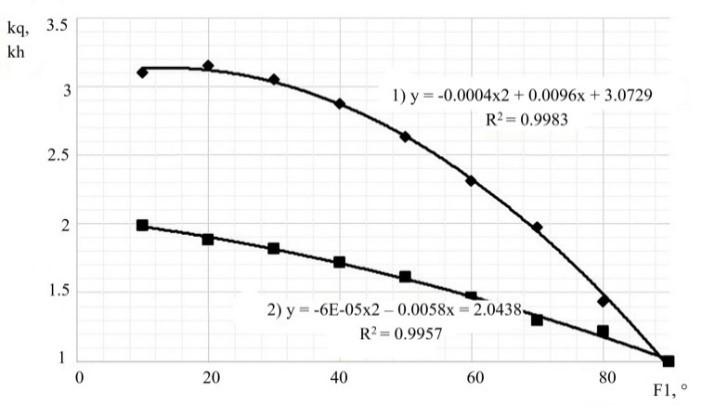
Figure 2 shows the dependence of the coefficients kq (curve 1) and kh (curve 2) on the inclination angle of knives. As seen, the knives facilitate an increase in the contact pressure and almost double the size of the contact approach.
Figure 2. Parameters of debarking vs. knife angle
The increase in the coefficients with the angle reduction leads to higher contact pressure and elemental zone size, reducing, thus, the debarking time.
In a work by Vasiliev et al., the effect of the logs' collision with internal parts of the barking drum and between each other on the process simulation was ignored. Considering the logs as spherical bodies, they were shown to affect the group debarking process in terms of quality and duration [13].
Nikonova considered the influence of the drum body rigidity on the behavior of the logs inside. It was indicated that increased stiffness leads to higher wood losses due to the specific distribution of forces. At the same time, the influence of the logs' stiffness in collision with each other was neglected. In this study, the influence of drum stiffness on the process was not considered. However, the number and force of logs striking each other and drum surface were taken into account [15].
Kharrat et al. studied the dependence of radial force on the angle of barking drum knives. It was shown that the closer the angle value to the perpendicular arrangement, the less wood loss and higher debarking quality can be achieved. That is particularly true for trees at –20 °C with a low value of radial force. Although consideration was given to the influence of knife sharpening angles, the angle of the knives on the drum body was neglected. In this case, the radial force was interpreted as the pressure in the radial direction [11].
The efficiency of technological processes in woodworking companies and the quality of the finished products depend directly on the treatment regimen of raw materials.
The value of bark's shear pressure changes rapidly (by almost 0.5 m/s in a short period), and the pressure amounts to 80%.
It was found that changes in the size of the debarking area are exponential relative to the ultimate shear strength for trees of different types. However, this value is 2.5-3 times lower for perennial trees than for short-lived ones.
Decreasing temperature from 0 to –20°C increases the log processing time from 11 to 61 minutes (for debarking drums with knives) and from 35 to 92 minutes (for debarking drums without knives).
When the knife sharpening angle increases, the depth of bark destruction decreases, and the pressure on the debarking area also diminishes.
Further research is needed with other tree species used for wood chips production, as well as for establishing dependencies of woody plant features in other climatic zones.
The work was carried out within the confines of the scientific school “Advances in lumber industry and forestry”. This paper was supported by the grant of the Russian Science Foundation № 22-26-00009, https://rscf.ru/project/22-26-00009/.
|
P |
force |
|
d |
diameter |
|
l |
length |
|
t |
period |
|
D |
drum of diameter |
|
L |
length |
|
W |
moisture value |
|
T |
temperature |
|
v |
speed |
[1] Harbi, J., Erbaugh, J.T., Sidiq, M., Haasler, B., Nurrochmat, D.R. (2018). Making a bridge between livelihoods and forest conservation: lessons from non-timber forest products' utilization in South Sumatera, Indonesia. Forest Policy and Economics, 94: 1-10. https://doi.org/10.1016/j.forpol.2018.05.011
[2] Blumroeder, J.S., Burova, N., Winter, S., Goroncy, A., Hobson, P.R., Shegolev, A., Dobrynin, D., Amosova, I., Ilina, O., Parinova, T., Volkov, A., Graeber, U.F., Ibisch, P.L. (2019). Ecological effects of clearcutting practices in a boreal forest (Arkhangelsk Region, Russian Federation) both with and without FSC certification. Ecological Indicators, 106: 105461. https://doi.org/10.1016/j.ecolind.2019.105461
[3] Bragă, C., Dincă, L. (2019). Forest is not only wood: Evaluating non-timber products from Dâmboviţa county. Current Trends in Natural Sciences, 8(15): 73-78. https://www.natsci.upit.ro/issues/2019/volume-8-issue-15/forest-is-not-only-wood-evaluating-non-timber-products-from-d%C3%A2mbovi%C5%A3a-county/.
[4] Ramage, M.H., Burridge, H., Busse-Wicher, M., Fereday, G., Reynolds, T., Shah, D.U., Wud. G., Yuc, L., Fleminga, P., Densley-Tingleye, D., Allwoode, J., Dupreec, P., Linden, P.F., Scherman, O. (2017). The wood from the trees: the use of timber in construction. Renewable and Sustainable Energy Reviews, 68(Part 1): 333-359. https://doi.org/10.1016/j.rser.2016.09.107
[5] La Thi, T., Darr, D., Pretzsch, J. (2021). Analysis of acacia hybrid timber value chains: A case study of woodchip and furniture production in central Vietnam. Forest Policy and Economics, 125(C): 102401. https://doi.org/10.1016/j.forpol.2021.102401
[6] Gülci, N., Akay, A.E., Erdaş, O. (2017). Productivity assessment of alternative timber debarking methods. Šumarski List, 141(9-10): 469-476. https://doi.org/10.31298/sl.141.9-10.3
[7] Thorn, S., Bässler, C., Bußler, H., Lindenmayer, D.B., Schmidt, S., Seibold, S., Wende, B., Müller, J. (2016). Bark-scratching of storm-felled trees preserves biodiversity at lower economic costs compared to debarking. Forest Ecology and Management, 364: 10-16. https://doi.org/10.1016/j.foreco.2015.12.044
[8] Heppelmann, J.B., Labelle, E.R., Wittkopf, S., Seeling, U. (2019). In-stand debarking with the use of modified harvesting heads: A potential solution for key challenges in European forestry. European Journal of Forest Research, 138: 1067-1081. https://doi.org/10.1007/s10342-019-01225-y
[9] Pasztory, Z., Mohácsiné, I.R., Gorbacheva, G., Börcsök, Z. (2016). The utilization of tree bark. BioResources, 11(3): 7859-7888. https://ojs.cnr.ncsu.edu/index.php/BioRes/article/view/9371
[10] Beltrán-Rodríguez, L., Valdez-Hernández, J.I., Saynes-Vásquez, A., Blancas, J., Sierra-Huelsz, J.A., Cristians, S., Martínez-Ballesté, A., Romero-Manzanares, A., Luna-Cavazos, M., de la Rosa, M.A.B., Pineda-Herrera. E., Maldonado-Almanza. B., Ángeles-Pérez, G., Ticktin, T., Bye, R. (2021). Sustaining medicinal barks: survival and bark regeneration of amphipterygium adstringens (Anacardiaceae), a tropical tree under experimental debarking. Sustainability, 13(5): 2860. https://doi.org/10.3390/su13052860
[11] Kharrat, W., Hernández, R.E., Cáceres, C.B., Blais, C. (2021). Influence of radial force and rake angle on ring debarking efficiency of frozen and unfrozen black spruce logs. European Journal of Wood and Wood Products, 79(3): 629-643. https://doi.org/10.1007/s00107-020-01640-8
[12] Chahal, A., Ciolkosz, D. (2019). A review of wood-bark adhesion: methods and mechanics of debarking for woody biomass. Wood and Fiber Science, 51(3): 288-299. https://doi.org/10.22382/wfs-2019-xxx
[13] Vasilev, A.S., Shegelman, I.R., Galaktionov, O.N., Kuznetsov, A.V., Sukhanov, Y.V., Shtykov, A.S. (2019). Using the knowledge base as a tool for improving forestry technology (by example, harvester head). Journal of Computational and Theoretical Nanoscience, 16(7): 3076-3086. https://doi.org/10.1166/jctn.2019.8223
[14] Pobedinskii, E.V., Iovlev, G.A. (2019). The application of MATLAB in the study of rotary debarking machines. Youth and Science, 4: 70. http://min.usaca.ru/uploads/article/attachment/4524/%D0%9F%D0%BE%D0%B1%D0%B5%D0%B4%D0%B8%D0%BD%D1%81%D0%BA%D0%B8%D0%B9__2_.pdf.
[15] Nikonova, U.V. (2017). The simulations of pulpwood impacts in debarking drum. Resources and Technology, 14(2): 49-61. https://doi.org/10.15393/j2.art.2017.3801