Manolia Abed Alwahab Ali![]() | Rand Salih Farhan Al-Jadiri*
| Rand Salih Farhan Al-Jadiri*![]() | Dalia Adil Rasool
| Dalia Adil Rasool![]()
© 2025 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
Attapulgite has become a new type of mineral admixture in recent years, and its application is becoming more and more popular in the field of construction materials, especially in cementitious materials and various environmental uses. This trend is due to its distinctive crystal morphology and chemical composition, which endow it with unique physicochemical properties, including significant adsorption capacity, improved binding properties, and significant pozzolanic activity. The use of pozzolanic materials in the concrete industry is not only sustainable construction because it reduces the cost of cement production but also the related CO2 emissions, helping with the mitigation of global warming and climate change. The present study is designed to assess the effect of using Iraqi attapulgite clay in the composition of self-compacting cement mortar on selected characteristics of the mortar, which is an increasing practice that has a positive effect on the economic and environmental aspects of sustainability. Attapulgite clay was used (after conversion to pozzolanic materials) as a cement substitute at replacement levels of 5% and 10%. The test results show that incorporating high-reactivity attapulgite improves the flexural and compressive strengths of cement mixes compared to the reference mix. The increases in compressive strength of mixes with (5, 7.5, and 10%) attapulgite replacement reach 64.5 MPa, 67.3MPa, and 55 MPa, respectively, compared with the reference mix of 33 MPa at 28 days. A 7.5% attapulgite replacement yields higher compressive and flexural strength values in cement mixes than a 10% attapulgite replacement. Also, cement mortars incorporating (5, 7.5, and 10%) attapulgite have higher air-dry density and lower water absorption than the reference mix.
mineral admixture, mortar, attapulgite, compressive strength, self-compacted mortar
Admixtures are substances other than water, aggregates, and cement that are incorporated into concrete or mortar during or just before mixing. Mineral admixtures are introduced in a powdered state, with particle fineness comparable to or finer than that of the concurrently used cement [1]. Admixtures are generally classified into two categories: chemical and mineral. Finely divided siliceous compounds, categorized as mineral admixtures, are commonly added to concrete in significant proportions, typically 20% to 70% of the total cementitious mass. Including pozzolanic substances in concrete is an efficient and practical method for improving key engineering properties, such as flexural, splitting tensile, and compressive strength. Employing high-reactivity pozzolans enables high-performance concrete to exhibit enhanced characteristics in fresh and hardened conditions [2].
Concrete is one of the most widely utilized materials. The concrete industry produces approximately 12 billion tonnes per annum, of which about 1.6 billion tonnes are used as Portland cement (PC) worldwide. Notably, the production of one tonne of cement releases about 0.8 tonnes of carbon dioxide into the atmosphere [3]. The cement industry accounts for between 5% and 8% of the total global CO₂ emissions [4, 5]. Thereby contributing to the greenhouse effect and acid deposition, with significant ramifications for the environment. Furthermore, the production of every tonne of PC requires large amounts of non-renewable resources, such as limestone and sand, and a high energy input of about 1,700–1,800 MJ/tonne of clinker. Consequently, about 1.5 tonnes of raw materials are required to manufacture a tonne of cement.
To minimize the ecological footprint of cement production, attapulgite (AT) and other cementitious alternatives are used in various ways, either as partial cement replacements or as sources of novel, lower-impact cementitious compounds. Attapulgite is a naturally occurring mineral that has unique colloidal properties due to its three-dimensional chain structure and composition of crystalline hydrated magnesium aluminosilicate. Upon complete hydration, specific grades of attapulgite can thicken fluids without volume expansion. Thermal activation increases the surface area and porosity, thereby improving the material's functional properties [2].
Attapulgite is the main mineral component of Attapulgus clay, which is mined by surface mining, i.e., using open-pit techniques. This procedure includes stripping by scrapers, draglines, or bulldozers, followed by removal by backhoes, shovels, front-end loaders, or small draglines. After extraction, the clay is transported by truck to processing plants, where it undergoes drying, grinding, and sieving to obtain the desired particle size. Some specific treatments are also applied to improve specific properties, e.g., addition of 1% to 2% MgO for increasing the viscosity and decreasing the drying rate; exposure to high temperature for removal of zeolitic water from the internal channels for enhancing the sorbent performance; and fine grinding to an ultrafine size for increasing the suspension behavior and increasing the surface area [6-9].
Al-Amide [10] studied attapulgite, a naturally occurring clay mineral in Iraq. The study began with the preparation of the mineral admixture with raw materials taken from the Tar Al-Najaf area, which were then pulverized to a high-fineness powder. Subsequently, the optimal calcination temperature for activation of the pozzolanic properties of the material was determined. The finding revealed that 30 min of thermal treatment at 750℃ was sufficient to transform attapulgite into an active pozzolanic form. Identifying the optimal replacement ratio based on cement weight was a vital part of the investigation, particularly when high-performance water-reducing admixtures (HRWR) were present. Attapulgite was added at different percentages (3–11%) to a 1:1.45:1.75 weight ratio. Experimental results showed that the compressive strength was the highest at 79.7 MPa when the cement replacement rate was 6%. The significant improvements in density, tensile, compressive, and flexural strengths for the main mixtures were achieved at 60 days with an increase of 57.7%, 3.73%, 46.44%, and 44.26%, respectively. Further, water absorption was reduced by 36 percent. By 90 days, compressive strength had increased by an additional 59%.
Neville and Brooks [5] represented the pozzolanic reaction mechanism in concrete, noting that the process of pozzolanic admixture addition increases the transition zone between aggregate and cement paste. This zone usually has more porosity than the cement paste around it. Due to their high fineness, pozzolanic admixtures act as fillers within these voids and react with Ca(OH)₂ to form an additional gel. This chemical process plays an essential part in developing the interfacial bond between cement paste and aggregates. Pozzolanic materials chemically react with calcium hydroxide formed in the hydration of primary cementitious phases (C₂S and C₃S). Al-Hadithi [11] researched the conversion of locally available kaolin clays to high reactivity metakaolin (HRM). Several experimental procedures were carried out to determine the optimum calcination temperature for the production of HRM.
Furthermore, the study examined the optimum HRM proportion for partially replacing cement by weight. The results show that the optimal temperature to convert kaolin clay into HRM is 700 degrees Celsius. At the same time, the best replacement level based on cement weight is 8%.
Al-Noaimi [12] studied the effect of adding Qatari attapulgite on the mechanical properties of Portland cement. The attapulgite was ground to a particular fineness, thermally treated at 600℃, and mixed with a water-to-cementitious-material ratio of 0.4. Cement replacement levels ranged from 5% to 80% by weight. The results indicate that the effective replacement range of producing blended cement with ordinary Portland cement and thermally activated Qatari attapulgite is between 10% and 35% burnt clay.
Ferron et al. [13] examined the impact of attapulgite on the rheological behavior of cement paste by analyzing the patterns of aggregation and failure dynamics. The results showed that the incorporation of attapulgite significantly affected the development of the gel framework in the cement suspension, resulting in a stable and flocculated structure characterized by enhanced interparticle bonding. Moreover, studies have examined the effect of attapulgite on the durability and mechanical performance of cement-based composites.
Self-Compacting Concrete (SCC) is a highly flowable concrete that can spread into place, fill formwork, and encapsulate reinforcement without mechanical compaction. High workability is not the only required property; SCC must also have good resistance to segregation. Therefore, using a high content of fine materials is vital for SCC production. The use of pozzolanic materials, such as silica fume and fly ash, on the behavior of SCC has been widely investigated. However, few studies have examined the effect of attapulgite clay, a natural pozzolana, on the properties of SCC or mortar, which are increasingly common for their positive impact on the economy and environment. SCC or mortar have many advantages in building construction such as reducing The permeability and improved durability, quality, and reliability of concrete structures are the result of improved compaction and homogeneity and the facilitating of their placement, which in turn leads to cost savings by mitigating noise emission from vibratory equipment, reducing the need for labor and equipment, increasing design flexibility, reducing the risk of hand-arm vibration syndrome, and improving the working conditions and productivity in the construction sector in general.
Mirgozar Langaroudi and Mohammadi [14] reported that incorporating nano-attapulgite enhances the performance of SCC, particularly in terms of durability. The inclusion of attapulgite significantly reduced chloride ion infiltration into the concrete matrix, thereby lowering the chloride ion migration rate. Furthermore, improvements in the mechanical strength of SCC were observed, along with reductions in both water uptake and penetration depth. According to Gao et al. [15], a minor increase in early-age self-shrinkage was observed due to adsorption by attapulgite. The SCC formulation containing a limited amount of attapulgite and fly ash exhibited early cracking and shrinkage behavior comparable to that of conventional SCC mixtures [16].
Few studies are available on the effect of attapulgite clay, a natural pozzolanic material, on the performance of self-compacting mortar. Therefore, the primary objective of the current investigation is to analyze the impact of employing Iraqi attapulgite clay (after conversion to high-reactivity attapulgite) as a partial replacement for 5% and 10% of the cement on the rheological and mechanical properties of self-compacting cement mortar (SCAT).
2.1 Material
2.1.1 Cement
Al-Mass, an Iraqi Portland cement, was utilized for SCAT mixtures. The physical characteristics and chemical composition adhered to the Iraqi Standard Specifications IQS No.5/1984 [17].
2.1.2 Fine aggregate
Al-Ekhadhur sand was used as fine aggregate. It was observed that the sand falls within Zone 3, as listed in Table 1, and that its chemical and physical characteristics conform to the demands of the Iraqi Specification IQS No. 45/1984 [18].
Table 1. The sieve analysis of the used sand
|
Sieve Size (mm) |
Accumulative Passing (%) |
%Accumulated Passing according to the Limits of I.O.S. No. 45/1984 |
|
4.75 |
100 |
90-100 |
|
2.36 |
93.43 |
85-100 |
|
1.18 |
84.48 |
75-100 |
|
0.60 |
69.13 |
60-79 |
|
0.30 |
28.68 |
12-40 |
|
0.15 |
8.98 |
0-10 |
|
Fineness Modulus = 2.15 |
||
2.1.3 Water
Tap water was utilized to mix and to cure the specimens of self-compacted mortar containing attapulgite clay SCAT.
2.1.4 Chemical admixture
A chemical admixture was used to improve mortar workability and produce SCAT mixes with high flowability. Therefore, Glenium 54 from BASF in Iraq was used as the HRWR in this work. It conforms to ASTM C494-05 Type F [19]. The base material in Glenium 54 is a modified polycarboxylic ether that enhances the dispersion of cement particles during mixing. Table 2 presents the primary characteristics of the HRWR.
Table 2. Primary characteristics of HRWR
|
Characteristics |
Description |
|
Based material |
Modified polycarboxylic ether |
|
Reactive density |
1.07 |
|
Chloride status |
Free |
|
pH |
5 - 8 |
2.1.5 Mineral admixtures (high reactivity attapulgite)
In this research, high-reactivity attapulgite was used as a mineral admixture by grinding at the Building Research Center/Ministry of Science and Technology, using a storming method to process raw attapulgite clays containing rocks into high-fineness powder. The attapulgite powder was burned in an oven at a controlled temperature. The oven temperature was gradually increased (4℃/min) to the required temperature (750℃), which is considered a suitable calcination temperature, and then maintained at that temperature for 30 minutes to obtain an active pozzolanic material [10]. Figure 1 shows the attapulgite clays, while Table 3 and Table 4 show attapulgite High Reactivity’s physical properties and chemical analysis, which conform to ASTM C618-01 requirements, Class N pozzolana [20]. The strength activity indexes (SAI) of Attapulgite High Reactivity were 103 and 106 at 7 and 28 days, respectively, and met ASTM C311-02 [21] requirements, which limit the SAI to not less than 75 at both 7 and 28 days.

Figure 1. High reactivity attapulgite
Table 3. Physical properties of attapulgite admixture
|
Characteristics |
Value |
|
Specific Gravity |
2.2 |
|
Density |
2185 kg/m³ |
|
Fineness (by Blaine method) |
2015 m²/kg |
Table 4. Chemical analysis of attapulgite admixture
|
Oxide Composition |
Oxide Content (%) |
ASTM C618-01 |
|
SiO2 |
61.40 |
|
|
Al2O3 |
14.15 |
|
|
Fe2O3 |
7.05 |
|
|
TiO2 |
0.64 |
|
|
CaO |
7.32 |
|
|
MgO |
5.52 |
|
|
Na2O |
1.30 |
|
|
SO3 |
0.35 |
Maximum 4% |
|
K2O |
2.27 |
|
|
L.O.I |
0.1 |
Maximum 10% |
|
SiO 2+ Al2O 3+ Fe2O3 |
82.6 |
Minimum 70% |
2.2 Mix proportion
Several trial mixes were developed throughout the experimental phase to identify a composition that meets the self-compatibility criteria in the fresh condition, including fluidity, viscosity, filling capacity, and SCAT’s performance requirements in the hardened state. This study produced three distinct cement mortar types using varying mix proportions, as presented in Table 5 and Figure 2. The mass ratio of cement to sand was kept at 1:1, with 850 kg/m3 Ordinary Portland Cement used. At the same time, high-reactivity attapulgite was used as a partial replacement for cement in mass fractions of 5%, 7.5%, and 10%. During this procedure, the water-to-binder ratio was kept at 0.33, and a high-range water retention modifier (HRWR) was added to enhance the workability of the cement mortar, as illustrated in Figure 3.

Figure 2. Flow chart for experimental work (AT = attapulgite)


Figure 3. Casting and curing of mortar samples
Table 5. Mixes’ description
|
Mix Symbol |
Description |
|
SCAT0 |
cement, sand, water, and HRWR |
|
SCAT5 |
cement, sand, 5% high reactivity attapulgite, water, and HRWR |
|
SCAT7.5 |
cement, sand, 7.5% high reactivity attapulgite, water, and HRWR |
|
SCAT10 |
cement, sand, 10% high reactivity attapulgite, water, and HRWR |
2.3 Test for fresh SCAT mix
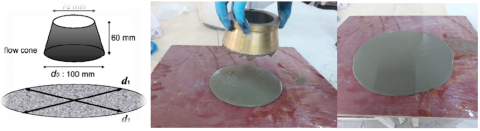
The mini slump flow method is one of the most efficient and systematic methods of determining the lateral spread and fill capacity of fresh mortar. The experimental setup consists of a conical mold with internal dimensions of 100 mm at the base, 70 mm at the apex, and a height of 60 mm, as shown in Figure 4. The procedure also involves the use of a base plate composed of a rigid and non-porous material, a scoop for transferring the mix, and a trowel for surface leveling. A volume of about 0.5 L of mortar is required for performing the test. Before execution, it is necessary to wet the base plate and the inside surface of the slump cone. The base plate is placed on a flat, stable surface, and the slump cone is centered and tightly held in place. Mortar is then scooped into the cone and then spread to a uniform level over the top with the trowel. Once filled, the cone was lifted vertically to permit unrestricted outward flow of the mortar. The resulting spread was measured along two axes at right angles, and the slump flow was determined by averaging these two diameter measurements, expressed in millimeters. As specified by EFNARC [22], the expected spread diameter should fall within the 240 mm to 260 mm range.
Figure 4. Mini slump flow test
2.4 Tests on hardened SCAT mixes
2.4.1 Compressive strength
This test was conducted on 50 mm cubes using a digital compression machine with a capacity of 2000 kN. The loading rate was applied at 1 kN/s, as specified in “ASTM C109/C109M-20 [23]”. The specimens were tested at 7 and 28 days after curing, as shown in Figure 5. This test applied the mean of three results.
2.4.2 Modulus of rupture
This test was conducted on prism specimens measuring 40 × 40 × 160 mm, tested at 7 and 28 days after curing, in accordance with ASTM C348-21 [24], using a flexural testing machine with a 125 kN capacity, as shown in Figure 6. For this test, three samples were tested for every variable. A modulus of rupture was determined using the following formula:
$F_r=\frac{3 P L}{2 b d^2}$ (1)
In which:
P is the maximum applied load, N
Fr is the modulus of rupture, MPa
b is the specimen width, mm
d is the specimen depth, mm
L is the span length, mm

Figure 5. Compression strength test

Figure 6. Modulus of rupture test
2.4.3 Water absorption
The test was conducted in accordance with ASTM C642-21 [25] using 100 mm cubes. At 28 days of age, three cubes were extracted from the tap water tanks, oven-dried at 105 ± 5℃ for 72 ± 2 hours, and thereafter stored in an appropriate sealed cabinet for 24 ± 0.5 hours. The specimens were weighed and submerged immediately in tap water for 24 ± 0.5 hours. Subsequently, they were extracted and wiped with a towel to guarantee the absence of residual water on the surface, after which they were reweighed. The water absorption was determined by dividing the specimen’s change in weight by its dry weight.
$\mathrm{A}=\frac{\mathrm{W}_{\mathrm{s}}-\mathrm{W}_{\mathrm{d}}}{\mathrm{W}_{\mathrm{d}}} \times 1$ (2)
In which:
A is the percent absorption value,
$\mathrm{W}_{\mathrm{d}}$ is the oven-dry weight of the specimen in air (kg), and
$\mathrm{W}_{\mathrm{s}}$ is the saturated surface dry weight of specimens in air (kg).
2.4.4 Apparent density
The apparent density at 28 days was measured in accordance with ASTM C642-21 [25], using 100 mm cubes, with the average of three tests per mix reported. The specimens were weighed and dried in an oven at 100-110℃ until a consistent weight was attained, cooled to 20-25℃, and weighed to determine the oven-dry weight (A). The specimens were then strung on a wire, and their apparent mass in water was documented (D). Eq. (3) was used to determine the specimens’ apparent densities:
Apparent density $=\frac{A}{A-D} \times \rho$ (3)
In which ρ is the density of water (1000 kg/m³).
3.1 Effect of attapulgite on fresh properties (slump flow test)
The results of the mini slump flow test, which showed adequate flowability and filling ability for mixes (SCAT0, SCAT5, and SCAT10), are presented in Table 6.
Table 6. Fresh properties of SCAT mortars
|
Mixes |
Attapulgite Replacement (%) |
Mini Slump Flow (mm) |
w/b* Ratio |
%HRWR by Cement Weight |
|
SCAT0 |
0 |
260 |
0.33 |
1.0 |
|
SCAT5 |
5 |
258 |
0.33 |
1.3 |
|
SCAT7.5 |
7.5 |
255 |
0.33 |
1.34 |
|
SCAT10 |
10 |
257 |
0.33 |
1.4 |
It is clear that using HRWR in reference mortar is important for producing self-compacted mortar. The extensive lateral chains of the carboxylic ether polymer in HRWR confer a significant negative charge, reduce the surface tension of adjacent water molecules, and improve the system’s fluidity when they adsorb onto cement particles. The inclusion of 5%, 7.5% and 10% attapulgite as a partial cement substitute in mixes (SCAT5, SCAT7.5 and SCAT10) results in diminished workability due to attapulgite’s elevated surface area, necessitating an increased dosage of high-range water reducer (HRWR) to achieve a comparable spread diameter of 240 to 260 mm for the mini slump flow test, following EFNARC standards [22].
3.2 Effect of attapulgite on hardened properties
3.2.1 Compressive strength
Results of the compressive strength test for mortar mixes containing 5%, 7.5%, and 10% attapulgite replacement at 7 and 28 days are shown in Figures 7 and 8. It is clear that strength increases gradually at lower replacement percentages, reaches a maximum at 7.5%, and then decreases as the percentage increases to 10%. Compressive strength increased to 45.65 MPa. At 7 days, reaching 67.3 MPa at 28 days with 7.5% replacement, and 55 MPa. with 10% replacement. This behavior can be clarified by the physical and chemical effects of attapulgite within the cement paste’s microstructure. The increase in compressive strength with 5% attapulgite replacement is attributed to the elevated fineness of the attapulgite particles, which act as a physical filler by occupying fine pores. In addition, the pozzolanic activity of attapulgite interacts with calcium hydroxide produced during cement hydration. It contributes to the formation of additional calcium silicate hydrate (C-S-H). This reaction leads to a more compact microstructure in the cement mortar, thereby enhancing the compressive strength of the mortar mixes. At 7.5%, attapulgite optimizes particle-size distribution via a micro−filler effect, filling micropores and reducing capillary voids, thereby decreasing permeability and increasing density. Likewise, its active silica content participates in the pozzolanic reaction with calcium hydroxide (CH₂) produced during hydration, shaping secondary calcium silicate gels (C-S-H), which are the primary factor in compressive strength development.

Figure 7. Compressive strength of mortar mixes with different attapulgite replacement, mean average ± SD

Figure 8. Relationship between compressive strength (MPa) and age of curing (days)
Otherwise, increasing the replacement percentage beyond 10%) decreases in strength due to many factors acting in combination. The most substantial effect was the reduction in effective cement content. This leads to a deficiency of free water necessary for hydration and the formation of internal voids after hardening. Furthermore, the available calcium hydroxide becomes insufficient to react with the entire silica content, thus reducing the efficiency of the pozzolanic reaction.
Therefore, a 7.5% replacement is considered the best, achieving a balance between enhancing the microstructure and increasing the effective hydration products without negatively affecting the cement content or workability. This directly leads to reaching the highest compressive strength according to the parameters of this study.
Table 7 shows the ANOVA p-value for compressive strength tests, indicating that the p-value is < 0.05, indicating that the difference is significant and provides strong evidence of the success of adding attapulgite to the mixes.
Table 7. ANOVA P-value for compressive strength tests
|
Groups |
Count |
Sum |
Average |
Variance |
||
|
SCAT0 |
3 |
83.37 |
27.79 |
1.9551 |
||
|
SCAT5 |
3 |
115.11 |
38.37 |
0.6925 |
||
|
SCAT7.5 |
3 |
136.68 |
45.56 |
0.2983 |
||
|
SCAT10 |
3 |
97.5 |
32.5 |
1.4908 |
||
|
ANOVA |
||||||
|
Source of Variation |
SS |
df |
MS |
F |
P-value |
F-crit |
|
Between Groups |
529.9575 |
3 |
176.6525 |
159.2648 |
1.8E-07 |
4.066181 |
|
Within Groups |
8.8734 |
8 |
1.109175 |
|||
|
Total |
538.8309 |
11 |
||||
3.2.2 Flexural strength (modulus of rupture)
Figures 9 and 10 present the test outcomes for all mixes. An improvement in the modulus of rupture was observed in SCAT mixes containing attapulgite as a partial cement replacement at 7 and 28 days, with replacement levels of 5%, 7.5%, and 10%. At 28 days, the strength of mixes (SCAT5, SCAT7.5, and SCAT10) reaches 5.4, 5.8, and 4.8 MPa, respectively, which are higher than the SCAT0 mix at 4.3 MPa. The test results also showed that the highest value was obtained at a cement replacement ratio of 7.5% with attapulgite. This improvement in the modulus of rupture is due to the pozzolanic effect of attapulgite, which strengthens the transition zone between the cement paste and aggregates with voids greater than the cement paste. In addition, pozzolanic materials serve as fillers for existing voids due to their extremely fine particle size, which improves stress transfer from the paste to the aggregate. Also, these materials react with calcium hydroxide produced during the hydration of the principal cementitious compounds (C3S and C2S), forming a homogeneous secondary (C-S-H) gel network that enhances the paste's cohesion and resistance to buckling and flexion. Furthermore, the reduction in capillary porosity at this ratio helped limit stress concentration and delay crack initiation and propagation. Vice versa, overriding the 7.5% replacement led to a dilution effect; water absorption increased, resulting in weakened internal bonding and leading to failure acceleration of the concrete cross-section under flexural loads. Since the ANOVA P-value (P < 0.05) is very low, this indicates that the addition of attapulgite effectively affects flexural strength, as shown in Table 8.

Figure 9. Flexural strength of mortar mixes with different attapulgite replacement, mean average ± SD

Figure 10. Relationship between flexural strength (MPa) and age of curing (days)
Table 8. ANOVA P-value for flexural strength tests
|
Groups |
Count |
Sum |
Average |
Variance |
||
|
SCAT0 |
3 |
99 |
33 |
0.3061 |
||
|
SCAT5 |
3 |
193.5 |
64.5 |
1.0816 |
||
|
SCAT7.5 |
3 |
202.44 |
67.48 |
0.2224 |
||
|
SCAT10 |
3 |
165 |
55 |
1.4092 |
||
|
ANOVA |
||||||
|
Source of Variation |
SS |
df |
MS |
F |
P-value |
F-crit |
|
Between Groups |
2190.001 |
3 |
730.0003 |
967.112 |
1.41E-10 |
4.066181 |
|
Within Groups |
6.0386 |
8 |
0.754825 |
|||
|
Total |
2196.04 |
11 |
||||
3.2.3 Apparent density
The apparent density test results for all mixes at 28 days with 0%, 5%, 7.5%, and 10% attapulgite replacement are presented in Figure 11. The incorporation of attapulgite clay increases density, with the increase greater at higher replacement levels. This is due to the highly fine particles of attapulgite, which envelop the voids in cement particles and make the cement paste’s microstructure denser. Table 9 shows that the ANOVA P-value (P < 0.05) is very low, which indicates that the addition of attapulgite effectively affects the apparent density and not the transverse values.

Figure 11. Apparent density of mortar mixes with different attapulgite replacement, mean average ± SD
Table 9. ANOVA P-value for apparent density
|
Groups |
Count |
Sum |
Average |
Variance |
||
|
SCAT0 |
3 |
6810 |
2270 |
496 |
||
|
SCAT5 |
3 |
6930 |
2310 |
271 |
||
|
SCAT7.5 |
3 |
6990 |
2330 |
25 |
||
|
SCAT10 |
3 |
7035 |
2345 |
19 |
||
|
ANOVA |
||||||
|
Source of Variation |
SS |
df |
MS |
F |
P-value |
F-crit |
|
Between Groups |
9506.25 |
3 |
3168.75 |
15.62885 |
0.001044 |
4.066181 |
|
Within Groups |
1622 |
8 |
202.75 |
|||
|
Total |
11128.25 |
11 |
||||
3.2.4 Water absorption
The test results of water absorption for all mixes were measured at 28 days, as shown in Figure 12, which shows a reduction in water absorption of mixes containing attapulgite replacement compared with the mix without attapulgite, and the amount of reduction increases when the attapulgite replacement increases from 5% to 7.5% and 10%. The increased surface area of attapulgite particles enhances cement hydration, leading to greater formation of hydration products that occupy voids and reduce water absorption. This is also due to the denser microstructure of cement mortar containing attapulgite. Table 10 shows that the ANOVA P-value (P < 0.05) is very low; this indicates that the addition of attapulgite has a profound and significant effect on the absorption test, and these are not coincidental values.

Figure 12. Water absorption of mortar mixes with different attapulgite replacement, mean average ± SD
Table 10. ANOVA P-value for water absorption tests
|
Groups |
Count |
Sum |
Average |
Variance |
||
|
SCAT0 |
3 |
11.7 |
3.9 |
0.01 |
||
|
SCAT5 |
3 |
10.5 |
3.5 |
0.03 |
||
|
SCAT7.5 |
3 |
9.6 |
3.2 |
0.07 |
||
|
SCAT10 |
3 |
8.1 |
2.7 |
0.01 |
||
|
ANOVA |
||||||
|
Source of Variation |
SS |
df |
MS |
F |
P-value |
F-crit |
|
Between Groups |
2.3025 |
3 |
0.7675 |
25.58333 |
0.000188 |
4.066181 |
|
Within Groups |
0.24 |
8 |
0.03 |
|||
|
Total |
2.5425 |
11 |
||||
Current research allows us to conclude the following outcomes:
Attapulgite clay, which is readily accessible, may be used to make self-compacting mortar utilizing the mix proportion of (1:1) (cement: sand), 850 kg/m³ cement, 850 kg/m³ sand, a w/b ratio of 0.33, HRWR, and two different percentages of cement replacement by attapulgite (5%, 7.5% and 10%). And 7.5% replacement of cement with attapulgite yields optimal properties.
For the mini slump flow test, incorporating 5, 7.5, and 10% attapulgite in mixes required increasing the HRWR dosage at the same 0.33 water/binder ratio to achieve similar spread diameter values of 240-260 mm.
The hardened properties (compressive strength, modulus of rupture, apparent density, and water absorption) reach 67.3 MPa, 5.8 MPa, 2330 kg/m³, and 3.2%, respectively, for the mix (SCAT7.5) with 7.5% attapulgite replacement at the age of 28 days.
Cement mortars incorporating (5, 7.5, and 10%) attapulgite have a higher density than the reference mix. The densities of the attapulgite mixes range from 2215 to 2335.4 kg/m³.
The water absorption of cement mortars decreases with increasing attapulgite replacement from 5% to 7.5% and 10%. It reaches 3.5%, 3.2%, and 2.7%, compared with 3.9% for the reference mix.
Incorporating attapulgite improves the flexural and compressive strengths of cement mixes compared with the reference mix. The increases in compressive strength of the mix with 5%, 7.5% and 10% attapulgite replacement reached 64.5 MPa, 67.3 and 55 MPa, respectively, compared with the reference mix of 33 MPa at 28 days, while the increase in flexural strength of the mix with 5%, 7.5% and 10% attapulgite replacement was 5.4 MPa, 5.8 MPa and 4.8 MPa, respectively, which was higher than that of the reference mixture.
Using 7.5% attapulgite replacement yields higher compressive and flexural strength values for cement mixes than 5% or 10% replacement.
The present study is designed to evaluate the effect of using Iraqi attapulgite clay on the performance of self-compacting cement mortar up to the age of 28 days; therefore, long-term strength, shrinkage, and sulfate resistance need to be verified in the future. Also, future studies will use SEM/XRD to quantify CH consumption and further corroborate the proposed mechanism.
The authors gratefully acknowledge the facilities and practical support provided by the chemical and testing laboratories in the Materials Engineering Department, College of Engineering, Mustansiriyah University.
[1] Mao, J.B., He, Z.H., He, Y.F., Lu, J., Li, J. (2023). A review of effect of mineral admixtures on appearance quality of fair-faced concrete and techniques for their measurement. Sustainability, 15(19): 14623. https://doi.org/10.3390/su151914623
[2] Abbas, W.A. (2014). Effect of change in mix proportions on some properties of concrete containing attapulgite mineral admixture. Proceedings of International Structural Engineering and Construction, 1(1): 399-404. https://doi.org/10.14455/ISEC.res.2014.114
[3] Rashad, A.M., Zeedan, S.R. (2011). The effect of activator concentration on the residual strength of alkali-activated fly ash pastes subjected to thermal load. Construction and Building Materials, 25(7): 3098-3107. https://doi.org/10.1016/j.conbuildmat.2010.12.044
[4] Scrivener, K.L., Kirkpatrick, R.J. (2008). Innovation in use and research on cementitious material. Cement and Concrete Research, 38(2): 128-136. https://doi.org/10.1016/j.cemconres.2007.09.025
[5] Neville, A.M., Brooks, J.J. (2010). Concrete Technology. Prentice Hall, Pearson: England, 460.
[6] Carroll, D. (1970). Clay Minerals: A Guide to Their X-ray Identification. Geological Society of America. https://doi.org/10.1130/SPE126
[7] Abdulhussein, F.K., Beddu, S., Nazri, F., Al-Hubboubi, S., Aljalawi, N. (2024). Effect of using fly ash and attapulgite lightweight aggregates on some properties of concrete. Engineering, Technology & Applied Science Research, 14(5): 17280-17285. https://doi.org/10.48084/etasr.8452
[8] Kaplan, G., Bayraktar, O.Y., Bayrak, B., Celebi, O., Bodur, B., Oz, A., Aydin, A.C. (2023). Physico-mechanical, thermal insulation, and resistance characteristics of diatomite and attapulgite-based geopolymer foam concrete: Effect of different curing regimes. Construction and Building Materials, 373: 130850. https://doi.org/10.1016/j.conbuildmat.2023.130850
[9] AlSaraj, W.K., Zghair, L.A.G., Mohammed, A.H. (2024). Capacity of self-compact concrete walls using attapulgite as a partial replacement of cement under one-way and two-way action restriction. Al-Esraa University College Journal for Engineering Sciences, 6(9): 16-30. https://doi.org/10.70080/2790-7732.1002
[10] Al-Amide, S.H.M. (2003). Some properties of concrete containing fired local attapulgite Clay. Master thesis. Department of Building and Construction Engineering, University of Technology, Baghdad, Iraq. https://uotechnology.edu.iq/dep-building/atareah/2012/MSC/27.pdf.
[11] Al-Hadithi, R. (2003). Durability of high performance concrete incorporating high reactivity metakaolin and rice husk ash. Master thesis. Civil Engineering Dept, University of Technology Baghdad, Iraq.
[12] Al-Noaimi, K.K. (2001). Influence of the activated Qatari attapulgite clay admixture on the mechanical properties and hydration kinetics of ordinary portland cement. Qatar University Science Journal, 21: 23-35.
[13] Ferron, R.D., Shah, S., Fuente, E., Negro, C. (2013). Aggregation and breakage kinetics of fresh cement paste. Cement and Concrete Research, 50: 1-10. https://doi.org/10.1016/j.cemconres.2013.03.002
[14] Mirgozar Langaroudi, M.A., Mohammadi, Y. (2018). Effect of nano-clay on workability, mechanical, and durability properties of self-consolidating concrete containing mineral admixtures. Construction and Building Materials, 191: 619-634. https://doi.org/10.1016/j.conbuildmat.2018.10.044
[15] Gao, X.J., Kawashima, S., Liu, X.Y., Shah, S.P. (2012). Influence of clays on the shrinkage and cracking tendency of SCC. Cement and Concrete Composites, 34(4): 478-485. https://doi.org/10.1016/j.cemconcomp.2012.01.002
[16] Dejaeghere, I., Sonebi, M., De Schutter, G. (2019). Influence of nano-clay on rheology, fresh properties, heat of hydration, and strength of cement-based mortars. Construction and Building Materials, 222: 73-85. https://doi.org/10.1016/j.conbuildmat.2019.06.111
[17] Central Organization for Standardization and Quality Control (1984) Iraqi Specifications Number 5, Portland Cement. Baghdad, 8.
[18] Iraqi Specification. (1984). No. 45/1984. In Aggregate from natural sources for concrete and construction. Iraqi Specifications. (1984). No. 5 for portland cement.
[19] ASTM International. (2024). ASTM C494/C494M-24: Standard specificazmical admixtures for concrete. American Society for Testing and Material International. https://doi.org/10.1520/C0494_C0494M-24
[20] ASTM International. (2017). ASTM C618-01: Standard specification for coal fly ash and raw or calcined natural pozzolan for use as a mineral admixture in concrete. American Society for Testing and Material International. https://doi.org/10.1520/C0618-01
[21] ASTM International. (2017). ASTM C311-02: Standard test methods for sampling and testing fly ash or natural pozzolans for use as a mineral admixture in portland-cement concrete. American Society for Testing and Material International. https://doi.org/10.1520/C0311-02
[22] EFNARC. (2002). Specifications and guidelines for self-compacting concrete. https://wwwp.feb.unesp.br/pbastos/c.especiais/Efnarc.pdf.
[23] ASTM International. (2020). ASTM C109/C109M-20: Standard test method for compressive strength of hydraulic cement mortars (using 2-in. or [50-mm] cube specimens). American Society for Testing and Material International. https://doi.org/10.1520/C0109_C0109M-20
[24] ASTM International. (2021). ASTM C348-21: Standard test method for flexural strength of hydraulic-cement mortars. American Society for Testing and Material International. https://doi.org/10.1520/C0348-21
[25] ASTM International. (2022). ASTM C642-21: Standard test method for density, absorption, and voids in hardened concrete. American Society for Testing and Materials International. https://doi.org/10.1520/C0642-21