Aseel S. Mansi*![]() | Ayad S. Aadi
| Ayad S. Aadi![]() | Taghreed Khaleefa Mohammed Ali
| Taghreed Khaleefa Mohammed Ali![]() | Haider A. Abdulhameed
| Haider A. Abdulhameed![]() | Nahla N. Hilal
| Nahla N. Hilal![]()
© 2024 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
In the present study, nylon waste fibers (NWF) were utilized for the first time to improve the impact resistance of self-compacting concrete (SCC) slabs against pistol shooting. Six ratios of NWF were used in the range of (0.25- 1.5 at an increment of 0.25) % with three different lengths (50, 70, and 90) mm for each ratio. The fresh properties, compressive strength, and Utara sonic pulse velocity (UPV) of SCC were also measured. The results indicate the positive role of NWF in improving compressive strength. However, the fresh properties are affected negatively by using NWF. The best impact resistance of the slab occurred when 1% of NWF with a length of 90 mm was utilized.
impact resistance, slabs, self-compacting concrete, compressive strength, ultrasonic pulse velocity (UPV), fresh properties
Many buildings show minor to severe damage and some local destruction of structural elements. Nevertheless, fire and blasting or explosive bombing are abnormal loading conditions that are not usually considered in the design procedure. It is not economical nor practical to design a structure to withstand severe abnormal loads such as wartime bombing. Ductility is necessary not only to sustain the deformation that may be associated with conditions of partial stability (stability of the structure in the damaged state) but also to establish some measure of energy absorption under the dynamic effects of both normal and abnormal conditions [1]. The development in concrete production in recent years has led to the innovation of new types of sustainable concrete. Such types of concrete are widely recommended for constructing safe and durable structures that can resist different loads. One such concrete is the self-compacting concrete (SCC) [2].
Self-compacted concrete (SCC) was discovered by investigators in Japan in 1992 to solve the significant reduction in the expert labour needed to do an appropriate compression procedure in the construction of concrete [3-7]. India produces about 100 million tons of ceramics, of which about 15-30 % ends up in waste [8]. This waste from ceramic industries dumped at nearby places results in environmental pollution, affecting habitats and agricultural lands [9]. Therefore, the use of Ceramic Waste (CW) in concrete would benefit in many ways by saving energy & protecting the environment. The rigidity and the amorphous chemical composition of ceramic materials make them appealing as a construction material [10]. Due to the angular particles of ceramic, the viscosity of the mix increases, which in turn also helps eliminate the use of Viscosity Modifying Agents (VMA) in SCC [11]. The use of CW also enhances the flowability of the mix, besides the requirements of production the durable concrete constructions. So, decreasing voids and bleeding, as well as the improvement of the bond with fibers, can be achieved in the SCC [12-14]. The enhancement of impact load resistance and capacity of energy absorption for SCC were studied by many researchers. The use of fibers in concrete can be considered to be familiar for enhancing toughness, the capacity of energy absorption, and ductility, as well as reducing the spread of cracks [15, 16]. Khaloo et al. [17] and Gencel et al. [6] indicated that SCC's flexural toughness could be improved by the usage variable ratios of hooked and non-hooked steel fibers. Gencel et al. [18], Felekoğlu et al. [19] and Mazaheripour et al. [20] specified that the inclusion of polypropylene fibers (PPF) in SCC can lead to enhanced SCC's flexural and tensile strength. The waste fibers of plastic bags (FPB) were added to SCC by Ghernouti et al. [21]. Their results showed that any ratio of 20 mm FPB can achieve the workability requirements of SCC, and FPB could enhance tensile performance and postpone micro-cracks of SCC. The Polyethylene terephthalate fibers (PETF) were used in improving the impact strength of normal concrete slab by Al-Hadithi et al. [22] and Hilal et al. [23]; they found that 1.5 of PETF can give the best results.
PETF was added to SCC in different volumetric ratios ranging from 0.25% to 2% at an increment of 0.25% by Al-Hadithi and Hilal [24]. They concluded that PETF negatively influenced SCC's workability and positively affected the flexure and compressive strength of SCC.
The aggregate made from PET (APET) was used in variable ratios to resist the impact load of concrete by Saxena et al. [25]. They indicated that APET could lead to improve in the concrete’s energy absorption capacity and confine existing of the cracks.
As’ad et al. [26] added fibers made from different waste materials, which are PETF, micro and macro of rubber tire fiber (MARF and MIRF), and alloy cans fiber (ACF) in SCC’s production. Their findings stated that SCC’s workability is reduced by increasing the fibers’ ratio, and MIRF can achieve the utmost SCC’s fresh properties compared with other used fibers.
SCC was reinforced by micro-steel fiber (MISF) and combination fibers that consist of MISF and waste high-density polyethylene fiber (HDPTF) through the study conducted by Ozerkan et al. [27] They stated that MISF had a positive effect on SCC’s flowability compared with adding MISF and HDPTF together. There was a decrease in SCC’s dried shrinkage when MISF and HDPTF were added together. The combination fibers had a better bond with the binder compared with MISF. The fibers had little effect on decreasing the strengths (flexural and compressive) of SCC. The fibers led to an increase in the SCC’s sitting time.
Waste-Glass Fiber Reinforced Polymers (WGFRP) in three ratios 0.25-1.25 at an increment of 0.5% was used to reinforce SCC by Mastali et al. [5] The WGFRP could enhance the SCC’s mechanical characteristics and impact strength. They found equations that related the SCC’s impact strength with SCC’s mechanical characteristics with the coefficient of determination (R2) that had great values.
The reused coarse aggregates made of concrete’s destruction waste (RCA), PPF, and steel fibers (SF) were used to produce SCC by Mohseni et al. [28]. They stated that fibers have a more positive effect on splitting tensile strength rather than compressive strength. However, the increasing RCA’s ratio led to a decrease in the SCC’s strength. They concluded that it could produce fiscal SCC with sufficient mechanical properties when using the RCA ratio of 20% with 1% PPF, 1% SF, or hybrid fiber of 0.25% PPF and 0.75% SF.
According to De Silva and Prasanthan's experimental study [29] in 2019, adding PET fiber to the concrete mixture enhanced its ability to absorb energy. This resulted in improved resistance to impact and greater flexural capacity until the occurrence of the first crack. Tahwia et al. [30] conducted a thorough investigation on the utilization of waste materials, including glass waste, in ultra-high-performance concrete in recent times.
The impact resistance and strengths of concrete containing left-over metalized plastic fibers (LMPF) and ash of palm oil fuel ash (APOF) were investigated by Mohammad Hosseini et al. [31] They found that LMPF and APOF could enhance splitting tensile strength, flexural strength, impact resistance, ductility, and capacity of liveliness absorption of concrete.
The influence of waste plastic fiber (WPF) on SCC’s chloride resistance was studied by Ghorpade and Rao [32]. They used eight ratios ranging in 0.25-1.4%. They concluded that 1% of WPF gave the best splitting tensile and compressive strengths. Also, they referred that increasing the WPF ratio caused a reduction in chloride infiltration, compressive strength, and weight forfeiture (loss).
Circle-formed PET fibers (CPETF) with a width of 1 cm were used to reinforce concrete beams by Khalid et al. [33]. Their results showed a 32% increase in load at the first crack of tested beams, and CPETF had a similar influence on artificial fibers in producing fiber-reinforced concrete.
The polyvinyl alcohol fiber (PVAF) and glass fiber (GF were added in the production of SCC by Ahmad and Umar [34]. Investigations showed a slight decrease in SCC's workability by adding fibers. The strengths, ultrasonic pulse velocity (UPV), and modulus of elasticity were enhanced when fibers were added, and the better enhancement was found in SCC had GF.
Al-Hadithi et al. [35] studied the behavior of self-compacting concrete (SCC) slabs containing PET fibers under impact loads, PET fibers from waste plastic were added to SCC with an aspect ratio of 28. SCC mixes containing different volumetric ratios of plastic fibers percentages (0.25%, 0.5%, 0.75%, 1%, 1.25%, 1.5%, 1.75%, and 2%). Experiments showed that a significant improvement was found in the resistance to impact load and energy absorption capacity of slabs containing PET fibers.
The lathe wastes were reused as steel fibers (RLF) in reinforced concrete beams (RCB) by El-Sayed [36]. He found that RLF could enhance the loading capacity and reduce the deflections of RCB.
PPF and SF were used in reinforced concrete slabs supported on the ground by Abbasi Dezfouli and Orak [37]. They found that an amount of PPF 1.6 kg/m3 could improve flexural strength and impact resistance by 70% and 460%, respectively, compared with reference slabs. Meanwhile, the amount of SF, which is 18.75 higher than PPF’s amount, could enhance flexural strength by 58% and impact resistance by 312%.
The metallic wastes such as aluminum lathe (AL), iron powder (IP), and lathe (IL) were utilized in the production of the one-way ribbed slab (ORS) made from Ferro cement (FR) and SCC by Alfeehan et al. [38]. Their result revealed that IP and IL could enhance the loading ability and reduce the maximum deflection of ORS. At the same time, AL reduced the loading ability and increased the maximum deflection of ORS; the maximum loading of ORS made by SCC was greater than ORS made by FR.
The SF and PPF were added in the upper layer of the compression area of fiber-reinforced concrete slabs (FRCS) by Sadowska-Buraczewska et al. [39]. They indicated that FRCS got greater ultimate loads compared with reference RCS. Where the increase was 12% and 9% for FRCS that contained PPF and SF respectively, as a composite
The previous paragraphs show that there are limited studies on the impact of the high-velocity (pistol shooting) performance of concrete slabs reinforced by plastic waste fiber. In this study, a novel usage of Strap Waste Fibers (SWF) was investigated in reinforcing concrete slabs subjected to the impact of the high velocity caused by a gunshot shot from a gun weapon type 7.62 mm Kalashnikov.
2.1 Materials
The following materials were used in this study to produce fiber self-compacting concrete:
Table 1. Physical properties of cement
|
Physical Properties |
Test Result |
Limits of Iraqi Spe. No.5/1984 |
|
Setting time(minutes) |
||
|
Initial setting |
120 |
45 minutes |
|
Final setting |
360 |
≤ 600 minutes |
|
Fineness by Blaine method (m2/kg) |
300 |
≥ 230 |
|
% Auto Clave |
0.31 |
≤ 0.8 |
Table 2. Chemical properties of cement
|
Oxide |
Weight (%) |
Limits of Iraqi Spe. No.5/1984 |
|
CaO |
62.3 |
- |
|
SiO2 |
20.28 |
- |
|
Al2O3 |
5.55 |
- |
|
Fe2O3 |
4.20 |
- |
|
MgO |
2.60 |
< 5.0 |
|
K2O |
0.75 |
- |
|
Na2O |
0.4 |
- |
|
SO3 |
2.4 |
< 2.8 |
|
Loss on Ignition |
1.65 |
< 4.0 |
|
Lime saturation factor |
0.81 |
0.66 – 1.02 |
|
Insoluble Remains |
0.5 |
< 1.5 % |
|
F.L |
0.65 |
- |
|
Total |
99.63 |
- |
|
Compound |
Weight (%) |
Limits of Iraqi Specification No.5/1984 |
|
C3S |
50.05 |
- |
|
C2S |
20.45 |
- |
|
C3A |
4.05 |
- |
|
C4AF |
13.20 |
- |
Figure 1. Ceramic waste
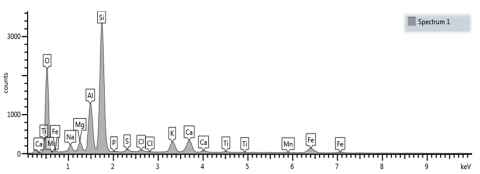
Figure 2. The spectrum of ceramic waste
Figure 3. Particle size distribution of fine and coarse aggregate
For aspect ratio=41, calculate the equivalent diameter (d) by area equality: width of PET fiber = 1.5 mm, thickness of PET fiber=0.78 mm.
πd24= width ∗ thickness
3.14∗d24=1.5∗0.78
d=1.22 mm. l/d=41.
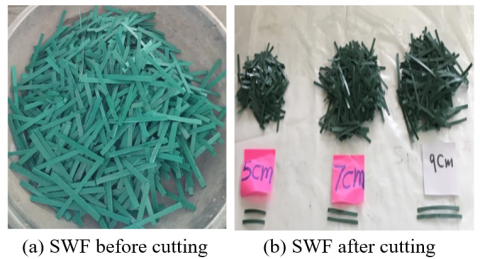
Figure 4 shows the SWF before and after cutting into different lengths. The other properties of SWF used are given in Figures 5 and 6.
Figure 4. Strap Waste Fibers (SWF)
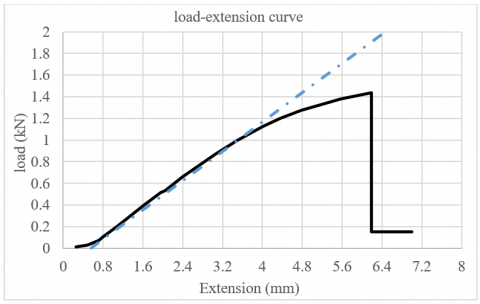
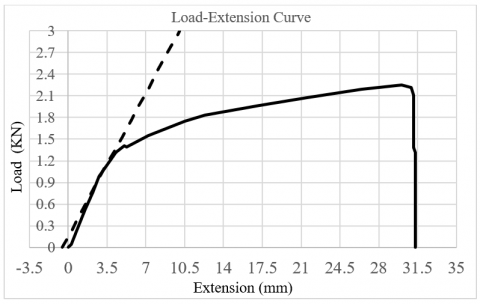
Figure 5. The load and deflection of SWF
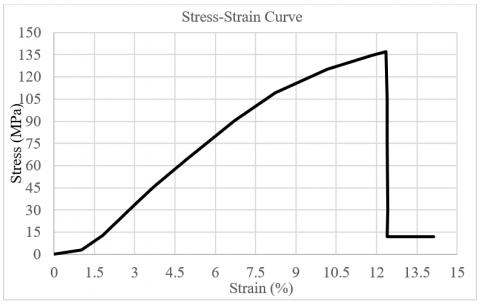
Figure 6. The stress-strain of SWF
Figure 7. The load and deflection of reinforcing rebar
Figure 8. The stress-strain of reinforcing rebar
2.2 Mix proportion
In this research, to satisfy the requirements of SCC production, the guidelines of EFNARC [39] for the preparation of SCC were followed. A total number of 19 concrete mixtures were developed. For SCC containing SWF fibers, eighteen mixes were prepared at different ratios of fibers (0.25%, 0.5%, 0.75%, 1%, 1.25%, and 1.5%) by volume of concrete. The water-to-binder ratio was selected to be 0.34. Based on trial mixes, the ratio of CP as filler was adjusted to 11% by the weight of cement. Table 3 shows the mixing proportions used in this research. R is the reference mixture without SWF; other mixture symbols have two numbers. First, numbers such as 1, 2, 3, 4, 5, and 6 refer to the ratios of fibers 0.25%, 0.5%, 0.75%,1%, 1.25%, and 1.5%, respectively. The second numbers, are 5, 7 and 9, refer to the length of the fiber.
Table 3. Mix quantities for self-compacting concrete (kg/m3)
|
Mix ID |
Ratio of FPS %by Volume |
Length Fibres (mm) |
Cement |
Ceramic powder |
Sand |
Coarse Agg. |
SP |
Water |
|
R |
0 |
- |
450 |
50 |
887 |
850 |
10 |
170 |
|
F1-5 |
0.25% |
50 |
450 |
50 |
887 |
850 |
10 |
170 |
|
F1-7 |
70 |
450 |
50 |
887 |
850 |
10 |
170 |
|
|
F1-9 |
90 |
450 |
50 |
887 |
850 |
10 |
170 |
|
|
F2-5 |
0.5% |
50 |
450 |
50 |
887 |
850 |
10 |
170 |
|
F2-7 |
70 |
450 |
50 |
887 |
850 |
10 |
170 |
|
|
F2-9 |
90 |
450 |
50 |
887 |
850 |
10 |
170 |
|
|
F3-5 |
0.75% |
50 |
450 |
50 |
887 |
850 |
10 |
170 |
|
F3-7 |
70 |
450 |
50 |
887 |
850 |
10 |
170 |
|
|
F3-9 |
90 |
450 |
50 |
887 |
850 |
10 |
170 |
|
|
F4-5 |
1% |
50 |
450 |
50 |
887 |
850 |
10 |
170 |
|
F4-7 |
70 |
450 |
50 |
887 |
850 |
10 |
170 |
|
|
F4-9 |
90 |
450 |
50 |
887 |
850 |
10 |
170 |
|
|
F5-5 |
1.25% |
50 |
450 |
50 |
887 |
850 |
10 |
170 |
|
F5-7 |
70 |
450 |
50 |
887 |
850 |
10 |
170 |
|
|
F5-9 |
90 |
450 |
50 |
887 |
850 |
10 |
170 |
|
|
F6-5 |
1.5% |
50 |
450 |
50 |
887 |
850 |
10 |
170 |
|
F6-7 |
70 |
450 |
50 |
887 |
850 |
10 |
170 |
|
|
F6-9 |
90 |
450 |
50 |
887 |
850 |
10 |
170 |
2.3 The mixing procedure
For the SCC control mixture, both fine and coarse aggregates were placed in the mixer and mixed for 30 seconds and then stopped. After that, 1/3 of the mixing water, which was well mixed with E4-S, was added to the aggregate and mixed for another 30 seconds. The mixer was again stopped, and the cementitious materials (cement and CP) were added. Next, the mixer was restarted, and the remaining 2/3 of water was slowly added. After three minutes, the mixer was stopped, and the batch was left to rest for three minutes. The mixer was restarted, and the concrete was mixed for approximately three minutes. The same procedure was used for mixing FR-SCC mixtures except that the measured fibers were added at the end, and additional E4-S was added to achieve the required fresh properties. Once this had been achieved, the fresh properties tests were conducted.
2.4 Test methods and sample preparation
The fresh properties of SCC were evaluated in this study using slump flow, T500mm, V-funnel, and L-Box, where these measurements followed the instructions of EFNARC [40]. For hardened properties, dry density was done using The cubes of dimensions (100 *100 *100) mm according to ASTM C138 [41], compressive strength done using The cubes of dimensions (150 *150 *150) mm according to BS 1881: Part 116: 1983 [42], and Ultrasonic pulse velocity (UPV) was done using The cubes of dimensions (100 *100 *100) mm (according to BS 1881: Part 116: 1983), and Ultrasonic pulse velocity (UPV) was done using The cubes of dimensions (100 *100 *100) mm according to ASTM C597-22 [43].
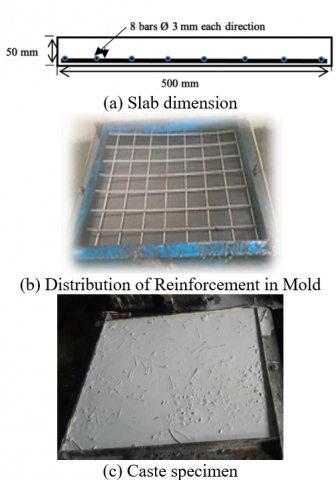
A total of seven slabs with dimensions of 500×500×50 mm were made for testing the impact resistance of high velocity, one for each SWF mix and one for R mix. These slabs were reinforced by 8 rebars of a diameter of 3 mm in two horizontal perpendicular directions. The details of molds and steel reinforcement are shown in Figure 9. The high velocity resulted from the gun shooting of a Kalashnikov, gun type 7.62 mm. The velocity of the gun shooting is 714-756 m/s, the pressure is 2800 kg/cm2, the mass of one shot is 7.47 - 7.87 g, and the distance between the gun and a slab: is 15m.
Figure 9. Details of the slabs that used in the impact test
3.1 The fresh characteristics
Workability is a significant property of SCC. Adding any type of fiber could negatively affect this concrete. So, the fresh characteristics of SCC were tested when NWF was added.
3.1.1 slump flow and T500 tests
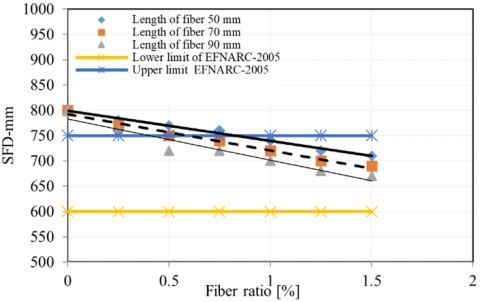
The flow ability of fresh SCC in unconfined conditions is measured by a slump flow test. Figure 10 and Table 4 displays the slump flow diameter (mm) of three groups.
Figure 10. The relationship between SFD and fiber ratio
Table 4. Fresh properties
|
MIX ID |
SFD [mm] |
T500 [sec] |
V-Funnel [sec] |
L-box |
|
R |
800 |
2.16 |
8 |
0.95 |
|
F1-5 |
780 |
4 |
10 |
0.90 |
|
F1-7 |
770 |
5 |
11 |
0.85 |
|
F1-9 |
760 |
7 |
13 |
0.8 |
|
F2-5 |
770 |
6 |
11 |
0.92 |
|
F2-7 |
750 |
8 |
12 |
0.88 |
|
F2-9 |
720 |
9 |
13 |
0.85 |
|
F3-5 |
760 |
8 |
12 |
0.88 |
|
F3-7 |
740 |
9 |
14 |
0.83 |
|
F3-9 |
720 |
10 |
16 |
0.8 |
|
F4-5 |
740 |
9 |
13 |
0.85 |
|
F4-7 |
720 |
10 |
15 |
0.82 |
|
F4-9 |
700 |
11 |
17 |
0.8 |
|
F5-5 |
720 |
10 |
15 |
0.82 |
|
F5-7 |
700 |
12 |
16 |
0.79 |
|
F5-9 |
680 |
14 |
17 |
0.77 |
|
F6-5 |
710 |
11 |
15 |
0.80 |
|
F6-7 |
690 |
13 |
17 |
0.78 |
|
F6-9 |
670 |
15 |
20 |
0.76 |
|
EFNARC |
600-750 |
3.5-6.0 |
3-15 |
0.8-1.0 |
It is evident that the inclusion of SWF caused a reduction in the diameter of diffusion of SCC. The reductions in the slump flow diameter compared to the reference mix (R), the increase of SWF length resulted in more decrease in the slump flow diameters of the mixes. Though, at a high fiber volume of SWF (1.5%) and highest length (90 mm). The slump flow diameter is still within the limit of EFNARC [40]. So, the addition of 1.5% SWF and a length of 90 mm can be appropriate for any construction that needs flexible working.
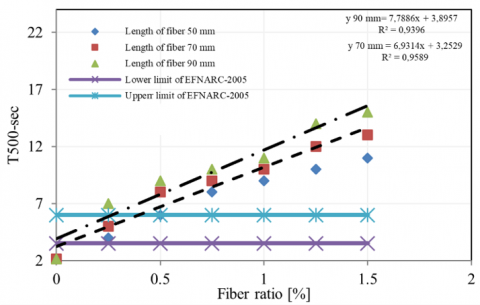
The value of T500 for R mix and mixes contained 0.25 SWF of length 50 mm and 70 mm achieved the limits of EFNARC [40]. As shown in Figure 11, the T500 slump flow time value was increased due to the incorporation of SWF into the mixes. However, adding this SWF is important to improve the ductility behavior and characteristics of SCC.
The obtained findings are similar to the results of using other types of fiber (PET) found by Al-Hadithi et al. [22] and Hilal et al. [22, 23].
Figure 11. The relationship between T500 and fiber ratio
3.1.2 V-funnel time
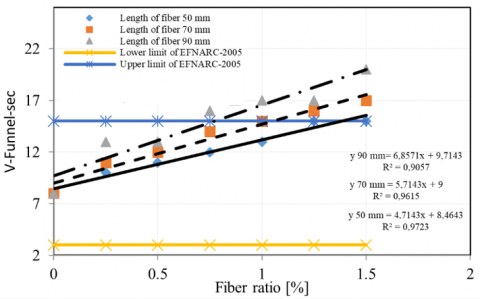
The V-funnel test is used to assess the viscosity and filling ability of produced SCC. The findings of V- funnel time (V-f t) are shown in Figure 12 and Table 4. The V-f t increased due to the inclusion of SWF to mixes, where V-f t changed from 8 sec at 0% SWF to 15 sec, 17 sec, and 20 sec for F6-5, F6-7, and F6-9 mixes, respectively. V-f t value for The F6-5 within the limits of EFNARC [40], but increasing the length of SWF to 70 mm and 90 mm led to a decrease in the ratio of SWF that give the acceptable V-f t to 1% and 0.5%, as shown in Figure 11. However, according to a linear regression analysis, the established linear relationship confirmed a close correlation between V-funnel time and fibers ratio (Figure 12). This relationship can be useful in the prediction of the proper PET fibers content to be selected according to EFNARC [40] requirements. As the coefficient of determination is more than 90%, it is possible to use these equations to estimate the suitable ratio of SWF that achieves the required value of V-f t. It can be seen the increasing length of SWF has a more significant influence on the workability of SCC than the ratio of SWF. In contrast, the granular texture of the external surface of this fiber has a negative role on V-f t and other fresh characteristics of SCC. The recent results are similar to those using other types of fiber [22, 23].
Figure 12. The relationship between V-funnel and fiber ratio
3.1.3 L- box values
The H2/H1 ratio can determine the capability of S-CC blends to pass [24]. The EFNARC guidelines [40] define the minimum value of this ratio as 0.8 to get a suitable capability of SCC passing. The introduction of SWF led to a decrease in this ratio, and increasing the length of SWF had a severe effect on the reduction of this ratio. All SWF ratios satisfy the EFNARC requirements, except the mixes F5-7, F5-9, F6-7, and F6-9 had H2/H1 ratios less than the minimum limit, as shown in Figure 13 and Table 4. A good formula related to the H2/H1 ratio with SWF ratios was found, as shown in Figure 12.
It is possible to use these formulas to find the suitable SWF ratio of definite fiber's length for a required L-box.
Figure 13. The relationship between L-box and fiber ratio
3.2 Hardened properties
3.2.1 Compressive strength
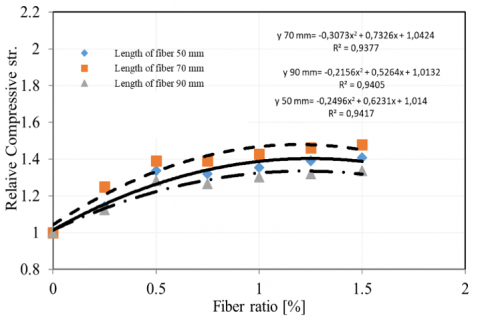
All mixtures developed a 28-day compressive strength, as shown in Figure 14 and Table 5. It is observed that the SWF had a significant role in gaining compressive strength. This enhancement was augmented with an increased ratio of SWF, and the maximum strength was achieved at a 1.5% volume fraction for each group. The length of SWF has an apparent effect on strength, where the increase in length of SWF from 50 mm to 70 mm leads to more improvement in compressive strength, which can be caused by an increase in the aspect ratio of fibers as depicted in Figure 14. However, increasing length of fibers into 90 mm results to less improvement in strength compared with other lengths, and thus finding can be determined the effective upper limit of fiber length. The maximum increase was 148% compared with the reference mix with a compressive strength of 83 MPa for F6-7. This improvement in concrete strength is attributed to the mechanical properties of the fibers, especially their tensile strength. The present findings are similar to the results of Hilal et al. [44]. The authors studid the use of eggshell ash in SCC reinforced with WPF with volume fraction of 0.5, 0.75, and 1%. Also, the findings by Al-Hadithi et al. [35] and different from the findings of Mohammed Ali [45], which used the same fiber ratios. It is possible to relate the relative compressive strength to SWF ratios by an experiential formula with a high coefficient of determination for each series, as shown in Figure 13. Besides, SWF can stop micro-cracks from spreading throughout the increasing loads on cubes. Consequently, more stress is needed to cause the cube failure with fiber [46]. Yet, in the present research, the compressive strength continued to increase for all SWF ratios compared with the reference mix, and the maximum strength was found at a maximum ratio of fiber 1.5%.
Figure 14. The relationship between relative compressive strength and fiber ratio
Table 5. Hardened properties
|
MIX ID |
Compressive Strength fcu– (at 28 Days) MPa |
|
R |
56.1 |
|
F1-5 |
64 |
|
F1-7 |
70 |
|
F1-9 |
63 |
|
F2-5 |
75 |
|
F2-7 |
78 |
|
F2-9 |
72 |
|
F3-5 |
74 |
|
F3-7 |
78 |
|
F3-9 |
71 |
|
F4-5 |
76 |
|
F4-7 |
80 |
|
F4-9 |
73 |
|
F5-5 |
78 |
|
F5-7 |
82 |
|
F5-9 |
74 |
|
F6-5 |
79 |
|
F6-7 |
83 |
|
F6-9 |
75 |
3.2.2 UPV
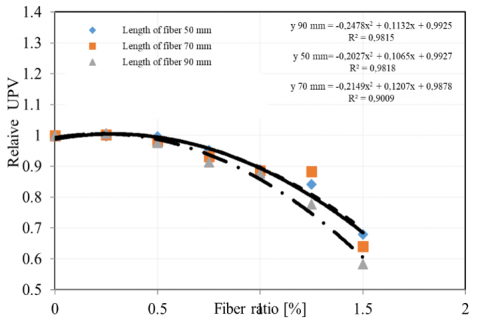
The meaning of higher pulse velocity is that the tested specimen has lower porosity. Therefore, the higher pulse velocity leads to the conclusion that the mixture has better durability [47]. The findings of UPV are shown in Figure 15 and Table 6. In contrast to compressive strength, the UPV values decreased with the use of SWF, and this reduction is increased with increasing SWF ratios. Although this reduction, the UPV is still above 4.5 for the ratio of SWF up to 1% for all lengths and ranged from 4.33 to 3.5 for 1.25% and 3.5- 3 for 1.5% for all fiber lengths. These results indicate that using SWF leads to excellent concrete depending on the classification [48]. The fewer values of UPV at 1.5% of SWF can be explained by available voids due to the non-uniform distribution of long fiber of a high ratio. It is possible to find an experiential expression for each series with a high R2 that relates the relative UPV with SWF ratios, as shown in Figure 15, Where UPVSWF and UPV are ultrasonic pulse velocities for a concrete mix containing SWF and a reference mix without SWF, respectively.
Figure 15. The relationship between relative UPV and fiber ratio
Table 6. Ultrasonic pulse velocity (km/sec)
|
MIX ID |
Ratio of Fibres |
Length Fibres [mm] |
Ultrasonic Pulse Velocity [km/sec] |
Quality of Concrete |
|
R |
0 |
- |
5.15 |
Excellent |
|
F1-5 |
0.25% |
50 |
5.14 |
Excellent |
|
F1-7 |
70 |
5.16 |
Excellent |
|
|
F1-9 |
90 |
5.18 |
Excellent |
|
|
F2-5 |
0.5% |
50 |
5.13 |
Excellent |
|
F2-7 |
70 |
5.06 |
Excellent |
|
|
F2-9 |
90 |
5.03 |
Excellent |
|
|
F3-5 |
0.75% |
50 |
4.9 |
Excellent |
|
F3-7 |
70 |
4.8 |
Excellent |
|
|
F3-9 |
90 |
4.7 |
Excellent |
|
|
F4-5 |
1% |
50 |
4.58 |
Excellent |
|
F4-7 |
70 |
4.56 |
Excellent |
|
|
F4-9 |
90 |
4.52 |
Excellent |
|
|
F5-5 |
1.25% |
50 |
4.33 |
Good |
|
F5-7 |
70 |
4.55 |
Excellent |
|
|
F5-9 |
90 |
4.0 |
Good |
|
|
F6-5 |
1.5% |
50 |
3.5 |
Good |
|
F6-7 |
70 |
3.3 |
Doubtful |
|
|
F6-9 |
90 |
3.0 |
Doubtful |
3.2.3 Impact resistance
The impact resistance of the shooting in previous studies can be divided into three types [49-51] which are first, the shot penetrates totally (hole) in the slab, where the hollow's diameter at the obverse face is lesser than the back face, and that happened in the present study. The second type of failure is incomplete penetrating, where the shooting could not enter the total thickness of the slab, resulting in material loss in the spalling area and cracks in the cabbing area. This type of failure did not happen in the present study. The slab was broken into different smithereens in the third failure; this did not occur in the current research.
It was found that the energy of the weapon's shooting was equal to 20,324 Joules, which is the same for all tested slabs.
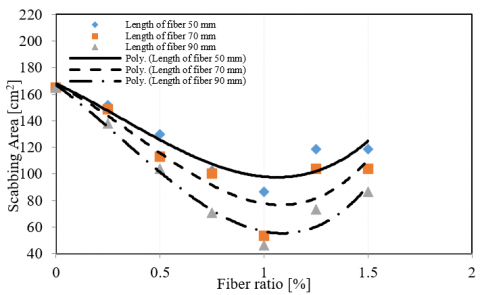
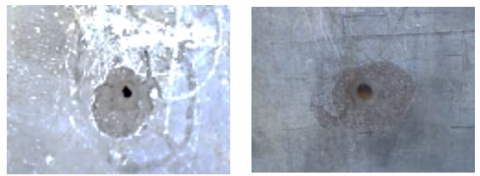
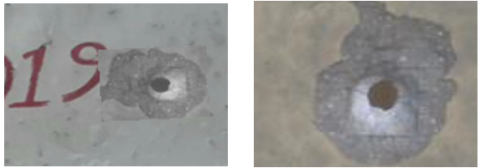
After the shooting, the damage in the slabs was classified as a failure type one, depending on previous classifications. The hollow diameter in the front and back face, spalling area, and scabbing area were measured for every tested slab (see Tables 7 and 8). The diameter and area of spalling (fronting face) and scabbing (back face) are reduced by using the SWF, where the increase in the ratio of SWF commanded more reduction, and an increase in the fiber length for the same ratio of SWF caused more reduction. The minimum diameter and area of spalling and scabbing occurred at 1% SWF of fiber length 90 mm. An increase in SWF ratio led to an increase in these diameters and areas, which is still less than the reference slab (see Figure 16). The diameter and area of scabbing are more than the corresponding value of spalling and the relative diameter of spalling and scabbing is more than relative area of these spalling and scabbing which means the area has more decrease than the diameter (see Figure 17). It can explain these results in terms of the ability of fibers to absorb the impact energy of fire shooting on the slabs and reduce its effect on harming the concrete slabs and preventing their breaking into small pieces. The current findings have similarities to the results of Mina et al. [52], which emphasize the positive role of fibers and their length in the resistance of reinforced concrete slabs to fire shooting. The pictures of the front and back faces of slabs that contained 1% SWF of different fiber lengths after the fire shooting are illustrated in Figure 18.
Table 7. Spalling diameter, area, relative area and relative diameter for all mixes
|
Mix ID |
Ava. Diameter [mm] |
Area Spalling [mm2] |
Relative Spalling area |
Relative av. Diameter Spalling |
|
R |
115 |
10386 |
1 |
1 |
|
F1-5 |
111.5 |
9764.2 |
0.940 |
0.970 |
|
F1-7 |
110 |
9503 |
0.915 |
0.957 |
|
F1-9 |
102.5 |
8251 |
0.794 |
0.891 |
|
F2-5 |
105 |
8659 |
0.834 |
0.913 |
|
F2-7 |
97 |
7389.8 |
0.712 |
0.843 |
|
F2-9 |
87.5 |
6013.2 |
0.579 |
0.761 |
|
F3-5 |
104 |
8494.8 |
0.818 |
0.904 |
|
F3-7 |
97.5 |
7466.1 |
0.719 |
0.848 |
|
F3-9 |
86.5 |
5876.5 |
0.566 |
0.752 |
|
F4-5 |
85 |
5672 |
0.546 |
0.739 |
|
F4-7 |
80 |
5024 |
0.484 |
0.696 |
|
F4-9 |
74 |
4298 |
0.414 |
0.643 |
|
F5-5 |
105 |
8659 |
0.834 |
0.913 |
|
F5-7 |
97.5 |
7466.1 |
0.719 |
0.848 |
|
F5-9 |
92.5 |
6720 |
0.647 |
0.804 |
|
F6-5 |
109 |
9331.3 |
0.898 |
0.948 |
|
F6-7 |
95 |
7088.2 |
0.682 |
0.826 |
|
F6-9 |
90 |
6361.7 |
0.613 |
0.783 |
Table 8. Scabbing diameter, area, relative area and relative diameter for all mixes
|
Mix ID |
Ava. Diameter [mm] |
Area Scabbing [mm2] |
Relative Scabbing Area |
Relative av. Diameter |
|
R |
145 |
16512 |
1 |
1 |
|
F1-5 |
139 |
15174 |
0.919 |
0.959 |
|
F1-7 |
137.5 |
14848 |
0.899 |
0.948 |
|
F1-9 |
132.5 |
13780 |
0.835 |
0.914 |
|
F2-5 |
128.5 |
12968.6 |
0.785 |
0.886 |
|
F2-7 |
120 |
11309.7 |
0.685 |
0.828 |
|
F2-9 |
115 |
10386.8 |
0.629 |
0.793 |
|
F3-5 |
114 |
10207 |
0.618 |
0.786 |
|
F3-7 |
112 |
10028.7 |
0.607 |
0.772 |
|
F3-9 |
105 |
7088,2 |
0,429 |
0,724 |
|
F4-5 |
105 |
8659 |
0.524 |
0.724 |
|
F4-7 |
82.5 |
5342 |
0.324 |
0.569 |
|
F4-9 |
77 |
4654 |
0.282 |
0.531 |
|
F5-5 |
123 |
11882.2 |
0.720 |
0.848 |
|
F5-7 |
115 |
10386.8 |
0.629 |
0.793 |
|
F5-9 |
96.5 |
7313.8 |
0.443 |
0.666 |
|
F6-5 |
123 |
11882.2 |
0.720 |
0.848 |
|
F6-7 |
115 |
10386.8 |
0.629 |
0.793 |
|
F6-9 |
105 |
8659 |
0.524 |
0.724 |
Figure 16. The relationship between spalling area and fiber ratio
Figure 17. The relationship between scabbing area and fiber ratio
(a) Spalling area and the cracks for the slab that contained 1% NWF of length 50mm
(b) Scabbing area and the cracks for the slab that contained 1% NWF of length 50mm
(c) Spalling area and the cracks for the slab that contained 1% NWF of length 70mm
(d) Scabbing area and the cracks for the slab that contained 1% NWF of length 70mm
(e) Spalling area and the cracks for the slab that contained 1% NWF of length 90mm
(f) Scabbing area and the cracks for the slab that contained 1% NWF of length 90mm
Figure 18. The spalling and scabbing areas for the slab that contained 1% NWF of different fuber length
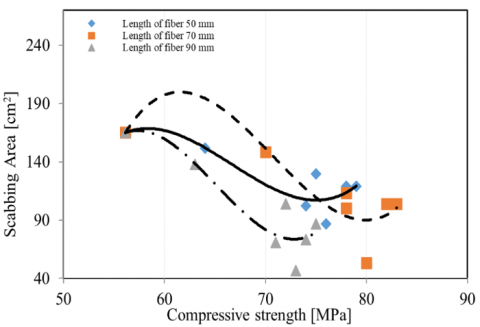
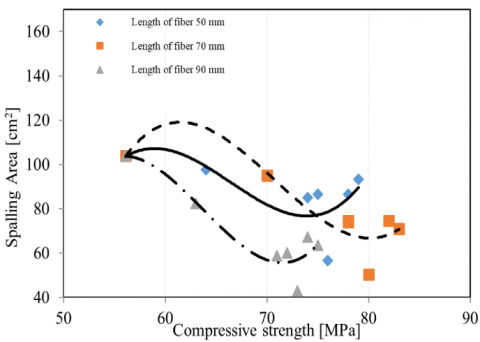
Figure 19 shows that the polynomial formula between the scabbing area and compressive strength. It is possible to relate the spalling area with compressive strength in the polynomial formula for different-length fibers, as shown in Figure 20. In general, the scabbing and spalling areas decrease with increase of compressive strength, hence enhancing the impact resistance.
Figure 19. The relationship between the scabbing area and compressive strength
Figure 20. The relationship between the spalling area and compressive strength
The current investigations led to the following conclusions:
[1] Quiel, S.E., Naito, C.J., Fallon, C.T. (2019). A non-emulative moment connection for progressive collapse resistance in precast concrete building frames. Engineering Structures, 179: 174-188. http://doi.org/10.1016/j.engstruct.2018.10.027
[2] Abdulhameed, H., Mansi, A., Mohammed, A., Abdulhameed, A., Hanoon, A. (2021). Study the use of Nano-limestone and Egg-shell Ash in Eco-friendly SCC: An experimental and statistical evaluation based on computer programming. In 2021 14th International Conference on Developments in eSystems Engineering (DeSE), Sharjah, United Arab Emirates, pp. 509-514. https://doi.org/10.1109/DeSE54285.2021.9719563
[3] Sahmaran, M., Yaman, I.O. (2007). Hybrid fiber reinforced self-compacting concrete with a high-volume coarse fly ash. Construction and Building Materials, 21(1): 150-156. http://doi.org/10.1016/j.conbuildmat.2005.06.032
[4] Farnam, Y., Mohammadi, S., Shekarchi, M. (2010). Experimental and numerical investigations of low velocity impact behavior of high-performance fiber-reinforced cement based composite. International Journal of Impact Engineering, 37(2): 220-229. http://doi.org/10.1016/j.ijimpeng.2009.08.006
[5] Mastali, M., Dalvand, A., Sattarifard, A.R. (2016). The impact resistance and mechanical properties of reinforced self-compacting concrete with recycled glass fibre reinforced polymers. Journal of Cleaner Production, 124: 312-324. http://doi.org/10.1016/j.jclepro.2016.02.148
[6] Gencel, O., Brostow, W., Datashvili, T., Thedford, M. (2011). Workability and mechanical performance of steel fiber-reinforced self-compacting concrete with fly ash. Composite Interfaces, 18(2): 169-184. http://doi.org/10.1163/092764411X567567
[7] Meddah, M.S., Bencheikh, M. (2009). Properties of concrete reinforced with different kinds of industrial waste fibre materials. Construction and Building Materials, 23(10): 3196-3205. https://doi.org/10.1016/j.conbuildmat.2009.06.017
[8] Gautam, L., Jain, J.K., Jain, A., Kalla, P. (2022). Recycling of bone china ceramic waste as cement replacement to produce sustainable self-compacting concrete. Structures, 37: 364-378. https://doi.org/10.1016/j.istruc.2022.01.019
[9] Pacheco-Torgal, F., Jalali, S. (2010). Reusing ceramic wastes in concrete. Construction and Building Materials, 24(5): 832-838. http://doi.org/10.1016/j.conbuildmat.2009.10.023
[10] Alizadeh, S.M.M., Rezaeian, A., Rasoolan, I., Tahmouresi, B. (2021). Compressive stress-strain model and residual strength of self-compacting concrete containing recycled ceramic aggregate after exposure to fire. Journal of Building Engineering, 38: 102206. https://doi.org/10.1016/j.jobe.2021.102206
[11] Mohammadhosseini, H., Lim, N.H.A.S., Tahir, M.M., Alyousef, R., Alabduljabbar, H., Samadi, M. (2019). RETRACTED: Enhanced performance of green mortar comprising high volume of ceramic waste in aggressive environments. Construction and Building Materials, 212: 607-617. https://doi.org/10.1016/j.conbuildmat.2023.131194
[12] Khalil, W.I., Salam, N. (2023). Investigating the fresh properties of green SCC reinforced with recycled steel fiber. In 5th International Conference on Engineering Sciences (ICES21), Karbala, Iraq, 2631(1). http://doi.org/10.1063/5.0132893
[13] Abbas, Z.H., Hassan, M.S., Gorgis, I.N. (2024). Experimental and numerical study on compressive behaviour of circular reinforced-concrete column with pre-fabricated self-compacting mortar stay-in-place formwork strengthened with CFRP layers. Arabian Journal for Science and Engineering, 1-18. https://doi.org/10.1007/s13369-024-09097-0
[14] Abbas, Z.H., Gorgis, I.N., Hassan, M.S. (2024). Cross-sectional shape effect of stay-in-place formwork column on axial compressive behaviour. Journal of Building Engineering, 90: 109417. https://doi.org/10.1016/j.jobe.2024.109417
[15] Picazo, A., Gálvez, J.C., Alberti, M.G., Enfedaque, A. (2018). Assessment of the shear behaviour of polyolefin fibre reinforced concrete and verification by means of digital image correlation. Construction and Building Materials, 181: 565-578. https://doi.org/10.1016/j.conbuildmat.2018.05.235
[16] Silva, E.R., Coelho, J.F.J., Bordado, J.C. (2013). Strength improvement of mortar composites reinforced with newly hybrid-blended fibres: Influence of fibres geometry and morphology. Construction and Building Materials, 40: 473-480. https://doi.org/10.1016/j.conbuildmat.2012.11.017
[17] Khaloo, A., Raisi, E.M., Hosseini, P., Tahsiri, H. (2014). Mechanical performance of self-compacting concrete reinforced with steel fibers. Construction and Building Materials, 51: 179-186. https://doi.org/10.1016/j.conbuildmat.2013.10.054
[18] Gencel, O., Ozel, C., Brostow, W., Martínez-Barrera, G. (2011). Mechanical properties of self-compacting concrete reinforced with polypropylene fibres. Materials Research Innovations, 15(3): 216-225. https://doi.org/10.1179/143307511X13018917925900
[19] Felekoğlu, B., Tosun, K., Baradan, B. (2009). Effects of fibre type and matrix structure on the mechanical performance of self-compacting micro-concrete composites. Cement and Concrete Research, 39(11): 1023-1032. http://doi.org/10.1016/j.cemconres.2009.07.007
[20] Mazaheripour, H., Ghanbarpour, S., Mirmoradi, S.H., Hosseinpour, I. (2011). The effect of polypropylene fibers on the properties of fresh and hardened lightweight self-compacting concrete. Construction and Building Materials, 25(1): 351-358. http://doi.org/10.1016/j.conbuildmat.2010.06.018
[21] Ghernouti, Y., Rabehi, B., Bouziani, T., Ghezraoui, H., Makhloufi, A. (2015). Fresh and hardened properties of self-compacting concrete containing plastic bag waste fibers (WFSCC). Construction and Building Materials, 82: 89-100. http://doi.org/10.1016/j.conbuildmat.2015.02.059
[22] Al-Hadithi, A.I., Al-Ejbari, A.T., Jameel, G.S. (2013). Behaviour of waste plastic fiber concrete slabs under low velocity impact. Iraqi Journal of civil engineering, 9(1): 135-148.
[23] Hilal, N.N., AL-Hadithi, A.I., Medher, A.H. (2020). Fresh and hardened properties of lightweight self-compacting concrete incorporating with waste plastic and Expanded Polystyrene Beads. Iraqi Journal of Civil Engineering, 14(2): 16-21. https://www.iasj.net/iasj/article/195464.
[24] Al-Hadithi, A.I., Hilal, N.N. (2016). The possibility of enhancing some properties of self-compacting concrete by adding waste plastic fibers. Journal of Building Engineering, 8: 20-28. https://doi.org/10.1016/j.jobe.2016.06.011
[25] Saxena, R., Siddique, S., Gupta, T., Sharma, R.K., Chaudhary, S. (2018). Impact resistance and energy absorption capacity of concrete containing plastic waste. Construction and Building Materials, 176: 415-421.
[26] As’ad, S., Gunawan, P., Alaydrus, M.S. (2011). Fresh state behavior of self compacting concrete containing waste material fibres. Procedia Engineering, 14: 797-804. https://doi.org/10.1016/j.proeng.2011.07.101
[27] Ozerkan, N.G., Tokgoz, D.D.G., Kowita, O.S., Antony, S.J. (2016). Assessment of microstructural and mechanical properties of hybrid fibrous self-consolidating concretes using ingredients of plastic wastes. Nature Environment and Pollution Technology, 15(4): 1161.
[28] Mohseni, E., Saadati, R., Kordbacheh, N., Parpinchi, Z. S., Tang, W. (2017). Engineering and microstructural assessment of fibre-reinforced self-compacting concrete containing recycled coarse aggregate. Journal of Cleaner Production, 168: 605-613. https://doi.org/10.1016/j.jclepro.2017.09.070
[29] De Silva, S., Prasanthan, T. (2019). Application of recycled PET fibers for concrete floors. Engineer: Journal of the Institution of Engineers, Sri Lanka, 52(1): 21-27. http://doi.org/10.4038/engineer.v52i1.7340
[30] Tahwia, A.M., Heniegal, A.M., Abdellatief, M., Tayeh, B.A., Abd Elrahman, M. (2022). Properties of ultra-high performance geopolymer concrete incorporating recycled waste glass. Case Studies in Construction Materials, 17: e01393. https://doi.org/10.1016/j.cscm.2022.e01393
[31] Mohammad Hosseini, H., Tahir, M.M., Sam, A.R.M. (2018). The feasibility of improving impact resistance and strength properties of sustainable concrete composites by adding waste metalized plastic fibres. Construction and Building Materials, 169: 223-236. https://doi.org/10.1016/j.conbuildmat.2018.02.210
[32] Ghorpade, V.G., Rao, H.S. (2018). The behaviour of self compacting concrete with waste plastic fibers when subjected to chloride attack. Materials Today: Proceedings, 5(1): 1501-1508. https://doi.org/10.1016/j.matpr.2017.11.239
[33] Khalid, F.S., Irwan, J.M., Ibrahim, M.W., Othman, N., Shahidan, S. (2018). Performance of plastic wastes in fiber-reinforced concrete beams. Construction and Building Materials, 183: 451-464. https://doi.org/10.1016/j.conbuildmat.2018.06.122
[34] Ahmad, S., Umar, A. (2018). Rheological and mechanical properties of self-compacting concrete with glass and polyvinyl alcohol fibres. Journal of Building Engineering, 17: 65-74. https://doi.org/10.1016/j.jobe.2018.02.002
[35] Al-Hadithi, A.I., Noaman, A.T., Mosleh, W.K., Mechanical Properties and Impact Behavior of PET fiber reinforced Self-Compacting Concrete (SCC), Composite Structures, 224: 111021. https://doi.org/10.1016/j.compstruct.2019.111021
[36] El-Sayed, T.A. (2019). Flexural behavior of RC beams containing recycled industrial wastes as steel fibers. Construction and Building Materials, 212: 27-38. https://doi.org/10.1016/j.conbuildmat.2019.03.311
[37] Abbasi Dezfouli, A., Orak, M. (2019). Effect of using different fibers on slab on grades. Journal of Civil Engineering and Materials Application, 3(2): 91-99. https://doi.org/10.22034/jcema.2019.92090
[38] Alfeehan, A., Mohammed, M., Jasim, M., Fadehl, U., Habeeb, F. (2020). Utilizing industrial metal wastes in one-way ribbed reinforced concrete panels. Revista Ingeniería de Construcción, 35(3): 246-256.
[39] Sadowska-Buraczewska, B., Szafraniec, M., Barnat-Hunek, D., Łagód, G. (2020). Flexural behavior of composite concrete slabs made with steel and polypropylene fibers reinforced concrete in the compression zone. Materials, 13(16): 3616. https://doi.org/10.3390/ma13163616
[40] EFNARC. (2005). Specification and guidelines for self-compacting concrete. European Federation for Spec Constr Chem & Concr Syst.
[41] ASTM C138/C138M-17. (2017). Standard test method for density (unit weight), yield, and air content (gravimetric) of concrete. ASTM International. https://doi.org/10.1520/C0138_C0138M-17
[42] BS 1881 116. (1983). Method for Determination of Compressive Strength of Concrete Cubes. British Standard Institute, BS 1881: Part 116.
[43] ASTM C597-22. (2009). Standard test method for pulse velocity through concrete. ASTM International. https://doi.org/10.1520/C0597-22
[44] Hilal, N., Al Saffar, D.M., Ali, T.K.M. (2021). Effect of egg shell ash and strap plastic waste on properties of high strength sustainable self-compacting concrete. Arabian Journal of Geosciences, 14: 1-11. https://doi.org/10.1007/s12517-021-06654-x
[45] Mohammed Ali, T.K. (2021). Shear strength of a reinforced concrete beam by PET fiber. Environment, Development and Sustainability, 23(6): 8433-8450. https://doi.org/10.1007/s10668-020-00974-w
[46] Barros, J., Pereira, E., Santos, S. (2007). Lightweight panels of steel fiber-reinforced self-compacting concrete. Journal of Materials in Civil Engineering, 19(4): 295-304. https://doi.org/10.1061/(ASCE)0899-1561(2007)19:4(295)
[47] Mazloom, M., Allahabadi, A., Karamloo, M. (2017). Effect of silica fume and polyepoxide-based polymer on electrical resistivity, mechanical properties, and ultrasonic response of SCLC. Advances in Concrete Construction, 5(6): 587-611. https://doi.org/10.12989/acc.2017.5.6.587
[48] Jones, R., Fącąoaru, I. (1969). Recommendations for testing concrete by the ultrasonic pulse method. Matériaux Et Constructions, 2: 275-284. https://doi.org/10.1007/BF02475162
[49] Vossoughi, F., Ostertag, C.P., Monteiro, P.J., Johnson, G.C. (2007). Resistance of concrete protected by fabric to projectile impact. Cement and Concrete Research, 37(1): 96-106. https://doi.org/10.1016/j.cemconres.2006.09.003
[50] Mohammed, A.A., Ahmed, M.A., Dawood, H.K. (2021). Comprehensive review study for the effect of utilizing waste materials on the thermal conductivity of concretes. Anbar Journal of Engineering Sciences, 12(2): 113-120. https://doi.org/10.37649/aengs.2021.171164
[51] T Nawar, M., Rajab, N.A., Hamah, S.M. (2019). Experimental investigation on the efficacy of polyethylene aggregate on impact resistance of concrete slab. Anbar Journal of Engineering Sciences, 10(1): 9-15.
[52] Mina, A.L., Petrou, M.F., Trezos, K.G. (2021). Resistance of an optimized ultra-high performance fiber reinforced concrete to projectile impact. Buildings, 11(2): 63. https://doi.org/10.3390/buildings11020063