Haidar Akram Hussein*![]() | Asaad Kadhim Eqal
| Asaad Kadhim Eqal![]()
© 2024 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
The objective of this investigation is to enhance the mechanical and tribological properties of aluminum foam composites through the incorporation of cenospheres and a Mg-Sn alloy. Cenospheres, lightweight ceramic microspheres, are integrated as fillers within the metal matrix composites, capitalizing on their high strength-to-weight ratio and buoyancy. The synergistic effect of the Mg-Sn alloy addition is postulated to fortify the composite, augmenting its strength. These lightweight yet robust composites are poised to offer significant benefits in sectors demanding high performance and reduced weight, such as aerospace, automotive, and biomedical engineering. A meticulous examination of density, hardness, friction coefficients, and wear rates was conducted. It was observed that the inclusion of cenospheres precipitated a decrease in density from 2.51 to 2.01 g/cm3 with a volume fraction increase from 0 to 55%. The introduction of 0.8% Mg-Sn alloy to a blend of 55% cenosphere and 44.2% aluminum resulted in a density increment to 2.14 g/cm3. Concurrently, the Vickers hardness exhibited an increase from 37 HV to 53 HV with a rising cenosphere concentration and further escalated to 57 HV upon the addition of the Mg-Sn alloy. Tribological testing revealed that the friction coefficient diminished from 0.293 to 0.235 µ with an escalated cenosphere volume from 25 to 55%. The integration of 0.4% Mg and 0.4% Sn alloy was demonstrated to significantly enhance the friction behavior compared to the pure aluminum and aluminum-cenosphere composites at a 55% volume fraction. The wear rate exhibited a pronounced decrease from 1.957 × 10-6 to 1.1245 × 10-6 g/cm under a 10 N load, which correlated with the increasing cenosphere content. This trend persisted under 20 N and 30 N loads, where wear rates diminished with a higher cenosphere volume fraction. The composition comprising 55% cenosphere and 0.8% Mg-Sn alloy manifested the lowest wear rates across varying stress conditions. Compression testing underscored a consistent decrease in compressive strength from 160 MPa to 65 MPa as the cenosphere content rose from 0 to 55%. However, the composite with 55% cenosphere sees a dramatic rise in compressive strength when Mg and Sn are introduced at 0.8 vol.%. Observed changes in density, hardness, friction and wear rates indicate that composite properties can be improved. These composites have the ability to combine mechanical strength with lightweight design, making them attractive for industrial applications.
aluminum lightweight composites, cenosphere, Mg-Sn alloy, tribological properties, compressive strength
The emergence of composite materials as a new class of materials has great implications for many industries [1-3]. Due to its many uses, aluminum is one of the most common minerals found on earth and one of the most beneficial. These characteristics include high thermal stability, corrosion resistance, low density and high strength-to-weight ratio. Taking advantage of the natural properties of aluminum, scientists and engineers have combined aluminum with other materials such as ceramics, polymers, and carbon-based materials to create a variety of sophisticated composite materials [2, 4-6]. The importance of lightweight materials can be linked to the challenges and requirements of specific industries. For example, lightweight materials are important in the automotive industry to reduce emissions and increase fuel efficiency [7]. Lightweight materials are becoming increasingly important as the requirement to reduce the size of implants and prostheses in biomedical engineering increases, so researchers developing those materials must this requires a reasonable compromise between reducing their weight and maintaining system integrity [8]. Despite the focus on weight reduction, maintenance costs and replacement costs can be saved in the long run by using lightweight materials. Furthermore, the use of lightweight materials can accelerate the transition to sustainable energy and transport systems. Thus, in order to achieve sustainability goals, it is necessary to develop lightweight products to address specific issues and requirements in different industries [9]. Cenospheres are highly light, hollow, spherical microspheres packed with inert gases such as carbon dioxide or nitrogen. Coatings, engineering plastics, modified rubber, electrical insulating components, aerospace materials, and building materials may all benefit from their low density, wear resistance, high temperature resistance, excellent dispersion, and high strength [10, 11]. Fly ash, a byproduct of burning coal in thermal power plants, is processed to remove cenospheres. Cenospheres are separated from fly ash, a result of burning coal, using a cyclone separator. This extraction method is crucial in lowering carbon emissions and fostering sustainable growth, in addition to isolating cenospheres. Cenospheres make up around 10–15 percent of fly ash's total volume. Low-density concrete is made by incorporating cenospheres, which are hard, stiff, lightweight, waterproof, and insulative, into the cement mix. In addition to being utilized as fillers in metals and polymers, they play a role in the production of lightweight composite materials that outperform conventional foams in terms of strength [12, 13]. Cenospheres have a number of desirable inherent properties that can have a positive tribological impact on composites with an aluminum matrix. Their porous construction allows them to support loads by absorbing energy from impacts. Because of their form, they can function as little ball bearings, facilitating easier sliding between two surfaces in contact [14]. Cenospheres' abrasion resistance is further enhanced by their strong ceramic walls. Aluminum-cenosphere composites can have enhanced wear rate, friction coefficient, and seizing resistance compared to aluminum alloy equivalents by optimizing cenosphere properties and distribution [15]. Lightweight structural components may be made using the tried-and-true press-and-sinter processing method for aluminum powder metallurgy (P/M) alloys. In this technique, atomized aluminum powder is combined with other raw powders and compressed. In addition, either elemental or master powder forms of alloying elements are included in trace amounts [14, 16-19]. For decades, the press-and-sinter processing technique has been the standard for fabricating aluminum powder metallurgy (P/M) alloys into lightweight structural components. A raw powder combination, mostly made of atomized aluminum powder, is compressed using this process. Alloying elements, either in elemental or master powder form, are also added, albeit in minute quantities. According to Novák et al. [20], pre-alloyed aluminum powders with elemental compositions similar to those of natural aluminum ores were used to create bulk aluminum alloy samples in this investigation. Aluminum alloys with consistent microstructures and alloying element distribution were produced by a manufacturing technique including cold compaction followed by sintering. Mechanical qualities of the naturally occurring alloy compositions were found to be similar to, or perhaps somewhat inferior to, those of the industry standard AA6061 alloy. The tensile strength could reach 240 MPa, while the hardness was close to 95 HB. These findings suggest the potential for enhancing the strength of aluminum alloys without resorting to specialized alloying additives. The sintering behavior of aluminum powders is modulated by the inclusion of alloying elements such as Mg, Si, Fe, Mn, Ti, and Zn, which likely form intermetallic phases with the aluminum matrix at sintering temperatures [20, 21]. The oxide properties on the powder surface are modified by these alloying elements, thus influencing sintering dynamics. Fracture and removal of oxide coatings during compaction may have been aided by the presence of elements like magnesium and zinc. Powder bonding can be improved in this way [22, 23]. The mechanical characteristics of aluminum components can be improved by adopting a sintering method that incorporates magnesium element powder [24]. Magnesium can decrease the surface Al2O3 coating on aluminum alloy powder and speed up the sintering process, both of which increase the material's tensile strength. Powdered tin, when added to a combination of aluminum powder and magnesium powder, is said to help the powders compact more tightly. Powder metallurgy's liquid phase sintering process for aluminum can benefit from the addition of Sn and Mg [24, 25]. The aim of this study is to comprehensively investigate the influence of cenospheres and Mg-Sn alloy on the mechanical and tribological properties of aluminum foam composites, including density, Vickers compressive hardness, friction coefficients, wear rates, and compressive strength. The study seeks to uncover the synergistic effects of these additives and their potential to tailor the attributes of the composites, offering insights into their suitability for lightweight applications across diverse industries.
2.1 Materials
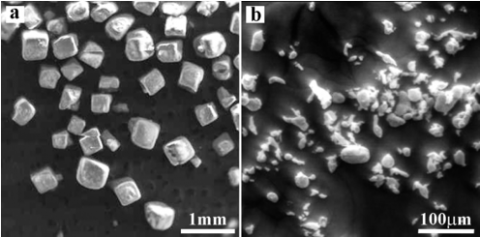
In this study, an aluminum foam composite is fabricated utilizing fly ash cenospheres obtained from Xingtai Shineway Corporation CO., Ltd. The microstructure of the cenospheres is shown in Figure 1(a). The average size of the cenospheres is 387 m±49, which is determined from the statistical analysis of scanning electron micrographs of the cenospheres. Cenospheres are low-density, hollow ceramic microspheres that serve as fillers in metal matrix composites, thereby decreasing their overall weight without compromising their structural integrity.
The aluminum powder (with a purity of 99%) utilized in this research was procured from Guangzhou Kias Biotechnology Co., Ltd., as illustrated in Figure 1(b). It exhibited a particle size varying between 11 and 53 m during the experimental procedures.
Two additional types of powders were incorporated in the research. One of these powders consisted of tin (Sn), with a purity of 99% and particle dimensions spanning from 20 to 40 µm. The second powder encompassed magnesium (Mg), boasting a purity of 98% and a particle size of 30 µm. The sintering process deliberately adds tin and magnesium powder to aluminum powder to create a composite with unique properties The microstructure and mechanical properties of the resulting material greatly influence alloy parts, which can improve performance and performance on in a particular application. Shenzhen Xiangu High-Tech. Co., Ltd. supplied both the tin (Sn) and magnesium (Mg) powders. Extensive scientific research was done to investigate the unique properties of these powders. Particle size and composition were two of several characteristics that required careful examination as part of the inspection process. In addition, the interactions between the powders were carefully studied to determine the combined effect on the final composite, especially during sintering to determine the chemical composition of magnesium, tin, and aluminum in detail, as shown in Tables 1, 2, and 3, respectively. This table provides important information on the chemical composition of each component, improving the behavior and properties of the materials under study.
Figure 1. Scanning electron microscope (SEM) imagery: (a) cenosphere and, (b) aluminum powder
Table 1. The chemical compounds of Aluminum powder
|
Elements |
Measured % |
|
Al |
99.0 |
|
Fe |
0.31 |
|
Mo |
0.1 |
|
Co |
0.08 |
|
Mn |
0.21 |
|
Si |
0.11 |
|
Tin |
0.04 |
|
Mg |
0.013 |
|
Zn |
0.1 |
Table 2. The chemical compounds of Magnesium powder
|
Elements |
Measured % |
|
Mg |
98.0 |
|
Fe |
0.41 |
|
Mo |
0.24 |
|
Co |
0.15 |
|
Mn |
0.35 |
|
Si |
0.32 |
|
Ni |
0.12 |
|
Cu |
0.2 |
|
Cr |
0.21 |
Table 3. The chemical compounds of Tin powder
|
Elements |
Measured % |
|
Sn |
99.0 |
|
Fe |
0.150 |
|
Mo |
0.019 |
|
An |
0.011 |
|
Sr |
0.015 |
|
Ti |
0.012 |
|
Mg |
0.042 |
|
Cu |
0.700 |
|
Cr |
0.013 |
2.2 Characterization and testing
The surface structure analysis of aluminum foam composites was performed using a Japanese-made JEOL JSM-7800F field-emission scanning electron microscope (FE-SEM). Using an automated Disc-on-Disc tribometer, the friction and wear properties were evaluated by ASTM G99 guidance. Wear analysis was performed using an MMW-1A vertical universal friction testing system (Beijing United Test Co., Ltd.). This procedure involved the arrangement of two discs: a rotating disc made of composite Al foam and a stationary disc made of alloy steel (CK 50) with specific dimensions. The testing was consistently conducted under room temperature conditions, maintaining a steady sliding velocity, varying loads, and designated test duration. The evaluation of wear results encompassed the measurement of sample mass reduction, following the procedure outlined in accordance with the ASTM G99 standard [21].
$W R=\frac{\Delta w}{S D}$ (1)
where, WR: Wear rate (g/cm).
$\Delta w$: Weight difference of sample before and after each test (gm), and
SD: Total sliding distance (cm).
Compressive specimens were analyzed using universal testing equipment (WDW-300, Beijing, China) in accordance with the ASTM E8 standard.
2.3 Sample preparation
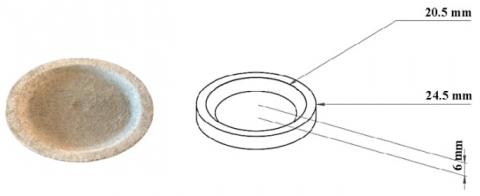
The samples were manufactured using a standard press-and-sinter process. Cenospheres and aluminum powder were dried for 30 minutes at 120℃ to eliminate any moisture. The raw materials were manually mixed with cenospheres ranging from 25 to 55 vol%. To ensure excellent miscibility, pure ethanol was added to the mixtures before compacting. There was a total of six carefully created sets, each distinguished by its own unique combinations of composite compositions. For each set, three distinct samples were created, each reflecting a particular variation in the composition parameters. These variants may involve varying ratios of aluminum powder, cenospheres, and added tin (Sn) and magnesium (Mg) powders. The three samples were carried out to examine elements and composition ratios that affected the final material's properties. A detailed understanding of the experimental design and its implications for further research would result from a close review of the unique compositions in every sample. Die lubricant was used to reduce the impact of friction throughout the procedure. It was in an Argon (Ar) environment that the specimens were sintered. The temperature was increased by 20℃ each minute for two hours, during which all of the specimens were treated at 680℃. Aluminum powder oxidation during the sintering process can be successfully prevented by preparing the sample in an argon atmosphere. Previous study findings may have affected the choice of a 2-hour treatment period at 680℃ and a ramp-up rate of 20℃ per minute [26-28]. Figure 2 displays the aluminum foam composite with specific dimensions after sintering.
Figure 2. Aluminum foam composite with specific dimensions
3.1 Microstructure assessment
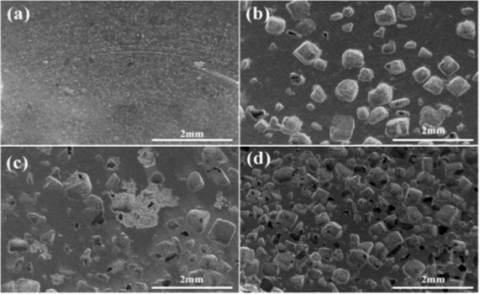
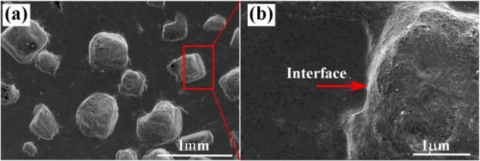
In this study, we examined the effects of adding cenosphere, magnesium, and tin to aluminum composites made by sintering at 680 degrees Celsius. Cenospheric additions ranged from 25 to 55% of the total volume. The outcomes of our Scanning Electron Microscopy (SEM) examination of the samples' microstructure are shown in Figure 3. Without the cenosphere, the sintered aluminum sample's microstructure appeared to be pore-free and included fine granules throughout Figure 3(a). But as can be seen in Figure 3(b), (c) and (d), the microstructure underwent a significant alteration after the addition of cenosphere. Additionally, there were no obvious evidence of degradation and the cenosphere was evenly distributed throughout the aluminum matrix. This finding shows a considerable rise in particle density as the volume proportion of cenosphere increases and validates the appropriate distribution of cenosphere particles in the composite. Additionally, it is obvious that cenosphere has caused some pores to develop in the aluminum matrix. This occurrence can be linked to cenosphere, which are hollow, light-weight particles made of fly ash that have special properties. Cenosphere is less dense than aluminum, thus when they are added to a composite, the sintering process may cause voids or pores to emerge because of the difference in densities between the two materials [29]. The sharp contact between the cenosphere shell and the aluminum matrix is visible in Figure 4(a) and (b)'s higher magnification micrograph. The bonding between the cenosphere and the matrix can be seen more clearly in this magnified picture, and it appears to be fairly strong.
Figure 3. Scanning electron microscope of composite foam with the addition of cenosphere (a) 0 vol.%, (b) 35 vol.%, (c) 45 vol.%, (d) 55 vol.%
Figure 4. Microscopic image displaying a robust connection between the cenosphere shell and the aluminum matrix
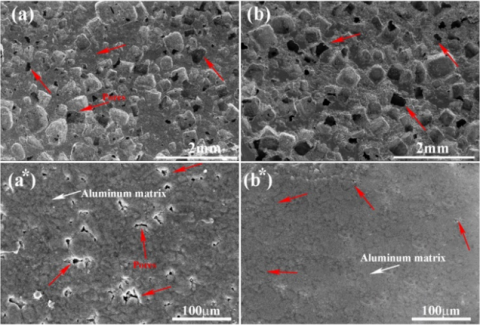
The results of adding 0.4% Mg and 0.4% Sn to a combination of 55% cenosphere and 44.2% aluminum powder are shown in Figure 5. When the composite is sintered at 680℃ for 2 hours, the microstructure undergoes dramatic changes, especially in terms of porosity and pore size. Pores formed in the aluminum matrix during sintering are shown in Figure 5(a) and, whereas porous aluminum composites are shown in Figure 5(a). When Mg and Sn are introduced, however, a dramatic change takes place, and the pores disappear (Figure 5(b)). Incorporating Mg and Sn acts as alloying agents that help refine grains and reduce voids during sintering. Grain development and pore coalescence are both slowed when Mg and Sn diffuse into the aluminum lattice. This results in a finer grain structure and fewer holes in the sintered aluminum. The material's wear characteristics and overall performance are greatly improved by the material's finely adjusted microstructure, making it suifiguire for uses that need high strength and resistance to fracture propagation [30-32]. Recent literature corroborates the claim that sintering may include solid-state diffusion between aluminum, magnesium, and tin atoms, potentially resulting in the creation of alloy phases that impact the characteristics of the material [32-34]. Intermetallic compounds are created and electron exchange occurs during the alloying of aluminum with magnesium and tin [24]. The microstructure and properties of the composite material may be impacted by the atomic-level processes. When magnesium is mixed with aluminum, for instance, a solid solution is produced that can enhance the mechanical properties of the resulting material [33]. Therefore, during sintering, the molecular or atomic interactions between the atoms of aluminum, magnesium, and tin may create alloy phases that affect the properties of the material.
Figure 5. Scanning electron microscopy depiction of composites comprising 0.4% Mg and 0.4% Sn combined with 55% cenosphere and 44.2% aluminum
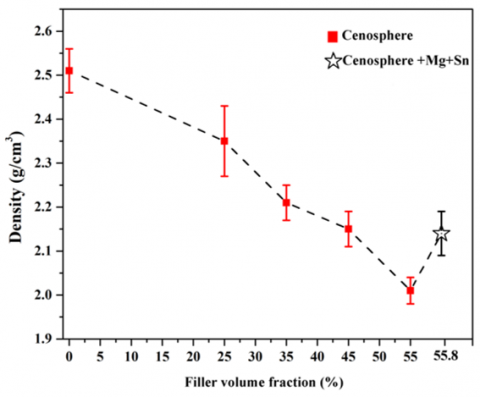
A thorough analysis of the effects of the cenosphere and Mg-Sn alloy on the density of aluminum foam composites is shown in Figure 6. The results reveal a consistent trend: a progressive increase in the volume fraction of cenosphere from 0 to 55% leads to a notable reduction in composite density, decreasing from 2.51 to 2.01 g/cm3. Interestingly, when incorporating 0.4 vol.% of both Mg and Sn in conjunction with a 55% volume fraction of cenosphere into the aluminum matrix, a distinct deviation occurs. Specifically, the density of the composites shows a discernible increase, rising from 2.01 to 2.14 g/cm3. The variation in density upon adding cenosphere, magnesium, and tin can is attributed to the distinctive properties and behaviors of these materials. Cenosphere, being hollow and lightweight microspheres derived from fly ash, displace denser aluminum material due to their lower density, thus contributing to the overall reduction in composite density with their increasing volume fraction. On the other hand, the addition of magnesium and tin, both denser than aluminum, would typically lead to an increase in composite density. However, their incorporation might introduce other beneficial attributes, such as improved wear properties or enhanced alloying effects, which could outweigh the density increment [11, 13].
Figure 6. The influence of cenosphere and Mg-Sn alloy on the density of aluminum foam composites.
3.2 Tribological and mechanical tests
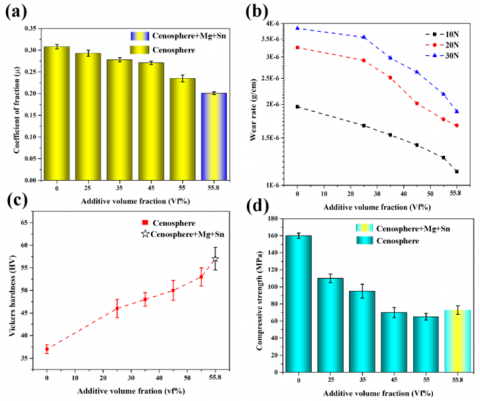
Figure 7 displays the outcomes of an investigation into how the inclusion of cenosphere and the Mg-Sn alloy impacts the friction coefficients, wear resistance, Vicker hardness, and compressive strength of the composite foam. Figure 7(a) compares the friction coefficients of composite materials to those of pure aluminum. Various volume fractions of cenosphere (0 to 55 Vf%) were used to strengthen the composites, and 0.4% Mg and 0.4% Sn were added to a mixture of 55% cenosphere. The findings indicated that pure aluminum had a friction coefficient of 0.308. The friction coefficients fell from 0.293 to 0.235 as cenosphere was added in volume fractions rising from 25% to 55%, respectively. The friction coefficient increased noticeably when 0.4% Mg and 0.4% Sn were added to the mixture of 55% cenosphere and 45% aluminum. The addition of Mg and Sn resulted in significant improvements of 53.2 and 16.9%, respectively, when compared to both pure aluminum and composites containing 55% cenosphere. The effects of adding cenosphere, along with 0.4% Mg and 0.4% Sn, to aluminum composites on their wear rates is shown in Figure 7(b). Additionally, it investigated how different loads influenced the wear characteristics. All specimens were tested under similar environmental conditions, with a spindle speed of 200 rpm and test durations lasting 300 seconds. The findings, presented in Figure 7(b), revealed that at a test load of 10 N, the wear rates significantly decreased from 1.957*10-6 to 1.265*10-6 g/cm as the cenospheres' volume fraction increased from 0% to 55%. Similarly, at a test load of 20 N, the wear rates dropped remarkably from 12.913*10-6 to 1.759*10-6 g/cm with increasing cenosphere content. Likewise, at a test load of 30 N, the wear rates decreased significantly from 3.834*10-6 to 2.179*10-6 g/cm as the cenospheres' volume fraction increased from 0% to 55%. Furthermore, the results demonstrated that the lowest wear rates were seen in comparison to other samples when 0.4% Mg and 0.4% Sn were added to a mixture of 55% cenosphere and 45% aluminum powder. Specifically, at pressures of 10 N, 20 N, and 30 N, the wear rates were 1.1245 * 10-6, 1.669 * 10-6, and 1.879 * 10-6 g/cm3 are obtained, respectively.
Figure 7. The impact of cenosphere and Mg-Sn alloy on (a) friction coefficients, (b) wear rate, (c) Vicker hardness, and (d) compressive strength of aluminum composite foam
These hard particles are responsible for the decrease in wear rate and coefficient of friction with increasing cenosphere number. They act as thick lubricants, reducing the contact areas between absorbers and smoothing the surface. As a result, there is less frictional resistance, which lowers the friction coefficient. Furthermore, the incorporation of 0.4% Mg and 0.4% Sn into the composite is essential in further reducing the coefficient of friction. Tin and magnesium are well-known for having low friction coefficients and lubricating qualities. They reduce adhesion and friction between the sliding surfaces by forming a lubricating coating on them when included into the composite. Additionally, they may react with the aluminum matrix to form compounds that enhance the lubricating effect. This reduction in friction results in the observed significant improvements in friction performance compared to both pure aluminum and composites with only cenosphere.
A thorough analysis of the relationship between cenosphere and the Mg-Sn alloy and the Vickers hardness of composite foam is depicted in Figure 7(c). According to the findings, there is a consistent pattern whereby increasing the amount of cenosphere in the composite from 0 to 55% causes a significant increase in hardness, from 37 to 53 HV. The addition of Mg and Sn, each at 0.4 volume percent, to a combination that already contains 55% cenosphere by volume, however, results in a surprising event. The hardness of composites obviously rises, rising from 53 to 57 HV. This unique variation emphasizes the additional components' synergistic role in fortifying the composite material. Hollow low-mass particles called cenosphere have exceptional strength for their size. They act as fillers when added to the composite foam, taking advantage of the voids that are present naturally. This improves the packing density of the composite, which in turn increases its hardness. Cenospheres, which are rigid by nature, can also boost the composite's stiffness and strength, which in turn helps the material's hardness. Then, a magnesium-tin alloy is used to reinforce the composite foam. A composite's hardness can be increased by effectively pinning dislocations and preventing deformation using dispersed Mg-Sn alloy particles. The use of this alloy enhances the material's strength and resistance to plastic deformation.
Figure 7(d) shows the results of a study on the effects of cenosphere and the Mg-Sn alloy on the compressive strength of composite foam. The findings revealed a recurrent pattern: as cenosphere content in the composite increased (from 0% to 55%), compressive strength gradually decreased, falling from 160 MPa to 65 MPa. However, when 0.4 vol.% of Mg and Sn were added to the composite, which contained 55% cenosphere, an unusual observation was made. In this instance, the composites' compressive strength significantly increased, going from 65 to 73 MPa. More empty spaces are introduced into the composite as the volume proportion of cenosphere rises, resulting in a decrease in the composite's overall density. The existence of void areas and lower-density regions reduces the composite's ability to resist compressive forces since compressive strength measures a material's capacity to tolerate compression and deformation. Additionally, the composite may experience stress concentrations due to the cenospheres' hollow shape. These stress concentrations might result in localized failure sites under compressive loads, lowering the composite's total compressive strength.
3.3 The morphology of a worn surface
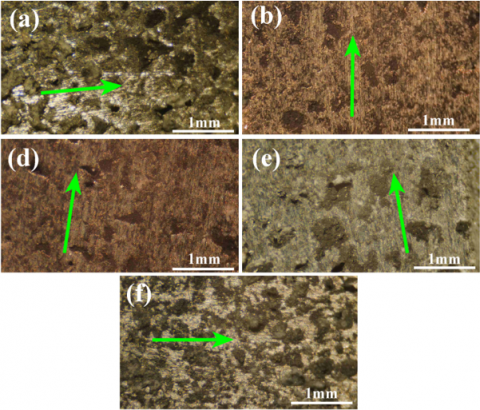
The micrographs in Figure 8 display the surface morphologies, under a 10N load, of aluminum matrix composites reinforced by varying concentrations of cenosphere. Each image features a sliding indicator in the form of a directional arrow. Figure 8 show how, at lower cenosphere concentrations, the worn surfaces show deep furrows. However, when the concentration of cenosphere increases, the furrows diminish and more wear debris is distributed across the surface. These furrows are a reflection of the direction of sliding. Wear debris from a matrix with lower cenosphere concentrations is longer and more extensive than that from a matrix with reinforced composites. As the cenosphere loads grow, tension and temperature near the sliding interface decrease. Particles from the cenosphere and aluminum are hence less likely to become airborne and disperse from the specimen. Furrows and wear detritus on the specimens are indicative of a plowing action and microcutting, respectively. When 0.4% Mg and 0.4% Sn are added to a composite of 55% cenosphere, interesting results are found (Figure 8(e)). As can be seen in Figure 8(d), this configuration reduces surface wear even further than a composite reinforced only with 55% cenosphere. Magnesium and tin are essential because of their lubricating properties and capacity to reduce friction coefficients. Once integrated into the composite, these parts provide a lubricating film on the sliding surfaces, reducing adhesion and friction. It's also likely that their interactions with the aluminum matrix result in compounds that provide even better lubrication [35].
Figure 8. Worn surface of aluminum composite reinforced by cenosphere and Mg-Sn alloy. The volume fractions of cenosphere: (a) 25%, (b) 35%, (c) 45%, (d) 55% and (e) 55% cenosphere+(0.4% Mg and 0.4% Sn)
The findings indicate that these composites possess the ability to achieve a harmonious combination of lightweight construction and mechanical durability, rendering them appropriate for a wide range of technological uses. The materials' versatility is emphasized by their capacity to alter features such as density, hardness, friction, and wear rates. Although the study provides a basis for future inquiry, further research is required to enhance the alloy composition and investigate novel performance measures. The prospective ramifications and practical uses of these results might be examined, focusing on inquiries regarding the future utilization of these composites and their appropriateness for certain sectors or applications. In summary, this research provides opportunities for customizing composites to fulfill specific technological specifications, hence promoting more investigation and utilization in diverse industries. However, this study may have several drawbacks. The experimental design focused on particular compositional alterations, although a wider range of factors might improve comprehension. Material variances may result from aluminum, cenosphere, and Mg-Sn alloy purity and supply variations. The study focused on density, hardness, friction, wear rates, and compressive strength, ignoring mechanical, thermal, and dynamic qualities that may improve the evaluation. The research recognizes atomic interactions during sintering, but a more extensive study of molecular and atomic interactions may help explain observed effects. The study offers applications in aerospace, automotive, and biomedical engineering, although industry-specific needs may require more research. Optimization of alloy composition and identification of appropriate performance metrics may limit the findings' application. These limitations must be addressed to contextualize the study's findings and guide future research.
In this research, the complex relationship between cenospheres and Mg-Sn alloy within aluminum foam composites was investigated. We uncovered valuable trends that have wide-ranging ramifications for several industries by methodically studying density, Vickers compressive hardness, friction coefficients, wear rates, and compressive strength. The similar patterns seen with cenospheres ranging in volume fraction from 0 to 55% highlighted the critical function of these additives in adjusting composite properties. Composite density decreased significantly with increasing cenosphere volume, from 2.51 to 2.01 g/cm3. This finding demonstrates the promising lightweight application of these materials. The composite density increased unexpectedly to 2.14 g/cm3 after the addition of 0.4% Mg and 0.4% Sn, revealing the intricate synergies at work. Increases in cenosphere content were associated with a rise in Vickers hardness, from 37 to 53 HV. This indicated the possibility of improved mechanical performance. With the addition of 0.4% Mg-Sn, the hardness was further enhanced to 57 HV, proving the efficacy of specific reinforcing procedures. The potential for improved tribological capabilities of the material was demonstrated by the sharp drop in friction coefficients seen with increased cenosphere concentration, particularly in the case of 0.4% Mg-Sn reinforcement. Wear rates decreased for various loads, indicating that these composites may have a long service life. A notable decrease in compressive strength from 160 MPa for aluminum without additives to 65 MPa (with a 55% cenosphere concentration) demonstrates the study's ability to increase material durability). Significantly, this pattern was inverted, as there was a subsequent rise to 73 MPa when including 0.4% Mg-Sn in the mixture with 55% cenosphere concentration. The study clarifies the complex interrelationships among cenospheres, aluminum, and the Mg-Sn alloy, revealing their joint impact on the mechanical properties of the composite material. This study adds value to the optimization of aluminum foam composites by demonstrating how unique compositions may minimize potential drawbacks and increase material strength. The findings not only enhance our fundamental knowledge of the impact of cenosphere and Mg-Sn alloy on the tribological and mechanical properties of Aluminum Foam Composites, but also have practical applications for sectors such as aerospace, automotive, and biomedical engineering. Overall, this research expands the current knowledge by revealing new opportunities for customizing and using lightweight, yet strong, aluminum foam composites.
The authors appreciate the help from the laboratories at the Materials Techniques engineering department.
[1] Taieh, N.K., Khudhur, S.K., Fahad, E.A.A., Zhou, Z., Hui, D. (2023). High mechanical performance of 3-aminopropyl triethoxy silane/epoxy cured in a sandwich construction of 3D carbon felts foam and woven basalt fibers. Nanotechnology Reviews, 12(1): 20220519. https://doi.org/10.1515/ntrev-2022-0519
[2] Sadhu, K.K., Mandal, N., Sahoo, R.R. (2023). SiC/graphene reinforced aluminum metal matrix composites prepared by powder metallurgy: A review. Journal of Manufacturing Processes, 91: 10-43. https://doi.org/10.1016/j.jmapro.2023.02.026
[3] Geng, H., Chen, B., Wan, J., Shen, J., Kondoh, K., Li, J.S. (2023). Matrix effect on strengthening behavior of carbon nanotubes in aluminum matrix composites. Materials Characterization, 195: 112484. https://doi.org/10.1016/j.matchar.2022.112484
[4] Miladinović, S., Stojanović, B., Gajević, S., Vencl, A. (2023). Hypereutectic aluminum alloys and composites: A review. Silicon, 15(6): 2507-2527. https://doi.org/10.1007/s12633-022-02216-2
[5] Senthilraj, K., Rajamurugan, G. (2023). Corrosion, fatigue, and wear performance of friction stir welded aluminum metal matrix composites: A Review. Transactions of the Indian Institute of Metals, 76(12): 3201-3218. https://doi.org/10.1007/s12666-023-03038-5
[6] Ghazi, A.K., Taieh, N.K., Khudhur, S.K. (2022). Investigation of dry tribo-behavior of aluminum alloy AA6061/Al2O3/Graphite composites synthesized by stir casting technique. Revue des Composites et des Matériaux Avancés-Journal of Composite and Advanced Materials, 32(5): 253-259. https://doi.org/10.18280/rcma.320506
[7] Agarwal, J., Sahoo, S., Mohanty, S., Nayak, S.K. (2020). Progress of novel techniques for lightweight automobile applications through innovative eco-friendly composite materials: A review. Journal of Thermoplastic Composite Materials, 33(7): 978-1013. https://doi.org/10.1177/0892705718815530
[8] Campbell, F.C. (Ed.). (2012). Lightweight materials: understanding the basics. ASM international.
[9] Hegab, H., Khanna, N., Monib, N., Salem, A. (2023). Design for sustainable additive manufacturing: A review. Sustainable Materials and Technologies, 35: e00576. https://doi.org/10.1016/j.susmat.2023.e00576
[10] Wu, J.Q., Lu, Z., Chen, Y.T., Ghiassi, B., Shi, W., Li, B. (2023). Mechanical properties and cracking behaviour of lightweight engineered geopolymer composites with fly ash cenospheres. Construction and Building Materials, 400: 132622. https://doi.org/10.1016/j.conbuildmat.2023.132622
[11] Danish, A., Mosaberpanah, M.A., Tuladhar, R., Salim, M.U., Yaqub, M.A., Ahmad, N. (2022). Effect of cenospheres on the engineering properties of lightweight cementitious composites: A comprehensive review. Journal of Building Engineering, 49: 104016. https://doi.org/10.1016/j.jobe.2022.104016
[12] Zanjad, N., Pawar, S., Nayak, C. (2022). Use of fly ash cenosphere in the construction Industry: A review. Materials Today: Proceedings, 62: 2185-2190. https://doi.org/10.1016/j.matpr.2022.03.362
[13] Yadav, V.K., Yadav, K.K., Tirth, V., Jangid, A., Gnanamoorthy, G., Choudhary, N., Jeon, B.H. (2021). Recent advances in methods for recovery of cenospheres from fly ash and their emerging applications in ceramics, composites, polymers and environmental cleanup. Crystals, 11(9): 1067. https://doi.org/10.3390/cryst11091067
[14] Saravanan, V., Thyla, P.R., Balakrishnan, S.R. (2014). The dry sliding wear of cenosphere-aluminium metal matrix composite. Advanced Composites Letters, 23(3): 096369351402300301. https://doi.org/10.1177/096369351402300301
[15] Kumaar, R.K., Vinoth, K.S., Kavitha, M. (2022) Parametric analysis on non-lubricated wear over hybrid aluminium metal matrix composite material by Rsm. PERIODICO di MINERALOGIA, 91(4): 240-250. https://doi.org/10.37896/pd91.4/91416
[16] Ahamed, A., Prashanth, T. (2016). Mechanical properties of aluminium 6061 cenosphere composites. Journal of Manufacturing Engineering, 11(4): 229-233.
[17] Schaffer, G.B. (2004). Powder processed aluminium alloys. In Materials Forum, 28: 65-74.
[18] Gummadi, J., Alanka, S. (2023). A review on titanium and titanium alloys with other metals for biomedical applications prepared by powder metallurgy techniques. Materials Today: Proceedings. Available online 12 May 2023. https://doi.org/10.1016/j.matpr.2023.04.387
[19] Desai, P.H., Desai, C.K., Rehani, B.R. (2022). Synthesis and characterization of aluminium matrix hybrid composite by powder metallurgy route. In Recent Advances in Materials Technologies: Select Proceedings of ICEMT 2021, pp. 479-490. https://doi.org/10.1007/978-981-19-3895-5_39
[20] Novák, P., Benediktová, D., Mestek, S., Tsepeleva, A., Kopeček, J. (2023). Aluminum alloys with natural ratio of alloying elements manufactured by powder metallurgy. Journal of Alloys and Compounds, 931: 167440. https://doi.org/10.1016/j.jallcom.2022.167440
[21] Lall, C., Bishop, D.P. (2015). Conventional powder metallurgy aluminum alloys. Powder Metallurgy; ASM International: Almere, The Netherlands, 581-590. https://doi.org/10.31399/asm.hb.v07.a0006132
[22] Lumley, R.N., Sercombe, T.B., Schaffer, G.M. (1999). Surface oxide and the role of magnesium during the sintering of aluminum. Metallurgical and Materials Transactions A, 30: 457-463. https://doi.org/10.1007/s11661-999-0335-y
[23] Oh, M.C., Byungmin, A.H.N. (2014). Effect of Mg composition on sintering behaviors and mechanical properties of Al–Cu–Mg alloy. Transactions of Nonferrous Metals Society of China, 24(s1): s53-s58. https://doi.org/10.1016/S1003-6326(14)63288-X
[24] Jamal, N.A., Yusof, F., Nor, Y.A., Othman, M., Khalid, K., Zakaria, M.N. (2018). The role of tin and magnesium in assisting liquid phase sintering of aluminum (Al). In IOP Conference Series: Materials Science and Engineering, 290: 012008. https://doi.org/10.1088/1757-899X/290/1/012008
[25] Liu, J. (2009). U.S. Patent No. 7,517,492. Washington, DC: U.S. Patent and Trademark Office. Google Patents.
[26] Ghazi, A.K., Muhmmed, A.A., Taieh, N.K., Mejbel, M.K. (2022). Tribological and mechanical performance of epoxy reinforced by fish scales powder. Revue des Composites et des Matériaux Avancés-Journal of Composite and Advanced Materials, 32(3): 149-155. https://doi.org/10.18280/rcma.320306
[27] Gokce, A., Findik, F. (2008). Mechanical and physical properties of sintered aluminum powders. Journal of Achievements in Materials and Manufacturing Engineering, 30(2): 157-164.
[28] Pickens, J.R. (1990). High-strength aluminum powder metallurgy alloys. ASM International. https://doi.org/10.31399/asm.hb.v02.a0001064
[29] Saravanan, V., Shanmugasundaram, A., Thyla, P.R. (2012). Tensile behavior of aluminum–cenosphere metal matrix composite by stir-casting route. Trends in Mechanical Engineering and Technology, 2(2): 39-45.
[30] Parveez, B., Jamal, N.A., Aabid, A., Baig, M. (2023). Microstructure and strengthening effect of coated diamond particles on the porous aluminum composites. Materials, 16(8): 3240. https://doi.org/10.3390/ma16083240
[31] Hamdi, A.A. (2018). Effect of magnesium and tin as sintering additives on microstructure and compressive properties of porous aluminum. Master's Thesis, Universiti Sains Malaysia, Penang, Malaysia.
[32] MacAskill, I.A., Hexemer Jr, R.L., Donaldson, I.W., Bishop, D.P. (2010). Effects of magnesium, tin and nitrogen on the sintering response of aluminum powder. Journal of Materials Processing Technology, 210(15): 2252-2260. https://doi.org/10.1016/j.jmatprotec.2010.08.018
[33] Yang, B., Wang, Y., Gao, M., Guan, R. (2021). The response of mechanical property to the microstructure variation of an Al–Mg alloy by adding tin element. Materials Science and Engineering: A, 825: 141901. https://doi.org/10.1016/j.msea.2021.141901
[34] Jamal, N.A., Yusof, F., Ahmad, Y., Nordin, N.H., Sulaiman, S. (2021). Assisting liquid phase sintering of pure aluminum (Al) by the tin addition. In Aluminium Alloys-Design and Development of Innovative Alloys, Manufacturing Processes and Applications. IntechOpen.
[35] Arif, S., Jamil, B., Shaikh, M.B.N., Aziz, T., Ansari, A.H., Khan, M. (2020). Characterization of surface morphology, wear performance and modelling of graphite reinforced aluminium hybrid composites. Engineering Science and Technology, an International Journal, 23(3): 674-690. https://doi.org/10.1016/j.jestch.2019.07.001