Esraa A. Abbod![]() | Shireen H. Challoob
| Shireen H. Challoob![]() | Kadhim K. Resan
| Kadhim K. Resan![]() | Ali A. Salman
| Ali A. Salman![]() | Mohammed Ali Abdulrehman*
| Mohammed Ali Abdulrehman*![]() | Ahmed K. Muhammad
| Ahmed K. Muhammad![]()
© 2025 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
Polypropylene prosthetic sockets are widely used in developing nations due to their low cost and ease of manufacture, encouraged by the ICRC. However, mechanical deterioration and creep reduce these sockets' performance. In this work, innovative polypropylene composites reinforced with chopped carbon fibers (5%–20%) are made using enhanced mixing and extrusion. The 15% carbon fiber composite proved superior to typical polypropylene in tensile testing, with an ultimate tensile strength of 67.3 MPa and a modulus of elasticity of 2451 MPa. Numerical analysis showed better safety and deformation resistance. The safety factor increased by 139%, from 1.9 to 4.55, demonstrating the reinforced socket's superior longevity and load-bearing capabilities. Finally, adding 15% chopped carbon fibers to polypropylene makes prosthetic sockets cost-effective and high-performance, making them excellent for resource-limited environments.
prosthetic socket, polypropylene, carbon chopped, tensile, F-socket
Accidents, diabetes, and tumors can cause lower limb amputation, a common disability. High manufacturing costs make prosthetic limbs difficult to provide in developing nations, denying many people access to rehabilitation methods to improve their quality of life. A basic lower-limb prosthesis includes the foot, shank, socket, and knee joint (for above-knee amputations) [1]. Because residual limb shapes vary, rehabilitation facilities must custom-make sockets, the main link between the residual limb and the prosthetic limb.
To suit the needs of underdeveloped countries, the Red Cross Society uses a simple and cost-effective prosthetic socket production method [2, 3]. At a specified temperature, thermoplastic polypropylene sheets are heated to become malleable and physically fashioned over a plaster model of the amputee's residual limb. Assembly of the prosthetic limb requires adaptors and other components [2]. While simple and economical, this technique has considerable downsides, such as socket mechanical property loss with time and creep under prolonged loads, which causes structural deformation and poor functional performance [4].
Several investigations have shown the limits of the old method. Resan [5] examined how time and creep factors affect socket performance under this method. Challoob et al. [6] examined how temperature and stress relaxation affect typical socket mechanical behavior. Al-Fakih et al. [7] examined how environmental conditions affect Lamina sockets made with vacuum-assisted fabrication and composite materials such as carbon fibers, perlon, and fiberglass. Hasan et al. [8] used the same procedure to study socket mechanical properties and material changes. Although the lamina process has greater mechanical performance, it requires specialized equipment and significant manufacturing costs, making it less accessible in resource-limited settings.
Abd Al-razaq et al. [9] also examined non-conventional methods like the Modified Socket System (MSS) to improve socket structural efficiency. Using direct manufacturing, Al-Araji et al. [1] examined how stiffness affects amputee comfort. While successful, these advanced technologies are expensive and difficult to apply in developing countries.
This study presents a new method that combines the simplicity and cost of old methods with the efficiency and mechanical features of newer techniques to address these issues. Composite sheets of polypropylene reinforced with chopped carbon fibers in certain weight ratios are presented. These composite sheets preserve flexibility for forming utilizing, the Red Cross-endorsed heating and softening method while improving mechanical performance.
This study aims to improve the quality of life for lower-limb amputation patients, especially in resource-constrained areas, by addressing established approaches and using composite materials. This research presents a new method by which low-cost polypropylene has been reinforced with optimally dispersed chopped carbon fibers using a simple process of injection. Initiated by this method, unlike typical lamination methods, mechanical performance is increased and no special equipment is needed, making it very applicable to low-resource environments. The novelty is the combination of affordability, mechanical strength, and scalability, which could revolutionize prosthetic socket production for underprivileged groups.
Humanitarian groups supply manufacturing units with pre-fabricated polypropylene sheets. These sheets are a cheaper alternative to Lamina for prosthetic socket fabrication [10], especially in resource-limited areas.
A negative plaster mold is made by imprinting the amputee's residual limb. After filling the negative mold with cement, the positive mold is adjusted and refined to prepare it for socket manufacture.
Socket Material: Three composite formulations with different weight ratios of chopped carbon fibers and polypropylene granules are proposed. Composite materials are customized to improve socket mechanical qualities [11, 12] and performance while preserving compatibility with the heating and forming process.
2.1 Fabrication and materials
The base material was 3 mm polypropylene granules. The chopped carbon fibers used to reinforce the polypropylene in this study were supplied by Toray Industries (Japan): with a nominal diameter of 7 µm and a length of 2 mm. These fibers are classified as high-strength, standard-modulus type, with a tensile strength of approximately 3.5–4.0 GPa, a Young’s modulus of 230–250 GPa, and a density of 1.75–1.80 g/cm³. Their short length ensures effective dispersion within the polypropylene matrix without significantly affecting processability. The high aspect ratio and mechanical performance of these fibers enable efficient load transfer, crack-bridging, and stiffness enhancement [13]. Furthermore, carbon fibers exhibit excellent chemical resistance and thermal stability, which contributes to the long-term durability of the composite in real-world prosthetic applications. The reinforcement was incorporated into polypropylene granules in varying weight ratios [14] to generate four composite groups (Table 1).
Table 1. Weight fraction of chopped carbon with polypropylene
|
Group |
Chopped Carbon Fiber Weight Percentage |
|
A |
5% |
|
B |
10% |
|
C |
15% |
|
D |
20% |
2.2 Mixing and preparation
To distribute the reinforcement evenly in the polymer matrix, the polypropylene granules and chopped carbon fibers were completely combined. The mixture was processed using an injection molding machine with a hopper for feeding, a piston and injection screw for uniformly mixing and conveying, and a heater set to 200℃ to melt polypropylene and form a homogeneous molten composite. To make the final product, the molten liquid was pumped into a 300 mm × 100 mm × 5 mm mold.
Molten composite was pumped into the mold at 80 MPa. The composite sheet with the necessary size and homogeneous reinforcement distribution was formed after filling the mold cavity and cooling and solidifying.
2.3 Fabricating composite sheets
To achieve reinforcement dispersion in the polymer matrix, chopped carbon fibers were extensively mixed with polypropylene granules. Figure 1 shows an injection molding machine that heated the mixture to 220℃ to melt the polypropylene and generate a homogeneous molten composite. The molten mixture was then pumped into a 300-mm-long, 100-mm-wide, 5-mm-thick mold at 80 MPa. After filling the mold, the material cooled and solidified, creating composite sheets with precise dimensions and homogeneous reinforcement.
The injection molding machine employed during this study was an ENGEL Victory 200/80 which has temperature controlled barrel and a very accurate injection unit. The barrel temperature was kept at 220℃ and the injection pressure was 80 MPa. The mold size was 300 mm × 100 mm × 5 mm. The machine has automated control in heating, injection speed, as well as in cooling, which results in even fiber distribution and uniform quality of composite sheets.
Polypropylene tensile test specimens were manufactured according to ASTM D638 [15], and composite materials according to ASTM D3039 [16]. ASTM D638 defines a standard test method for tensile properties of plastics, giving specimen dimensions and other conditions for testing applicable to thermoplastic materials such as polypropylene. ASTM D3039 is however used for polymer matrix composite materials reinforced by continuous fibers. It guarantees precise assessment of tensile strength and modulus in fiber-reinforced composites. These standards are important in achieving useful, comparable mechanical property data. The composite specimens were produced using chopped carbon fibers in different ratios in a polypropylene matrix to ensure homogeneous dispersion.
CNC machining ensured accurate measurements according to specifications for the specimens. Tinus Olsen testing machines accurately assess mechanical parameters including ultimate strength, yield strength, and modulus of elasticity during tensile testing. Analyzing the findings allowed comparison of specimen mechanical performance.
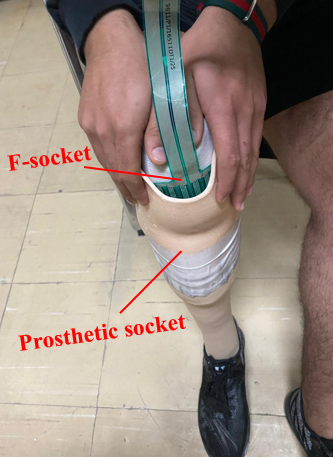
3.1 F-socket sensor readings
Figure 1 shows a 33-year-old transtibial amputation patient who weighs 75 kg and is 171 cm tall. The F-socket, a sensor pad, was put between the socket and residual limb at various locations. We assessed internal pressure and contact area while walking.
Figure 1. F-socket with case study
Stress distribution, displacement, and safety factor were validated by comparing numerical analysis results with F-socket sensor pressure data.
Using SolidWorks 2020, a comprehensive prosthetic socket model was created with muscles and bones. Mechanical parameters of bones and muscles were estimated from references [17, 18], with ultimate strength of 120 MPa for bone and 1.5 MPa for muscle, and modulus of elasticity of 16 GPa for bone and 1 MPa for muscle. Instead, tensile testing determined the socket's mechanical qualities. In Figure 2, the optimum composite material configuration was chosen for further investigation among four. A polypropylene socket was also analyzed. Tetrahedral elements with enough elements were used for meshing [19] to assure accuracy.
Actual loading scenarios were replicated using boundary conditions. The socket base adapter received a load equal to the ground response force in the critical toe-off phase of walking, while the upper bones near the knee were entirely secured.
Figure 2. Boundary condition with mesh of prosthetic socket
This configuration allowed the socket-residual limb interface pressure to be calculated and compared to F-socket sensor pressures. If accuracy was maintained, numerical analysis data including stress distribution, displacement, and safety factor might be used for further evaluation.
5.1 Mechanical properties results
Table 2 shows that chopped carbon fibers improved polypropylene's mechanical characteristics in tensile tests. The sample with 15% chopped carbon fibers by weight had the highest ultimate tensile strength, yield strength, and modulus of elasticity. Optimal fiber dispersion and strong bonding in the polypropylene matrix transfer stresses and increase the composite's structural integrity.
In comparison, the 20% carbon fiber composite had worse mechanical characteristics. At larger fiber concentrations, fiber aggregation makes consistent fiber dispersion difficult, causing this drop. Clustering causes stress concentration sites, lowering the composite's tensile strength.
The composites had much better mechanical characteristics than neat polypropylene samples. Due of its absence of reinforcement, polypropylene has poor tensile strength. Lack of reinforcing fibers reduces its deformation resistance and stress transmission.
These findings show that fiber content and distribution are crucial to polymer-based composite mechanical performance. The best mixture balanced mechanical performance and material processing constraints at 15% fiber-reinforced.
The mechanical characteristics of polypropylene and carbon fiber-reinforced composites were assessed for prosthetic socket applications. The results in Table 2 show the impact of introducing chopped carbon fibers at different amounts. The old material, polypropylene, had a modulus of elasticity of 1623 MPa and an ultimate stress of 26.2 MPa. Group C (15% carbon fiber) had the highest mechanical performance, with an ultimate stress of 67.3 MPa and a modulus of elasticity of 2451 MPa, indicating the most effective reinforcement ratio.
Group C outperformed polypropylene under load in numerical analysis, stress distribution, safety factors, and deformation resistance.
Table 2. Mechanical properties of polypropylene and carbon fiber reinforced composites
|
Group |
Ultimate Stress (MPa) |
Modulus of Elasticity (MPa) |
|
Polypropylene |
26.2 |
1623 |
|
A |
38.7 |
1894 |
|
B |
49.8 |
2039 |
|
C |
67.3 |
2451 |
|
D |
51.05 |
2108 |
5.2 Results of F-socket
The test compares the socket and residual limb pressure values in both practical (experimental) and numerical approaches to verify the numerical analysis results. The numerical solution can be utilized to compute stress distribution, safety factor, and other engineering criteria if the results are near and consistent.
Figure 3. F-socket sensor results with gait cycle
According to Figure 3, pressure rises during the heel striking phase (when the foot touches the ground): then drops, and then rises during the toe-off phase. The gait cycle naturally raises pressure when weight is carried onto one foot and reduces as weight shifts to the other.
This repeating pressure pattern matches the walking cycle, demonstrating that the prosthetic limb works with the body. After confirming that these results match expectations, numerical analysis can assess stress distribution, deformation levels, and safety factors. This verifies that the existing prosthetic design can safely handle real-world loads.
5.3 Numerical analysis results
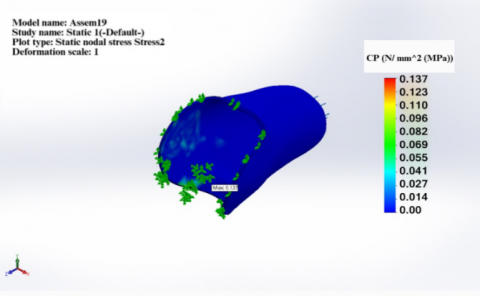
In the numerical solution, as shown in Figure 4, the maximum interface pressure between the socket and the residual limb was 137 kPa, indicating a convergence between the experimental F-socket results and the numerical solution, as presented in Table 3. Therefore, the stress distribution values can be considered reliable.
Figure 4. Numerical analysis of interface pressure
Table 3. Comparison of experimental and numerical results of interface pressure
|
|
F-socket |
Numerical Results |
|
Interface pressure kPa |
154 |
137 |
The numerical analysis results show a stress distribution in the socket ranging from 0.000 N/mm² to 12.789 N/mm², as shown in Figure 5. The highest stress value (12.789 N/mm²) appears in specific areas, indicating stress concentration in those regions. A clear gradient in stress values is observed, decreasing from the highest to the lowest values, demonstrating that stresses are higher in certain areas (such as load-bearing or fixation points) and gradually decrease in other regions. Areas with low stresses are less prone to deformation or failure under applied loads.
These results are closely related to the gait cycle, as ground reaction forces (GRF) directly influence the interfacial pressure distribution between the socket and the residual limb. As ground reaction forces change during different phases of the gait cycle, the stress distribution within the socket also changes, highlighting the importance of designing a socket capable of withstanding these dynamic variations.
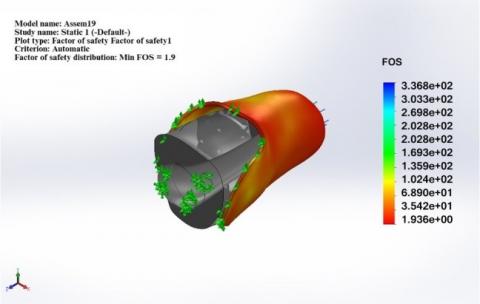
Figures 6 and 7 illustrate the safety factor distribution for the socket made from pure polypropylene and the socket reinforced with 15% chopped carbon fibers, respectively. A noticeable difference in the safety factor is observed, indicating a longer service life for the composite socket compared to the pure polypropylene socket. However, since the optimal choice of material also depends on user comfort, additional insights are drawn from Figures 6(a) and 6(b), which depict deformation levels.
Figure 5. Von Mises stress distribution
(a)
(b)
Figure 6. (a) Safety factor polypropylene socket (b) Reinforcement socket (15% carbon)
The analysis shows that the socket made of polypropylene has a minimum factor of safety (Min FOS) of 1.9, indicating potential vulnerability in certain areas under high stress. However, with the addition of 15% carbon fibers, the socket's structural integrity improves significantly, as evidenced by the increased minimum factor of safety to 4.55. This substantial enhancement highlights the effectiveness of carbon fiber reinforcement in boosting the socket's durability and load-bearing capacity, making it a more reliable option for prosthetic applications.
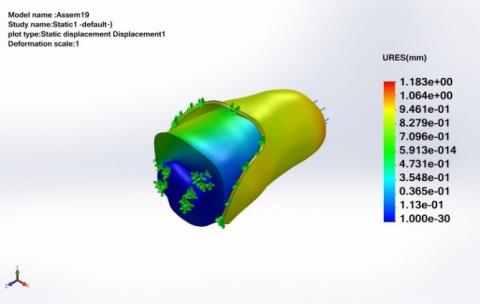
In Figure 7, the deformation results are within acceptable limits, with lower deformation values indicating higher stiffness. Excessive stiffness, however, could result in discomfort and increased pressure on the residual limb muscles. The polypropylene socket exhibits higher deformation compared to the composite socket, but both remain within the permissible range.
(a)
(b)
Figure 7. (a) Safety factor polypropylene socket (b) Reinforcement socket (15% carbon)
Over time, the mechanical properties of the pure polypropylene socket are expected to degrade, reducing its structural integrity. In contrast, the composite socket shows improved resistance to these changes, attributed to the reinforcement provided by the chopped carbon fibers.
Stress distribution analysis, summarized in Figure 5, reveals a uniform and consistent pattern, aligning with the loading conditions during the toe-off phase. This uniformity ensures reliable load transfer and indicates the suitability of the composite material for long-term use while maintaining comfort and durability.
From the enhanced mechanical and structural characteristics of the composite sockets, future prosthetic designs can afford to use thinner, more contoured socket geometries, but retain strength and durability. The increased stiffness and safety parameter permit to lower weight of the socket, provide enhanced com2fort and walking dynamics for the patient. In addition, the uniform stress distribution seen concomitantly indicates that anatomical shaping of the inner socket wall should be done so as to distribute load optimally and minimize pressure hotspots (vital for long term wear ability).
In terms of sustainability, polypropylene is a recyclable thermoplusic [20] and by using it as a base material, there is a reduction of manufacturing waste offered. Although carbon fiber is not bio degradable, their low volume for required water and their long life for prosthetic applications ensure that the overall environment impact will be minimal. The method sustains the objectives for circular material use and the reduction of reliance on energy-intensive materials.
This study demonstrates that reinforcing polypropylene with 15% chopped carbon fibers significantly enhances the mechanical properties and performance of prosthetic sockets. The composite socket exhibited superior ultimate tensile strength (67.3 MPa): Modulus of elasticity (2451 MPa): and a 139% increase in the safety factor (from 1.9 to 4.55) compared to traditional polypropylene sockets. Numerical analysis confirmed improved stress distribution, higher resistance to deformation, and reliable load-bearing capacity, validated by F-socket sensor measurements.
The proposed manufacturing method combines the simplicity and cost-effectiveness of traditional techniques with the enhanced performance of advanced materials, offering a practical solution for prosthetic socket production in resource-limited settings. This innovation not only addresses the limitations of conventional polypropylene sockets but also provides a viable alternative to more expensive technologies like the lamina method. Adopting this approach can significantly improve prosthetic care, ensuring durability, safety, and accessibility for amputees in developing countries.
The authors want to take this opportunity to thank the Department of Materials Engineering, College of Engineering, Mustansiriyah University (Iraq) and the School of Materials and Mineral Resources Engineering, Universiti Sains Malaysia (Malaysia) for their kind support and fruitful co-operation during this research. Their contribution in supply of facilities, materials and technical advice made it possible for this study to be completed successfully.
[1] Al-Araji, I.Z.H., Satgunam, M.A.P., Abd Manap, A.N.B., Resan, K.K., Muhammad, A.K. (2024). Fabrication of a flexible inner prosthetic socket via the FGM technique. Pigment & Resin Technology. https://doi.org/10.1108/PRT-06-2024-0060
[2] International Committee of the Red Cross (ICRC). (2013). Manufacturing Guidelines. https://www.icrc.org/sites/default/files/external/doc/en/assets/files/publications/icrc-mg-symes-pushfit-web-0868.pdf.
[3] Gurunathan, T., Mohanty, S., Nayak, S.K. (2015). A review of the recent developments in biocomposites based on natural fibres and their application perspectives. Composites Part A: Applied Science and Manufacturing, 77: 1-25. http://doi.org/10.1016/j.compositesa.2015.06.007
[4] Nagarajan, Y.R., Farukh, F., Buis, A., Kandan, K. (2024). Single polymer composites: An innovative solution for lower limb prosthetic sockets. Prosthesis, 6(3): 457-477. https://doi.org/10.3390/prosthesis6030033
[5] Resan, K.K. (2017). The effect of ultraviolet radiation on the modulus of stress relaxation of polypropylene prosthetic sockets. International Journal of Energy and Environment, 8(6): 491-500.
[6] Challoob, S., Resan, K., Ibrahim, Y. (2015). Stress relaxation and creep effect on polypropylene below knee prosthetic socket. Journal of the Japanese Society for Experimental Mechanics, 15(Special_Issue): s93-s98. https://doi.org/10.11395/jjsem.15.s93
[7] Al-Fakih, E.A., Abu Osman, N.A., Mahmad Adikan, F.R. (2016). Techniques for interface stress measurements within prosthetic sockets of transtibial amputees: A review of the past 50 years of research. Sensors, 16(7): 1119. https://doi.org/10.3390/s16071119
[8] Hasan, H.S., Abbas, S.M., Mohammed, S.K., Ibraheem, M.Q. (2025). Modeling and manufacturing of a flexible socket for above-knee amputation prosthesis. Engineering, Technology & Applied Science Research, 15(2): 21257-21262. https://doi.org/10.48084/etasr.10046
[9] Abd Al-razaq, I.R., Resan, K.K., Ibrahim, Y.K. (2016). Design and manufacturing of prosthetic below knee socket by modular sockwt system. Journal of Engineering and Sustainable Development, 20(2): 147-162.
[10] Young, R.J., Lovell, P.A. (2011). Introduction to Polymers. CRC Press.
[11] Almesfer, N., Ingham, J. (2014). Effect of waste glass on the properties of concrete. Journal of Materials in Civil Engineering, 26(11): 06014022.
[12] Naganathan, S., Mohamed, A.Y.O., Mustapha, K.N. (2015). Performance of bricks made using fly ash and bottom ash. Construction and Building Materials, 96: 576-580. https://doi.org/10.1016/j.conbuildmat.2015.08.068
[13] Han, G., Guan, Z., Li, X., Ji, R., Du, S. (2017). The failure mechanism of carbon fiber-reinforced composites under longitudinal compression considering the interface. Science and Engineering of Composite Materials, 24(3): 429-437.
[14] Sapuan, S.M., Abdalla, H.S. (1998). A prototype knowledge-based system for the material selection of polymeric-based composites for automotive components. Composites Part A: Applied Science and Manufacturing, 29(7): 731-742.
[15] ASTM D638. (2014). Standard Test Method for Tensile Properties of Plastics. ASTM International, ASTM D638-14, West Conshohocken, PA, USA. https://doi.org/10.1520/D0638-14
[16] ASTM D3039. (2017). Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. ASTM International, ASTM D3039/D3039M-17, West Conshohocken, PA, USA. https://doi.org/10.1520/D3039_D3039M-17
[17] Du, Y.W., Zhang, L.N., Hou, Z.T., Ye, X., Gu, H.S., Yan, G.P., Shang, P. (2014). Physical modification of polyetheretherketone for orthopedic implants. Frontiers of Materials Science, 8: 313-324. https://doi.org/10.1007/s11706-014-0266-4
[18] Binder-Markey, B.I., Sychowski, D., Lieber, R.L. (2021). Systematic review of skeletal muscle passive mechanics experimental methodology. Journal of Biomechanics, 129: 110839. https://doi.org/10.1016/j.jbiomech.2021.110839
[19] Fiore, V., Scalici, T., Di Bella, G., Valenza, A. (2015). A review on basalt fibre and its composites. Composites Part B: Engineering, 74: 74-94. https://doi.org/10.1016/j.compositesb.2014.12.034
[20] Ahmad, H., Chhipi-Shrestha, G., Hewage, K., Sadiq, R. (2022). A comprehensive review on construction applications and life cycle sustainability of natural fiber biocomposites. Sustainability, 14(23): 15905.