Janan Saadie*![]() | Sumeia Mechi
| Sumeia Mechi![]() | Abdulkadhim Hassan
| Abdulkadhim Hassan![]()
© 2024 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
This paper focuses on the preparation and characterization of the reinforcement of an epoxy with metakaolin clay of grain size (45 ≤ d ≤60) μm as an eco-friendly inorganic material to improve its mechanical and physical properties with low-cost filler. Various proportions of (0, 15, 30, 45, and 60) wt.% of metakaolin were intrinsically mixed with epoxy to invistigate their physical properties represented by moisture absorption. Tensile test was employed to determine their mechanical properties such as ultimate tensile strength, yield strength, modulus of elasticity, as well as compressive strength, flexural strength and Vickers hardness test which was used to specify hardness number. The obtained experimental results showed improvement in the modulus of elasticity, compressive strength, and hardness with the addition of metakaolin. In contrast, the yield and tensile strength of the composite specimens which decrease with the increase in metakaolin content. Also, absorption of moisture test at different immersion times was carried out with different filler loadings of the prepared composite. The results of the test showed that a decreasing in water uptake for specimens with higher metakaolin content. From optical surface investigation using an optical microscope, it was found a reduction in porosity with an increase in the concentration of metakaolin and the specimen with weight percent of 60% is the highest homogeneity and less porosity and voids as compared to the other specimens. The prepared composite may find potential practical applications such as anti-corrosion coating, automotive components and medical devices.
composite materials, clay filler, epoxy risen, mechanical properties, water absorption
In comparison with the other materials, polymers and their composites have distinct advantages because of their lightweight, higher resistance to chemical environments and corrosion, low cost manufacturing, and easier processing as well as, the addition of inorganic or organic filler their properties can be improved and tailored [1]. Among different polymers, epoxy is the most widely known thermosetting polymer materials due to its high performance, epoxies find a wide range of applications including automobile industries, aerospace, electronic systems, construction, adhesives, biomedical devices, coatings and paints [2]. They also became the centre of great interest to researchers because they are easy in processing and they have high thermostability, which specify the resistance of a substance to damage due to a change in temperature and high chemical resistance [3]. However, some drawbacks can limit the applications of epoxy-based materials, among the others; they exhibit brittleness due to their high crosslink density, which reduces their fracture toughness. Therefore, they have poor resistance to crack propagation and initiation and a brittle fracture mode [4]. Moreover, in many applications, their performances are reduced due to their high flammability and electrical conductivity [5]. For these reasons, a reinforced epoxy as a polymer composite is best choice to improve epoxy resin properties.
A composite material is a two or more materials combined that results better properties than those obtained if each individual material is used alone. The two constituents are a matrix and reinforcement. The main composite materials properties are their high stiffness and strength, and low density, allowing reduction of weight in the finished part [6]. Filler-reinforced composites have widely been used in engineering of materials for a long time to improve mechanical properties such as strength, stiffness and toughness. They find applications in diverse areas, including aerospace, marine, defence, and offshore construction. In addition, filler is frequently used to improve dimensional stability and matrix properties with better adhesion, rheological, as well as mechanical and thermal permeability [7, 8].
Currently, clay filler is most abundantly available among various fillers due to its economical price. The example of clay mineral kind is kaolin with a theoretical structural and chemical formula described by Al2O3.2SiO2.2H2O. Kaolin is highly refractory clay which has point of melting above1800°C. It is a soft plastic clay, white, mainly composed of particles with fine-grained, and like- plate. Metakaolin is obtained from kaolin clay by calcination process performed at range of a temperature between (500- 800)℃ [9, 10]. Table 1 gives the typical kaolin and metakaolin chemical composition.
Metakaolin particles play an important role in epoxy modification. This is due to that they are chemical stability, slow down the material’s decomposition rate, easy processing and low cost as well as they have smaller dimensions, larger specific surface area, higher energy of the surface, greater atoms proportion at the surface, and better reaction of the surface, which ensures cohesion between the reinforcement.
Table 1. Kaolin and metakaolin chemical composition [4]
|
|
SiO2 |
Al2O3 |
K2O |
Fe2O3 |
TiO3 |
Mgo |
Na2O |
CaO |
Mn2O |
P2O5 |
|
Kaolin |
56.07 |
25.36 |
3.55 |
1.77 |
0.44 |
0.48 |
0.17 |
0.12 |
0.01 |
0.06 |
|
Metakaolin |
57.17 |
31.76 |
4.45 |
1.82 |
0.45 |
0.48 |
0.34 |
0.09 |
0.07 |
0.08 |
Elements and transfers strain, which provides resistance of material to temperature and environmental elements (aging, corrosion). Results of researches have shown that the properties of composites and composite microstructure, such as rigidity and thermostability, influenced by particle size, particle shape and concentration [11]. On the other hand, metakaolin, as an inorganic filler, is chosen for its availability. It is highly sought after in several scientific fields as powder and also to reduce the materials cost. The final composite properties depend on the quantity of each component intrinsic characteristics, size and shape of loads, and the interfaces nature.
Many research works have been devoted to the study of composite materials loaded using inorganic filler to improve certain matrix characteristics among the others [12, 13]. Different techniques were developed by researchers to prepare composite materials. Clay, graphite, carbon fibre, silica, aluminium powder, calcium carbonate, metal oxides, are the most reinforcements commonly used for composites polymer matrix. The suitable material of reinforcement is determined according to the final product desired properties [14]. Mohmmed [15] synthesized composites of epoxy with kaolin particles having different particle sizes as reinforcement, with varying concentrations of kaolin. The obtained composite showed improvement in compressive properties and as compared, the composites yield strengths and tensile decrease with increasing the content of kaolin. As well as it is observed increasing of mechanical properties with a decreasing in size of the particle in all states. Laouchedi et al. [4] studied epoxy resin filled with kaolin and metakaolin filler. The study was conducted based on the rate and their size. The analysis of the mechanical tests showed that the filled resin is significantly improved compared to the one without filler. Fine particle sizes causing improvements in the mechanical properties as compared to the large particles size. Also, an increase in the elasticity modulus and the stress were observed, as well as decreasing in the breaking elongation. The main objective of this work is to investigate the influence of adding metakaolin as filler in different weight percentage on the mechanical properties of the composite such as yield strength, tensile strength, Young's modulus and compressive strength as well as the physical properties such as water absorption since the engineering usage of composite materials depend to a large extent on their mechanical and physical properties which in turn depends on the reinforcement materials as a filler. Also, the optical surface was tested to evaluate the influence of metakaolin on the behaviour of the reinforcement epoxy resin.
To perform different tests experimentally, standard specimens are needed for each test of mechanical testing, such as tensile, compression, and bending tests. The molds used to prepare these specimens are made of silicone and corn starch with a plastic substrate, which is used as work surface. The corn starch of 250 g weight was squeezed with a desired amount of silicone to make plasticity paste and placed on the substrate. A standard steel sample was applied and sealed with the paste for one hour to form the printed shape of the standard specimen, then it was taken out of the mold.
Table 2. The proportions for each specimen
|
The Sample |
Percentage of Epoxy |
Percentage of Hardener |
Percentage of Metakaolin |
|
Emk0 |
75% |
25% |
0% |
|
Emk1 |
63.75% |
21.25% |
15% |
|
Emk2 |
52.5% |
17.5% |
30% |
|
Emk3 |
41.25% |
13.75% |
45% |
|
Emk4 |
30% |
10% |
60% |
(a)
(b)
(c)
Figure 1. Specimens used for Emk0, Emk1, Emk2, Emk3, and Emk4 composite tests (a) tensile test (b) compressive strength test and (c) flexural strength test
The epoxy-metakaolin composite specimens were prepared with a granular size range of (45 ≤ d ≤ 60) μm. Metakaolin was obtained by heat treating of kaolin, which is locally available heated in a kiln at a temperature up to 1000℃. Kaolin powder was placed in special pots with capacity of 1000 grams inside the kiln after setting the required temperature. In this research work, the temperature of the kiln was set at 700℃ for a time of 6 hours to burn the kaolin and then the powder is taken out for cooling. The metakaolin was obtained by grinding the cooled powder using a ball mill, then it is sieved through a sieve analyzer to obtain the fineness particles size with range of (45 ≤ d ≤ 60) μm. The metakaolin weight percentages of the prepared specimens were 0%, 15%, 30%, 45%, and 60%. The epoxy used in this research work is (Ren floor HT2000) type of 1.2 g/cm3 specific density with hardener type (HT2000). The metakaolin as a filler mixed with epoxy resin for 10 minutes by using the magnetic stirrer then the hardener was added and mixed gently in the ratio of 3:1 by weight of epoxy resin to hardener. The mixing process was continued for 30 minutes and then the mixture was placed in a vacuum oven to remove any air bubbles. The composite specimens were obtained by pouring the final mixture into the molds, which were allowed to cure for 24 hours at room temperature, and then the specimens were taken out of the molds and treated by peeling with rough paper to smooth the specimens surfaces and post-cured for 4 hours at 100℃ in order to releave any moisture in the specimens. The specimens were cooled after turning off the oven to room temperature to allow natural cooling. The prepared specimens were given symbols Emk0, Emk1, Emk2, Emk3 and Emk4 respectively to mean pure epoxy, epoxy with 15%, 30%, 45% and 60% metakaolin respectively. Table 2 lists the proportions for each specimen and Figure 1 shows the layout of the prepared composite specimens.
Different tests were experimentally carried out on the prepared specimens to test and investigate their mechanical and physical properties, described as follow:
3.1 Mechanical testing
3.1.1 Tensile strength test
A tensile test on the prepared specimens was carried out according to ASTM D638 standard this test method encompasses the determination of tensile properties for unreinforced and reinforced plastics, utilizing standard dumbbell-shaped test specimens [16] using the model WDW-100 Computer Control Electronic Universal Testing Machine. The five specimens were prepared with dimensions of 20 mm by 150 mm and a thickness of 5 mm. The gauge length was 50 mm. This test was performed on the specimens using the specified machine operating at 0.5 mm/min speed.
3.1.2 Compressive strength test
The compressive test was performed using the model WDW-100 Computer Control Electronic Universal Testing Machine. The five prepared specimens had 12.7mm diameter and a height of 25.4 mm, according to the ASTM D695 standard describes the end loading compression test. A test method used to determine the compressive properties of un-reinforced and reinforced plastics [16]. This test was performed on the specimens using the specified machine operating at 0.5 mm/min speed.
3.1.3 Bending test
The bending test was performed using the model WDW-100 Computer Control Electronic Universal Testing Machine. The five specimens were prepared with dimensions of (20*100) mm and a thickness of 4 mm according to the ASTM D790 standard [17], and they were tested at a speed of 0.5 mm/min.
3.1.4 Hardness test
Vickers hardness values were measured for the five specimens using Vickers hardness diamond indenter (TH-714 Digital Micro Vickers hardness tester). The test was performed using a 0.49 N load, and the holding time was 30 sec. For each specimen, the hardness was calculated by taking readings at three points on the surface and finding the average of the readings. The Vickers hardness (HV) was determined using Eq. (1) [18] in accordance with ASTM D2240M, which is used to evaluate the hardness of rubber materials [19].
$HV=1.8544\frac{P}{{{d}^{2}}}$ (1)
where, HV is hardness of Vickers in N·mm-2, P is the load applied in N, and d the two diagonals average value in mm.
3.2 Water absorption
The water absorption test is one of the important parts of material physical properties. For the prepared composite specimens, this test was performed based on ASTM D-570 standards [20]. For this test, the specimens were cut into 40×40×3 mm dimensions’ specimens using a saw of the diamond blade. It is to be noted that, in the current work, all the specimens were dried for six hours of time by placing them in a drying oven, which maintains at constant temperature of 50℃ to ensure the complete dryness. The specimens of the composite were first weighted, and placed in a bath of water at room temperature until they reached saturation at approximately regular intervals for 1 hour, 2 hours, and 3 hours initially, then the period was increased to 24 hours. After that, the immersion time was increased to 48, 72, and 96 hours, respectively, at each immersion period, is removed from the water and then dried with a tissue paper before being weighed using an electric balance. Water absorption is expressed as weight percent increase or sample weight gain using Eq. (2) [20].
$\begin{aligned} & \text { Increase in weight }(\%) =\frac{\text { wet weight }- \text { conditioned weight }}{\text { conditioned weight }} \times 100\end{aligned}$ (2)
4.1 Mechanical tests
4.1.1 Tensile strength test
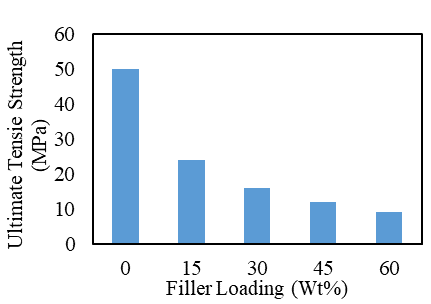
The results of the tensile strength test are respectively summarized in Figures 2 and 3. Figure 2 shows the layout of the specimens after the tensile test, while Figure 3 shows the influence of variation in loading of filler on the tensile strength of the prepared metakaolin/epoxy composites specimens. It is clear from the figure the decreasing of ultimate tensile strength with increasing loading of metakaolin filler because of the poor interfacial adhesion or particle agglomeration and This may be due to the irregular distribution of particles of metakaolin in the epoxy matrix. Also, the metakaolin particles brittleness causes the local stresses concentration at the particles which leads to the tensile strength deterioration of the compound. This behavior may happen to the composite's specimens due to the affect of the fracture stress that causes cracks to appear. So microcracks join collectively to a macrocrack, which, becomes unstable at critical stress levels causes barrier to the stress transition. The same results were obtained and reported in the study [21].
Figure 2. Tensile samples after testing
Figure 3. The relationship between tensile strength and filler loading
4.1.2 Compressive strength test
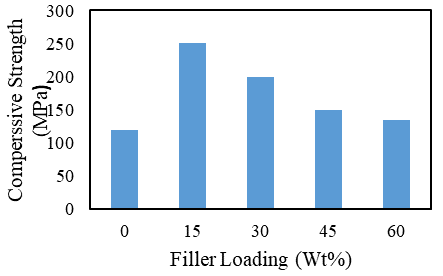
The compressive strength variance of compounds with filler content under study is respectively shown in Figures 4 and 5. Figure 4 shows the layout of the specimens after the test, while Figure 5 shows the variation of compressive strength with the filler loading percent. It can be observed, from this figure, that the compressive strength significantly increases when adding metakaolin filler, but the rate of compressive strength change with different filler percentages was higher in the cases of the lowest percentages of 15% and 30% due to the tough nature of the adding filler while for the largest weight percentages 45% and 60% of metakaolin with epoxy its value decreases because of the irregular distribution and the possibility of agglomeration at higher filler loadings of metakaolin. On the other hand, the smaller particles size of metakaolin are expected to improve transfer of stress between the filler and the matrix by forming a strong interface between metakaolin filler-epoxy matrices. It is to be noted that the references [22, 23] reported the similar observation.
4.1.3 Flexural strength test
The flexural strength test was carried out on the prepared composite specimens. The flexural strength for each one of the prepared specimens is calculated from the obtained results of the test using Eq. (3) [24].
${{\sigma }_{f}}=\frac{3PL}{2b{{d}^{2}}}$ (3)
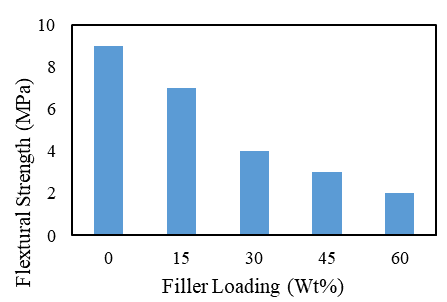
where, σfis the strength flexure, P is the maximum load during the test, L is the support span, b is the specimen width, and d is the specimen thickness. The results of this test are shown in Figures 6 and 7. Figure 6 shows the layout of the tested specimen, while Figure 7 shows the variation of the calculated value of the flexural strength with the filler loading percent for epoxy resin reinforced with metakaolin filler. It is clear from the figure that the value of the flexural resistance decreases with the increasing in the metakaolin content percentage because the matrix phase ability to deform plasticity decreases, and the resistance begins to decline for this resin after strengthening with metakaolin [25]. Also the flexural strength depends on the adhesion of interfacial or bonding of the metakaolin with the epoxy matrix which decreases with increasing of metakaolin filler loading [26].
Figure 4. Compression samples after testing
Figure 5. The relationship between compressive strength and filler loading
Figure 6. Flexural samples after testing
Figure 7. The relationship between flexural strength and filler loading
4.1.4 Yield strength
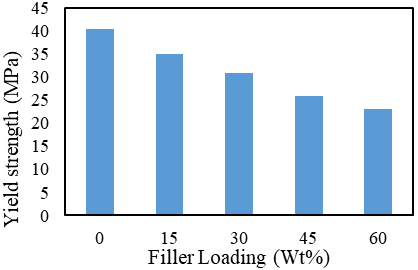
The effect of adding of metakaolin filler on the composite specimens yield strength is shown in Figure 8. It is shown that the all epoxy compounds yield strength decreases with the increasing in the proportion of metakaolin. This can be explained by the mechanism of plastic deformation whereas the most deformation occurs in the epoxy matrix phase. Besides this phenomenon, the metakaolin rigid particles filler presence cause restricted the motion of the chain of the molecular to pass each other, thus resulting brittle failure so particles are responsible directly for the decrease in the value of the yield strength. The obtained results agree well with that reported in the studies [27, 28] respectively.
Figure 8. The relationship between yield strength and filler loading
4.1.5 Modulus of elasticity
The modulus of elasticity is a measure of the stiffness of a material, i.e., its resistance to extension [29]. The higher the modulus of a material, the less it extends for a given force. The results of the test performed on the prepared specimens are shown in Figure 9. It is clear from the figure that the Young’s modulus increases as the filler loading increases and the 60% weight percent has the highest values. This improvement is due to the metakaolin particle being solid in nature and rigidity but epoxy resins are characterized by a relatively low toughness, thus affecting the rigidity of the compound, which led to an increase in stiffness, rigidity, strength, which in turn affecting the modulus of elasticity. The obtained results agree well with those reported in the study [29].
Figure 9. The relationship between modulus of elasticity and filler loading
4.1.6 Hardness test
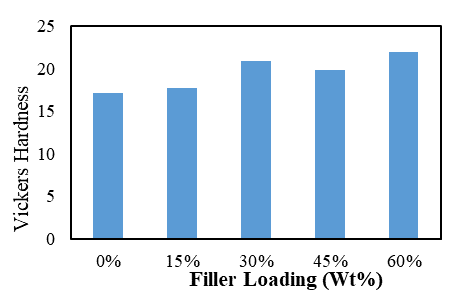
The hardness test for the prepared composite specimens was carried out using a Vickers hardness tester. Figure 10 shows the variation of the Vickers hardness values with different weight fractions of metakaolin filler. As shown in the figure, the hardness of the 30% and 60% weight percent has the highest hardness number values. This behaviour may be due to the high resistance and hard of the metakaolin filler material and this attributed to the presence of quartz (SiO2), which is the main component of metakaolin. On the other hand, the composite has a good ability to absorb the applied load by the metakaolin/epoxy composite. This causes the increase of the composite to withstand the local plastic deformation. The obtained results agree well with those reported in the study [28]. Several studies were performed in order to improve the wear resistance and surface hardness of composite materials. The addition of silica, quartz, and barium glass to the resin matrix increasing its wear resistance by reducing the size of particle and increasing the volume of filler.
It has been demonstrated that the filler particles play an important role on the wear resistance of composites. Hence, the material’s wear decreases as its surface hardness increases.
Figure 10. Variation of Vickers hardness value with the filler loading
4.2 The optical microscopic vision
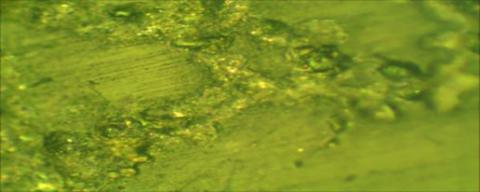
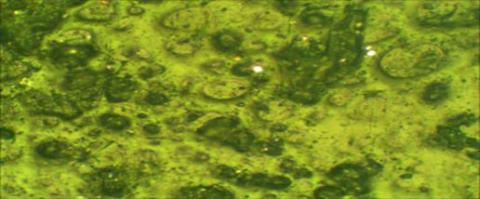
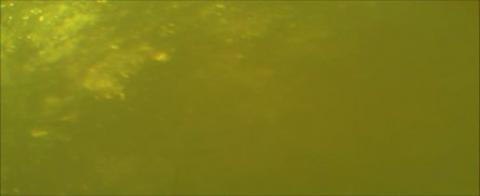
The optical microscopic visions of the prepared composite specimens are shown in Figure 11. These visions are obtained under the scale of 40x with filler weight percent of 0%, 15%, 30%, 45% and 60% (a, b, c, d and e) respectively. From the figure, it is clear that it is a reduction in porosity with increasing in concentration of metakaolin. The specimen with adding of 60% (Figure 11(e)) that is more homogenous and less porosity and voids as compared to the rest of the specimens. This is due to that the pore retention properties of metakaolin particles would be small, typically micrometers in diameter. They are randomly distributed throughout the matrix and hence the composite filler leads to a porosity reduction. This agrees with the tensile strength test that supporting the claim of irregular distribution. On the other hand, based on the image of the optical microscope, the pure epoxy has a porosity and larger numbers of voids than the composites and the porous structures are formed. This is because that during epoxy polymerization, the C—O—C rings will be opened by the hardener and the bonds are rearranged to join the monomers into a three-dimensional network as molecules of crosslinking chainlike; this treatment leads to formation the network of pores in pure epoxy, as shown in Figure 11 (a).
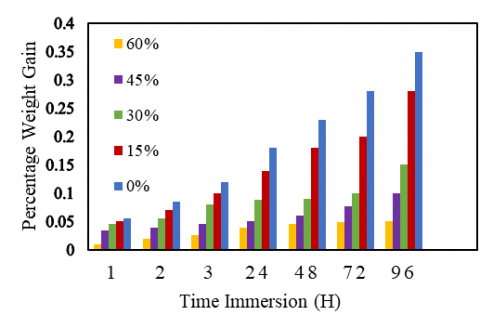
4.3 Moisture-induced weight gain test
The moisture-induced weight gain test was carried out on the prepared composite specimens with different metakaolin filler loading percentages. The result of the variation of weight gain values (in percent) with the water immersion time of pure epoxy and metakaolin/epoxy composite is shown in Figure 12. The obtained results showed a general decrease in moisture absorption rate with the increase in metakaolin content. This is due to the fact that the voids or gaps in the composition decrease. On the other hand, moisture absorption increases with the increase in immersion time in water for each added weight percent of metakaolin. Also, the free volume that is available in pure epoxy causes the molecules of water to diffuse and attracted to the bonding of hydrogen sites that exist inside pure epoxy because of formation of pore in this specimen [30, 31].
(a)
(b)
(c)
(d)
(e)
Figure 11. Optical top-view. (a) Emk0, (b) Emk1, (c) Emk2, (d) Emk3, and (e) Emk4
Figure 12. Percent of water gain of epoxy and epoxy composite after 96 hours’ immersion in distilled water
In this paper, a composite of epoxy resin loaded with a different weight percent of metakaolin as a filler was prepared and experimently studied. Both mechanical and physical properties were tested and investigated. From the obtained results of this study, the following conclusions are summarized:
1. The tensile strength decreases with increasing of metakaolin contents because of poor interfacial adhesion between the metakaolin and epoxy as well as of particles agglomeration.
2. The compressive strength of each of the prepared specimens was higher in the specimen of the weight percentages of 15% and 30%. The improvement in compressive strength properties of the given percent of loading specimens may be due to the tough nature of the adding filler while it decreases for the higher values of weight percentages of 45% and 60% respectively. This is due to the irregular distribution and agglomeration at higher filler loadings of metakaolin.
3. The yield strength and flexural resistance of all epoxy compounds decrease with increasing in the proportion of metakaolin content. This property of the prepared composite may find several applications including adhesives with high performance and coatings.
4. The Young’s modulus increases as the filler loading increases. The highest value was obtained for loading percent of 60%. This is due to that the metakaolin particle being solid in nature.
5. The hardness of the 30% and 60% weight percent has the highest hardness number values. This behaviour may be due to the high resistance and hard of the metakaolin filler material.
6. The results obtained from the optical microscopic examinations showed void reduction and decreasing in water absorption with the increase in metakaolin content.
Its be noted that all results reported are after conducting several tests on a number of specimens with actual dimensions, and the best results have been selected.
The authors recommend study the electrical and thermal properties of the prepared composite. For further enhancement of mechanical and physical properties of metakaolin epoxy resin, it suggested to use metakaolin particles in nanoscale size to prepare nanocomposites with different weight percentage of adding nanometakaolin filler to investigate the effect of particle size on the properties of nanocomposite.
[1] Pettarin V. (2014). Injected polymer-matrix nanocomposites: Morphology-performance relationship. Polymer-Matrix Composites, 129. https://www.researchgate.net/publication/303160501_Injected_polymer-matrix_nanocomposites_Morphology- performance.
[2] Mousavi S.R., Amraei I.A. (2015). Toughening of dicyandiamide-cured DGEBA-based epoxy resin using MBS core-shell rubber particles. Journal of Composite Materials, 49(19): 2357-2363. https://doi.org/10.1177/0021998314545338
[3] Bauer, R.S. (1985). Epoxy resins. ACS Symposium Series, 285: 931-961. https://doi:10.1021/bk-1985-0285.ch039
[4] Laouchedi, D., Bezzazi, B., Aribi, C. (2017). Elaboration and characterization of composite material based on epoxy resin and clay fillers. Journal of Applied Research and Technology, 15(2): 190-204. https://doi.org/10.1016/j.jart.2017.01.005
[5] Mallick P.K. (2021). Thermoplastics and thermoplastic–matrix composites for lightweight automotive structures. Materials, design and manufacturing for lightweight vehicles. Woodhead Publishing, USA. pp. 187-228. https://doi:10.1533/9781845697822.1.208
[6] Özsoy, N., Özsoy, M., Mimaroğlu, A. (2017). Mechanical and tribological behaviour of chopped E-glass fiber-reinforced epoxy composite materials. Polish ACAD Sciences Inst Physics, (3-II): 852-856. https://doi.org/10.12693/APhysPolA.132.852
[7] Higlett S. (2017). Understanding the effect of ultra-low nanofiller loadings on optically-transparent polycarbonate. Loughborough University, United Kingdom. https://hdl.handle.net/2134/25175.
[8] Oleiwi J. K., Anaee R. A. Radhi S. H. (2018). CNTS and NHA as reinforcement to improve flexural and impact properties of UHMWPE nanocomposites for hip joint applications, International Journal of Mechanical Engineering and Technology, 9(11): 121-129.
[9] Tasew F. Thothadri G. (2021). Barrier corrosion protection properties of metakaolin clay-kadilux epoxy coatings on galvanized steel. International Journal of Corrosion. 2021: 1-10. https://doi.org/10.1155/2021/1049021
[10] de Azevedo, A.R., Marvila, M.T., Ali, M., Khan, M.I., Masood, F., Vieira, C.M.F.( 2021). Effect of the addition and processing of glass polishing waste on the durability of geopolymeric mortars. Case Studies in Construction Materials, 15(6): 1-11. https://doi.org/10.1016/j.cscm.2021.e00662
[11] Mousavi, S.R., Estaji, S., Kiaei, H., Mansourian-Tabaei, M., Nouranian, S., Jafari, S.H., Ruckdäschel, H., Arjmand, M., Khonakdar, H.A. (2022). A review of electrical and thermal conductivities of epoxy resin systems reinforced with carbon nanotubes and graphene-based nanoparticles. Polymer Testing, 112. https://doi.org/10.1016/j.polymertesting.2022.107645
[12] Castrillo, P.D., Olmos, D., Sue, H.J., González-Benito, J. (2015). Mechanical characterization and fractographic study of epoxy–kaolin polymer nanocomposites. Composite Structures, 133(1): 70-76. https://doi.org/10.1016/j.compstruct.2015.07.040
[13] Du, C., Yang, H. (2012). Investigation of the physicochemical aspects from natural kaolin to Al-MCM-41 mesoporous materials. Journal of Colloid and interface Science, 369(1): 216-222. https://doi.org/10.1016/j.jcis.2011.12.041
[14] Chung D.D.L. (2017). Carbon Composites: Composites with Carbon Fibers, Nanofibers, and Nanotubes. Elsevier Inc.
[15] Mohmmed J.H. (2015). Tensile and compressive properties of Kaolin rienforced epoxy. Al-Khwarizmi Engineering Journal, 11(3): 96-101.
[16] ASTM International. (2004). Annual book of ASTM standards. ASTM international.
[17] ASTM D790-170. (2017). Standard test methods for flexural properties of unreinforced and reinforced plastics and electrical insulating materials. ASTM International, West Conshohocken, PA.
[18] Callister, W.D. (2011). Fundamentals of Materials Science and Engineering. John Wiley & Sons, London.
[19] Cláudia, A., Faria, L., Menezes, U., Rossana L.R., Faria, R., Glória, M. (2007). Analysis of the relationship between the surface hardness and wear resistance of indirect composites used as veneer materials. Brazilian Dental Journal, 18(1): 60-64. https://doi.org/10.1590/S0103-64402007000100013
[20] ASTM D570 (2022). Standard Test Method for Water Absorption of of Plastics.
[21] Bose, S., Mahanwar, P.A. (2004). Effect of flyash on the mechanical, thermal, dielectric, rheological and morphological properties of filled nylon 6. Journal of Minerals & Materials Characterization & Engineering, 3(2), 65-89.
[22] van Dijken, J.W. (1987). Conventional, microfilled and hybrid composite resins: Laboratory and clinical evaluations. Department of Public Health and Clinical Medicine, Umeå universitet, Sweeden.
[23] Salam, M.B.A., Hosur, M.V., Jahan, N., Rahman, M.M., Jeelani, S. (2013). Improvement in mechanical and thermo-mechanical properties of carbon fibre/epoxy composites using carboxyl functionalized multi-walled carbon nanotubes. Polymers and Polymer Composites, 21(8): 495-508. https://doi.org/10.1177/096739111302100803
[24] Sever, K., Sarikanat, M., Seki, Y., Cecen, V., Tavman, I.H. (2008). Effects of fiber surface treatments on mechanical properties of epoxy composites reinforced with glass fabric. Journal of materials science, 43(13): 4666-4672. https://doi.org/10.1007/s10853-008-2679-x
[25] Şahin, K., Clawson, J.K., Singletary, J., Horner, S., Zheng, J., Pelegri, A., Chasiotis, I. (2018). Limiting role of crystalline domain orientation on the modulus and strength of aramid fibers. Polymer, 140: 96-106. https://doi.org/10.1016/j.polymer.2018.02.018
[26] Yao, X., Gao, X., Jiang, J., Xu, C., Deng, C., Wang, J. (2017). Comparison of carbon nanotubes and graphene oxide coated carbon fiber for improving the interfacial properties of carbon fiber/epoxy composites. Composites Part B: Engineering, 132: 170-177. https://doi.org/10.1016/j.compositesb.2017.09.012
[27] Ahmed, S., Jones, F.R. (1988). The effect of particulate agglomeration and the residual stress state on the modulus of filled resin Part 1. Modulus of untreated graded sand-filled composite. Composite, 19(4), 277-282. https://doi.org/10.1016/0010-4361(88)90003-1
[28] Abdl-hakem, R.H. (2003). The effect of iraq raw ceramic (Kaolin and Boxide) on the Epoxy Resin. University of Technology, Iraq.
[29] Alasfar R. H. Said A. Nicolas B. Viktor K. Marwan K. Muammer K. (2022). A review on the modeling of the elastic modulus and yield stress of polymers and polymer nanocomposites: Effect of temperature, loading rate and porosity. Polymers, 14(3): 360. https://doi.org/10.3390/polym14030360
[30] Salmah H. Ruzaidi C.M. Supri A.G. (2009). Compatibilisation of Polypropylene/ Ethylene Propylene DieneTerpolymer/ Kaolin Composites: The Effect of Maleic Anhydride-Grafted-Polypropylene. Journal of Physical Science, 20(1): 99-107.
[31] Xu, K.L., Chen, W., Zhu, X.Y., Liu, L.L., Zhao, Z.H., Luo, G. (2022). Chemical, mechanical and morphological investigation on the hygrothermal aging mechanism of a toughened epoxy, Polymer Testing, 110: 07548. https://doi.org/10.1016/j.polymertesting.2022.107548