Rasaq A. Kazeem*![]() | David A. Fadare
| David A. Fadare![]() | Adedayo S. Adebayo
| Adedayo S. Adebayo![]() | Omolayo M. Ikumapayi
| Omolayo M. Ikumapayi![]() | Adetokunbo A. Awonusi
| Adetokunbo A. Awonusi![]() | Ademola A. Dare
| Ademola A. Dare![]() | Imhade P. Okokpujie
| Imhade P. Okokpujie![]()
© 2023 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
This paper presents a report on cutting fluids utilization and its impacts on workers in machining workshops in Ibadan, Nigeria. The major users of cutting fluids and their workshops were identified. It was found that there are 103 operating metal workshops in Ibadan and these workshops are located within seven local government areas of the city. Out of the total number, 85 are in fabrication, 39 are in crankshaft operations and 32 are engaged in block boring operations. The type and consumption of cutting fluids, coolant delivery techniques, length of use before disposal, disposal methods, and monitoring maintenance were studied. The results indicated that the most used cutting fluid is soluble oil with average total consumption of 402 litres monthly. The pouring of spent cutting fluids on the ground is the most adopted disposal method. Research on occupation exposures to cutting fluids has suggested that machine operators in metal cutting are at high risk of developing cancer, allergenic disorders, and lung diseases. Results obtained also showed that less than 22% of machine operators were aware of occupational hazards. Few of the operators (23%) wore safety devices/clothing, and health and safety standards were neither practiced nor enforced.
cutting fluids, operators, workshops, machining, soluble oil
Thousands of operators in Nigeria are exposed to cutting fluids while producing parts for autos, farm machinery, aviation, and heavy equipment. Cutting fluids are complicated blends of oils, biocides, surfactants, detergents, anti-corrosive agents, lubricants, and possibly poisonous substances [1]. During machining processes, cutting fluids act as a lubricant and coolant, as well as a transporter, carrying chips away from the cutting site [2]. Cutting fluids offer substantial benefits, but their use endangers the environment and employees' health. According to studies on occupational exposure to cutting fluids, machining workshop personnel are at likelihood of developing allergic diseases and illnesses [3]. Cutting fluids have been linked to a variety of medical conditions, including irritation of the throat, nose, eyes, and lungs. Interaction with cutting fluids has been linked to acne, dermatitis, hypersensitivity pneumonitis, asthma, upper respiratory tract discomfort, and a variety of malignancies [4]. The magnitude of health concerns is determined by several characteristics, including the type of fluid, the extent and type of pollution, and the intensity and length of exposure. The cutting fluids and the human respiratory mechanism interact chemically, causing respiratory discomfort. Inhaling cutting fluid aerosol may cause irritation to the throat, lungs, and nose. Acute exposure with cutting fluid, on the other hand, happens when the worker inserts his hands into the fluid or handles fluid-covered tools, parts, and equipment without using personal protection equipment such as gloves and aprons. If guarding is lacking or poor, fluid splashing onto the employee from the machine may also increase the risk of skin contact [5].
Furthermore, the major difficulty of cutting fluids is particularly connected to their improper disposal, which results in surface water and groundwater contamination, as a result, agricultural product, and food contamination [6]. Additionally, cutting fluid particles that linger in the air for a long time can have an impact on workers who are not in contact with the cutting fluids directly [7, 8]. Laws to control the use of lubricants in nations have been passed because of public knowledge of these dangerous consequences of employing cutting fluid. Nigeria has a law banning the disposal of toxic substances such as the disposal of mineral oils. The Pollution abatement in industries and facilities generating waste regulation 5.1.9 of 1991 among other things imposes restrictions on the release of toxic substances and stipulates requirements for monitoring of pollution to ensure that permissible limits are not exceeded while unusual and accidental discharge contingency plans, generators liability and strategies for waste reduction the safety are put in place. Section (1) stipulates that 'No oil in any form shall be discharged into the public drain, rivers, lakes, sea, or underground injection without a permit issued by the agency or any organization designated by the Agency (Federal Ministry of Environment)’. Most metal workshop owners and operators in Nigeria go against this law. Most of them are illiterates that lack awareness and training in occupational health and safety, thereby exposing a large number to risk if further attempts to improve occupational health and safety are not made. Metal cutting workshops abound in Ibadan (the largest city in West Africa) in various parts of the city. These workshops are involved in the use of conventional machines for the fabrication and repair of machine parts/components. More advocacies will be needed to be able to enlighten the workshop operators on proper use and health risks associated with the use of the working fluid. A comprehensive data is however required in order to assure of the effectiveness of such advocacy. This study is therefore carried out to:
The research was carried out among metal-cutting workshops in Ibadan, the capital city of Oyo State, Nigeria. Ibadan lies on latitude 7.4°N and 3.9°E. It has an altitude of 200 m, and it is situated in the southwestern part of Nigeria's tropical rainforest. Its mean annual temperature and relative humidity are 27°C and 96%, respectively. The city is divided into eleven (11) local governments which include Akinyele, Egbeda, Oluyole, Ona Ara, Ibadan Southwest, Ibadan Southeast, Ibadan North, Ibadan Northeast, Ibadan Northwest, Ido, and Lagelu local governments. These local governments are subdivided into local government areas. The survey was conducted using a combination of desk study, primary data collection through the development and administration of questionnaires, field visits, and employing descriptive statistics analysis methods in analyzing results obtained. Primary data sources were explored to generate the information required for various aspects of the study. The survey instruments used to obtain primary data are sets of questionnaires addressed to the users/generators of cutting fluids, digital cameras, and ARGIS portable equipment. The survey was carried out in all the 103 metal cutting workshops in Ibadan and in all its local governments. Information was collated from operators who were metal fabricators, crankshaft operators as well as their union leaders. The union leaders helped with the locations of the metal workshops visited.
3.1 Identification of cutting fluids users/ suppliers/ producers in Ibadan
There are no metal cutting workshops in Ido, Ona Ara, Ibadan Southeast, and Ibadan Northwest local governments. Table 1 shows the details of the visited metal workshops.
3.2 Mode of ownership of metal workshops
The 103 metal workshops visited have different modes of ownership i.e., Governmental/Institutional based workshops, privately owned workshops, and industrial-owned workshops. Figure 1 represents the percentage of the mode of ownership of various metal workshops in Ibadan. Among the industrial-owned metal workshops (2.91% representing 3 workshops) are manufacturing, construction, and automobile-based companies. Government-owned metal workshops (7 workshops altogether) are institutionally based workshops that are provided to expose students to practices that embody production, automobile, and metallurgical engineering. There are 93 privately owned metal cutting workshops altogether. As earlier mentioned, there are majorly three types of metal cutting operations being carried out in Ibadan, Oyo State, Nigeria. They include (i) Fabrication, which entails machining operations such as turning, milling, grinding, drilling, threading, facing, and boring. It is the most practiced metal cutting operation in the city (ii) Crankshaft machining; operations carried out include turn-turn broaching, spigot flange and journal machining, end hole and counter boring, external milling, internal milling, turning, and broaching of thrust wall, broaching, end hole and counter boring, and cutting to length and centering. (iii) Block boring operations conducted among metal workshops in Ibadan are engine block boring, engine block surfacing, spot facing, bearing cap conversion, blind hole operations, cylinder chamfering, thread milling freeze plug holes, block lighting, centering, and block engraving. In the case of the crankshaft and block boring operations, not all the workshops perform the whole operations listed above but a larger percentage of the workshops perform all the activities. This is due to a lack of necessary facilities and technicalities.
Figure 1. Mode of ownership of machining workshops in Ibadan
Figure 2. Analysis of coolants/lubricants used in the workshops
Table 2 shows the number of each metal cutting workshops by their respective local governments. In every local government, fabrication workshops greatly outnumbered the crankshaft and block boring workshops. From the chart, Akinyele, Oluyole, and Ibadan North local governments have an equal number of the crankshaft and block boring workshops. This is because most of the workshops that fall into the local government areas carry out these two operations. Virtually all the crankshaft operators perform block boring work since they are automobile-related operations. Out of the 103 metal cutting workshops, 63 carry out fabrication operations only, 5 perform crankshaft operations, crankshaft, and block boring operations (13 workshops), fabrication and block boring (1 workshop), fabrication and crankshaft operations (3 workshops), and 18 of the workshops do the three operations. None of the workshops does block boring operations alone. Ibadan Southwest has the highest number of workshops for all three operations. Ogunpa, Oke-Bola, and Idikan areas are popularly known to have the best metal working operators in Ibadan. They are highly rated by most vehicle and truck mechanics in the city when repair work is to be carried out, especially on the crankshaft and block boring works. However, they fabricate different things such as local grinding machining, pelletizing machines, extruders, and prototypes of machine components.
3.3 Types of cutting fluids used for metal cutting operations and their management
Research visits to the 103 metal workshops in Ibadan showed that machine operators do not use the commonly used cutting fluids designed for machining purpose alone. They also make use of other fluids, and these fluids pose serious threats to human health and the environment after disposal. Various types of cooling/ lubricating fluids that are been used in the visited metal workshops in Ibadan include soluble oil (mineral oil-based cutting fluid), kerosene, used engine oil, water and detergent, vehicle radiator coolant, palm oil (food cooking oil), diesel, compressed air, and water only. Table 3 shows the number/percentage of the users of the cooling/lubricating fluids listed earlier.
Most of the workshops make use of soluble oil as cutting fluids due to its long-term use [9]. Despite the complaints of its high cost of purchase, they still prefer it to other fluids because it gives a good surface finish, longer tool life, corrosion reduction, etc. Several respondents admit that they consider alternative fluids when customers are not ready to pay for a good work forgetting the consequences of these fluids on their health, environment, cutting tools, and workpiece materials. Some machine operators use more than one fluid for cutting operations. A respondent from Ibadan North local government reported that cooling/lubricating fluid is workpiece and cutting operation dependent. He emphasized that during tapping and die operations, used engine oil is applied to lubricate since he cannot afford to buy straight cutting oil for a small pay job. Another respondent at a workshop in Akinyele local government said he does not see the need for using soluble oil for every machining operation. In his words, 'Any lubricating oil is metalworking oil'. He explained that he has used engine oil and palm oil for tapping operations severally, kerosene for machining cast iron, and vehicle radiator coolant in situations where other lubricating oils are not readily available. He confessed that in some machining works with little payment, he uses water as a coolant even though it rusts both the workpiece and the machine tool being used. The analysis of lubricants/cooling agents used is shown in Figure 2. From the analysis, the fabrication workshops have the chance of using more fluids than crankshaft and block boring workshops. The most used fluid in fabrication workshops is soluble oil. Over 72 percent of the machine shops use soluble oil for machining to reduce the cost of tooling and meet the life expectancy of their machine tools. During the field visits, quite some machine tools are aged due to machine operators' improper selection of cutting fluids. Diesel and soluble oil have equally been used in crankshaft operations. In the interviews with a few crankshaft operators that use diesel for machining, they explained that diesel is preferable to soluble oil for two reasons; first, soluble oil is more expensive than diesel. A liter of soluble oil costs ₦2,400.00 (5.72 US dollars) while diesel on the other hand is ₦800.00 (1.91 US dollars) per liter. It was reported that machining with soluble oil makes the workpiece dull after machining. Moreover, if such a crankshaft is not being used for its purpose immediately, rusts begin to occur. In block boring workshops, used engine oil is more frequently applied for cutting operations. Soluble oil and kerosene are used as a substitute if used engine oil is not available. From their views, used engine oil is the best for block boring operations.
3.4 Mode of application of cutting fluids
The majority (59%) of the workshops use the automated (flooding method) mode of application of fluids. 34 percent of the total workshops adopt the manual mode of the application using bottles for fluid storage. The remaining workshops take both manual and automated modes of application. Most of the operators practice the manual method when the in-built pumps of their machines stop working. Another reason pointed out was that the application of cutting fluid manually is more economical in the sense that a lesser volume of cutting fluid is required for machining. A sump tank can contain about fifty litres of emulsified fluid at a time. If a machine shop is to consider the automated way of application, the minimum quantity of soluble oil that can be used for the concentration is one liter. Only a few drops of soluble oil are needed for a manual method with bottles. Therefore, some people count the flooding method as a waste of resources. None of the machine workshops practice the minimal delivery mode of fluid application popularly known as minimum quantity lubrication (MQL). MQL refers to total use without residue, applying lubricants between 10 to 100 ml/h [10, 11].
3.5 Management practices of soluble oil
The study has focused mainly on the management practices of soluble oil as a cutting fluid. The set of questionnaires used for this survey work was prepared for the assessment of cutting fluids designed for machining purposes. Diesel, kerosene, used engine oil, etc. are not designed for machining. Diesel serves other purposes like fueling cars, trucks, and generators. Kerosene on the other hand is an important household fuel for stoves, lanterns, and furnaces [12]. The management practices involve the consumption of soluble oil, monitoring of soluble oil, disposal methods of soluble oil, how long soluble oil takes before disposal, and treatment of spent soluble oil before disposal [13]. All information collected on management practices of soluble oil are provided in Tables 4-10.
Table 1. Distribution of machining workshops in Ibadan by Local Government
|
S/N |
Name of Local Government |
Number of workshops |
Location of workshops |
|
1 |
Akinyele |
15 |
Ojoo (10), Moniya (5) |
|
2 |
Egbeda |
9 |
Adegbayi (5), Salau (1), Airport Road (3) |
|
3 |
Ibadan North |
15 |
Polytechnic Ibadan (1), Barika (1), University of Ibadan (5), Sango (3), Mokola (1), Samonda (1), Gbaremu (3) |
|
4 |
Ibadan Northeast |
10 |
Agodi Gate (7), Idi-Ape (3) |
|
5 |
Lagelu |
4 |
Omolaso (1), Leyland (1), Godogbo (1), Olodo (1) |
|
6 |
Ibadan Southwest |
41 |
Ogunpa (9), Apata (1), Oluyole (2), Idikan (7), Aleshiloye (2), Idi-Shin (1), Oke- Bola (9), Akilapa (2), Oke Seni (1), Ifeleye (2), Liberty (1), Omifunfun (3), Orita Challenge (1) |
|
7 |
Oluyole |
9 |
Podo (9) |
|
|
Total number of workshops |
103 |
|
Table 2. Types of machining workshops in Ibadan by Local Government
|
Name of Local Government |
Number of workshops in each Local Government |
||
|
Fabrication |
Crankshaft |
Block Boring |
|
|
Akinyele |
14 |
8 |
8 |
|
Oluyole |
5 |
4 |
4 |
|
Egbeda |
7 |
2 |
1 |
|
Lagelu |
4 |
- |
- |
|
Ibadan North |
13 |
7 |
7 |
|
Ibadan Northeast |
7 |
6 |
4 |
|
Ibadan Southwest |
35 |
12 |
8 |
|
Total |
85 |
39 |
32 |
Table 3. Cutting fluids used according to the number of workshops
|
Cooling/lubricating fluids |
Number/percentage of users |
|
Diesel |
33 (32%) |
|
Water only |
15 (14.56%) |
|
Water and detergent |
10 (9.7%) |
|
Radiator coolant |
1 (0.97%) |
|
Compressed air |
1 (0.97%) |
|
Soluble oil |
79 (76.69%) |
|
Kerosene |
8 (7.76%) |
|
Palm oil |
1 (0.97%) |
|
Dry machining |
15 (14.56%) |
|
Used engine oil |
28 (27.18%) |
Table 4. Soluble oil management in Ibadan Southwest Local Government
|
Workshop coded name |
Monthly consumption |
Method of disposal |
Treatment before disposal |
Length before disposal |
Monitoring check(s) that prompt disposal |
|
IBSW 1 |
4 |
Pouring into a storm drainage |
No |
2 weeks |
Visual and odor |
|
IBSW 2 |
10 |
Pouring on ground |
No |
3 weeks |
Visual |
|
IBSW 3 |
10 |
Pouring into river |
No |
3 weeks |
Odor |
|
IBSW 4 |
5 |
Pouring into a storm drainage |
No |
2 weeks |
Visual |
|
IBSW 5 |
2 |
Pouring into river |
No |
1 month |
Odor |
|
IBSW 6 |
10 |
Pay to environmental agency |
Yes |
After work |
- |
|
IBSW 7 |
15 |
Pouring into dung hole |
No |
1 week |
Visual |
|
IBSW 8 |
12 |
Pouring into river |
No |
3 weeks |
Visual |
|
IBSW 10 |
2 |
Pouring into river |
No |
2 weeks |
Odor |
|
IBSW 11 |
5 |
Pouring into a river, storm drainage, ground |
No |
2 weeks |
Visual |
|
IBSW 12 |
8 |
Pouring into a river, storm drainage, ground |
No |
1 week |
Visual and odor |
|
IBSW 13 |
5 |
Pouring into river |
No |
2 weeks |
Visual |
|
IBSW 14 |
2 |
Pouring on disposal ground to aid burning |
No |
3 weeks |
Visual |
|
IBSW 15 |
15 |
Pouring into storm drainage and bush |
No |
1 week |
Visual |
|
IBSW 16 |
4 |
Pouring into a storm drainage |
No |
3 weeks |
Visual |
|
IBSW 18 |
3 |
Pouring into a storm drainage |
No |
2 weeks |
Visual |
|
IBSW 19 |
3 |
Pouring on the ground |
No |
1 week |
Visual |
|
IBSW 20 |
2 |
Topping of fluid (no replacement) |
- |
- |
- |
|
IBSW 21 |
4 |
Pouring into a storm drainage |
No |
2 weeks |
Visual and odor |
|
IBSW 22 |
4 |
Pouring into storm drainage, ground |
No |
3 weeks |
Odor |
|
IBSW 23 |
2 |
Pouring into a storm drainage |
No |
2 weeks |
Visual |
|
IBSW 24 |
3 |
Pouring into river |
No |
2 weeks |
Visual and odor |
|
IBSW 26 |
5 |
Pouring into river |
No |
2 weeks |
Visual and odor |
|
IBSW 27 |
5 |
Pouring into a storm drainage |
No |
3 weeks |
Visual |
|
IBSW 28 |
5 |
Pouring on the ground |
No |
2 weeks |
Odor |
|
IBSW 29 |
5 |
Pouring on the ground |
No |
3 weeks |
Visual |
|
IBSW 30 |
4 |
Pouring into a storm drainage |
No |
1 week |
Visual |
|
IBSW 31 |
3 |
Pouring into a storm drainage |
No |
2 weeks |
Visual |
|
IBSW 32 |
2 |
Pouring on the ground |
No |
2 weeks |
Visual |
|
IBSW 34 |
4 |
Pouring into a storm drainage |
No |
2 weeks |
Visual |
|
IBSW 35 |
5 |
Pouring into river |
No |
3 days |
Visual |
|
IBSW 36 |
1 |
Pouring on the ground |
No |
3 weeks |
Odor |
|
IBSW 37 |
1 |
Pouring into a storm drainage |
No |
1 month |
Visual |
|
IBSW 38 |
4 |
Pouring on the ground |
No |
2 weeks |
Visual |
|
IBSW 39 |
5 |
Pouring into a storm drainage |
No |
1 month |
Odor |
|
IBSW 40 |
1 |
Pouring on the ground |
No |
2 weeks |
Visual |
|
IBSW 41 |
2 |
Pouring into bush |
No |
1 month |
Visual |
|
Total litres Monthly |
182 L |
|
|
|
|
Table 5. Soluble oil management in Egbeda Local Government
|
Workshop coded name |
Monthly consumption |
Method of disposal |
Treatment before disposal |
Length before disposal |
Monitoring check(s) that prompt disposal |
|
Egbeda 1 |
4 |
Pouring on the ground |
No |
2 weeks |
Visual |
|
Egbeda 2 |
5 |
Pouring on the ground |
No |
1 week |
Visual |
|
Egbeda 3 |
2 |
Pouring on the ground |
No |
2 weeks |
Odor |
|
Egbeda 6 |
2 |
Pouring on the ground |
No |
3 weeks |
Visual and odor |
|
Egbeda 7 |
1 |
Pouring on the ground |
No |
1 month |
Visual and odor |
|
Total litres Monthly |
14 L |
|
|
|
|
Table 6. Soluble oil management in Lagelu Local Government
|
Workshop coded name |
Monthly consumption |
Method of disposal |
Treatment before disposal |
Length before disposal |
Monitoring check(s) that prompt disposal |
|
Lagelu 1 |
25 |
Pay to environmental agency |
Yes |
After Work |
- |
|
Lagelu 2 |
3 |
Pouring on the ground |
No |
1 Week |
Visual |
|
Lagelu 3 |
2 |
Pouring on the ground |
No |
2 Weeks |
Visual |
|
Lagelu 4 |
2 |
Pouring on the ground |
No |
2 Weeks |
Visual |
|
Total litres monthly |
32 L |
|
|
|
|
Table 7. Soluble oil management in Oluyole Local Government
|
Workshop coded name |
Monthly consumption |
Method of disposal |
Treatment before disposal |
Length before disposal |
Monitoring check(s) that prompt disposal |
|
Oluyole 4 |
3 |
Pouring on the ground |
No |
3 weeks |
Visual |
|
Oluyole 5 |
2 |
Topping of fluid (no replacement) |
- |
- |
- |
|
Oluyole 9 |
2 |
Pouring on the ground |
No |
3 weeks |
Visual |
|
Total litres monthly |
7 L |
|
|
|
|
Table 8. Soluble oil management in Akinyele Local Government
|
Workshop coded name |
Monthly consumption |
Method of disposal |
Treatment before disposal |
Length before disposal |
Monitoring check(s) that prompt disposal |
|
Akinyele 1 |
8 |
Pouring on the ground |
No |
1 month |
Visual |
|
Akinyele 2 |
5 |
Pouring into a storm drainage |
No |
5 days |
Visual |
|
Akinyele 3 |
10 |
Pouring on the ground |
No |
2 weeks |
Visual |
|
Akinyele 4 |
20 |
Pay to environmental agency |
Yes |
After work |
- |
|
Akinyele 6 |
5 |
Pouring on the ground |
No |
2 weeks |
Visual |
|
Akinyele 8 |
10 |
Pouring on the highway |
No |
3 weeks |
Odor |
|
Akinyele 10 |
5 |
Topping of fluid (no replacement) |
- |
- |
- |
|
Akinyele 11 |
2 |
Pouring into stream/ground |
No |
3 weeks |
Visual |
|
Akinyele 12 |
4 |
Pouring on disposal ground |
No |
2 weeks |
Visual |
|
Akinyele 13 |
2 |
Pouring on the ground |
No |
2 weeks |
Visual |
|
Akinyele 15 |
4 |
Pouring on the ground |
No |
2 weeks |
Visual |
|
Total litres monthly |
75 L |
|
|
|
|
Table 9. Soluble oil management in Ibadan Northeast Local Government
|
Workshop coded name |
Monthly consumption |
Method of disposal |
Treatment before disposal |
Length before disposal |
Monitoring check(s) that prompt disposal |
|
IBNE 1 |
5 |
Pouring on the ground |
No |
1 month |
Visual and odor |
|
IBNE 2 |
4 |
Pouring into a storm drainage |
No |
2 weeks |
Odor |
|
IBNE 3 |
10 |
Topping of fluid (no replacement) |
- |
- |
- |
|
IBNE 4 |
10 |
Pouring on the highway |
No |
1 month |
Odor |
|
IBNE 6 |
5 |
Pouring into the storm drainage |
No |
2 weeks |
Visual |
|
IBNE 8 |
2 |
Topping of fluid (no replacement) |
- |
- |
- |
|
Total litres monthly |
36 L |
|
|
|
|
Table 10. Soluble oil management in Ibadan North Local Government
|
Workshop coded name |
Monthly consumption |
Method of disposal |
Treatment before disposal |
Length before disposal |
Monitoring check(s) that prompt disposal |
|
IBN 1 |
5 |
Pouring to the ground |
No |
5 Months |
Visual and Odor |
|
IBN 2 |
5 |
Pouring to the river |
No |
3 Weeks |
Visual and Odor |
|
IBN 3 |
5 |
Pouring into the bush |
No |
1 Month |
Visual |
|
IBN 4 |
4 |
Pouring to the ground |
No |
1 Month |
Visual and Odor |
|
IBN 5 |
5 |
Pouring into the bush |
No |
1 Month |
Odor |
|
IBN 6 |
5 |
Pouring to the ground/ Storm drainage |
No |
2 Weeks |
Visual and Odor |
|
IBN 7 |
4 |
Pouring into the storm drainage |
No |
1 Month |
Visual and Odor |
|
IBN 8 |
10 |
Topping of fluid (no replacement) |
No |
- |
- |
|
IBN 9 |
4 |
Pouring to the ground to kill weeds |
No |
3 Weeks |
Visual |
|
IBN 11 |
10 |
Pouring on the disposal ground |
No |
3 Weeks |
Visual |
|
IBN 12 |
4 |
Topping of fluid (no replacement) |
No |
- |
- |
|
IBN 13 |
5 |
Pouring on the ground |
No |
2 Weeks |
Visual |
|
IBN 15 |
4 |
Pouring into river/ storm drainage |
No |
2 Weeks |
Visual |
|
Total litres monthly |
56 L |
|
|
|
|
3.6 The volume of consumption of soluble oil in Ibadan
By comparison, using Figure 3, Ibadan Southwest (IBSW) has the highest volume of consumption of soluble oil. This is because it is the center for machining activities in Ibadan. However, it has the largest number of workshops with a total of 37 metal workshops. Results have proved that the number of workshops does not guarantee the amount of soluble oil consumed by some local governments. Lagelu local government has four workshops, and it consumes more soluble oil than Egbeda and Oluyole local governments. Lagelu local government has an automobile company that consumes a large quantity of soluble oil in her cutting operations. The total average volume of soluble oil consumed monthly in Ibadan; Nigeria is 402 litres.
The quantity of soluble oil given is the quantity of soluble oil before emulsification i.e., before mixing with water at different ratios. The quantity after concentration cannot be feasible if this study should cover that. Virtually all the workshop operators do not take an accurate measurement of their concentration when preparing their cutting fluids. Assuming water to concentrate (soluble oil) in a ratio of 20 to 1 [14]. Now, from one gallon (4 litres) of concentrate, you have 20 gallons (80 litres) of the emulsified compound to dispose of. With this assumption and ignoring cutting fluids lost during operations due to splashes. Table 11 shows the average volume of soluble oil consumed before machining and the average volume of spent cutting fluids generated by local governments. The volume of consumption varied from as little as 1 liter to as high as 25 litres monthly. Soluble oils are sold in different packages such as gallons (4 litres), Jerry cans (20 litres), and drums (200 litres). Soluble oil in a gallon is the most purchased among the three packages. Drums are used mostly by the industrial sectors. From the survey, it was found that price of 20 litres of soluble oil is 48,000 naira (114.42 US dollars).
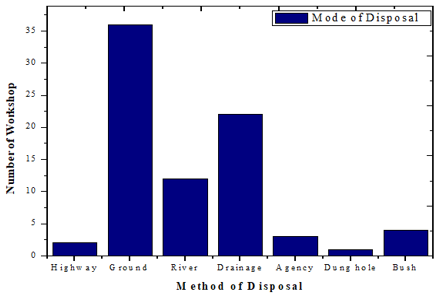
3.7 Mode of disposal of spent cutting fluids in Ibadan
Machine operators in Ibadan have seven (7) ways of disposing of spent cutting fluids as shown in Figure 4. This includes pouring in the river, ground, storm drainage (gutter), in a dung hole, highway, environmental agency, and bushes. Among the 79 metal workshops that use soluble oil, 3 workshops pay to environmental agencies for disposal, 36 disposed of on the ground, 12 pour spent fluids in the river or stream, 4 dispose of in the bush, 22 use storm drainage, 2 workshops dispose on the highway, 1 workshop prefers pouring in a dung hole. Only 7 workshops responded to not changing their used cutting fluids, they top when there is a reduction of fluid in their sump tanks.
Figure 3. Amount of soluble oil consumed monthly at each local government
Figure 4. Number of workshops adopting various modes of disposal
Figure 5. Percentage number of workshops responses to treatment of spent cutting fluids before disposal
Table 11. Estimated quantity of cutting fluids consumed monthly in each Local Government area
|
Name of Local Government |
No. of workshops |
Average vol. of soluble oil consumed monthly (L) |
Average vol. of emulsified oil consumed (L) |
|
Ibadan Southwest |
37 |
182 |
3640 |
|
Akinyele |
11 |
75 |
1500 |
|
Ibadan North |
13 |
56 |
1120 |
|
Lagelu |
4 |
32 |
640 |
|
Ibadan Northeast |
6 |
36 |
720 |
|
Oluyole |
3 |
7 |
140 |
|
Egbeda |
5 |
14 |
280 |
|
Total |
79 |
402 |
8040 |
3.8 Treatment of spent cutting fluids before disposal
Out of 79 metal workshops using soluble oil for machining, 71 responded to not treating spent cutting fluids before disposal, 3 workshops do the treatment while 5 workshops do not dispose of spent cutting fluids at all. Figure 5 shows the percentage number of workshops that responded to YES, NO, and category of workshops that do not dispose of cutting fluids (no replacement). Those in this category top the fluids in their tanks when there is a need to.
3.9 Monitoring checks/ length of emulsion cutting fluids in Ibadan
The workshop operators have adopted two means of monitoring emulsified oil before disposal: visual and odor monitoring. Visual monitoring is a situation whereby the color of the emulsion cutting fluids changes from white to brown and is observed manually by the sighting. On the other hand, staled emulsion cutting fluids smell irritating like a rotten egg smell. None of the workshop operators responded to the refractive index test, pH test, and bacterial test. It was found that 55% (44 workshops) monitor their emulsion fluids visually, 15% (12 workshops) do odor monitoring, 16% (13 workshops) use both visual and odor monitoring while the remaining 14% (10 workshops) either dispose of spent cutting fluids immediately after machining or top the tank for next operation. The average length/duration of emulsion cutting fluids before disposal ranges from one day to 4 weeks as summarized in Table 12.
Table 12. Duration of emulsified oil before disposal
|
Duration before disposal |
Frequency |
|
0-5 days |
5 |
|
1 week |
7 |
|
2 weeks |
30 |
|
3 weeks |
17 |
|
4 weeks |
12 |
|
20 weeks |
1 |
|
Topping of fluid (no disposal) |
7 |
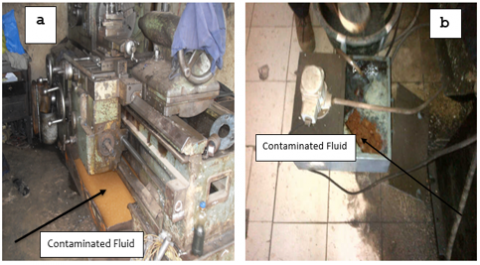
According to some of the operators, the length of emulsified oil depends on the frequency of time the machine tool runs. The more the machine tool runs, the longer the life of the emulsion cutting fluids. When the machine tool is idle for a few days, it affects the emulsion cutting fluids in the sump tank, thereby resulting in a rotten egg odor. It was also reported that the color of the cutting fluids changes mostly when there is a mix-up with leakage of tramp oils (oils used for lubrication of the machine components such as gearbox oil and machine ways oil). The emulsion cutting fluids can stay longer than one month provided machine operators can carry out some monitoring tests on their oils. From research observations, factors leading to early disposal of emulsified oil include but are not limited to contact of the emulsion cutting fluids with microbial organisms e.g., bacterial and fungi, exposure of oil sump tanks to atmospheric impurities and workshop residue e.g., chips and filings, mixing of soluble oil with filthy water, and non-adherence to best practices governing workshop management. These factors can be caused by using unclean water for fluid mixture and dilution, dipping of hands into fluids during fluid preparation, chips that come off the machine when a metal is being machined, tramp oils, and full/partial exposure of sump tanks of machine tools. Almost 100% of the machine operators responded positively to dipping hands into the solution during the fluid mixture. If at the time of mixture, the operator's hands are dirty, it will bring bacteria into the emulsion cutting fluids. An investigation of machine tool sump tanks condition shows that many of the machines are old, and their sump tanks are either partially covered or exposed. Exposure of soluble oil to air is an opportunity for bacteria to enter and multiply in millions. Figure 6 shows exposed sump tanks of two workshop lathe machines. As the sump tanks are exposed, excessive bacteria, tramp oil, chips, or wastes can seep into and contaminate the cutting fluids easily. Contaminated cutting fluids lead to terrible damage to the machine tools which often have dire financial implications for machines. Contaminated machine coolant eats rubber, plastic, Plexiglas, insulation, and human flesh.
Figure 6. (a) Exposed machine sump with three weeks emulsion cutting fluid (b) Exposed machine sump with five months emulsion cutting fluid
3.10 Awareness of safety and occupational hazards
This study determined the perception of occupational hazards and health problems among the 343 machine operators that were interviewed. Cutting fluids are complex in their compositions so therefore they may be irritant and allergic to the users [15-17]. The majority (268 operators) were not aware that machining with cutting fluids has serious health concerns. The lack of awareness of this danger has resulted in health problems in different parts of their bodies. This low awareness results in exposure of operators to potentially dangerous chlorinated paraffin compounds, inhalation of mist or aerosol without nose covers, wearing of cutting fluids-soaked clothes, manual mixing of cutting fluids, and cleaning of machines sump tanks with bare hands. Table 13 shows awareness of hazards and safety measures in the workshops among respondents.
Table 13. Awareness of hazards and safety measures in the workshops among respondents
|
Awareness of safety and occupational hazards |
Frequency |
|
Yes |
75 (21.86%) |
|
No |
268(78.13%) |
|
How often do you use safety devices during machining operations? |
|
|
Always use |
81 (23.62%) |
|
Rarely |
21 (6.1%) |
|
Occasionally |
21 (6.1%) |
|
Never use |
220 (64.14%) |
|
Reasons for not using safety devices always |
|
|
Employer not providing |
50 (14.58%) |
|
Devices not convenient |
134 (39.07%) |
|
Devices not necessary |
78(22.74%) |
|
Always use |
81 (23.61%) |
Data analysis of the awareness of safety and occupational hazards revealed that 78.13% of the operators were unaware of the dangers involved in the use of cutting fluids while 21.86 (75 operators) were aware of it. The operators in the industrial and academic sectors are the ones who often use protective devices, as they regard safety first in their organizations. Likewise, some privately owned operators with previous working experiences in industries still engage in the frequent use of safety devices. A larger number of the operators have never used safety devices before as they see no reason for using them. Some of their excuses for not using safety devices are: (i) Devices are not provided by their workshop operators (employers) - They claim that in most organizations, it is the employers that provide safety devices. (ii) Devices are not convenient – They complained that a lot of heat is generated when machining and the poor ventilation causes some discomfort to them. Only a few of the workshop operators use fans. (iii) Devices not necessary – 78 operators responded that the use of safety devices is not needed in the workplace. The operators were without clothes in Figure 7 as they complain of harsh weather. Workshop buildings with no artificial cooling systems have hot conditions in the summer season and some operators may start to experience some degree of discomfort.
3.11 Effect of cutting fluids on machine Operators’ health
Cutting fluids are widely employed to carry away the heat in machining, but their usage creates a threat to the health of workers. Regular contact with cutting fluids with the skin may lead to skin dermatitis. Moreover, the inhalation of the mist may cause some respiratory irritations to human health. Soluble oil belongs to a class of oil called mineral oil. There are a group of problematic substances that are included in mineral oil formulations such as nitrosamine, formaldehyde condensate materials, organic chlorine-containing substances, organic phosphorus-containing substances, polycyclic aromatic hydrocarbons (PAH), and others [18]. Soluble oil, diesel, kerosene, and used engine oil are all extracted from crude oil. These cutting fluids have different effects on human health and the environment. Some of the effects are listed in Table 14. The exposure of machine operators to all these fluids has resulted in several health problems. Our findings revealed that 137 operators had dizziness, 22 had got rapid heartbeat rate, 113 had a headache, 135 had the burning skin, 131 had coughing, 172 had itching, 101 had red and watery eyes, 127 had a skin rash, 34 experienced hysteria (confusion), 39 had difficulty in breathing, 139 had a running nose, 130 had a sore throat, 27 had nose bleeds, 324 had cuts on the skin and 169 had electric shocks. There was no record of cancer, asthma, and lung diseases. This might be because; the operators are not informed of these diseases. The percentage breakdown is shown in Figure 8.
Figure 7. Machine operators at some workplaces without personal protective devices
Figure 8. Health-related problems among operators
The most common health-related problem operators had was cuts on the skin. Hot flowing chips that come out during the cutting process result in wounds on the operator's skin. The danger with these cuts is that cutting fluid splashes may penetrate the inner flesh and lead to serious skin problems in the long run. Coughing, sore throat, and a running nose can be because by inhalation of cut fluids without the use of nose covers. Itching and skin rash are frequent among all the workers regardless of the cutting fluids (diesel, kerosene, used engine oil, and soluble oil) being used. The problem with most operators is that they do not have sufficient water to clean their bodies after daily activities. The majority had spoken that they only wash their hands after the close of business. Burning of skin is very rampant among the workers as this exists in almost every workshop. Poor ventilation and lack of sufficient water will to some extent increase the burning of skins. Rapid heartbeat rate, hysteria (confusion), and difficulty in breathing mainly exist among the diesel and kerosene users of cutting fluids. These fluids are very harmful as described by a few operators. An apprentice of a workshop using diesel for lubrication reported that once it is 5:30 p.m., his boss discontinues all machining tasks till the following day because the use of diesel as cutting fluid has affected his eyes (he hardly sees clearly in the evening). A different person said that diesel makes the hair on his skin varnish each time he tries using it. Occupational symptoms like red and watery eyes, headache and fatigue, and dizziness have been associated with inhalation of mists/smoke/vapor from machining. 168 (49%) machine operators answered positively about electric shock in the workplace environment. Electric shocks are mostly caused by naked wire lying on the machine components. However, health problems such as cancer, lung diseases, and asthma were nil. The absence of these is probably due to the operators not being well informed. In this study, a larger percentage of the worker spent a maximum of 8 hours at work and some work less than 8 hours which correspond with the normal 8-hour workday standard term exposure limit. Some of the workers spent more than 8 hours/day and work for 6 days a week. Those that spent more than 8 hours per day may experience more stress at the end of the day and this can also increase the risk of health problems at workshops.
3.12 Effects of improper disposal of cutting fluids on the environment
Cutting fluids are an obvious visible form of pollution. It harms plants and animals, destroys aquatic life in rivers and streams, and damages the soil. When machine operators are not cautious in disposing of properly spent cutting fluids, plants and animals are adversely affected. Many animals are poisoned, become ill, and die each year due to machine operators' carelessness with spent cutting fluids and chips. Animals absorb fluids and chips operators’ litter in the environment such as a river, storm drainage, and ground through consumption of polluted plants [19]. Biomagnification (which means progression in the degree of concentration of toxins in organisms along each step of the food chain from plankton to humans) occurs along each step of the food chain posing a great threat to the environment. Most animals accrue chemicals through ingestion, absorption through the skin, and inhalation. If a chemical is not degraded naturally, it can remain in the environment for hundreds of years. Cutting fluids such as diesel, kerosene, used engine oil, and soluble oil, are non-degradable cutting oils. If these substances/fluids are consumed by an organism such as a bacterium or algae, they cannot be broken down or excreted. Further consumption of these harmful fluids accumulates in the organisms' bio-system to the extent that, over time, the level of the toxins in the organism becomes greater than the level in the environment. When the bacterium or algae is then consumed by another organism, the new organism inherits its prey's toxins [20, 21].
If the spent cutting fluid drains into a water body e.g., a stream, it precipitates down to the bottom and along the channel of the water body polluting and infiltrating the bio-systems of living organisms along its path. Bioaccumulation and bio-mutation often arise leading to deformity of fish species and other aquatic life leading eventually to death. Most of what runs off into our streams and rivers originate from the surrounding layers of the earth. Disposal of spent cutting fluids on the ground will eventually end up in our rivers, drinking water, or probably in our foods. Plants can take up toxic chemicals from soil contamination. These toxins then bioaccumulate through humans eating the plants directly or consuming another animal that has eaten the plants. In one way or the other, we all have consumed certain toxic substances. Some are broken down and excreted while others bio-accumulates [20, 22]. Up till now, the results of bioaccumulation are not well understood in humans. It is suspected to cause various cancer, low sperm counts, immune system problems, learning disabilities, and birth defects. However, everything that goes into the storm drainage goes into a river and eventually the ocean. As the toxins in our environments continue to accumulate, more problems are likely to develop in the future. Quite a several machine operators in Ibadan disposed directly of their spent soluble oil, diesel, kerosene, used engine oil, and chips into the river. This has affected the aquatic life in some major rivers in Ibadan e.g., the Ogunpa river. During the survey, ten workshop operators in IBSW local government said they dispose of fluids in the Ogunpa river. This river flows continuously until it flows as a tributary into another river which flows into the ocean. Presently, the river is a polluted murky poignant river, and machine operators have contributed immensely to its state through fluids and chips disposal. Figure 9 shows some of the disposal sites where cutting fluids are disposed of by machine operators (in the river, stream, and ground). The spent cutting fluids that is been discharged on the ground in the figure below had spent eight months in the machine sump before final disposal. Long storage of cutting fluid in the machine sumps leads to nitrosamine [23]. Nitrosamines are carcinogens (cancer-causing agents). Many of the workshops are in the wrong places since there are no restrictions on their locations. They are located near rivers, living environments, shopping complexes, and even close to some restaurants. Some are also located close to people's farms. In Ibadan, a couple of fish farmers use some of these rivers and streams as the source of livelihood for their fish. Greater complications are envisaged in the nearest future for the lives of aquatic animals if inappropriate disposal of spent cutting fluids into streams and rivers persists. For example, some years ago, about 74 percent of the squawfish in the Willamette River had deformities [20, 24]. These deformities are believed to be caused by exposure to toxic chemicals.
3.13 Evaluation of metal workshops coordinates using ArcGIS platform
The coordinates of all-metal workshops were collected with a GIS device as earlier discussed. Those coordinate points (longitude and latitude) were carefully fixed in an excel sheet and subsequently fixed on the drainage map of Ibadan using ArcGIS software. The drainage map showing the location of the 103 visited metal-cutting workshops in Ibadan is given in Figure 10. Not all the locations of the workshops eventually showed in the drainage map due to overlapping of some points. Some workshops are very close to each other during the survey. Their closeness results in overlapping on the drainage map.
To gain a full understanding of the map, the legend in the lower part explains better. The red stars show the location of the workshops that fall outside the buffer, the black dot shows the location of the settlement in which the workshop belongs, and the green dot represents the workshops that fall within the 40 meters, 80 meters, and 120 meters buffer while the green line represents the river. After the analysis, the workshops that fall within the 40, 80, and 120 meters to the river are summarized in Table 15. There are thirty-nine (39) workshops within the buffer of which seventeen (17) are within 40 meters from the river/stream, also (17) are found at 80 meters and the remaining (5) are 120 meters away from the river. The 39 workshops are situated around fifteen (15) rivers such that 5 workshops are close to Agodi river, Ogunpa (11), Omituntun (2), Popoyemoja (1), Olosun (2), Sango (2), Odo-ona (1), Alalubosa (1), Oke bola (1), Idi kan (6), Akilapa (2), Podo (1), Oke seni (1), Oluyole (1) and Barika River (1). Some of these rivers are linked to each other. For example, Ogunpa, Oke seni, Oke bola, Idi-kan, Akilapa Rivers are linked together by river basins. Similarly, there is a link between Odo-Ona, Oluyole, and Podo Rivers. The more the linkages of these rivers, the more the toxicity of the spent cutting fluids will surround the rivers and the more contamination the rivers to aquatic animals.
The toxicity of the fluids disposed of in rivers will affect the water bodies (pipe-borne water, bore-hole water, and well) in those environments within the 120 meters buffer. Most fish farmers around Popoyemoja River depend on the water from the river for their fish survival. They explained that they have a great loss every season due to water pollution. The poor water affects the health of their fish thereby taking several months for those that will survive to grow.
Table 14. Effects of cutting fluids on human health [25, 26]
|
Type of fluid |
Effects |
|
Soluble oil |
|
|
Kerosene |
|
|
Diesel |
|
3.14 Possible mitigation against prevalent abuses in metal work operations
According to the conversation from earlier, there are frequent violations in the southwest of Nigeria's metalworking industries. By taking the following actions, these abuses can be lessened:
3.14.1 Adoption of vegetable oil lubricants or cutting fluid emulsion
Scholars both domestically and overseas are attempting to switch to vegetable-based oils that are sustainable and ecofriendly. Vegetable oils are less costly, more natural, non-toxic, and non-polluting. Various plants oils, as compared to MOCFs, have various properties because of their distinct chemical content. According to recent research, bio-based cutting fluids perform better than traditional oil-based cutting fluids at extreme temperatures in terms of lubricity and viscosity reduction. In many machining processes, including grinding, turning, milling, and drilling, vegetable oils have been employed as cutting fluids. Singh et al. [27] conducted studies on the capacity of vegetable and mineral oils to reduce surface roughness during the turning of EN31 steel in dry and MQL conditions. In terms of surface finish, it was discovered that vegetable oil outperformed MOCF. When compared to MOCF, the reduction in surface roughness caused by vegetable oil was roughly 1–10%. The impact of mineral and vegetable oil-in-water emulsion cutting fluids on the cutting force and surface roughness when turning AISI 4340 steel with coated carbide tools was examined by Lawal et al. [28]. In attempt to develop an oil-in-water emulsion using cottonseed oils and palm kernel, the study entailed choosing cutting fluid additives. Likewise, Xavior and Adithan [29] investigated the effect of cutting fluids on surface roughness and tool wear during AISI 304 austenitic stainless-steel turning. They discovered that coconut oil can reduce surface roughness and tool wear during machining operations. Gunerkar and Kuppan [30] investigated two separate vegetable cutting oils derived from refined rapeseed and sunflower oils, as well as a commercial mineral processing fluid, to determine the minimal cutting forces, surface roughness and tool wear when turning SS316. Vegetable oils are mixed with water in a 1:100 oil-to-water ratio. When all yield factors were evaluated, it was determined that vegetable oils were more advantageous than MOCF. Ojolo et al. [31] investigated the impact of certain straight vegetable oils on cutting force when turning round bars comprised of three raw material (aluminum, copper, and mild steel) utilizing tungsten carbide tools. The oils researched included shea butter, palm kernel, coconut, and groundnut oils. The findings demonstrated that bio-oils were appropriate for use as metalworking fluids, however their influence on cutting force were material-specific. The impact of new vegetable oil compositions on part accuracy and surface integrity during tapping and reaming operations with AISI 316L stainless steel were examined by Belluco and De Chiffre [32]. It was discovered that cutting fluid significantly affected component precision, surface integrity, and the thickness of the strain-hardened layer in the sub-surface. Cutting fluids made from vegetable oils outperformed mineral oils in terms of capability. When turning AISI 4340 steel with ceramic tools, Çydaş [33] investigated the impact of dry machining on tool flank wear, surface roughness and temperature. During the processing of AISI 4340 steel using carbide cutting tools, Suresh et al. [34] investigated the impact of dry cutting on machine power, cutting force, tool wear, and surface roughness.
Figure 9. Contaminated River and land site contaminated with spent cutting fluids
Figure 10. Drainage map of Ibadan depicting the location of metal workshops
Table 15. Workshops within 40 meters, 80 meters, and 120 meters Buffer
|
Buffer |
Workshop |
Nearest River |
Commonly used fluid(s) |
Disposal method(s) |
|
40 meters
|
IBN 2 |
Barika River |
Used engine oil, soluble oil, kerosene |
River |
|
IBSW 3 |
Ogunpa River |
Soluble oil |
River |
|
|
IBSW 7 |
Oluyole River |
Soluble oil |
Dung hole |
|
|
IBNE 8 |
Agodi River |
Soluble oil |
River |
|
|
IBNE 9 |
Agodi River |
Diesel |
River |
|
|
IBSW 8 |
Ogunpa River |
Soluble oil, diesel |
River |
|
|
IBSW 9 |
Ogunpa River |
Diesel |
River |
|
|
IBSW 13 |
Ogunpa River |
Soluble oil, diesel |
River |
|
|
IBSW 24 |
Ogunpa River |
Soluble oil, used engine oil |
River |
|
|
IBSW 26 |
Oke-Seni River |
Soluble oil, used engine oil |
River |
|
|
Oluyole 6 |
Podo River |
Diesel |
River |
|
|
IBSW 30 |
Idi-Kan River |
Soluble oil |
Storm drainage |
|
|
IBSW 31 |
Idi-Kan River |
Soluble oil |
Storm drainage |
|
|
IBSW 33 |
Idi-Kan River |
Used engine oil |
River |
|
|
IBSW 35 |
Idi-Kan River |
Soluble oil |
River |
|
|
IBN 15 |
Sango River |
Soluble oil, diesel |
River |
|
|
IBSW 32 |
Idi-Kan River |
Soluble oil |
Ground |
|
|
80 meters
|
IBSW 1 |
Ogunpa River |
Soluble oil |
Storm drainage |
|
IBNE 7 |
Agodi River |
Water |
River |
|
|
IBNE 8 |
Agodi River |
Soluble oil |
River |
|
|
IBSW 10 |
Ogunpa River |
Soluble oil, diesel, kerosene, used engine oil |
River |
|
|
IBSW 11 |
Ogunpa River |
Soluble oil and diesel |
River, ground, drainage |
|
|
IBSW 12 |
Ogunpa River |
Soluble oil, diesel |
River, ground, drainage |
|
|
IBSW 17 |
Ogunpa River |
Diesel |
River, ground |
|
|
IBSW 18 |
Omifunfun River |
Soluble oil |
Storm drainage |
|
|
IBSW 27 |
Akilapa River |
Soluble oil |
Storm drainage |
|
|
IBSW 28 |
Akilapa River |
Soluble oil |
Ground |
|
|
IBSW 34 |
Idi-Kan River |
Soluble oil, water |
Storm drainage |
|
|
IBSW 36 |
Oke Bola River |
Soluble oil |
Ground |
|
|
IBSW 39 |
Alalubosa River |
Soluble oil |
Storm drainage |
|
|
IBSW 41 |
Odo-Ona River |
Soluble oil |
Bush |
|
|
IBN 14 |
Sango River |
Water |
Ground |
|
|
120 meters
|
Akinyele 2 |
Olosun River |
Diesel, Soluble oil, used engine oil |
Storm drainage |
|
Akinyele 15 |
Olosun River |
Soluble oil, diesel |
Ground |
|
|
IBSW 19 |
Omifunfun River |
Soluble oil |
Ground |
|
|
IBSW 21 |
Popoyemoja River |
Soluble oil |
Storm drainage |
|
|
IBSW 20 |
Omituntun River |
Soluble oil |
Storm drainage |
|
|
IBSW 23 |
Ogunpa River |
Soluble oil, kerosene |
Storm drainage |
|
|
IBNE 10 |
Agodi River |
Diesel |
Storm drainage, river |
Soybean vegetable oil has experienced significant industrial evaluation. A considerable development in the exploitation of soybean oil in machining applications was evident from the performance that was observed. In its industrial settings, soybean oil, like several other vegetable oils, demonstrated remarkable rheological properties. The environment for lubricating oils in mineral oil operations is highly hostile. When employing mineral oil lubricants, exposure to metal shavings, light, moisture, heat and air, heat, moisture, light, and metal shavings (which speed up chemical reactions in the degradation of the lubricant) causes different problems. A genetically engineered breed of soybeans that yields tri-olean-rich soybean oil has been used by researchers from the University of Northern Iowa. As opposed to 216 C for mineral oils, this high - molecular - weight soybean oil has a flash point of roughly 320 C [35]. The oil's polar structure makes it connect effectively with metallic surface, making it an excellent friction reduction. The oil's film strength is extremely strong. This lessens heat generation and tool wear by preventing boundary lubrication. Additionally, the oil's low volatility minimizes evaporation at the tool's tip, further reducing tool wear. The researchers' development of machine lubricants or cutting fluids with vegetable oil as the base offers numerous possibilities to lower operating costs. According to several investigations, soyabean cutting oils produce less smoke and mist, both of which pose serious health risks. Cutting fluids made from vegetable oil don't have any of the sulphur or chlorine found in cutting oils made from petroleum. Vegetable oils have outstanding lubricity, which significantly lowers tool costs and increases output through higher feed rates and better part finishes. With the advent of vegetable lubricants, grinding operations have shown a 50% decrease in wheel costs. More than 50 companies have switched to the more environmentally friendly substance in the short time since the invention of vegetable cutting fluids. According to studies, most industries prefer to take the initiative when it comes to environmental challenges. Cost, productivity, equipment compatibility, operator acceptance, and health concerns are a few factors to consider while switching metal cutting coolants. Vegetable oil is the lubricant of choice for surface grinding operations at Clearline Cutlery, a business with headquarters in Traer, Iowa. The business makes and refurbishes blades for the food sector using grinding wheels. When vegetable oil was utilized instead of petroleum-based lubricants, the number of grinding wheels that were used per year decreased from 162 to 60. Over \$11,000 in expenses were saved in the first year of operation because of this modification. Hawkeye Tool and Die also reported similar reductions. To cut stainless steel bar stock with a 12-inch diameter, Hawkeye was utilizing a motorized band saw with cutting fluid made of petroleum. The greater cooling and lubricity properties of vegetable oil allowed them to stop the blade from drifting. The safety stock was decreased by 0.38 inches per piece because to this innovation. This led to a net save of almost $4,000 for this stainless-steel part's 50-piece run as a result. All samples revealed fungi growing when microbiological assessments of cutting fluids made from soybean vegetable oil and petroleum were done by researchers at the University of Northern Iowa [35]. Although initial findings suggested that degradation of soybean vegetable oil can be reduced with the right additives, bacterial decomposition of petroleum and soy-based cutting fluids remains an issue. As an alternative to traditional products, soybean oil was first utilized for metalworking fluids. The performance that was seen represents a development in the field of metal working. The price and efficiency of oils made from soybean currently match those of petroleum or semi-synthetic oils. Vegetable-based lubricants have a very promising future.
3.14.2 Monitoring of cutting fluids
A comprehensive fluid management system must include evaluating fluid composition. To foresee issues, a fluid needs to be tracked. System checks and routine assessments of fluid parameters like biological growth, concentration and pH are significant components of fluid management. Adjustments are required to correct deviations from ideal fluid condition (such as pH adjustment, metal cutting removal, fluid concentration adjustments, tramp oil, and biocide addition). It's critical to understand the potential changes that could occur in your body as well as their causes. This enables fluid management staff to take the necessary actions to restore fluid quality and stop fluid quality issues from happening again. A sump can become the perfect place for bacteria to grow by feeding on tramp oil and other impurities. The number of bacteria can quadruple up to once every 30 minutes. Microorganisms can destroy a fluid, produce odour issues, and decrease fluid function if they are given the chance to grow. Bacterial control must be done effectively. Numerous components in the fluid, such as the tramp oils, concentrates (such as hydraulic and lubricant oils discharged by machine), mineral oil in the water, and other pollutants are all consumed by microorganisms [36]. The degree of microbial contamination in a fluid determines how quickly it turns stale. Bacteria create acids as they grow, lowering the pH of the cutting fluid and increasing corrosion and decreasing flowability. Toxic nature of heavy metals, acid produced by microorganisms may also dissolve metal fines and chips, potentially leading the material to satisfy the criteria of a hazardous materials. Additionally, bacteria may drastically colour the fluid, leaving sections discolored. A straightforward way to foresee issues is to routinely test a fluid's pH. After the machine is put into service, fluid pH should be checked and documented every day. Reliable fluid quality can be determined by stable pH values. A machine needs to be cleaned, the concentration needs to be adjusted, or biocide needs to be added if the pH fluctuates outside of the allowed range [37]. The efficiency of each step done to bring the pH into the acceptable range of operation should be assessed and recorded in the machine record. Any sudden pH shift should be explored, and appropriate measures should be taken to protect the fluid. Because of the buffers in the concentration, fluid pH normally stays steady, but after mixing process, evaporation of water might induce a change. Fluid pH will change if microbial growth is not properly controlled. The fluid grows increasingly acidic when it turns septic or rancid. Rapid pH drops usually imply higher metabolic processes or a change in concentration caused by pollution. If the coolant concentration and pH both drop, the sump is polluted. If the concentration of the coolant remains unchanged as the pH falls, metabolic activity has most likely grown dramatically [38].
3.14.3 Practices of routine maintenance
Fluid management includes keeping coolant lines, sumps, and equipment clean. If oil and dirt are left in the system, they simply recirculate, clogging coolant lines, causing ugly machinery buildup, and encouraging microbial activity. A microenvironment for bacterial development is created by significant chip collection, which also decreases sump capacity and deteriorates the components in the coolant. Excessive fluid temperature can also result from excessive solids accumulation. Machine turnings ought to be taken out as frequently as possible. For this function, mobile sump cleaners like sump suckers or premium drum vacs are helpful. Early fluid failure is frequently caused by tramp oils such lubricating oil, hydraulic oil, or leftover oil film from the workpiece [35]. These oils interact with the fluid's capacity to cool, serve as a food system for bacteria, and cause smoke and oil mist to accumulate in the environment. Additionally, tramp oils leave deposits on machine equipment and obstruct fluid purification. Contamination of tramp oil needs to be eliminated and prevented. In the end, preventing tramp oil from polluting the fluid in the first place is the key to controlling it. To eliminate oil leaks from polluting the fluid, machinery units should undergo routine preventative maintenance. Machine way oil ear box oil lubricants, and hydraulic oils have reportedly been replaced in some plants by unadulterated, petroleum-based fluid concentration. The fluid is enhanced by the concentration rather than getting contaminated by leaked oil [39]. It should only be performed if machinery is adequately equipped for employing a fluid concentration replacement to ensure that the practice doesn't impair the machine's functionality or operation. It is also possible to find cutting equipment that has been engineered to use less hydraulic oil or to reroute hydraulic oil leaking away from the machine sump.
3.14.4 Disposal of cutting fluids
Cutting fluid will eventually need to be disposed of even with the ideal fluid management systems in place. Disposal is becoming more challenging because of environmental constraints. It is the responsibility of the generator to determine whether a certain waste produced at their plant is dangerous or not. The trash must either be analyzed using industry-accepted techniques or the generator must possess the necessary expertise to determine if the waste qualifies as harmful. An acceptable disposal option may be chosen when the waste's hazardous/nonhazardous status has been determined. For both hazardous and non-hazardous trash, disposal costs might vary. In compliance with the relevant state and federal requirements, dangerous spent cutting fluid must be treated off by a government agency or a commercial hazardous waste disposal organization [40]. It is crucial to choose a licensed carrier and a treatment center that is authorized by the government. If the wasted fluid is found to be safe and non - toxic, it may be transported to a treatment center or, with the consent of the municipal urban drainage authority, released to a sewage waste disposal. Never discard used fluid on the floor or release it into a septic system. Prior to disposal, hazardous and non - hazardous fluids may also undergo on-site pretreatment. A shop's disposal cost and ecological liabilities may be decreased by purifying or condensing water-miscible fluids locally before disposal. Chemical modification, ultra - filtration, and distillation are examples of on-site methods of treatment [41]. Both procedures entail the concentration of the oil phase, the elimination of metal particles and other solid impurities, and the discharge of the liquid medium to the environment or the sewerage systems. The sediments can be discarded or recycled, and the concentrated oil phase can be treated as used oil.
3.14.5 Alternatives to cutting fluids
Numerous alternatives to conventional machining are now being developed in the interests of cost, protection, and simplicity. Since conventional machining has been practiced for as much as dry machining has, there has subsequently been a rise in attention as more individuals become aware of the basic costs associated with cutting fluid management. Minimum Quantity Lubrication strikes a clear but extremely delicate balance between dry cutting and conventional techniques. The special qualities of other innovative cutting fluids, such liquid nitrogen, are also being investigated. Some information on each of these techniques is provided in the subsequent sections.
3.14.6 Dry machining
The use of cutting fluid-free machining has grown in popularity as a solution to the issues with cutting fluid management. The misconception that cutting fluids are essential to generate a high-quality finish is one of the biggest barriers to the acceptance of dry cutting. Research has demonstrated that cutting without fluids can provide a high-quality surface and be less expensive than cutting with fluids when done with the right tools and materials [42]. Cleaner parts, no waste production, and perhaps more accurate machining are benefits of fluidless cutting. In addition to these advantages, metalworking fluid exposure-related worker health problems are removed. Because the chips produced by this method don't contain any remaining oil and may be mixed with other scrap metal, recycling is made easier. These benefits can come at a price. The significant financial investment necessary to launch a dry machining operation is the biggest barrier to transitioning to dry machining. It is impossible to convert equipment and tools made for cutting fluids to dry cutting. To resist the extremely high temperature produced by dry cutting, new, more powerful equipment must be procured, and customized tooling is frequently required. To protect the part and the tool from the heat of the cut, tools are frequently coated. These tools are more costly and involve replacement more frequently than standard tools. To make tool change easier, some harsh cuts may need to be divided into distinct processes due to an increase in tool wear [43]. Chips that might otherwise obstruct machining processes are removed using pressurized gas. Dry machining produces a surface that is exposed and may be vulnerable to quick oxidation on some materials (rust). Many small shops might not take dry cutting effectively because of the necessary capital investment. However, dry machining might be a viable option if the full cost of cutting fluid management is taken into consideration.
3.14.7 Minimum quantity lubricant
Another substitute for the conventional use of cutting fluids is minimum quantity lubricant, commonly referred to as near dry machining (NDM) or semi-dry machining. Due to their numerous similarities, real dry cutting and MQL are frequently treated as the same technique in research studies. MQL, as its name suggests, delivers a very little amount of lubrication directly to the cutting surface. The amount utilized is frequently so little that no lubrication is salvaged from the component. The heat generated during the machining process may cause any lubricant to totally evaporate or it may build a coating that shields the item from oxidation [44-47].
3.14.8 Personal protective equipment as a control method
Personal protective equipment (PPE) can occasionally be used to lessen risks even if safe work practices, engineering controls and management programmes are the preferable approach to addressing potential hazard [48]. The employer must also guarantee that the equipment is utilized and properly maintained (even when it is employee owned). Additionally, employee training is vital. Before becoming permitted to utilize PPE, each impacted personnel must demonstrate knowledge of the training. Employers should conduct a thorough inspection of the workstation, looking for any possible dangers such as chemicals, firearms, punctures, extreme heat, falling objects, and sound in each activity. Various equipment's operators’ instructions should also be reviewed. Along with the necessary instruction, any necessary protective gear should be made available. Skin contact with cutting fluids can be decreased by using caps, sleeves, aprons, and gloves. Certain equipment, like gloves, may not even be suitable in some circumstances, such as tasks requiring hand eye coordination. Employers must also consider any risks that PPE can pose. Gloves could become slippery, protective clothing that is too loose can get trapped in equipment, and excessive heat can harm some PPE. A particular issue is respirators. Respirators that are poorly sized or worn might give the impression of shielding while yet permitting exposure [49-51].
The assessment of the cutting fluids utilization showed a preference for soluble oil which coupled with poor environmental management and indiscriminate disposal of the spent cutting fluids poses a serious challenge to the health of the machine operators and the environment. Machine operators' level of awareness of the danger involved with the use of cutting fluid recorded is low. Health problems associated with operators' exposure to cutting fluids range from irritation of the skin, lungs, eyes, nose, and throat to more severe conditions such as dermatitis, rapid heart rate, nose bleeds, confusion, difficulty in breathing, burning of the skin, cuts on the skin, and electric shock. However, with good mitigation measures, the current workshop abuses in machining operations can be avoided.
[1] Kazeem, R.A., Fadare, D.A., Abutu, J., Lawal, S.A., Adesina, O.S. (2020). Performance evaluation of jatropha oil-based cutting fluid in turning AISI 1525 steel alloy. CIRP Journal of Manufacturing Science and Technology, 31: 418-430. http://dx.doi.org/10.1016/j.cirpj.2020.07.004
[2] Baumann, A., Oezkaya, E., Schnabel, D., Biermann, D., Eberhard, P. (2021). Cutting-fluid flow with chip evacuation during deep-hole drilling with twist drills. European Journal of Mechanics-B/Fluids, 89: 473-484. http://dx.doi.org/10.1016/j.euromechflu.2021.07.003
[3] Koller, M.F., Pletscher, C., Scholz, S.M., Schneuwly, P. (2016). Metal working fluid exposure and diseases in Switzerland. International Journal of Occupational and Environmental Health, 22(3): 193-200. http://dx.doi.org/10.1080/10773525.2016.1200210
[4] Passman, F.J., Küenzi, P. (2020). Microbiology in water-miscible metalworking fluids. Tribology Transactions, 63(6): 1147-1171. http://dx.doi.org/10.1080/10402004.2020.1764684
[5] Jerie, S., Matunhira, K. (2022). Occupational safety and health hazards associated with the slaughtering and meat processing industry in urban areas of Zimbabwe: A case study of the Gweru city Municipal Abattoir. Ghana Journal of Geography, 14(1): http://dx.doi.org/10.4314/gjg.v14i1.2
[6] Somashekaraiah, R., Gnanadhas, D.P., Kailas, S.V., Chakravortty, D. (2016). Eco-friendly, non-toxic cutting fluid for sustainable manufacturing and machining processes. Tribology online, 11(5): 556-567. http://dx.doi.org/10.2474/trol.11.556
[7] Costello, S., Chen, K., Picciotto, S., Lutzker, L., Eisen, E. (2020). Metalworking fluids and cancer mortality in a US autoworker cohort (1941–2015). Scandinavian journal of work, environment & health, 46(5): 525. http://dx.doi.org/10.5271/sjweh.3898
[8] Yan, P., Rong, Y., Wang, G. (2016). The effect of cutting fluids applied in metal cutting process. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 230(1): 19-37. http://dx.doi.org/10.1177/0954405415590993
[9] Tang, L., Zhang, Y., Li, C., Zhou, Z., Nie, X., Chen, Y., Sharma, S. (2022). Biological stability of water-based cutting fluids: Progress and application. Chinese Journal of Mechanical Engineering, 35(1): 1-24. http://dx.doi.org/10.1186/s10033-021-00667-z
[10] Gupta, K., Gupta, M.K. (2019). Developments in nonconventional machining for sustainable production: A state-of-the-art review. Proceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical Engineering Science, 233(12): 4213-4232. http://dx.doi.org/10.1177/0954406218811982
[11] Mahesh, K., Philip, J.T., Joshi, S.N., Kuriachen, B. (2021). Machinability of Inconel 718: A critical review on the impact of cutting temperatures. Materials and Manufacturing Processes, 36(7): 753-791. http://dx.doi.org/10.1080/10426914.2020.1843671
[12] Wilbrand, K. (2018). Potential of Fossil Kerosene. Berlin: Springer. http://dx.doi.org/10.1007/978-3-662-53065-8_4
[13] Sankaranarayanan, R., Krolczyk, G.M. (2021). A comprehensive review on research developments of vegetable-oil based cutting fluids for sustainable machining challenges. Journal of Manufacturing Processes, 67: 286-313.
[14] Cooney, M., Young, G., Nagle, N. (2009). Extraction of bio‐oils from microalgae. Separation & Purification Reviews, 38(4): 291-325. http://dx.doi.org/10.1080/15422110903327919
[15] Wang, B., Shen, Y., Saravanan, V., Luhach, A.K. (2021). Workplace safety and risk analysis using Additive Heterogeneous Hybridized Computational Model. Aggression and Violent Behavior, 101558. http://dx.doi.org/10.1016/j.avb.2021.101558
[16] de Groot, A.C. (2020). Fragrances: contact allergy and other adverse effects. Dermatitis, 31(1): 13-35. http://dx.doi.org/10.1097/DER.0000000000000463
[17] Filon, F.L., Bello, D., Cherrie, J.W., Sleeuwenhoek, A., Spaan, S., Brouwer, D.H. (2016). Occupational dermal exposure to nanoparticles and nano-enabled products: Part I—Factors affecting skin absorption. International Journal of Hygiene and Environmental Health, 219(6): 536-544.
[18] Brown, W.L., Butler, R.G. (2020). Metalworking fluids. Synthetics, Mineral Oils, and Bio-Based Lubricants, 751-778. http://dx.doi.org/10.1201/9781315158150-46
[19] Schulze, F., Gao, X., Virzonis, D., Damiati, S., Schneider, M.R., Kodzius, R. (2017). Air quality effects on human health and approaches for its assessment through microfluidic chips. Genes, 8(10): 244. http://dx.doi.org/10.3390/genes8100244
[20] Kilgore, A., Leahy, S., Mitchell, G. (1999). The true and fair view concept: Evidence from Australia. Asian Review of Accounting. http://dx.doi.org/10.1108/eb060707
[21] Wagner, A., Rosen, W. (2014). Spaces of the possible: universal Darwinism and the wall between technological and biological innovation. Journal of the Royal Society Interface, 11(97): 20131190. http://dx.doi.org/10.1098/rsif.2013.1190
[22] Panter, K.E., Welch, K.D., Gardner, D.R., Green, B.T. (2013). Poisonous plants: effects on embryo and fetal development. Birth defects research Part C: Embryo today: reviews, 99(4): 223-234. http://dx.doi.org/10.1002/bdrc.21053
[23] Katna, R., Suhaib, M., Agrawal, N. (2020). Nonedible vegetable oil-based cutting fluids for machining processes–A review. Materials and Manufacturing Processes, 35(1): 1-32. http://dx.doi.org/10.1080/10426914.2019.1697446
[24] Hecht, S.A., Baldwin, D.H., Mebane, C.A., Hawkes, T., Gross, S.J., Scholz, N.L. (2007). An overview of sensory effects on juvenile salmonids exposed to dissolved copper: Applying a benchmark concentration approach to evaluate sublethal neurobehavioral toxicity.
[25] Khanna, N., Shah, P., Wadhwa, J., Pitroda, A., Schoop, J., Pusavec, F. (2021). Energy consumption and lifecycle assessment comparison of cutting fluids for drilling titanium alloy. Procedia CIRP, 98: 175-180. http://dx.doi.org/10.1016/j.procir.2021.01.026
[26] Chilcott, R.P. (2006). Compendium of chemical hazards: kerosene (fuel oil). CHAD HQ, United Kingdom.
[27] Singh, T., Singh, P., Dureja, J.S., Dogra, M., Singh, H., Bhatti, M.S. (2016). A review of near dry machining/minimum quantity lubrication machining of difficult to machine alloys. International journal of Machining and Machinability of Materials, 18(3): 213-251. http://dx.doi.org/10.1504/IJMMM.2016.076276
[28] Lawal, S.A., Choudhury, I.A., Nukman, Y. (2014). Evaluation of vegetable and mineral oil-in-water emulsion cutting fluids in turning AISI 4340 steel with coated carbide tools. Journal of cleaner production, 66: 610-618. http://dx.doi.org/10.1016/j.jclepro.2013.11.066
[29] Xavior, M.A., Adithan, M. (2009). Determining the influence of cutting fluids on tool wear and surface roughness during turning of AISI 304 austenitic stainless steel. Journal of materials processing technology, 209(2): 900-909. http://dx.doi.org/10.1016/j.jmatprotec.2008.02.068
[30] Gunerkar, R.S., Kuppan, P. (2013). Experimental investigation of vegetable oil based cutting fluid during turning of SS316L. Int. J. Mech. Eng. Robotics (IJMER), 1: 46-52.
[31] Ojolo, S., Amuda, M., Ogunmola, O., Ononiwu, C. (2008). Experimental determination of the effect of some straight biological oils on cutting force during cylindrical turning. Matéria (Rio de Janeiro), 13: 650-663. http://dx.doi.org/10.1590/S1517-70762008000400011
[32] Belluco, W., De Chiffre, L. (2004). Performance evaluation of vegetable-based oils in drilling austenitic stainless steel. Journal of materials processing technology, 148(2): 171-176. http://dx.doi.org/10.1016/S0924-0136(03)00679-4
[33] Çydaş, U. (2010). Machinability evaluation in hard turning of AISI 4340 steel with different cutting tools using statistical techniques. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 224(7): 1043-1055.
[34] Suresh, R., Basavarajappa, S., Samuel, G.L. (2012). Some studies on hard turning of AISI 4340 steel using multilayer coated carbide tool. Measurement, 45(7): 1872-1884. http://dx.doi.org/10.1016/j.measurement.2012.03.024
[35] Center, I.W.R. (2003). Cutting fluid management: small machining operations.
[36] Dick, R.M. (2006). 12 Recycling of Metalworking Fluids. Metalworking Fluids, 279.
[37] Trick, J.K., Stuart, M., Reeder, S. (2008). Contaminated groundwater sampling and quality control of water analyses. In Environmental geochemistry (pp. 29-57). Elsevier. http://dx.doi.org/10.1016/B978-0-444-53159-9.00003-6
[38] Pörtner, H.O., Langenbuch, M., Reipschläger, A. (2004). Biological impact of elevated ocean CO2 concentrations: lessons from animal physiology and earth history. Journal of oceanography, 60(4): 705-718. http://dx.doi.org/10.1007/s10872-004-5763-0
[39] Lusas, E.W. (2004). Soybean processing and utilization. Soybeans: improvement, production, and uses, 16: 949-1045. http://dx.doi.org/10.2134/agronmonogr16.3ed.c20
[40] World Health Organization, Special Programme for Research, Training in Tropical Diseases, World Health Organization. Department of Control of Neglected Tropical Diseases, World Health Organization. Epidemic, & Pandemic Alert. (2009). Dengue: guidelines for diagnosis, treatment, prevention and control. World Health Organization.
[41] Al Aani, S., Mustafa, T.N., Hilal, N. (2020). Ultrafiltration membranes for wastewater and water process engineering: A comprehensive statistical review over the past decade. Journal of Water Process Engineering, 35: 101241. http://dx.doi.org/10.1016/j.jwpe.2020.101241
[42] Krolczyk, G.M., Maruda, R.W., Krolczyk, J.B., Wojciechowski, S., Mia, M., Nieslony, P., Budzik, G. (2019). Ecological trends in machining as a key factor in sustainable production–A review. Journal of Cleaner Production, 218: 601-615. http://dx.doi.org/10.1016/j.jclepro.2019.02.017
[43] Özel, T., Karpat, Y. (2005). Predictive modeling of surface roughness and tool wear in hard turning using regression and neural networks. International journal of machine tools and manufacture, 45(4-5): 467-479. http://dx.doi.org/10.1016/j.ijmachtools.2004.09.007
[44] Zhu, Y., Liu, X.B., Liu, Y.F., Wang, G., Wang, Y., Meng, Y., Liang, J. (2021). Development and characterization of Co-Cu/Ti3SiC2 self-lubricating wear resistant composite coatings on Ti6Al4V alloy by laser cladding. Surface and Coatings Technology, 424: 127664. http://dx.doi.org/10.1016/j.surfcoat.2021.127664
[45] Kazeem, R.A., Fadare, D.A., Ikumapayi, O.M., Azeez, T. M., Adediran, A.A. (2022). Development of Bio-Cutting Fluid (Cirtullus lanatus) and its Performance Assessment on the Machining of AISI 1525 Steel Using Taguchi Technique and Grey Relational Analysis. Biointerface Res. Appl. Chem, 12: 5324-5346.
[46] Kazeem, R.A., Fadare, D.A., Ikumapayi, O.M., Adediran, A.A., Aliyu, S.J., Akinlabi, S.A., Akinlabi, E.T. (2022). Advances in the Application of Vegetable-Oil-Based Cutting Fluids to Sustainable Machining Operations—A Review. Lubricants, 10(4): 69. http://dx.doi.org/10.3390/lubricants10040069
[47] Kazeem, R.A., Fadare, D.A., Ikumapayi, O.M., Akinlabi, S.A., Akinlabi, E.T. (2022). Evaluation of Mango Kernel Seed (Mangifera indica) Oil as Cutting Fluid in Turning of AISI 1525 Steel Using the Taguchi-Grey Relation Analysis Approach. Lubricants, 10(4): 52. http://dx.doi.org/10.3390/lubricants10040052
[48] Ammad, S., Alaloul, W.S., Saad, S., Qureshi, A.H. (2021). Personal protective equipment (PPE) usage in construction projects: A scientometric approach. Journal of Building Engineering, 35: 102086. http://dx.doi.org/10.1016/j.jobe.2020.102086
[49] Lerner, S. (2012). Sacrifice zones: the front lines of toxic chemical exposure in the United States. MIT Press. http://dx.doi.org/10.7551/mitpress/8157.001.0001
[50] Kazeem, R.A., Fadare, D.A., Ikumapayi, O.M., Akinlabi, S.A., Afolalu, S.A., Akinlabi, E.T. (2022). Analysis of the Physicochemical Properties of Some Selected Non-Edible Vegetable Oil-Based Cutting Fluids Using the Design of Experiment (DOE) Approach. Lubricants, 10(2): 16. http://dx.doi.org/10.3390/lubricants10020016
[51] Ikumapayi, O.M., Kazeem, R.A., Popoola, L.T., Laseinde, O.T., Afolalu, S.A., Nwala, N.C., Akinlabi, S. A., Akinlabi, E.T. (2022). Development and assessment of African star seed (Chrysophyllum albidum) oil-based cutting fluid in turning AA6061 using Taguchi grey relational approach. Int J Interact Des Manuf. https://doi.org/10.1007/s12008-022-01142-2