Mahmoud Abdelrazek Ahmida* | Abdlmanam S.A. Elmaryami | Farag Gait Abelrahman Boukhrias | Ahmed M. Ahmed El Menshaz
© 2022 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
A preliminary investigation of some factors which can affect the reflected light intensity from granular and icing sugar has been carried out using an end viewing hemispherical tip probe. It is found that the reflectance is strongly dependent on the size range of the sugar particles, with the finer particles being more reflective. This property could be very useful in monitoring segregation in mixtures of mono-colored powders having different size distributions. Force applied to the probe will also affect the intensity readings. A layered mixture of sugar and slag powder was used to compare the sampling performance of the above probe with a side viewing wedge tip probe. Calibration curves for reflected light intensity versus percent slag concentration are obtained for two types of slag.
sugar and slag powders, powder mixtures, optical probes, hemispherical tip probe, side viewing wedge tip probe, reflectivity, light intensity
The mixing of powders is an important part of many manufacturing processes such an in the glass, ceramics, concrete, building materials, food, paint, detergent and pharmaceutical industries. The quality of the mixture has direct bearing on the quality of the final product, thus the need to evaluate the performance of the mixer and the quality of the mixture downstream of the mixer. The general method used to determine the quality of a mix is by analyzing samples taken from the mixture to determine the variation of the concentration of one or more mixture components. This technique is often time consuming and does not readily lend itself to on line process control.
Optical methods hold promise for providing quick analysis of powder mixtures. However only a small number of papers have reported the use of optical probes in evaluating and monitoring powder mixtures [1-9]. Essentially all these studies have used the technique of optical reflectance from a powder surface to evaluate the quality of a mix. In general, a source of white light of constant intensity illuminates a powder surface either directly or by means of a light pipe or fiber optics. Part of the reflected light is detected and this signal, when compared with calibration data, yields the relative composition of one of the components. Some of the probes are able to monitor the mix while the mixer is in operation. The sensitivity of white light optical probes is very dependent on how strong the visual color differences are between the components. Mono-colored components can be evaluated if light of wavelength specific to an absorption band in one of the components is used [5].
The mixture to be analyzed is placed inside vertical walls in a vibrating channel operating at low amplitude to avoid particle segregation during transport, as well as ensuring mass flow of the blend. The particles are then falling at the centre of a funnel (without accumulation) that is connected to the glass tube surrounded by a first capacitive sensor (denoted sensor H). At the end of the tube, a Sulzer® static mixer consisting of six mixing elements is placed. These mainly allow for a radial motion of the particles and few axial mixing occurs in normal flow regime [10].
The assessment of the homogeneity of powder mixtures. A two-electrode electrical capacitance method is used to measure the permittivity of mixtures while flowing in a 1-D set up. An emphasis is placed on the possibility of following homogeneity evolution through permittivity measurement, without the necessity to calculate the volumetric proportions of each component from an effective medium formulation. The methodology is applied to examine segregation in a funnel, as well as the efficiency of a laboratory drum mixer [11].
Optical methods have not found wide application in the mixing industry. The major reasons for this appear to be the insufficient knowledge and control of the factors affecting the reflected light signal and the variability of these factors from powder to powder, and the general lack of research funding and effort in developing practical systems for industry [12-14].
In this paper, two of the variables affecting reflected light intensity from sugar, namely particle size and probe force, are investigated using an end viewing hemispherical tip optical probe. Mixtures of sugar and slag are also studied using this probe and a side viewing wedge tip probe. Several conclusions are drawn from this preliminary study.
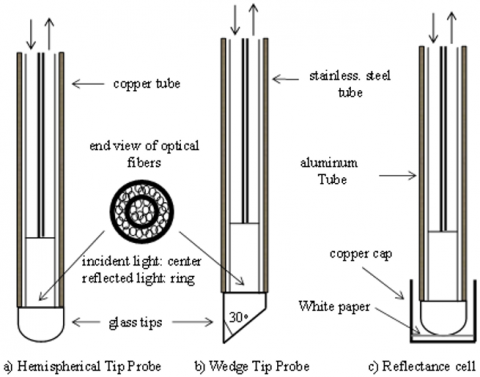
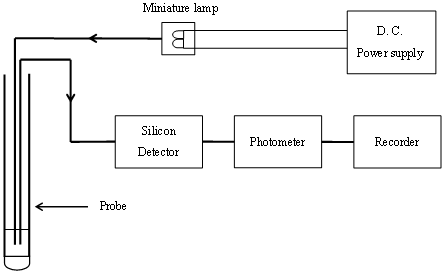
The optical probe used for the major part of this study is illustrated in Figure 1a and consists of a 1/4 inch (6.35 mm) outer diameter copper tube, 49.5 cm in length with a 6 mm glass outer diameter tube (1.1 cm in length) glued to one end. The hemispherical tip of the glass tube has a focal length of an approximately 6 mm. Fiber optic bundles are inserted down the tube assembly. Light arrives by the center bundle of 16 plastic optical fibers which is encased in a black plastic jacket (outer diameter = 2 mm). Reflected light is captured by 16 plastic fibers which surround the center bundle. The light source is a miniature lamp and the reflected light is detected by a silicon photocell connected to a photometer (Optometrics GPP-100). The photometer can output an analog signal to an x-y or strip chart recorder. A schematic diagram of the apparatus is shown in Figure 2.
Figure 1. Detailed diagram of the two optical probes in (a, b) and the standard reflectance cell in (c)
Figure 2. Schematic diagram of the apparatus
A second probe was used briefly and is similar to the one just described, but has a slant tip solid glass rod (5 mm outer diameter) glued to a 1/4 inch stainless steel tube as shown in Figure 1b. The same optical fiber bundles are used for both probes. Total internal reflection directs light preferentially to the side of the probe tip. However, when multiple reflections occur, some light may be transmitted out of the slanted portion of the tip. The probes were inserted into the powders manually or by means of the vertical displacement carriage of an Instron Tension Tester. The latter had a vertical speed range from 0.5 cm/min to 100 cm/min.
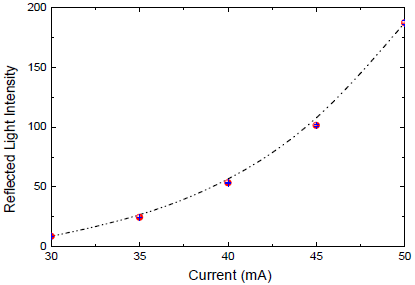
The absolute reading given by the photometer could vary with time. To monitor this, a standard reflectance cell was constructed out of a 3/8 inch outer diameter aluminum tube, 15 cm long, and a copper cap containing a white paper surface on the inside as shown in Figure 1c. Reflectance could be measured to an accuracy ± 2% with this cell. Unfortunately, much of the data in this paper was not normalized this way. The light source intensity was changed from experiment to experiment in order to provide optimum lighting. A graph of reflected light intensity in the cell as a function of current passing through the lamp is shown in Figure 3 and the data is listed in Table 1.
Table 1. Light intensity for the hemispherical tip probe versus lamp current
|
Lamp Current (mA) |
Reflected Light Intensity (a.u.)* |
|
30 |
8.56 ± 0.08 |
|
35 |
24.5 ± 0.2 |
|
40 |
53.4 ± 0.4 |
|
45 |
101.6 ± 0.8 |
|
50 |
187.5 ± 1.6 |
Figure 3. Light intensity for the hemispherical tip probe placed in a standard reflectance cell versus lamp current
Values of forces on the probe were obtained using digital force gauge, with both the powder container and probe placed on the scale. An electronic scale was used for weights less than 1 kg and a spring scale for those up to 25 lb. Uncertainties in the force readings tend to be fairly large since the forces on the probe were not static.
Powder materials used were store bought granulated sugar and icing sugar, and powdered slag which was obtained courtesy of countryside. The sugar serves as the light powder and the slag as the dark powder. The slag was sieved to obtain particle diameter range of 104 µm to 300 µm. Very fine dust coated the particles and part of the slag was flushed with water to eliminate the dust. Unsieved granulated sugar (approximate diameter range: 200 µm to 600 µm) was used in the sugar/slag mixtures. In the variable force experiments, unsieved granulated sugar and icing sugar were studied. A relatively small 5/8 inch inner diameter aluminum tube was used for the powder container in this case in order to impede the penetration of the probe to the bottom of the powder bed when large forces were applied to the probe. For the reflection versus sugar particle size experiment, granulated sugar was passed through a series of sieves to obtain different size ranges. To increase the concentration in the smaller sizes, the sugar granules were crushed beforehand using a mortar and pestle.
3.1 Reflectance versus sugar particle size range
The spherical tip probe was used to look at the reflectance of sugar as a function of the sugar particle size range. These data are given in Table 2 and displayed in Figures 4 and Figure 5. Each value is an average of five readings. Two sets of data were taken: one for which the probe was inserted an approximate distance of 2 cm (force on probe was not monitored) and one for which a force of 3 lbs was applied to the probe at each reading. The general trend in both cases is that optical reflectance increases with decreasing powder particle size. This is understandable since coarser powders have larger voids which can transmit and trap light. Finer powders present a more uniform surface which readily reflects light. The reflected light intensity varies by almost a factor of 2 between the two extreme particle ranges. This clearly shows that an optical probe is sensitive not only to powder color but also to particle size. This may be a disadvantage when monitoring mixtures of different colored powders having a fairly large size distribution. However it could be very useful in detecting segregation of mixtures of one color but of different size distributions.
Table 2. Reflectance data for different sizes of sugar taken at constant probe depth and with a constant force of 3 lbs
|
Sugar Size Range (µm) |
Reflected Light Intensity* at Constant Depth |
Reflected Light Intensity* at Constant Force |
|
> 500 |
39.2 ± 1.3 |
45.5 ± 1.5 |
|
425 - 500 |
45.9 ± 1.6 |
51.2 ± 0.9 |
|
355 - 425 |
47.3 ± 0.8 |
51.3 ± 0.8 |
|
300 - 355 |
52.0 ± 1.9 |
55.2 ± 1.2 |
|
250- 300 |
55.0 ± 0.7 |
57.0 ± 0.7 |
|
212- 250 |
63.3 ± 0.9 |
66.1 ± 0.6 |
|
150 - 212 |
67.1 ± 0.2 |
67.4 ± 1.1 |
|
106 -150 |
71.5 ± 1.1 |
77.2 ± 0.9 |
|
88 -106 |
72.5 ± 0.8 |
76.9 ± 0.5 |
|
44 - 88 |
75.3 ± 0.5 |
76.4 ± 0.4 |
Figure 4. Reflectance versus size range of granulated sugar
Comparing the two sets of data, it is apparent that the uniform force values are higher. This is consistent with the intensity versus probe force results of granulated sugar discussed later. The constant depth data reveal an almost linear increase in optical intensity with decreasing powder size. The constant force data show more variation and the intensity levels off below 150 µm. These variations are due in part to the rather large uncertainty in the applied force ± (1 /4) lb. The leveling off below 150 µm coincides with the fact that the powder is cohesive in that range. The pressure on the probe intimately packs the powder in front of the probe tip in each case, causing constant reflectivity. This effect is leas evident in the constant depth data, as less force was applied on probe. Larger particles are free flowing and are not packed to such a degree by the probe.
Figure 5. Reflectance versus size range of granulated sugar at constant force
3.2 Reflectance versus force on probe
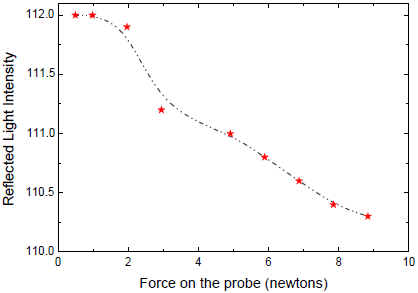
Optical reflectance from granular sugar and icing sugar was observed as a function of the force applied on the spherical tipped probe. The results are listed in Tables 3 and 4 and displayed in Figures 6 to 8. Most of the data are single readings and have fairly large associated errors as is evidenced by the scatter in the points. However the data is useful in showing general trends. It was necessary to thoroughly clean the probe tip after each insertion into the powder as the sugar stuck to the glass when sufficient force was applied. The granulated sugar measurements were done two ways: de-compacting the powder after every insertion and without de-compaction. No significant difference was seen between the two methods. The successive icing sugar readings were taken without de-compacting the powder.
Figure 6. Reflectance versus force on probe
The two types of sugars show different trends with increasing probe force. Optical reflectance from the granulated sugar (Figure 6) increases up to a force of about 6 lbs then levels off. The icing sugar reflectance (Figures 7 and 8) decreases with increasing force and shows signs of leveling off near 20 lbs. The increase in reflectance of the granular sugar at low forces can be attributed to the crushing (melting) of the granules in front of the probe tip which increases reflectivity. At forces above 6 lbs, the crushing produces a fairly constant sugar surface at the probe tip. The icing sugar data is more difficult to explain. One would expect that a loosely packed cohesive powder should have less reflectivity because of the large number of voids present than a densely packed powder which has smaller and fewer voids to trap the light. It may be that light penetrates a loose powder more deeply and that reflected light comes from a region closer to the focal point of the hemispherical tip and is captured more efficiently by the optical fibers.
Table 3. Data of the reflectance versus the forces applied to the hemispherical tip probe
|
Forces (pounds) |
Reflected Light Intensity Granulated Sugar |
Reflected Light Intensity Icing Sugar |
|
0.25 |
51.3 |
---- |
|
0.5 |
53.2 |
---- |
|
1 |
53.3 |
109.4 |
|
2 |
55.4 |
108.6 |
|
3 |
53.3 |
108.2 |
|
4 |
63.4 |
107.7 |
|
5 |
62.1 |
107.4 |
|
6 |
66.2 |
107.3 |
|
7 |
71.3 |
106.4 |
|
8 |
68.2 |
105.6 |
|
9 |
63.2 |
105.4 |
|
10 |
68.7 |
104.7 |
|
11 |
66.9 |
104.5 |
|
12 |
66.9 |
103.6 |
|
13 |
68.3 |
103.7 |
|
14 |
67.5 |
102.3 |
|
15 |
65.4 |
101.7 |
|
16 |
64.8 |
---- |
|
17 |
63.6 |
---- |
|
18 |
63.9 |
---- |
|
19 |
76.3 |
---- |
|
20 |
---- |
100.5 |
Table 4. Reflectance of icing sugar as a function of the force applied to the probe
|
Forces (N) |
Forces (pounds) |
Reflected Light Intensity |
|
0.491 |
0.110 |
112.0 |
|
0.981 |
0.221 |
112.0 |
|
1.962 |
0.441 |
111.9 |
|
2.943 |
0.662 |
111.2 |
|
4.910 |
1.10 |
111.0 |
|
5.890 |
1.33 |
110.8 |
|
6.870 |
1.55 |
110.6 |
|
7.850 |
1.77 |
110.4 |
|
8.830 |
1.99 |
110.3 |
The major conclusion from this set of experiments is that the reflected light intensity from a powder does depend significantly on the force being applied to the probe. Variations of nearly 40% are observed in the granulated sugar data, and 12% for icing sugar. The magnitude of variation will certainly depend on the geometry of the probe. A front viewing probe will likely show more variation as with force than a side viewing probe since the former samples powder that is compressed in front of the tip. Hence a front viewing probe presents a worst case scenario for optical reflectivity variation a function of probe force. In practice, the force on an optical probe should be monitored when it is being used to study a powder mixture and the intensity readings adjusted by means of a calibration curve.
Figure 7. Reflectance versus force on probe of icing sugar
Figure 8. Reflectance versus force on probe of icing sugar
3.3 Granular sugar and slag mixtures
3.3.1 Calibration curves
Mixtures of granular sugar and slag were investigated with both spherical tip and slant tip probes.
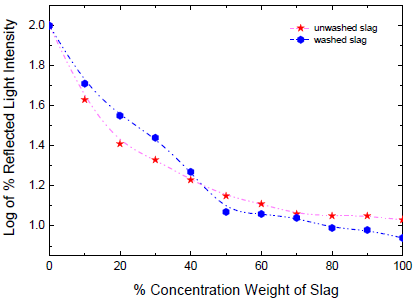
Calibration curves of reflected light intensity versus percent concentration of slag, washed and unwashed, for the spherical tipped probe are shown in Figure 9, with data listed in Table 5. Figure 10 displays the same data with the log scale for light intensity. Each point is the average of five measurements. Each mixture sample was remixed between readings to reduce the effect of segregation caused by the different size distributions of the two powders. The difference between the two curves is caused by the fine slag dust on the unwashed slag. This dust coated the sugar particles producing lower reflectivity at concentrations below 40%. The dust in not as dark as the washed slag and this produced somewhat higher intensities for concentration above 50% for unwashed slag. These results suggest that if one of the components of a mix in friable, the standard reflectance for a specific concentration may change with time as it in being mixed.
Figure 9. Normalized reflectance versus % slag concentration
Figure 10. Log of normalized reflectance versus % slag concentration
3.3.2 Layered mixtures
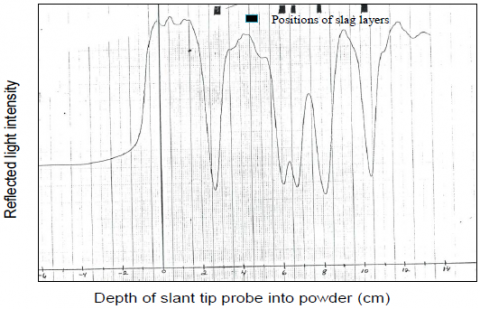
A layered powder bed was constructed consisting mostly of sugar with thin layers of washed slag interspersed. By inserting the probes into the mixture at constant speed one is able to see how well the probes can detect changes in slag concentration. Figures 11 and 12 present the data for the spherical tip and slant tip probes respectively for the same powder bed. Comparison reveals that the spherical tip probe tends to smear out the slag in front of it and does not clearly show the presence of distinct slag layers. The slant tip probe does reveal the presence of each slag layer (dips in the reflected light intensity), but the intensity does not return to its maximum value between some of the slag layer.
Figure 11. The data for the spherical tip of layered mixtures: Mostly of sugar with thin layers of washed slag
Figure 12. The data for the slant tip of layered mixtures: Mostly of sugar with thin layers of washed slag
Table 5. Optical reflectance calibration data for mixtures of granulated sugar
|
% Concentration Weight of Slag |
Unwashed Slag |
Washed Slag |
||||
|
Reflected Light Intensity |
% Reflected Light Intensity |
Log % Reflected Light Intensity |
Reflected Light Intensity Reading |
% Reflected Light Intensity |
Log % Reflected Light Intensity |
|
|
0 |
59.6 ± 1.9 |
100.0 ± 3.2 |
2.00 |
54.5 ± 1.5 |
100.0 ± 2.8 |
2.00 |
|
10 |
25.2 ± 0.9 |
42.3 ± 1.5 |
1.63 |
27.8 ± 1.9 |
51.0 ± 3.5 |
1.71 |
|
20 |
15.5 ± 0.5 |
26.0 ± 0.8 |
1.41 |
19.5 ± 0.8 |
35.8 ± 1.5 |
1.55 |
|
30 |
12.8 ± 0.3 |
21.5 ± 0.5 |
1.33 |
15.0 ± 1.3. |
27.5 ± 2.4 |
1.44 |
|
40 |
10.1 ± 0.7 |
16.9 ± 1.2 |
1.23 |
10.2 ± 1.2 |
18.7 ± 2.2 |
1.27 |
|
50 |
8.4 ± 0.9 |
14.1 ± 1.5 |
1.15 |
6.4 ± 0.3 |
11.7 ± 0.6 |
1.07 |
|
60 |
7.7 ± 0.6 |
12.9 ± 1.0 |
1.11 |
6.2 ± 0.6 |
11.4 ± 1.1 |
1.06 |
|
70 |
6.9 ± 0.4 |
11.6 ± 0.7 |
1.06 |
6.0 ± 0.8 |
11.0 ± 1.5 |
1.04 |
|
80 |
6.7 ± 0.1 |
11.2 ± 0.2 |
1.05 |
5.3 ± 0.6 |
9.7 ± 1.1 |
0.99 |
|
90 |
6.6 ± 0.1 |
11.1 ± 0.2 |
1.05 |
5.2 ± 0.4 |
9.5 ± 0.7 |
0.98 |
|
100 |
6.4 ± 0.1 |
10.7 ± 0.2 |
1.03 |
4.8 ± 0.3 |
8.8 ± 0.6 |
0.94 |
This may be due in part to deformation of the powder bed by the probe. However the slant tip samples a depth of almost 1 cm at a time and would certainly produce an averaging effect. Silvering all but a small window of the tip would make the sampling region much more specific. An advantage of the slant tip is that it does not compress the powder to the same degree as the spherical tip and thus is easier to insert into the powder. The slant does produce a somewhat diagonal rather than vertical penetration path into the mixture. Further studies are needed to elucidate the characteristics of the slant tip probe.
The experiments on sugar (granulated and icing) with the spherical tipped probe have revealed the following: Reflected intensity of sugar varies significantly with particle size. Intensity values are lower for larger granules because larger spaces between particles readily trap light. Finer powders have a more uniform surface which yields a higher reflectivity. This characteristic could be useful in monitoring segregation in mono-coloured mixtures. The force applied on an optical probe does affect the intensity reading and this factor needs to be taken into account when monitoring powder mixtures.
Mixtures of granulated sugar and slag show strong variation in reflectivity from 0 to 50% slag concentration and little variation at higher concentrations. A slant tip probe is to be preferred over a hemispherical tipped one when evaluating the quality of the mixture, since less force is required to insert the probe into the powder with less perturbation of the powder bed and sampling region. More work is needed to elucidate other factors which can affect reflected light intensity readings and how to compensate for these. The designing and testing of optical probes also require further investigation.
[1] Gray J.B. (1957). Dry solids mixing equipment. Chemical Engineering Progress, 53(1): 25J-32J. https://doi.org/10.1016/0009-2509(66)85078-9
[2] Ashton, W.D., Schofield, C., Valentin, V.H.H. (1966). The use of a light probe for assessing homogeneity of powder mixtures. Chem. Eng. Sci., 21(10): 843-849. https://doi.org/10.1016/0009-2509(66)85078-9
[3] Miles J.P., Schofielod C. (1969). The performance of several industrial mixers using non-segregating free-flowing powders. Paper Presented at the Royal Aeronautical Society, Hamilton Place, London, W1.
[4] Kaye B.H., Brushenko A., Ohlhaber R.L., Pontarelli D.A. (1969). A fiber optics probe for investigating the internal structure of powder mixtures. Powder Technology, 2(4): 243-245.
[5] Harwood, C.F., Davies R., Jackson M., Freeman E. (1972). An optic probe for measuring the mixture composition of powders. Powder Technology, 5(2): 77-80. http://dx.doi.org/10.1016/0032-5910(72)80003-2
[6] Alonso, M., Satoh, M., Miyanami, K. (1989). Recent works on powder mixing and powder coating using an optical measuring method. KONA, 7: 97-105. https://doi.org/10.14356/kona.1989016
[7] Saito, K., Kamiwano, M. (1986). An optical device for monitoring continuous flow velocity and composition of a mixture of powders. Part. Sci. Tech., 4: 225.
[8] Poux, M., Fayolle, P., Bertrand, J. (1991). Powder mixing: Some practical rules applied to agitated systems. Powder Technology, 68(3): 213-234. http://dx.doi.org/10.1016/0032-5910(91)80047-M
[9] Williams, J.C. (1969). The mixing of dry powders. Powder Technology, 2(1): 13-20. http://dx.doi.org/10.1016/0032-5910(68)80028-2
[10] Muerza, S., Berthiaux, H., Massol-Chaudeur, S., Thomas, G. (2002). A dynamic study of static mixing using on-line image analysis. Powder Technol., 128: 195-204. http://dx.doi.org/10.1016/S0032-5910(02)00197-3
[11] Ehrhardt, N., Montagne, A., Berthiaux, H., Dalloz-Dubrujeaud, B., Gatumel, C. (2005). Assessing the homogeneity of powder mixtures by on-line electrical capacitance. Chemical Engineering and Processing: Process Intensification, 44(2): 303-313. http://dx.doi.org/10.1016/j.cep.2004.03.016
[12] Zhan, M., Sun, G., Lu, Y., Wang, X., Zhang, Y. (2016). Characterization of mixing of binary particles in a continuous colliding static mixer. Powder Technol., 291: 448-455. http://doi.org/10.1016/j.powtec.2016.01.005
[13] Ammarcha, C., Gatumel, C., Dirion, J.L., Cabassud, M., Berthiaux, H. (2017). Continuous powder mixing of segregating mixtures under steady and unsteady state regimes: Homogeneity assessment by real-time on-line image analysis. Powder Technology, 315: 39-52. http://dx.doi.org/10.1016/j.powtec.2017.02.010
[14] Asachi, M., Nourafkan, E., Hassanpour, A. (2018). A review of current techniques for the evaluation of powder mixing. Advanced Powder Technology, 29(7): 1525-1549. https://doi.org/10.1016/j.apt.2018.03.031