Diah Wulandari*![]() | Dewi Puspitasari
| Dewi Puspitasari![]() | Nisrina Atiqoh
| Nisrina Atiqoh![]() | Willy Artha Wirawan
| Willy Artha Wirawan![]()
© 2025 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
The growing demand for sustainable and high-performance automotive components highlights the need to develop natural fiber-reinforced composites with optimized mechanical properties. This study investigates the influence of bamboo fiber orientation (0°, 45°, and 90°) on the impact energy, tensile strength, and flexural strength of polyester-based composites intended for vehicle bumper applications. Employing the hand lay-up technique and mechanical testing in accordance with ASTM standards, the study quantitatively assesses how fiber alignment affects structural performance. The results indicate that composites with a 0° fiber orientation exhibited the highest impact energy absorption, reaching 3.70 J. The 45° orientation produced the highest flexural strength at 21.28 MPa, while the 90° orientation resulted in moderate tensile strength improvement, reaching 3.8 MPa, and achieved a maximum Young’s modulus of 27 GPa. These findings underscore the pivotal role of fiber orientation in enhancing load transfer efficiency and determining failure mechanisms. The study offers valuable empirical evidence to support the design of sustainable, fiber-reinforced bumper systems through optimized fiber alignment and potential hybridization strategies.
bamboo fibre, composite, orientation bamboo fibre, impact testing, vehicle bumper
The evolution of vehicle safety systems has necessitated the integration of advanced bumper designs, which serve as critical structural components in mitigating crash impacts and protecting occupants during frontal or rear collisions. Modern bumper systems are designed to absorb and redistribute impact energies, thereby safeguarding the primary vehicle body and ancillary components such as the hood, trunk, fuel tank, exhaust, and thermal management systems [1-3]. The rapid developments in manufacturing processes and material science have propelled the design of bumpers from conventional metallic structures toward composite and hybrid configurations, enhancing crashworthiness and reducing weight without compromising safety [1]. These advancements are pivotal in addressing emergent safety regulations and environmental concerns while optimizing the inherent energy absorption capabilities of the bumper system.
The material composition of contemporary bumpers has transitioned from traditional metals and alloys to advanced composites, including those reinforced by carbon fibers and innovative polymers. Recent studies have demonstrated that composite plastic hybrids contribute to decreased vehicle mass and enhance energy dissipation during collisions, thereby improving overall crash performance and occupant protection [4]. In parallel, the incorporation of carbon fiber composites has been shown to enhance shock absorption and resilience under impact loading conditions [5]. This diversification of materials enables engineers to tailor mechanical properties, such as stiffness and ductility, to meet modern safety paradigms' rigorous demands while promoting sustainability in material selection.
In the realm of composite materials, naturally sourced fibers have garnered substantial attention due to their low density, renewability, and cost-effectiveness. The automotive industry has increasingly adopted fiber-reinforced polymer composites to replace traditional non-renewable materials, as supported by research demonstrating their competitive specific strength and environmental benefits [6]. Advanced natural fiber composites, particularly those reinforced with bamboo and curauá fibers, have undergone chemical modifications and treatment processes to improve their interfacial bonding and thermal stability, making them suitable candidates for impact-resistant bumper applications [7, 8]. Investigations into these composites' life cycle and environmental footprint stress their potential role in reducing vehicular emissions and promoting eco-friendly material use [9].
A crucial aspect of composite performance is the orientation and distribution of reinforcing fibers, which significantly affect mechanical behavior under dynamic loading conditions. Studies have confirmed that fiber misalignment and multi-directional orientations can enhance toughening mechanisms and energy dissipation, optimizing the material’s resistance to crack propagation and delamination [10]. Concurrent research focusing on the mechanical testing of carbon fiber sandwich panels has highlighted that strategic layering and fiber orientation markedly improve flexural strength and crashworthiness [1]. Furthermore, surface treatment techniques, such as the alkali-silane process applied to natural fibers, improve the interfacial adhesion between the fibers and the polymer matrix, further augmenting composites' mechanical performance and durability under high-strain conditions [11].
The integration of advanced composite materials and optimized fiber configurations into automotive bumper designs demonstrates significant promise in elevating safety standards and improving energy absorption during collisions. Investigations have underscored that polymer composites, when properly engineered, can provide exceptional performance in crash scenarios while simultaneously reducing vehicle weight [12]. Studies on multi-tubular foam-filled carbon fiber reinforced composite structures also elucidate the interplay between composite architecture and energy absorption efficiency under loading conditions [5]. Optimized processing parameters further enhance the tensile and impact resistance of natural fiber reinforced polymers, ensuring that the next generation of bumper systems meets the dual objectives of superior crashworthiness and sustainable design principles [6, 8, 13].
Although research on natural fiber composites continues to advance, systematic investigations focusing on the fiber orientation of bamboo in structural automotive applications—particularly bumper systems remain scarce. Existing literature primarily addresses the general performance of natural fiber composites, with limited quantitative analysis of how bamboo fiber orientation influences energy absorption characteristics and impact resistance. This study aims to bridge that gap by examining the relationship between bamboo fiber alignment and the mechanical response under impact loads, with the objective of optimizing energy management in composite bumper structures. Through experimental validation and comparative analysis, this research offers a novel perspective that not only contributes to materials science but also supports the development of environmentally conscious automotive safety technologies by strategically designing fiber architecture to meet stringent impact resistance requirements.
2.1 Materials
In this study, petung bamboo was sourced from Surabaya, East Java, then cut into lengths of 30–50 cm and hammered to separate fibers with an average diameter of 0.7 mm. The bamboo fibers were subsequently treated via alkalization by immersing them in a 5% NaOH solution for 2 hours at room temperature. After soaking, the fibers were rinsed with running water and dried using laboratory tissue at room temperature for two days. The treated fibers were then ready to be used as reinforcement in composites. The epoxy resin used was obtained from PT Justus Kimiaraya, Surabaya, with specifications detailed in Table 1.
Table 1. Mechanical properties polymer resin
|
Properties |
Tensile Strength (MPa) |
Flexural Strength (MPa) |
Modulus Elastisity (MPa) |
|
Epoxy |
40.20 |
76.49 |
79.43 |
2.2 Composite manufacturing
In this study, composite specimens were fabricated using the hand lay-up method, a conventional yet effective technique for manufacturing fiber-reinforced composites. The materials utilized included bamboo fiber, polyester resin, catalyst (hardener), and miracle gloss as the mold release agent. The resin and fiber were combined in a weight ratio of 60:40 (resin to fiber) to ensure optimal impregnation and mechanical performance. The hand lay-up process involved manually pouring the resin mixture onto the arranged woven bamboo fibers, followed by pressing the fiber layers with a roller to ensure thorough resin impregnation and minimize void formation. This layering process was repeated systematically until the desired composite thickness was achieved. After lay-up, the specimens were left to cure under normal atmospheric conditions without additional pressure or temperature control, as outlined in previous studies [9].
For experimental testing, square-shaped specimens were prepared. Three variations of fiber orientation were employed 0°, 45°, and 90° to investigate the influence of fiber alignment on the mechanical properties of the composites. The fiber orientation variations aimed to assess their effect on impact energy absorption, flexural strength, and tensile strength, as referenced in prior methodologies [8].
2.3 Evaluation impact test
The impact behavior of the bamboo fiber-reinforced composites was evaluated using a pendulum impact testing machine based on the ASTM D5942-96 standard for composite materials. Specimens were fabricated using a box mold with a lid, ensuring consistent geometry and dimensional accuracy across all samples. The impact test specimen design is illustrated in Figure 1, following the specified dimensions and notching requirements. The impact energy (E) absorbed by the specimen during testing was calculated using the following formula:
$\mathrm{E}=\mathrm{m} . \mathrm{g} . \mathrm{r}[\cos (\mathrm{\beta})-\cos (\alpha)]$ (1)
Figure 1. The bamboo fibre orientation
where, E=Energi Impak (J), M = Pendulum Weight (kg), g=Gravity (m/s2), r=Swing Arm Distance (m), β=End Angle of the Pendulum, α=Initial Angle of the Pendulum. To determine the impact strength or impact price (HI), the absorbed energy was normalized against the cross-sectional area of the specimen beneath the notch using the following Eq. (2):
$\mathrm{HI}=\mathrm{E} / \mathrm{A}$ (2)
Figure 2. ASTM D 5942-96 impact test specimen
where, HI=Impact Price (J/mm2), E=Impact Energy (J), A=Cross-sectional area under the notch (mm2). Specimen molds use box molds with lids. The design of the sample used is in accordance with ASTM D 5942-96, a composite material testing standard. The following is a drawing of the design of an impact test specimen according to the ASTM D 5942-96 standard. This design is presented in Figure 2.
2.4 Evaluation tensile and flexural strength
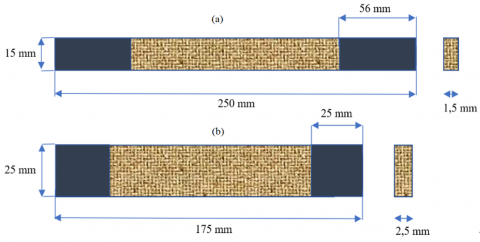
The bamboo fiber reinforced polymer composites were fabricated into specimens according to ASTM D638-01 for tensile testing and ASTM D790 for flexural testing, followed by cleaning and curing at room temperature (25℃) for seven days. Tensile properties were evaluated using dog-bone specimens to minimize stress concentration in the gauge section, with precise machining to ensure uniform cross-sectional areas, and strain measurements were obtained using a clip-on extensometer, enabling accurate determination of Young’s modulus, ultimate tensile strength (UTS), and elongation at break in accordance with established testing protocols. Tensile testing on composites was conducted to assess the mechanical properties of the fabricated materials using ASTM standard specimens material is shown in Figure 3. The testing employed a Hydraulic Servo Pulser tensile machine with a maximum capacity of 30 kN and a loading speed of 0.2 mm/s. The tensile test data were analyzed using mathematical formulas (3) to (5). Meanwhile, the flexural strength was determined using Eq. (6) [9, 14, 15].
Figure 3. (a) Tensile testing setup based on ASTM D3039 standard; (b) Flexural testing procedure in accordance with ASTM D790 standard
$\mathrm{\sigma}=\frac{\mathrm{P}}{\mathrm{A}}$ (3)
The tensile stress (σ) in the composite is calculated by dividing the applied load (P) by the cross-sectional area (A) of the specimen, expressed in N/mm² (MPa).
$\varepsilon=\frac{l_i-l_0}{l_0}=\frac{\Delta l}{l_0}$ (4)
The strain (ε) is obtained by dividing the change in length (ΔL) by the original length (L₀) of the specimen, measured in millimeters. The elastic modulus (E) of the composite is determined by dividing the tensile stress (σ) by the strain (ε), as described in Eq. (5).
$\mathrm{E}=\frac{\Delta \sigma}{\Delta \varepsilon}$ (5)
The flexural testing was performed using the three-point bending method. The maximum flexural stress was calculated using Eq. (6), where Ϭ represents the flexural strength (MPa), P is the applied load (N), L is the support span length (mm), b is the specimen width (mm), and d is the specimen thickness (mm).
$6=\frac{3 . \mathrm{P} . \mathrm{L}}{2 . \mathrm{b} . \mathrm{d} 2}$ (6)
2.5 Tensile fracture analysis
The investigation of fracture behavior in the composite specimens was conducted through visual observation to examine the surface morphology corresponding to each composite variation. A Canon EOS R50 digital camera was employed to capture high-resolution images of the fractured surfaces following tensile testing. Subsequently, the acquired images were processed and analyzed using ImageJ software to enhance visualization and facilitate more detailed interpretation. The analysis focused primarily on supporting and validating the qualitative observations obtained from the tensile fracture characteristics, ensuring a comprehensive understanding of the failure mechanisms present in each composite configuration [14].
3.1 Effect fiber orientation on tensile strength, modulus and elongation
The effect of fiber orientation on the mechanical properties of the composite material is shown in Figure 4. Tensile strength, Young’s modulus, and elongation exhibit a positive trend as the fiber orientation shifts from 0° to 90°. Specifically, tensile strength increased from approximately 1.4 MPa at 0° to 3.8 MPa at 90°, while Young’s modulus rose sharply from 13 GPa to 27 GPa. This enhancement is attributed to the alignment of fibers parallel to the loading direction at 90°, which facilitates more effective stress transfer and maximizes load-bearing capability [14, 15]. Elongation, meanwhile, increased modestly from 12% to about 15%, indicating that while stiffness and strength are significantly improved at higher fiber orientations, a slight reduction in ductility occurs due to the brittle nature of highly aligned fiber composites [16, 17]. Overall, the results underline the critical role of fiber orientation in tailoring composite properties, suggesting that a 90° orientation is most favorable for applications requiring maximum strength and stiffness, whereas hybrid orientations could be explored to balance mechanical strength with energy absorption capabilities under dynamic loading.
Figure 4. Tensile strength
The observed increase in tensile strength and elastic modulus with fiber orientation up to 90° indicates that fibers aligned parallel to the tensile load direction enable optimal load transfer. This finding aligns with the report by Mohammadi et al. [18], which highlights that proper fiber orientation in GFRP materials significantly enhances mechanical strength, particularly in automotive bumper applications requiring resistance to both tensile and bending forces . Furthermore, the increase in elastic modulus at the 90° orientation corresponds to structural requirements in automotive components, where maintaining shape stability and stiffness under dynamic loading is essential. However, the relatively modest increase in elongation suggests a trade-off between stiffness and plastic deformation capacity. This trade-off must be considered in design to prevent the material from becoming too brittle under impact loads. Overall, these results underscore the importance of balanced fiber orientation design to optimize mechanical properties in both natural and synthetic fiber-reinforced composites for vehicle applications [18].
3.2 Impact energy
The impact test results presented in Figure 5 reveal a significant influence of fiber orientation on the impact energy absorption behavior of bamboo fiber-reinforced composites. Specimens with 0° fiber orientation exhibited the highest impact energy (3.70 J) and impact strength (0.046 J/mm²). At the same time, those oriented at 45° and 90° demonstrated substantially lower values, with impact energies of 2.27 J and 1.13 J, and corresponding impact strengths of 0.028 J/mm² and 0.014 J/mm², respectively.
Figure 5. Impact energy and strength vs fibre orientation
The impact test results demonstrate that fiber orientation plays a crucial role in dictating the energy absorption behavior of bamboo fiber-reinforced composites. When fibers are aligned at 0°, the reinforcement is optimally directed along the principal loading axis, facilitating effective stress transfer and enhancing crack-bridging mechanisms. This alignment promotes energy dissipation through a combination of fiber pull-out, fracture, and matrix shear yielding, behaviors substantiated in studies of bamboo and other natural fiber [10, 19].
In the study by Youbi et al. [10], the importance of fiber/matrix adhesion was underscored as essential for optimal load transfer in bamboo composites. Similarly, Zhang et al. [20] provided evidence that progressive failure under impact loading is significantly delayed when fibers are aligned with the impact direction.
At a 45° orientation, the fibers are not ideally aligned with the impact load, resulting in reduced stress transfer efficiency. This misalignment intensifies the likelihood of fiber-matrix debonding and leads to a shear-dominated failure mode. These observations are consistent with findings reported by Liu et al. [21], where off-axis loading in natural fiber composites resulted in a transition from fiber-dominated to matrix-dominated fracture behavior. The decrease in impact energy and strength at 45° confirms that inefficient load transfer is a limiting factor in energy absorption, leading to premature crack initiation and propagation.
Conversely, when fibers are oriented at 90° to the applied load, they become largely ineffective in resisting the impact stresses. This orientation favors brittle matrix cracking and promotes interfacial delamination, as there is little contribution from fiber pull-out or bridging, a mechanism also highlighted by Zhang et al. [20]. Additional insights from Huaasin et al. [22] further explain that the composite's energy absorption capacity diminishes significantly in the absence of fiber alignment with the stress direction. As a result, the lower impact performance at 90° underscores the pivotal role of fiber alignment for enhancing composite toughness.
For automotive bumper applications, where multi-directional impact resistance is critical, using unidirectional (0°) bamboo composites offers superior performance in terms of impact energy absorption. However, real-world crash scenarios necessitate balancing directional strength and overall structural stability. Oliveira et al. [23] and Ahmad et al. [24] suggested hybridization approaches combining bamboo fibers with synthetic reinforcements to achieve this. Such strategies can reconcile the high impact resistance observed in unidirectional layups with the multi-axial performance requirements of complex automotive structures.
The highest impact energy observed at the 0° fiber orientation demonstrates that fibers aligned parallel to the impact direction effectively absorb energy through fiber tension and fiber pull-out mechanisms. This is supported by Davoodi et al. [25], who reported that hybrid composite structures with controlled fiber orientation exhibit high impact energy absorption capacity with controlled and progressive failure modes, particularly in vehicle bumper applications. Mohammadi et al. [18] also emphasized that composites with properly oriented glass fibers show superior impact energy absorption compared to conventional materials, thereby enhancing passenger safety and reducing vehicle damage during collisions. In this context, bamboo fiber composites oriented at 0° show potential for use in environmentally friendly vehicle bumpers with competitive energy absorption performance [25, 26].
3.3 Effect of fiber orientation on flexural strength
The influence of fiber orientation on the flexural strength of bamboo fiber-reinforced composites is depicted in Figure 6. The results indicate that specimens with fibers oriented at 45° exhibited the highest flexural strength (21.28 MPa), followed by those with 90° (18.99 MPa) and 0° (15.29 MPa) orientations.
Figure 6. Effect of fibre orientation on flexural strength
The experimental results indicate that fiber orientation significantly influences the flexural strength of bamboo fiber-reinforced composites. Specifically, the highest observed flexural strength of 21.28 MPa occurred for specimens with fibers oriented at 45°, followed by 18.99 MPa at 90°, and the lowest value of 15.29 MPa at 0°. This behavior can be attributed to the role of fiber alignment in stress distribution and failure mechanisms within the composite matrix.
The superior performance at 45° is likely due to the capacity of off-axis fibers to redistribute flexural stresses more efficiently. When fibers are oriented at 45° relative to the principal stress axis, they can resist longitudinal tensile forces and transverse shear stresses, creating a more effective network for stress transfer. This interplay helps delay crack initiation and facilitates energy dissipation throughout the composite [26, 27]. In this configuration, the fibers can both bridge cracks and enhance shear resistance under bending loads, a phenomenon supported by research in similar natural fiber composites [26, 27].
Conversely, specimens with a 0° fiber orientation exhibited lower flexural strength. Although unidirectional fibers aligned with the tensile side of a bending specimen can absorb impact energy effectively, their performance under flexural loads is compromised because the compressive side tends to be dominated by the resin matrix. This arrangement can lead to micro-buckling or shear failure due to the fibers' limited ability to address compressive stresses, as these fibers are parallel to the load direction [27-29].
The 90° orientation, with fibers perpendicular to the primary load direction, yields intermediate flexural strength. Here, bending resistance primarily relies on matrix-fiber interfacial interactions and the matrix's ability to delay crack propagation. However, the lack of longitudinal fiber bridging often leads to less efficient stress transfer compared to the 45° configuration. This aligns with established theories in composite mechanics, suggesting that off-axis (especially ±45°) fiber orientations optimize shear stress resistance and toughness under flexural loading [26-29].
From a design perspective, these findings highlight the importance of achieving a balance between impact resistance and flexural strength, particularly in applications like automotive bumpers. While a 0° fiber alignment may improve impact energy absorption, integrating fibers at ±45° could significantly enhance the composite's ability to withstand bending stresses and shear forces, as previously demonstrated in research on stacking sequences and hybrid architectures [26, 28]. In conclusion, the evidence underscores the critical role of fiber orientation on the flexural behavior of bamboo fiber-reinforced composites. The improved flexural performance at 45° primarily stems from efficient stress redistribution, enhanced shear resistance, and delayed crack initiation. In contrast, the performance at 0° is hindered mainly due to its anisotropic behavior under compressive loads. Future research into laminate stacking, hybrid architectures, and multi-axial reinforcement strategies is recommended to optimize these composites further for modern structural applications.
The highest flexural strength at 45° fiber orientation indicates that an off-axis fiber configuration more efficiently resists combined tensile and shear stresses, promoting uniform stress distribution and delaying crack initiation. This is consistent with studies on GFRP, which show that 45° fiber orientation provides optimal flexural performance and toughness in vehicle bumper structures that must withstand bending and shear loads from various impact directions simultaneously. Davodii et al. [25] further demonstrated that adjusting fiber geometry and orientation in hybrid composites can enhance flexural strength and structural stability, which are critical for modern automotive bumper applications. Therefore, the 45° fiber orientation approach in bamboo fiber composites can be further optimized for automotive applications requiring high flexural resistance [25, 28, 30, 31].
3.4 Comparison of tensile and bending strength
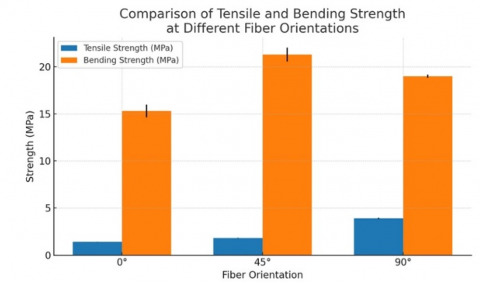
The The comparison between tensile strength and bending (flexural) strength across different fiber orientations is illustrated in Figure 7. The results demonstrate a marked difference in mechanical response under tensile and bending loading conditions, further emphasizing the critical role of fiber orientation in determining composite performance.
Figure 7. Comparison of tensile and bending strength at different fiber orientations
The comparison between tensile and bending (flexural) strengths in bamboo fiber-reinforced composites highlights the significant influence of fiber orientation on the mechanical performance of these materials. The presented results indicate that the bending strength consistently exceeds the tensile strength across various tested orientations, with the 45° configuration exhibiting the highest bending strength, despite its lower tensile strength. This observation can be explained by the fact that bending loads impose a combination of tensile, compressive, and shear stresses on the composite. In contrast, tensile loading critically depends on fiber continuity and fiber–matrix interfacial bonding, making any misalignment or weak adhesion detrimental to performance [30].
The relatively low tensile strength observed, particularly at the 0° and 45° orientations, can largely be attributed to insufficient fiber–matrix bonding and potential fiber misalignment during the fabrication process. Research supports the notion that weak interfacial adhesion may lead to fiber pull-out and debonding under tension, thereby limiting overall tensile strength [30, 31]. Conversely, the enhanced bending behavior at the 45° orientation is attributed to better shear stress distribution and crack deflection mechanisms. This orientation optimizes load-dissipative pathways, as demonstrated in studies of off-axis fiber-reinforced laminates where these configurations enhance energy dissipation [32].
Interestingly, the improved tensile performance observed at the 90° orientation indicates that fibers aligned perpendicular to the tensile load can still provide resistance to failure. Mechanisms such as crack bridging and stress redistribution within the matrix contribute to this marginal enhancement in tension, despite the intrinsic anisotropic limitations of unidirectional fiber alignment [3]. These findings collectively underscore the anisotropic nature of natural fiber composites. Given these insights, it is clear that optimizing fiber orientations is crucial for applications subject to both flexural and tensile stresses, such as automotive bumper systems. A hybrid stacking sequence incorporating 0°, ±45°, and 90° orientations could achieve a more balanced performance in terms of impact and tensile properties. Further research on fiber surface treatments, matrix modifications, and optimal fabrication methods is essential to enhance interfacial bonding and narrow the gap between tensile and bending strengths. Such advancements could significantly improve the mechanical performance of these composites and broaden their applicability in safety-critical components [33].
The comparison of tensile and flexural strength, which reveals higher flexural strength across nearly all fiber orientations, confirms the anisotropic nature of bamboo fiber composites. Their flexibility and ability to withstand complex bending loads surpass pure tensile load capacity. Literature on GFRP materials supports this phenomenon, showing that composites exhibit better energy absorption and stress distribution under bending and combined shear-tension loads compared to pure tensile loading. This characteristic is highly relevant for bumper design, which must endure multi-axial impact and deformation conditions. Additionally, Davodi et al. [25] emphasized the importance of fiber orientation control and manufacturing precision to maximize balanced mechanical performance between tensile and bending loads in hybrid bumper structures. These findings indicate the potential for bamboo fiber composites in environmentally friendly bumper designs that meet automotive mechanical standards [25, 34].
3.5 Fracture analysis
The comparison of fracture results under tensile testing at different fiber orientations shows that fiber orientation significantly influences the failure characteristics of the composite material is shown in Figure 8. For the specimens with a 0° fiber orientation, the fracture appeared elongated, and the fibers tended to pull without significant transverse damage. This indicates that the primary tensile load is carried by fibers aligned with the loading direction, resulting in greater deformation before failure. This observation is consistent with the higher elongation observed in the mechanical data.
Figure 8. Fracture analysis
For the specimens with a 45° fiber orientation, the fracture pattern became more complex, exhibiting a combination of shear and tensile failure. The fracture was not straight, with fibers visibly pulled out of the matrix (pull-out), and some areas exhibited delamination. This suggests that the angled fiber orientation leads to uneven stress distribution, increasing the likelihood of combined shear-tensile failure. However, the balance between strength and flexibility remains intact in this specimen. In specimens with a 90° fiber orientation, the fracture occurred more sharply and neatly along a specific plane, with the dominant damage being the rupture of the bond between the fibers and the matrix. The fibers showed minimal deformation, indicating a more brittle failure. This is consistent with the mechanical results that showed an increase in strength and modulus, but a slight decrease in elongation at this orientation. In the 90° specimens, the primary load is carried by fibers perpendicular to the direction of the applied force, causing the material to fracture with minimal deformation once the load exceeds the material's capacity. Overall, the results demonstrate that the 0° specimens exhibit greater deformation before failure, the 45° specimens experience a combination of tensile and shear failure, while the 90° specimens show brittle failure with the highest strength but limited deformation [35, 36].
This study examined the effect of bamboo fiber orientation on the mechanical properties of polyester-based composites designed for automotive bumper applications. The findings revealed that composites with fibers aligned at 0° exhibited the highest impact energy absorption, measuring 3.70 J. In contrast, composites with a 45° fiber orientation demonstrated the greatest flexural strength, reaching 21.28 MPa. Meanwhile, the 90° fiber orientation produced the highest tensile strength of 3.8 MPa and a Young’s modulus of 27 GPa. These results underscore the significant influence of fiber alignment on load transfer mechanisms and failure behavior. Specifically, off-axis (45°) fiber orientations optimize flexural performance, whereas parallel (0°) fibers enhance impact resistance. The study’s limitations include the limited range of fiber orientations and manufacturing techniques evaluated. Future research should explore hybrid fiber arrangements, interfacial treatments, and scalable fabrication methods to further improve composite performance and industrial applicability.
The authors gratefully acknowledge the financial support provided by the Institute for Research and Community Service (LPPM), Universitas Negeri Surabaya, which made this research possible.
[1] Nagaraja, S., Anand, P.B., Ammarullah, M.I. (2024). Synergistic advances in natural fibre composites: A comprehensive review of the eco-friendly bio-composite development, its characterization and diverse applications. RSC Advances, 14(25): 17594-17611. https://doi.org/10.1039/d4ra00149d
[2] Kurniasih, P., Wirawan, W.A., Narto, A., Pribadi, O.S., Imron, N.A., Rachman, N.F., Pradipta, A. (2023). Flammability and morphology of Agel leaf fibre-epoxy composite modified with carbon powder for fishing boat applications. Archives of Materials Science and Engineering, 122(1): 13-21. https://doi.org/10.5604/01.3001.0053.8842
[3] Nawawithan, N., Kittisakpairach, P., Nithiboonyapun, S., Ruangjirakit, K., Jongpradist, P. (2024). Design and performance simulation of hybrid hemp/glass fiber composites for automotive front bumper beams. Composite Structures, 335: 118003. https://doi.org/10.1016/j.compstruct.2024.118003
[4] Jagadeesh, P., Puttegowda, M., Boonyasopon, P., Rangappa, S.M., Khan, A., Siengchin, S. (2022). Recent developments and challenges in natural fiber composites: A review. Polymer Composites, 43(5): 2545-2561. https://doi.org/10.1016/j.compstruct.2021.113913
[5] Asim, M., Jawaid, M., Fouad, H., Alothman, O.Y. (2021). Effect of surface modified date palm fibre loading on mechanical, thermal properties of date palm reinforced phenolic composites. Composite Structures, 267: 113913. https://doi.org/10.1016/j.compstruct.2021.113913
[6] Wirawan, W.A., Sabitah, A.Y., Choiron, M.A., Muslimin, M., Zulkarnain, A., Budiarto, B.W. (2023). Effect of chemical treatment on the physical and thermal stabillity of Hibiscus Tiliaceus Bark Fiber (HBF) as reinforcement in composite. Results in Engineering, 18: 101101. https://doi.org/10.1016/j.rineng.2023.101101
[7] Nguyen, T.A., Nguyen, T.H. (2021). Banana fiber-reinforced epoxy composites: Mechanical properties and fire retardancy. International Journal of Chemical Engineering, 2021(1): 1973644. https://doi.org/10.1155/2021/1973644
[8] Wirawan, W.A., Setyabudi, S.A., Widodo, T.D., Choiron, M.A. (2017). Surface modification with silane coupling agent on tensile properties of natural fiber composite. Journal of Energy, Mechanical, Material, and Manufacturing Engineering, 2(2): 97-104. https://doi.org/10.22219/jemmme.v2i2.5053
[9] Elfaleh, I., Abbassi, F., Habibi, M., Ahmad, F., Guedri, M., Nasri, M., Garnier, C. (2023). A comprehensive review of natural fibers and their composites: An eco-friendly alternative to conventional materials. Results in Engineering, 19: 101271. https://doi.org/10.1016/j.rineng.2023.101271
[10] Youbi, S.B.T., Tagne, N.R.S., Harzallah, O., Huisken, P.W.M., Stanislas, T.T., Njeugna, E., Bistac-Brogly, S. (2022). Effect of alkali and silane treatments on the surface energy and mechanical performances of Raphia vinifera fibres. Industrial Crops and Products, 190: 115854. https://doi.org/10.1016/J.INDCROP.2022.115854
[11] Joo, S.J., Yu, M.H., Kim, W.S., Lee, J.W., Kim, H.S. (2020). Design and manufacture of automotive composite front bumper assemble component considering interfacial bond characteristics between over-molded chopped glass fiber polypropylene and continuous glass fiber polypropylene composite. Composite Structures, 236: 111849. https://doi.org/10.1016/j.compstruct.2019.111849
[12] Du, B., Li, Q., Zheng, C., Wang, S., Gao, C., Chen, L. (2023). Application of lightweight structure in automobile bumper beam: A review. Materials, 16(3): 967. https://doi.org/10.3390/ma16030967
[13] Husen, M., Balfas, M., Kamil, K. (2016). Surface morphology and interfacial bonding between palm fiber treated with sea water and sago matrix. ARPN Journal of Engineering and Applied Sciences, 11(23): 13681-13685.
[14] Gunarti, M.R., Prawoto, A., Fauzi, W.N., Wirawan, W.A. (2024). Mechanical behavior of glass fiber-epoxy composite laminates for ship hull structures. Mechanical Engineering for Society and Industry, 4(2): 156-166. https://doi.org/10.31603/mesi.11589
[15] Sulistyo, A.B., Wirawan, W.A. (2024). Evaluation of tensile strength and flexural strength of GFRP composites in different types of matrix polymers. Journal of Achievements in Materials and Manufacturing Engineering, 123(2): 49-57. https://doi.org/10.5604/01.3001.0054.6847
[16] Apriliani, N.F., Wirawan, W.A., Muslimin, M., Ilyas, R. A., Rahma, M.A., Salim, A.T.A. (2024). Improving wear performance, physical, and mechanical properties of iron sand/epoxy composite modified with carbon powder. Results in Materials, 21: 100532. https://doi.org/10.1016/j.rinma.2024.100532
[17] Bennbaia, S., Mahdi, E., Abdella, G., Dean, A. (2023). Composite plastic hybrid for automotive front bumper beam. Journal of Composites Science, 7(4): 162. https://doi.org/10.3390/jcs7040162
[18] Mohammadi, H., Ahmad, Z., Mazlan, S.A., Faizal Johari, M.A., Siebert, G., Petrů, M., Rahimian Koloor, S.S. (2022). Lightweight glass fiber-reinforced polymer composite for automotive bumper applications: A review. Polymers, 15(1): 193. https://doi.org/10.3390/polym15010193
[19] Wirawan, W.A., Widodo, T.D., Zulkarnain, A. (2018). Analisis penambahan coupling agent terhadap sifat tarik biokomposit kulit waru (hibiscus tiliaceus)-polyester. Jurnal Rekayasa Mesin, 9(1): 35-41.
[20] Zhang, W., Qin, Q., Li, J., Li, K., et al. (2020). Deformation and failure of hybrid composite sandwich beams with a metal foam core under quasi-static load and low-velocity impact. Composite Structures, 242: 112175. https://doi.org/10.1016/j.compstruct.2020.112175
[21] Varandas, L.F., Catalanotti, G., Melro, A.R., Tavares, R.P., Falzon, B.G. (2020). Micromechanical modelling of the longitudinal compressive and tensile failure of unidirectional composites: The effect of fibre misalignment introduced via a stochastic process. International journal of solids and structures, 203: 157-176. https://doi.org/10.1016/j.ijsolstr.2020.07.022
[22] Hussain, M.K., Abbas, S.H., Younis, Y.M., Rahman, M.A., Jamel, T. (2021). Fabrication of epoxy composites reinforced with bamboo fibers. Journal of Applied Engineering Science, 19(1): 119-124. https://doi.org/10.5937/jaes0-26549
[23] Oliveira, M., Neves, V., Banea, M.D. (2024). Mechanical and thermal characterization of bamboo and interlaminar hybrid bamboo/synthetic fibre-reinforced epoxy composites. Materials, 17(8): 1777. https://doi.org/10.3390/ma17081777
[24] Ahmad, S.M., Gowrishankar, M.C., Shettar, M. (2025). A Review on properties of bamboo fiber polymer composites and bamboo/glass fiber/nanoclay hybrid composites. Materials Research Express. 12(1): 012002. https://doi.org/10.1088/2053-1591/ada875
[25] Davoodi, M.M., Sapuan, S.M., Aidy, A., Osman, N.A., Oshkour, A.A., Abas, W.W. (2012). Development process of new bumper beam for passenger car: A review. Materials & Design, 40: 304-313. https://doi.org/10.1016/j.matdes.2012.03.060
[26] Wirawan, W.A., Wulansari, A., Sabitah, A., Putra, M.R.F., Gapsari, F., Sartika, D., Sapuan, S.M. (2025). Characteristics of naturally woven Waru bark fiber for eco-friendly composite reinforcement. International Journal of Biological Macromolecules, 295: 139459. https://doi.org/10.1016/j.ijbiomac.2025.139459
[27] Ismail, S.O., Akpan, E., Dhakal, H.N. (2022). Review on natural plant fibres and their hybrid composites for structural applications: Recent trends and future perspectives. Composites Part C: Open Access, 9: 100322. https://doi.org/10.1016/j.jcomc.2022.100322
[28] Muslimin, M., Saleh, A.S., Wirawan, W.A., Harbelubun, M.M., Rais, S., Isham, M.A. (2023). The effect of liquid smoke treatment on physical stability and impact toughness chicken feather fibre (CFF) as reinforcement in composites. Sains Malaysiana, 52(6): 1845-1854. http://doi.org/10.17576/jsm-2023-5206-19
[29] Muslimin, M., Wirawan, W.A., Harbelubun, M.M., Mujawal, A.R., Ilyas, R.A., Norrrahim, M.N.F., Knight, V.F. (2025). Enhancement of sansevieria trifasciata laurentii fiber properties with liquid smoke treatment. Journal of Natural Fibers, 22(1): 2453482. http://doi.org/10.1080/15440478.2025.2453482
[30] Budiarto, B.W., Wirawan, W.A., Rozaq, F., Rachman, N.F., Oktaria, D.S. (2023). Effect of fiber length on tensile strength, impact toughness, and flexural strength of Banana Stem Fiber (BSF)-polyester composite for train body. Journal of Energy, Mechanical, Material, and Manufacturing Engineering, 8(1): 7-14. https://doi.org/10.22219/jemmme.v8i1.25570
[31] Wirawan, W.A., Choiron, M.A., Siswanto, E., Widodo, T.D. (2020). Analysis of the fracture area of tensile test for natural woven fiber composites (hibiscus tiliaceus-polyester). In Journal of Physics: Conference Series, 1700(1): 012034. https://doi.org/10.1088/1742-6596/1700/1/012034
[32] Sulistyo, A.B., Wirawan, W.A., Muslimin, M. (2024). Evaluation of mechanical and morphological properties composite of agel leaf fiber (ALF)-epoxy modified with carbon powder. Eureka: Physics & Engineering, 1: 144-153. http://doi.org/10.21303/2461-4262.2024.002974
[33] Ramnath, B.V., Kokan, S.J., Raja, R.N., Sathyanarayanan, R., Elanchezhian, C., Prasad, A.R., Manickavasagam, V.M. (2013). Evaluation of mechanical properties of abaca–jute–glass fibre reinforced epoxy composite. Materials & Design, 51: 357-366. https://doi.org/10.1016/j.matdes.2013.03.102
[34] Chichane, A., Boujmal, R., El Barkany, A. (2023). Bio-composites and bio-hybrid composites reinforced with natural fibers. Materials Today: Proceedings, 72: 3471-3479. https://doi.org/10.1016/j.matpr.2022.08.132
[35] Nachippan, N.M., Alphonse, M., Raja, V.B., Palanikumar, K., Kiran, R.S.U., Krishna, V.G. (2021). Numerical analysis of natural fiber reinforced composite bumper. Materials Today: Proceedings, 46: 3817-3823. https://doi.org/10.1016/j.matpr.2021.02.045
[36] Muslimin, M., Wirawan, W.A., Palungan, M.B. (2024). Various treatments NaoH, sea water, fumigation, liquid smoke to improve tensile strength and surface morphology of natural fiber. Jurnal Rekayasa Mesin, 15(2): 911-918. https://doi.org/10.21776/jrm.v15i2.1600