Ahmed Zarzoor*![]() | Nabeel Almuramady
| Nabeel Almuramady![]() | Maher Khudhair
| Maher Khudhair![]() | Thar Albarody
| Thar Albarody![]() | Husam Al-Jothery
| Husam Al-Jothery![]()
© 2025 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
In real-life conditions, rubber components in truck tires are exposed to fluctuating loads, often leading to failure from the formation and growth of cracks-an issue especially common in retreaded tires. Tire retreading is one of the first methods of recycling tires by extending their life cycle, but the lack of knowledge and extensive research on quality tire retreading is putting the lives of road users at stake. The main objective of this research work is to study the spliced pre-cured treaded liners (PTLs) by its mechanical properties, and their endurance life cycle under variable stresses. Two types of PTL rubber compounds were studied: Compound 1, designed for steering axle tires, and Compound 2, designed for driving axle tires. These positions on a truck typically bear the highest loads, requiring materials with strong mechanical properties. The study evaluated these compounds using three tests: hardness, tensile strength, and endurance. The hardness test measured the resistance of the rubber to indentation using the Shore A scale, a standard method for rubber materials. Compound 1 (for steering tires) showed a Shore A hardness value of 62, while Compound 2 (for driving tires) had a value of 66. Both values fall within the industry standard range of 50–70 for tire rubber, indicating that the splicing process did not negatively affect the curing or hardness of the PTL materials. The tensile test demonstrated that the spliced joints maintained strong performance, with only a minor reduction in maximum load and elongation compared to unsliced material. The endurance test further confirmed the durability of the spliced PTL under simulated real-world conditions. Overall, the results show that the splicing and use of pre-cured treaded liners-incorporating recycled tread waste-can maintain the necessary mechanical properties for demanding truck tire applications, while also supporting more sustainable and efficient production practices.
pre-cured treaded liner, end of life tire, tire safety, re-treaded tyres, mechanical behaviour
The integration of tread waste mechanical properties plays a vital role in improving the efficiency and sustainability of the tire reconstruction process. With the growing demand for ecological processes in the automotive industry, the utilization of waste materials such as tire scrap has become increasingly important. The integration of tread waste not only provides good mechanical properties but also makes a significant contribution to the circular economy by promoting the reuse of end-of-life tires (ELTs). One of the most important mechanical properties of tread waste is its traction strength, which is essential to maintain the integrity and service life of recycled tires. Mukherjee and Mishra [1] studied the effect of tire scrap on the mechanical properties of coating materials and highlighted that this waste can improve the overall properties of recycled tires. This finding highlights the potential of utilizing tread covering waste as a reinforcement material, which can improve tire durability and performance. Recent studies have shown that the use of high-quality tread waste can significantly improve traction strength, elongation at break, and tear strength [2, 3].
Tire repair traditionally involves applying new rubber compounds to the casing of worn tires. However, the use of recycled materials, especially tread coating waste, can reduce the consumption of raw materials and energy resources [3-6]. These sustainable development efforts are in line with the goal of a circular supply chain, which is to recycle waste to minimize environmental impact [7]. The utilization of tread coating waste not only reduces waste but also optimizes resource utilization during the reconstruction process. The mechanical behavior of tire materials is greatly affected by their composition and structure. The recycling capacity of scrap tires has been improved. Studies have shown that improving the compatibility of tread waste with the rubber matrix can improve the properties of the composite [8]. This advancement ensures that the mechanical properties of used tires can reach or even exceed those of conventional tires. This is crucial for the sustainability of tire production, as used tires can meet high performance standards.
In addition, the thermal and dynamic mechanical properties of the waste of the tread coating were evaluated to fully understand their potential in restoring applications. Zedler [9] provides evidence that low temperature recovery methods for tire for ground tires (GTR) can improve the mechanical properties of reconstructed tires. By evaluating the operating parameters, manufacturers can optimize the methods of reconstruction of the tires to exploit the unique properties of the tread waste. The recycling of tire waste also encourages innovation in the development of alternative materials for various applications. For example, Chaouch [10] discusses the design of the product involving scrap tires, which allows designers to explore new methodologies to incorporate recycled materials into various products. This interdisciplinary approach contributes to a broader understanding of the potential applications for the waste of the tread coating beyond the reconstruction sector and promotes further research on the compatibility of the materials and the improvement of performance.
The trends in the management of waste tires are moving since more interested parties recognize the advantages of using the integrated waste of the tread cover as commercial material. According to Magagula et al. [11], the improvement of knowledge of waste management practices in the tire sector can significantly contribute to the adoption of sustainable approaches. The integration of the waste of the tread coating helps not only to improve the efficiency of the tire reconstruction process, but also to ensure that producers meet the regulatory and environmental requirements. Also, the enhancement of waste tire products is a vital aspect of the development of sustainable practices in the reconstruction of tires. Rogachuk and Okolie [12] have outlined the potential of tire -based biorefineries such as alternative production paths, which could help transform tires waste into precious materials, thus making the enhancement of waste both economically and environmentally. These applications can lead to revolutionary processes aimed at re-proposing the waste of the tread coating for various improvements in the performance of the tires.
Besides, studies on the use of textile fibers derived from waste tires indicate that an effective integration of these materials can significantly improve the mechanical properties of the recovered tires [13]. The occupation of these fibers acts by excellent supplements to the mechanical integrity of the repressed compounds while providing a sustainable alternative to traditional reinforcement materials. To further emphasize the systemic importance of the integration of scrap of the tread coating, predictive simulations and models were used to analyze probabilistic uncertainty in the tire reconstruction sector [14]. By applying these models, the interested parties in the sector can develop and implement strategies to allocate resources effectively, ultimately leading to greater efficiency in restoring operations.
The progress in the devulcanization of rubber for waste tires is opening the way to upcycling towards a more sustainable and efficient circular economy. Ren et al. [15] present the progress made in this area and its implications for the transformation of how waste materials are used. By focusing on innovative methods of processing the waste of the tread coating, producers can produce higher mechanical properties that in the end extend the life cycle of tires and positively contribute to environmental standards.
With the increasing demand for automotive tires, tire retreading demand also took off. Tire re-treading is known to have the capability of saving up to 80% worth of material cost, as compared to building new tires. Re-treaded tires have also proved their credibility in terms of tire quality, durability, and performance [16-18]. With current technology, re-treaded tires were practically comparable with new tires. The need for raw rubber, burning fossil fuels and CO2 emissions is drastically reduced to one-third of the original demands with the application of re-treaded tires [19-21]. Today, one out of two truck tires in Europe is a re-treaded tire, while it is one out of three in the USA. A single truck tire can be re-treaded up to a maximum of 4 times depending on its operational service and the conditions of the tire. At this rate, it only takes the power and material of making 2 new tires to have 4 life cycles of operation if a tire is re-treaded to its limit conditions [21, 22]. But, the opportunity of the retreading business has been taken advantage by few illegal tire re-treaders, where the tires are not processed with proper standards and quality.
In summary, the analysis of the mechanical properties associated with the integrated waste of the tread coating reflects a promising road to improve the sustainability and efficiency of the tire reconstruction processes. The research indicates that the use of these waste not only improves the mechanical performance of reconstructed tires but also supports the largest objectives of the efficiency of resources and environmental sustainability. Since the need for more green technologies and methods intensifies, the tire industry must prioritize innovations that allow the effective use of waste materials, guaranteeing a more sustainable future for tire reconstruction operations and the environment. This study is organized into four main sections. The first section is Introduction (this section). The second section is Methodology, which includes three subsections: the endurance test, tensile test, and hardness test. The third section is Results and Discussion, which is divided into three subsections: the results of endurance test, the results of tensile test and the results of hardness test. The final section is Conclusion for summarizing the main achievements of this scientific study.
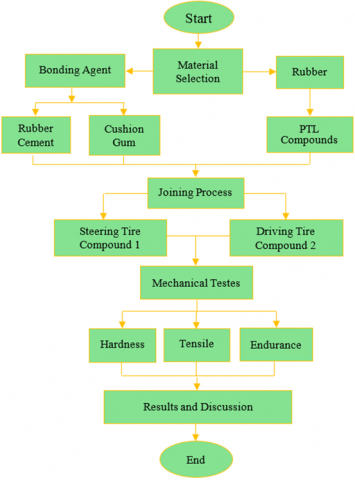
The study was carried out in four steps, material selection, splicing, analysis and result discussion, as shown in Figure 1. Three methods of mechanical analysis are selected to put the spliced pre-cured treaded liner (PTL) into test, by applying critical loads upon the specimens to explore its capability to operate in real life on-the-road experience. This study analyzed the two PTL compounds that are the most popular among the clients. PTL compounds were designed to serve different purposes which can be categorized based on the tire’s application, where steering, driving, and trailing tires were made with different types of compounds with different sets of tread patterns. Since the splicing of PTL was the concern of this study, the variance of tread patterns would not be relevant to be included. Two compounds were tested, where Compound 1 and Compound 2 were steering and driving tire compounds, respectively. The reason behind this selection is that the steering and driving tires usually took in bigger value of loads as compared to trailing tires.
Figure 1. The flowchart for achieving this research study
2.1 Joining process of PTL
Prior to splicing, two parts of PTLs are to be prepared. The essential first step is to remove or cut off the defective part of the PTL. The cut must be at the segment line of the PTL, perpendicular to its length, ensuring tread uniformity along the cut area. This step is repeated for the second joining PTL. Both cut PTLs are measured to certify that the final length after splicing meets the standard length of pre-cured treaded liners. Under-length spliced PTLs would not fit on a tire, while over-length spliced PTLs are considered acceptable and could simply be cut to the right length. However, it is important to note that the Malaysian Standards has stated in MS1394:2008, there can only be 2 maximum splices on a tire re-treading PTL, which must be at least 2 feet away from each other, for safety reasons. In this case, the test tire will have 2 splicing, the PTL splicing and tire building splicing. With intentions to test the worst-case scenario of the splicing, the test PTLs are to be cut and have both splices in the minimum range of 2 feet. This will be able to represent the splicing of the PTL at the point of maximum danger, where the results reflect on its maximum capability.
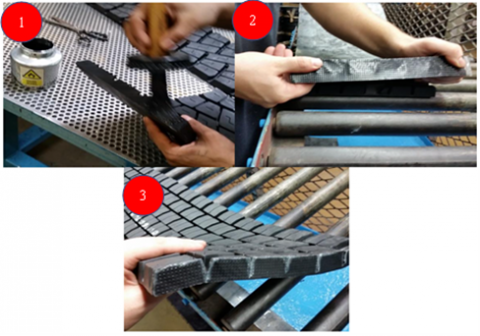
Figure 2. PTL preparation for joining
The most important part of the preparation is setting up the conditions of the joining surface. In tire building splice, the butt ends of the PTLs are buffed into a specific surface texture, where the roughness of this texture can be measured by Rubber Manufacturer Association (RMA) standard surface roughness value. The joining surface is expected to be in the range of RMA 3 to RMA 4, a proper roughness for splicing tackiness. Apart from that, the roughness of the surface provides superfluous surface area for both joining parts. After buffing the surface should be brushed to ensure that there are no non-conformities and foreign materials present on the splicing area. As shown in picture number 1 of Figure 2, a full cover layer of aqueous rubber cement is applied onto the joining surface, to increase tackiness or stickiness of the surface when the 2 joining parts are matched later. The cement is left to dry for 15 minutes maximum under well-ventilated surroundings. A cushion gum strip, a rubber adhesive compound is placed onto one of the joining surfaces, and cut off the excess strip off the edges with a leftover tolerance of 2 mm. The strip should be cut along the grooves as shown in picture 3 in Figure 2 to avoid excessive material between the grooves of the PTL during splicing.
2.2 PTL splicing
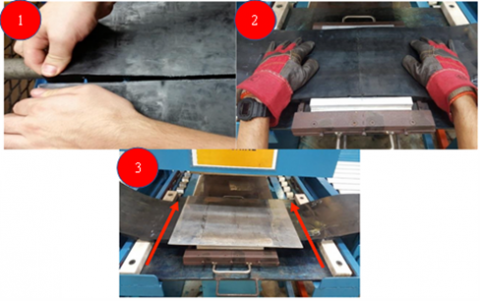
Once the machine is prepared and warmed up, and the joining PTLs are prepared, the splicing of 2 pre-cut PTLs can be performed. As shown in picture number 1 in Figure 3, both parts of the PTL are matched together at the joining surfaces with the applied cushion gum in between. Aligning the joining surface and matching the tread blocks and grooves is a vital process and has a high leverage on the success of the joining. The joined PTL would be highly successful if the matching process was done and inspected accurately. Overlapping of tread blocks of sipes may affect the overall quality and reliability of the spliced PTL.
Figure 3. PTL splicing and curing steps
Table 1. PTL splicing curing parameters
|
Curing Temperature |
150℃ ± 2℃ |
|
Curing Pressure |
40 kg/cm2 |
|
Bumping Cycle |
No bumping |
|
Cycle Time |
16.5 minutes |
The matched PTL parts are cured in a hot compression-molding machine where the joining area is placed into a tread mold. The splicing parameters are shown in Table 1. Although all the PTL’s are cured with the standard production molds, the joining PTL’s need a special mold to be performed. The pre-cured treaded liner goes through approximately 3-4% of volume shrinkage rapid cooling process after curing in production of these PTLs. Therefore, a standard PTL production mold would not fit the same cured PTL again. Splicing process takes 16.5 minutes and the joined PTL should be removed immediately after to avoid over curing of the PTL as it was already pre-cured.
2.3 Hardness test
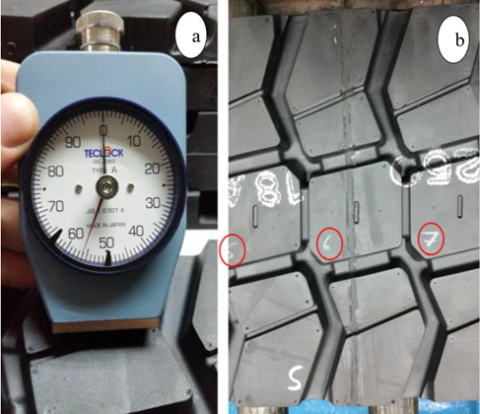
Shore A hardness testing was selected as it is widely used and suitable for rubber materials in the range of 35-80 Shore A value. Teclock Durometer Type A with a testing spike made of hardened steel with a diameter of 1.25 mm is used, as shown in Figure 4(a). The tip of the spike has the shape of a cut cone with peak angle of 35° and a cut tip with 0.79 mm diameter. The spring tension of the indenter can be specified by the formula:
$F=550+57 H A$ (1)
where, F is the compressive force in milli-Newtons (mN) and HA is the Shore A hardness value. MS 1394:2017 states that tire compounds should we within the range of 50-70 of Shore A hardness value.
Figure 4. Hardness test: (a) Teclock Durometer hardness tester, and (b) The points on PTL
The assessment of hardness upon the PTL compounds measures the depth of spike penetration with well-defined dimensions. Harris et al. [23] mentioned that rubber resistance towards penetration is theoretically known to be a non-destructive method to verify if the material is fully vulcanized. The test is dependent on dimension of the specimen and the size of indenting piece. In this study, the size of PTL specimen was 2±66 cm. It was divided into 12 segments, where segments 1 to 12 were divided equally with segment 6 being at the splicing area. Hardness measurement was repeated 5 times, and the average value was noted for each segment. Segments 5–8 were within Heat Affected Zone (HAZ) with splicing area at segment 6, the centre of all segments as shown in Figure 4(b). HAZ is the main interest of this test as it shows the change of material properties after splicing, as compared to the segments out of HAZ. The specimens were conditioned at room temperature (23 ± 2℃) for 24 hours prior to testing to stabilize any residual stresses introduced during cutting.
2.4 Tensile test
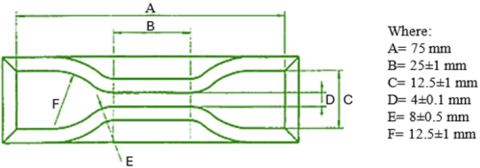
Tensile tests generally give an emphasis view on the properties of a material, where it provides a further orientation of the fluidity of the manufacturing processes, such as the mixing of tire compounds, fabrication of the PTL, and the splicing of PTL [24]. Tensile test is also used as an assessment to the level curing of the compounds, ensuring the PTL compounds and the splicing are optimally vulcanized. The elongation of the test specimens is highly dependent on the amount of tensile loading applied, which may vary between Compound 1 and Compound 2. The main concern here was the maximum amount of elongation that a spliced PTL can endure before it fails at a certain amount of load. This could briefly visualize the safe and extreme conditions on the stresses and strains of the spliced PTL compounds in real life operations. Tensile tests for rubber tires were done using type 3 of ASTM D412. Figure 5 shows the specifications of the specimen for tensile test according to the mentioned standard.
Figure 5. The dimension of specimen for tensile test
2.5 Endurance test
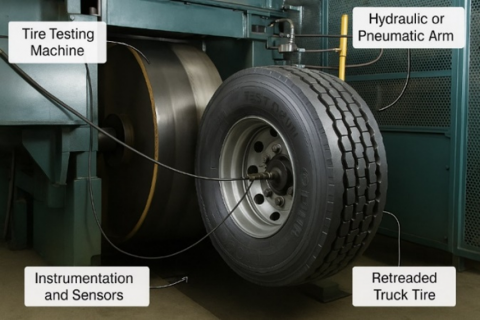
The tire endurance test is a destructive test that simulates the real operating conditions of a tire, applying different levels of load at different stages throughout the test. Pre-cured treaded liner was prepared to be spliced, built onto a test tire, and assembled against a rotating drum, as shown in Figure 6. The test tire endured variant ranges of loads, rotating speed, and operating temperature until the tire fails.
Figure 6. The drum endurance test of re-treaded tires
Malaysian Standards [25] specifies in MS 1394:2017 an endurance test of 47 hours on the drum within three stages for re-treaded tires, where the loads acting on the tire increases as it goes on to the next stage. On the other hand, Formela [26] states that Continental has put a higher mandatory standard for the test tire which requires the tire to run more than 83 hours on the drum before it is considered ‘Grade A’, an approval to release for production, putting the MS standard at minimum of 47 hours. It also stated that each re-treaded tire can only have a maximum of two splicing, the tire building splice and the PTL splice. A minimum distance of 610 mm between the splices is also stated to be a requirement. PTL compounds were built at the specified minimum distance to test the worst-case-scenario of the test tire base on Malaysian Standards.
3.1 Hardness test
The hardness test gives a visualization of the level of vulcanization of the compounds. As the compound over-cures, the harness value may increase above the accepted range while it is the opposite if the compound is under-cured. Since this study deals with the splicing of cured PTL, the concern is over-cured. However, different points around the HAZ and near splicing area are tested, which are averaged in Table 2. The average values of hardness test for compound 1 and compound 2 are 62 and 66, respectively. From the acquired data, there was no significant increase of hardness in the influenced area of PTL splicing. The values were seen to gradually increase as the test points are getting closer to the splice area, making the area at maximum level of hardness. Even so, the maximum value collected at the splice area did not exceed the maximum average value of hardness as stated in off-standard criteria. It can be concluded that the splicing did not affect the PTL compounds but only cured the bonding agents between the end portions of the PTL in the joining process.
Table 2. The experimental results of hardness test for compound 1 and compound 2
|
Hardness Test |
Value |
|
|
Standards |
Bridgestone |
60-70 |
|
Goodyear |
50-64 |
|
|
Continental |
50 - 70 |
|
|
MS 1394:2017 |
50 - 70 |
|
|
ASTM-F2871-23 |
50 - 68 |
|
|
Experimental |
Compound 1 |
62 |
|
Compound 2 |
66 |
|
3.2 Tensile test
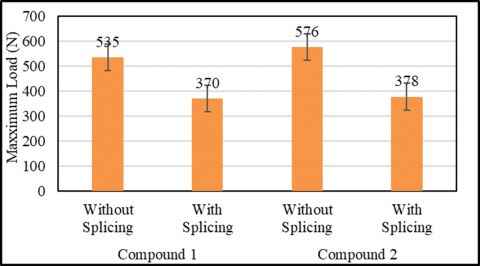
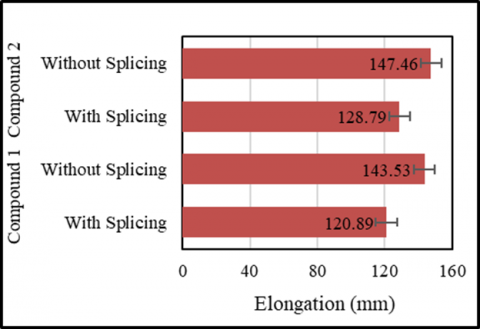
The tensile test was done in 2 variants, where each compound is tested with and without the splicing on the tensile dog-bone specimens. This is done to establish a benchmark of the spliced specimens in comparison to a solid specimen without the splicing. The focus of this test was to find out how much load the specimens could take, and how much they can elongate before they fail in tension, as these were the main concerns in designing a PTL compound to avoid unexpected breakage or separation. Figure 7 and Figure 8 show the maximum load and amount of elongation that each variant of specimen can endure before failure. Tensile behaviors were seen to be similar with very small significance between the tested compounds; a chance they might have similar compounding materials as well.
The spliced specimens too are almost identical among each other, although the value of maximum load and amount of elongation dropped as compared to specimens without the splicing, with an average of 170 N drop in maximum load and 20 mm in elongation. Studies have found that as a tire is operating, at any point within the volume of the tread, or in this case in the volume of PTL, it may not possibly have more than 250 N of load, considering the inflation pressure, vehicle load, and possible external loads by road contact. The elongation of spliced specimens in Figure 8 reached 130±10 mm, almost 80% of its original length, only 20–30 mm behind the maximum elongation of non-spliced specimens. It was observed that the failure was initiated and ended only within the bonding material of the splicing. There was no separation between the bonding material and the PTL, which consequently means the failure was limited to the strength of the bonding material, not the splicing process itself, proven with intact bonding between the agent and PTL.
Rodgers and Waddell [27] explained that when considering an operating fully built tire, an elongation of any portions within the tire at more than 10 mm is impossible without the presence of a propagating failure, which usually leads to a full failure in a matter of time. The amount of elongation in the spliced specimens exceeds its expectations, almost catching the maximum of solid, non-spliced PTL compounds.
Figure 7. The maximum tensile load of compound 1 and compound 2 with and without splicing
Figure 8. The maximum tensile elongation of compound 1 and compound 2 with and without splicing
3.3 Endurance test
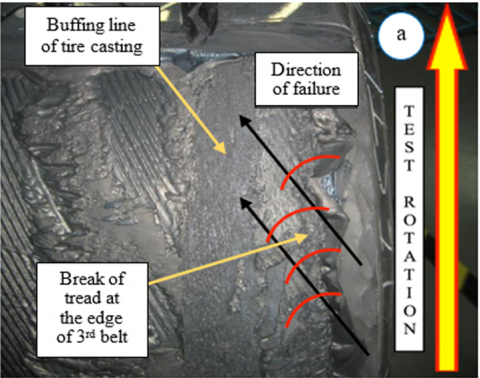
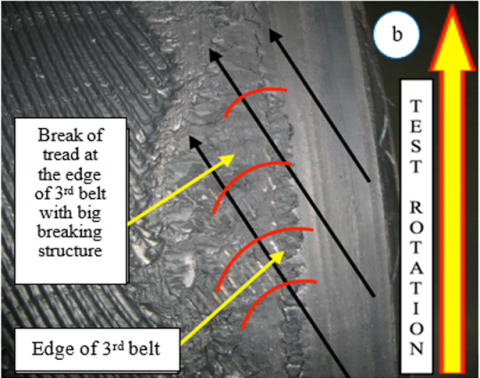
Figure 9(a) and (b) show the tread area of the tire after it failed on the drum after days of running under fluctuating loads. For ease of labelling, test tires built with spliced PTL of compounds 1 and 2 are marked as Test Tire 1 and Test Tire 2, respectively.
ISO 10191 referred that each tire must be able to last 48 hours at bare minimum before considered to be safe when in use on public roads. The standard on retreaded tires mentioned in MS1394:2017 that each tire must be able to last 49 hours at bare minimum before considered to be safe when in use on public roads. While Continental on the other hand has established higher, more stringent standards, as a certain tire from production must last for more than 83 hours on the drum to be considered a ‘Grade A’ tire, while putting Malaysian Standards as minimum requirement, where anything below 49 hours is considered total production failure.
Figure 9. The breakage of tread area of: (a) The compound 1, and (b) The compound 2
Table 3. Endurance test standards and experimental results
|
Tire Endurance Test |
Time |
|
|
Standards |
ISO 10191 |
> 48 hours |
|
Continental |
> 83 hours |
|
|
MS 1394:2017 |
> 49 hours |
|
|
Experimental |
Compound 1 |
105 hours |
|
Compound 2 |
98 hours |
|
Based on the results of endurance test in Table 3, both test tires ran way above the standards by Continental and Malaysian Standards. This proves that the splice on the PTL is able to withstand all possible loads that usually act on operating tires up to its maximum limit without breakage of the splice. The steering tire PTL compound on Test Tire 1 lasted 105 hours before failure and 98 hours for Test Tire 2 with driving tire PTL compound. As the endurance test puts the tires into a real operating environment to its limit, these results give an accurate representation of the strength of PTL splice on a tire, with absolute safety without compromising performance.
The results of this research work have crucial implications for environmental protection and industrial process optimization. The achieved endurance, tensile strength, and hardness properties proved the mechanical integrity of tread waste. This facilitates their efficient reincorporation into the manufacturing of tires and retreading methods. Owing to that, the manufacturers can reduce the cost of production, optimize raw materials utilize and lower reliance on virgin rubber without compromising product performance. Furthermore, incorporation of tread waste facilitates the manufacturing process by reducing the energy and mixing time consumption because of the partially devulcanized structure of the retreaded part. Environmentally, the reusing waste and discarded tires directly redounds to waste reduction of tires by diverting significant quantity of discarded tires from landfills and open waste places, which pose significant environmental concerns owing to their potential and persistence fire hazards. Besides, the decrease in demand for virgin synthetic rubber which relies heavily on petroleum-derived feedstocks leads to reduced greenhouse gas emissions and overall carbon footprint of tire production. These combined benefits highlight the dual role of tread waste use as a sustainable solution that aligns with circular economic principles while improving industrial efficiency.
The mechanical properties, endurance life cycle and the mode of failure and its propagation were thoroughly studied. The spliced dog-bone specimen in tensile test performed outstandingly, being able to endure more than 60% of its allowable limit of both operating stress and maximum material elongation in a running tire. There were less than 35% stress-strain differences between the specimen with and without the splicing, showing strength of the splicing. The strength of the spliced compound does not reflect its ability to resist initiation of failure where it has proven over the analysis. The splice was also proven not to affect the curing quality of the PTL where the change of hardness was insignificant. Apart from that, both test tires for tire endurance test of both compounds ran above par along the standards for re-treaded tires, where both tires were credited ‘Grade A’, with the failure between the 3rd and 4th belt layer of the tire casing. This phenomenon shows the durability of the spliced PTL’s under fluctuating cyclic loads, until the failure of the tire’s structure itself without breaking the bonds at the splicing. The great importance of this study is to ensure that the PTLs are of the highest quality providing guaranteed performance and safety. Therefore, it is recommended that more tests should be done on tire endurance of different compounds and tread patterns and applying better methods in preparing specimens for tensile testing to achieve a better outlook on the consistency of spliced PTL performance.
[1] Mukherjee, K., Mishra, A.K. (2017). The impact of scrapped tyre chips on the mechanical properties of liner materials. Environmental Processes, 4: 219-233. https://doi.org/10.1007/s40710-017-0210-6
[2] Fazli, A., Rodrigue, D. (2020). Recycling waste tires into ground tire rubber (GTR)/rubber compounds: A review. Journal of Composites Science, 4(3): 103. https://doi.org/10.3390/jcs4030103
[3] Oudah, A.A., Hassan, M.A., Almuramady, N. (2023). Materials manufacturing processes: Feature and trends. AIP Conference Proceedings, 2787(1): 030003. https://doi.org/10.1063/5.0148032
[4] Abdullah, Z.T. (2024). Remanufactured waste tire by-product valorization: Quantitative–qualitative sustainability-based assessment. Results in Engineering, 22: 102229. https://doi.org/10.1016/j.rineng.2024.102229
[5] Almuramady, N., Alobaidi, H.A. (2022). Influence of heat aging on tensile test in rubber-epoxy composites. Al-Qadisiyah Journal for Engineering Sciences, 15(2): 132-135. https://doi.org/10.30772/qjes.v15i2.839
[6] Al-Mayali, M.F., Albattat, A., Hassneen, A.A., Sharif, K.J. (2021). Assessment of multiaxial fatigue damage criteria based on the critical plane concept in micro-EHL line contact. Journal of Physics: Conference Series, 1973(1): 012159. https://doi.org/10.1088/1742-6596/1973/1/012159
[7] Bhattacharya, S., Kalakbandi, V.K. (2023). Barriers to circular supply chain: The case of unorganized tire retreading in India. The International Journal of Logistics Management, 34(3): 523-552. https://doi.org/10.1108/IJLM-04-2022-0162
[8] Pei, Y., Han, B., Kumar, D., Adams, S., Khoo, S.Y., Norton, M., Kouzani, A.Z. (2024). Mechanical processes for recycling of end-of-life tyres. Sustainable Materials and Technologies, 41: e01050. https://doi.org/10.1016/j.susmat.2024.e01050
[9] Zedler, Ł. (2022). Comprehensive analysis of low-temperature methods for reclaiming of ground tire rubber. Ph.D. Dissertation, Gdansk University of Technology.
[10] Chaouch, B.C. (2017). Product design with scrap tires. Master's thesis, Instituto Politecnico de Leiria (Portugal).
[11] Magagula, S.I., Lebelo, K., Motloung, T.M., Mokhena, T.C., Mochane, M.J. (2023). Recent advances on waste tires: Bibliometric analysis, processes, and waste management approaches. Environmental Science and Pollution Research, 30(56): 118213-118245. https://doi.org/10.1007/s11356-023-30758-4
[12] Rogachuk, B.E., Okolie, J.A. (2023). Waste tires based biorefinery for biofuels and value-added materials production. Chemical Engineering Journal Advances, 14: 100476. https://doi.org/10.1016/j.ceja.2023.100476
[13] Fazli, A., Rodrigue, D. (2022). Sustainable reuse of waste tire textile fibers (WTTF) as reinforcements. Polymers, 14(19): 3933. https://doi.org/10.3390/polym14193933
[14] Simic, V., Dabic-Ostojic, S. (2017). Interval-parameter chance-constrained programming model for uncertainty-based decision making in tire retreading industry. Journal of Cleaner Production, 167: 1490-1498. https://doi.org/10.1016/j.jclepro.2016.10.122
[15] Ren, T., Yue, X., Formela, K., et al. (2025). Progress in devulcanization of waste tire rubber: Upcycling towards a circular economy. Express Polymer Letters, 19(3): 258-293. https://doi.org/10.3144/expresspolymlett.2025.20
[16] Luo, K., Kong, H., Yong, Z. (2025). Fatigue life prediction of a groove bottom of green all steel radial rubber tires. Journal of Applied Polymer Science, 142(23): e57002. https://doi.org/10.1002/app.57002
[17] Arayapranee, W. (2012). Rubber abrasion resistance. Abrasion Resistance of Materials, 8: 147-166.
[18] Gudsoorkar, U., Bindu, R. (2021). Fatigue crack growth characterization of re-treaded tire rubber. Materials Today: Proceedings, 43: 2303-2310. https://doi.org/10.1016/j.matpr.2021.01.065
[19] Markl, E., Lackner, M. (2020). Devulcanization technologies for recycling of tire-derived rubber: A review. Materials, 13(5): 1246. https://doi.org/10.3390/ma13051246
[20] Kojima, M. (2021). International Trade of Used and Retread Tires. In International Trade of Secondhand Goods: Flow of Secondhand Goods, Actors and Environmental Impact. Palgrave Macmillan, Cham, pp. 153-171. https://doi.org/10.1007/978-3-030-55579-5_7
[21] Joseph, A.N., Natarajan, N., Ramasamy, M., Partheeban, P. (2025). Predictive modeling for sustainable tire retreading and resource optimization in public transport system. Sustainability, 17(12): 5480. https://doi.org/10.3390/su17125480
[22] Schutz, J., Sauvey, C. (2025). Sustainable and profitable urban transport: Implementing a ‘tire-as-a-service’ model with regrooving and retreading. Sustainability, 17(9): 3892. https://doi.org/10.3390/su17093892
[23] Harris, J.R., Evans, L.R., MacIsaac Jr, J.D. (2013). Evaluation of laboratory tire tread and sidewall strength (plunger energy) test methods. No. DOT HS 811 797.
[24] Bijarimi, M., Zulkafli, H., Beg, M.D.H. (2010). Mechanical properties of industrial tyre rubber compounds. Journal of Applied Sciences (Faisalabad), 10(13): 1345-1348. https://doi.org/10.3923/jas.2010.1345.1348
[25] Sarkawi, S.S., Ngeow, R., Che Aziz, A.K., Abdul Rahim, R., Abdul Ghani, R., Zaeimoedin, T.Z., Yusof, N.H. (2023). Epoxidised natural rubber in tyre applications. In Epoxidised Natural Rubberr: Properties & Applications. Springer, Singapore, pp. 99-139. https://doi.org/10.1007/978-981-19-8836-3_5
[26] Formela, K. (2022). Waste tire rubber-based materials: Processing, performance properties and development strategies. Advanced Industrial and Engineering Polymer Research, 5(4): 234-247. https://doi.org/10.1016/j.aiepr.2022.06.003
[27] Rodgers, B., Waddell, W. (2005). Tire engineering. In Science and Technology of Rubber. Elsevier Inc., pp. 619-661. https://doi.org/10.1016/B978-012464786-2/50017-1