Temitayo S. Ogedengbe | Omolayo M. Ikumapayi* | Sunday A. Afolalu | Adekunle I. Musa-Olokuta | Timothy A. Adeyi | Marvel O. Omovigho | Japhet B. Nkanga
© 2022 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
This study was a comparative study on the effect of the flux produced from coconut and eggshell powders during arc-welding of mild steel. An arc welding machine and flux prepared from agrowastes were employed for the study. The Flux compositions used for the 5 welded groups include 100% Eggshell, 100% Coconut shell, 70% Eggshell with 30% Coconut shell, 30% Eggshell with 70% Coconut shell and finally, normal convectional flux for control experimentation. Tensile test shows that the 100% egg shell powder as flux had the highest tensile strength with 850 N at maximum tensile compare with 70% Egg shell, normal flux, 30% Coconut shell and 100% Coconut shell that returned values of 847, 785, 750 and 712 N respectively. Samples welded using 100% Eggshell developed flux produced the highest Brinell Hardness Value of 125.25 BHN at the welded joint compared to results from other flux types. Tensile results shows that welded joints formed by 100% Eggshell flux had the highest Maximum Tensile Stress (MTS) of 850.2 N compared with others having lower values of MTS and can last longer when load bearing properties is considered. Hence, flux developed from 100% Eggshell is recommended for use as substitute for the conventional flux.
arc-welding, coconut shell, eggshell, flux, mild steel
Welding, which is the technology of joining two or more materials (metals mostly) by means of heat, finds a lot of relevance in the development of cars, buildings, bridges as a result of the recent boom in industrialization [1, 2]. Popular among the many welding types are Metal Inert Gas Welding (MIG) and Tungsten Inert Gas Welding (TIG). Some other classifications include Gas Metal Arc Welding (GMAW), Submerged Arc Welding, Fluxed Core, Laser Beam Welding (LBW), Electroslag Welding etc. [3]. Long before flux was introduced and improved, arc welding as a method of joining metals was assumed to be inferior to other methods of construction in steel ship and other buildings due to the brittleness of the welds at the time. Fluxes are chemical compounds which improve the weld properties of a welded joint when they are applied [4]. The choice of flux used for a welding process largely affects the weld quality of the material [5]. Over time, efforts have been invested in achieving an efficient mix of elemental properties to be used as flux to improve on existing flux types [6-8]. Recently, agro-wastes have attracted a huge attention in the production industry as its capacity to produce wealth is being unraveled daily [9]. Report shows that up to 60% domestic waste comes from Coconut shell, a waste obtained from the consumption of Coconut and this create a serious problem in our locality when it comes to its disposal [10]. Eggshell which is also a waste from the consumption of poultry egg so also poses a threat when it comes to its disposal. Coconut shell is used for several things, majorly as fuel for cooking and heating while Eggshell is also used in feed mills and as a pest repellant. But recently, a lot of study has been focused on other possible uses of these agro–wastes [11]. This recent trend in agro-waste conversion has resulted in several researches conducted to develop eco–friendly welding flux powder [12, 13]. This research is therefore a comparative analysis of the effect of the use of Eggshell and Coconut shell as fluxes during arc-welding of mild steel.
2.1 Preparation of mild steel
The work piece which was 16 mm diameter Mild Steel rods sourced from a market located in Akure, Ondo State, Nigeria was divided into 10 pieces of short lengths of 20 mm each with the aid of angular grinding machine. The 10 samples were thereafter divided into two groups of 5 pairs with each pair welded using various flux compositions starting with the normal flux and other compositions. Table 1 shows the result of compositional analysis carried out on sample steel.
Table 1. Compositional analysis of mild steel bar
|
Ele |
Fe |
C |
Si |
Mn |
Cr |
P |
Cu |
Ni |
V |
Co |
|
%C |
99.25 |
0.059 |
0.210 |
0.391 |
0.020 |
0.015 |
0.029 |
0.012 |
0.008 |
0.005 |
Table 2. Analysis of particle size
|
Sieve Size (µm) |
Cummulative Weight (g) |
% Cummulative Weight |
% Passing through a sieve |
|||
|
|
100% |
100% |
100% |
100% |
100% |
100% |
|
|
E.S |
C.S |
E.S |
C.S |
E.S |
C.S |
|
0.425 |
0 |
0 |
0 |
0 |
100 |
100 |
|
0.355 |
0 |
0 |
0 |
0 |
100 |
100 |
|
0.212 |
20 |
18 |
2 |
1.8 |
98 |
98.2 |
|
0.180 |
30 |
22 |
3 |
2.2 |
95 |
96 |
|
0.075 |
200 |
160 |
20.0 |
16 |
75 |
80 |
|
Pan |
750 |
180 |
75.0 |
80 |
0 |
0 |
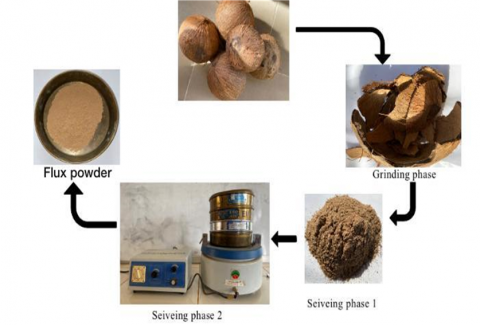
2.2 Preparation of flux
(a) eggshell powder
(b) coconut shell powder
Figure 1. Flux preparation cycle
Flux preparation was done in three stages as illustrated in Figure 1. The first stage is the grinding of the Egg and the Coconut shell into powder separately with the aid of Mill Grinding machine. A crate and a half of Egg Shells and 10 Coconut shells which gave a total mass of 0.19 kg and 0.11 kg respectively were used. The second stage was the sieving stage which involved the sieving of each sample and this was done in two phases. The first phase was carried out with first mid – size micrometer sieve of measurement 0.212 µm and 0.150 µm which are attached to the top of Mechanical Sieve Vibrator. This sieving process eliminated the large impurity particles in the sample and give powder a smooth texture. The final stage was a re-sieving process which was done using a sieve size 0.075 µm. This eventually gave a very smooth form of powder flux at 0.075 µm particle fineness. The particle size analysis (Table 2) shows that only particles with sizes lower than 0.212 µm passed through the sieves at varying percentages and the smallest particle size had a diameter of about 0.075 mm. The ratio of 70-30%, 30-70% ratio mix was determined using a known volume of container to measure quantities of flux before mixing in separate labelled containers.
2.3 Welding of joints/application of flux
The welding process was done by setting the electric arc welding machine to a temperature of 160℃ and the flux powder was applied on the joints edge of the mild steel rods while welding. Safety garments and eye goggles were worn to avoid hazard during this operation. Four various categories of flux samples were prepared with their weights determined as shown in Table 3. The developed flux samples were thereafter kept in air-tight plastics container to avoid contamination with impurities. Figure 2 shows the various samples before they were sealed in air-tight plastics. Developed flux was applied at intervals during the welding process using a developed funnel flux supplier. The application of flux was done using a developed tube to facilitate the spontaneous supply of flux to the welding zone manually during the experimentation.
Table 3. Flux composition and their weights
|
S/N |
Flux Composition |
Weight (kg) |
|
1 |
100% Eggshell |
0.098 |
|
2 |
100% Coconut shell |
0.038 |
|
3 |
30% Eggshell + 70% Coconut shell |
0.072 |
|
4 |
70% Eggshell + 30% Eggshell |
0.098 |
Figure 2. Developed flux samples (a) 100% egg shell (b) 100% coconut shell (c) 70% egg shell (d) 70% coconut shell
2.4 Mechanical testing
After the welding process was completed the steel samples were allowed to air cool before testing was carried out on them. The tests carried out on the steel samples were Brinell Hardness Test, Atomic Absorption Spectrometry, X-Ray Fluorescence and Tensile Test.
2.4.1 Atomic Absorption Spectrometry (AAS)
An atomic absorption spectrometer was used for this experimental process. This procedure was used to detect the presence and percentage concentrations of various elements in the metal. It works on the principle of absorption of light (radiation) by free atoms present in samples being analyzed. Each sample bar was analyzed and results generated and recorded.
2.4.2 X-Ray Fluorescence (XRF)
A thermo scientific precious metal analyzer manufactured by NITON Incorporated with model number XL2 was used to carry out an XRF analysis on the welded mild steel samples (see Figure 3). The XRF was used toidentify various constituent elements available on the welded joints of various samples.
Figure 3. XRF analyzer
2.4.3 Tensile test
Tensile machines, also known as tension test machines, are universal testing machines specially configured to evaluate the tensile strength of specimens. This machine was used to check the strength of each welded joint.
The developed flux powders with their various compositions were applied in the experimentation alongside the normal flux. This was done to ensure the comparative analysis of the effect of each composition compared to the control welding flux. The results obtained are as discussed below.
3.1 Atomic absorption spectroscopy (AAS)
AAS test results shows that the major components for both Egg and Coconut shells were Potassium (K), Sodium (Na), and Calcium (Ca). These elements play vital roles in the provision of strength and hardness of the welded joints. Table 4 shows that in every flux variation, there was an increase in percentage in the three elements listed above. Ca, Mg and Na had highest concentrations in 100% Eggshell and reduced gradually as the concentration of eggshell in each composition reduced. Results obtained agree mostly with the results of the other works carried out by different researchers examples of which include Afolalu et al. [14] who reported that most elements with the highest percentage had properties relating to strength.
From Figure 4, it is observed that a change in “flux-mix’’ resulted in a change in compositional elements. There is high yield of Sodium (Na), and Calcium (Ca), and less Potassium (K), in 100% Eggshell. High yield of Potassium K, and less of Calcium Ca, and Sodium Na, in 100% Coconut shell. Therefore, when 70% Eggshell and 30% Coconut Shell were mixed, there was a certain increase in all elements above average, and when 30% Eggshell and 70% Coconut shell were mixed there was only high increase in Potassium K, and Sodium Na, there less Calcium Ca. It was concluded that Eggshell has more Calcium Ca, element properties and Coconut Shell has more Potassium K, element properties. Calcium is an alloying element used in making cements and mortar that are used in buildings, so also Potassium is a good conductor of heat and electricity. From the above discussion it is inferred that the major elements found in the fluxes protrude high properties of strength and resistance to elastic deformation.
Table 4. AAS results for various flux compositions
|
Element |
100% Eggshell (E.S) |
100% Coconut Shell (C.S) |
70% E.S + 30% (C.S) |
30% E.S + 70% (C.S) |
|
Fe |
1.5 |
12.12 |
4.68 |
8.98 |
|
K |
17.78 |
34.15 |
23.11 |
28.98 |
|
Ca |
27.12 |
8.16 |
21.57 |
13.92 |
|
Mg |
8.57 |
4.84 |
7.52 |
5.79 |
|
Zn |
10/02 |
12.20 |
7.69 |
11.57 |
|
Cu |
0.063 |
0.31 |
0.14 |
0.24 |
|
Na |
33.85 |
25.50 |
32.31 |
28.01 |
|
S |
0.02 |
0.00 |
0.014 |
0.01 |
Figure 4. Multiple Bar chart of the 3 major elements present in flux samples
3.2 XRF analysis (X-Ray fluorescence)
Table 5 shows results of X-Ray Fluorescence analysis carried out on normal flux, 100% Egg Shell, 100% Coconut Shell, 70% Eggshell-30% Coconut Shell and 30% Eggshell-70% Coconut Shell. Iron, was the major constituent element found in all 5 welded joints samples. Results show that 100% Eggshell welded sample had the highest percentage of Iron, with 98.937%. This was followed by the sample welded with normal electrode flux with 98.682%. Hence, when with the mixture of both Eggshell and Coconut Shell fluxes, 70% Eggshell and 30% Coconut Shell had a higher percentage of Iron Fe, than 30% Eggshell and 70% Coconut Shell. However, other chemical elements with strength and ductile properties such as Titanium Ti, were found present only in the flux containing Coconut Shell. For example, 100% Coconut Shell has 2.887% of Titanium, 70% Coconut Shell and 30% Eggshell has 1.641% of Titanium Ti, while 100% Eggshell has no presence of Titanium Ti and 70% Eggshell 30% Coconut has 1.542% of Titanium Ti. The consequent result of the reduction in Iron element in the welded joint can be explained as resulting from the reduction in concentration of Fe and Ti constituents around welded joint. This result agrees with Ngayakamo et al. [15] who also reported high Ca contents in Eggshell from XRF analysis.
3.3 Tensile test
Table 6 shows results of Tensile Tests for the 5 welded samples. Results show that 100% Eggshell flux welded sample had the highest tensile strength with a load of 850 N at maximum tensile stress as compared with 70% Eggshell, Normal flux, 30% Coconut shell and 100% Coconut that returned values of 847, 785, 750 and 712 N respectively for load at maximum tensile stress. This can be explained as resulting from the higher values of constituent elements like Iron, Manganese, Rhodium, and Titanium. Iron is a ductile, gray, relatively soft metal and is moderately good conductor of heat and electricity. Manganese, is a hard metal and very brittle. Rhodium Rh, is a platinum group metal, it has high reflectance and is hard and durable, giving improved high temperature strength and oxidation resistance. Titanium is a light-weight, high-strength, low-corrosion structural metal with excellent heat transfer properties and a high degree of resistance to minerals, acids and chlorides. However, this major chemical element component present in the various welded joints signify the ability of the use of the agro-waste fluxes as efficient materials for welding joints due to their high resistance to stress and strain and reduction to fracture. The high yield of the relative strength chemical elements present in welded joints with Eggshell, clearly shows that Eggshell has high resistance to elastic deformation than Coconut Shell. Similarly, the maximum tensile stress results show that 100% pure Eggshell and 70% Egg Shell with 30% Coconut Shell welded samples were higher with values of 81.234 and 80.147 MPa respectively as compared with 70% Coconut Shell with 30% Egg Shell and 100% Pure Coconut shell welded samples with values of 79.321 and 75.234 MPa tensile stresses respectively. Normal flux had the lowest maximum tensile stress result with 53.8795 MPa.
This result shows that welded joints formed by 100% Eggshell flux performed better and can last longer when load bearing properties is considered than welded joints developed from other agro wastes compositions as well as normal flux.
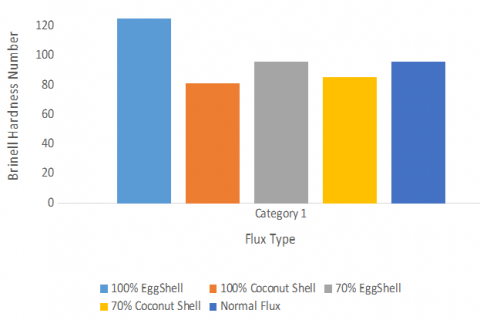
3.4 Hardness test
The Hardness test was categorized into three, the Base metal, the welded joints, and the heated region (Table 7). 100% Eggshell welded sample had Hardness values of 136.23, 125.25 and 142.56 BHN for base metal, welded joint and heated region. 100% Coconut Shell welded sample had Hardness values of 82.91, 81.29 and 86.78 BHN for base metal, welded joint and heated region. 70% Egg Shell with 30% Coconut Shell welded sample had Hardness values of 91.15, 96.23 and 95.23 BHN for base metal, welded joint and heated region. 30% Eggshell with 70% Coconut Shell welded sample had Hardness values of 87.95, 85.68 and 83.12 BHN for base metal, welded joint and heated region. Normal Flux welded sample had Hardness values of 90.58, 95.87 and 93. 65 BHN for base metal, welded joint and heated region.
This proves that welding with 100% Eggshell as depicted in Figure 5 gives more resistance to failure with time, than welding with 100% Coconut Shell, 70% Eggshell with 30% Coconut Shell, 30% Eggshell with 70% Coconut shell, and Normal Electrode flux. The higher hardness values of the developed Eggshell flux type resulted in the higher tensile stress values as discussed earlier. This result agrees with Afolalu et al. [16] who reported an improved hardness value for developed flux when compared with imported or local flux types in use.
Table 5. Flux elemental composition
|
Normal Flux |
100% Eggshell (E.S) |
100% Coconut (C.S) |
70% E.S+30% C.S |
70% C.S+30% E.S |
|||||
|
Elem. |
Val. |
Elem. |
Val. |
Elem. |
Val. |
Elem. |
Val. |
Elem. |
Val. |
|
Fe |
98.68 |
Fe |
98.93 |
Fe |
93.81 |
Fe |
96.61 |
Fe |
95.32 |
|
Co |
0.32 |
Rh |
0.03 |
Co |
0.71 |
Co |
0.41 |
Co |
0.41 |
|
Cr |
0.09 |
Cr |
0.09 |
Ag |
0.07 |
Ag |
0.05 |
Ag |
0.04 |
|
Zn |
0.08 |
Zn |
0.09 |
Zn |
0.21 |
Zn |
0.13 |
Zn |
0.14 |
|
Cu |
0.18 |
Cu |
0.17 |
Sn |
0.12 |
Rh |
0.05 |
Rh |
0.05 |
|
Mn |
0.58 |
Mn |
0.58 |
Mn |
1.73 |
Mn |
0.87 |
Mn |
0.88 |
|
Ti |
<LOD |
Sn |
0.05 |
Ti |
2.89 |
Ti |
1.54 |
Ti |
1.64 |
Table 6. Tensile test result
|
Parameter |
Load at Maximum Tensile Stress (N) |
Maximum Tensile Stress (MPa) |
Maximum Tensile Strain (mm/mm) |
|
100% Eggshell |
850.2565 |
81.234 |
0.0234 |
|
100% Coconut Shell |
712.3254 |
75.234 |
0.0136 |
|
70% Egg Shell |
847.4748 |
80.147 |
0.0213 |
|
30% Egg Shell |
750.5489 |
79.321 |
0.0200 |
|
Normal Flux (Control) |
785.2365 |
53.8795 |
0.0102 |
Table 7. Hardness test result
|
Sample |
Base Metal (BHN) |
Welded Joint (BHN) |
Heated Region (BHN) |
|
100% Egg Shell |
136.23 |
125.25 |
142.56 |
|
100% Coconut Shell |
82.91 |
81.29 |
86.78 |
|
70% Egg Shell |
91.15 |
96.23 |
95.23 |
|
30% Egg Shell |
87.95 |
85.68 |
83.12 |
|
Normal Flux |
90.58 |
95.87 |
93.65 |
Generally, the hardness value of welded joint was highest for 100% Eggshell (125.25 BHN) and lowest for 100% Coconut shell (81.29 BHN). It can also be seen that with an adulteration of 30% constituent element of Egg Shell with coconut Shell, the hardness property of Eggshell flux reduced by an approximate value of 29%. Also an adulteration of 30% constituent element of Coconut Shell with Egg Shell, the hardness property of the Coconut Shell flux reduced by an approximate value of -4.39%. These results show that there is high percentage difference of hardness in that of Egg shell welded sample than that of Coconut Shell welded sample.
Figure 5. Hardness test result for welded joint for 5 flux samples
Conclusively, the use of the various fluxes provided interesting results that aided the improvement in welded joints of some of the samples used. One could infer that 100% eggshell powder and 70% eggshell 30% coconut shell powder are more durable than that of 100% coconut shell and 70% coconut 30% eggshell powde. The 100% eggshell perform better in welding of the mild steel rods, however normal electrode flux gave a similar good result due to the tensile test and hence was still a better flux preference in the welding of mild steel rods. XRF analysis was carried out on all welded joints and chemical composition test was also carried out on all flux samples. This was an indication of good work integrity. The various test results indicate that there is presence of composite change in welded joints. Also the Hardness test results obtained from the hardness test show that there is high percentage difference of hardness in that of Egg shell welded sample than that of Coconut Shell welded sample while the Tensile test result shows that the welded joints formed by 100% Eggshell flux performed better and can last longer when load bearing properties is considered than welded joints developed from other agro wastes compositions as well as normal flux. Finally, this experimental work together with the previous literature show that 100% eggshell flux powder is most fit for welding processes, 70% egg shell 30% coconut shell flux powder has a great potential as 100% eggshell and also solve the problem of disposing these valuable agro-waste materials hence reducing environmental pollution and increasing economic revenue. However, there are still many gaps for further research as there remain much more other agro–wastes materials to be investigated.
The authors acknowledged Elizade University and Afe Babalola University for the support offered for conduct and the publication of this research.
[1] Afolalu, S.A., Ikumapayi, O.M., Ogedengbe, T.S., Emetere, M.E. (2021). Performance assessment of developed flux powder on the tensile and hardness properties of steels joints using TIG-welding. Revue des Composites et des Materiaux Avances-Journal of Composites and Advanced Materials, 31(3): 153-157. https://doi.org/10.18280/rcma.310306
[2] Sutas, J., Mana, A., Pitak, L. (2012). Effect of rice husk and rice husk ash to properties of bricks. Procedia Engineering, 32: 1061-1067. https://doi.org/10.1016/j.proeng.2012.02.055
[3] Pacheco-Torgal, F., Jalali, S. (2020). Eco-efficient Constructions and Building Materials research under the EU Framework Programme Horizon 2020, Constructions and Building Materials, 51(2): 151-162. https://doi.org/10.1016/j.conbuildmat.2013.10.058
[4] Srisuwan, A, Phonphuak, N. (2020). Physical property and compressive strength of fired clay bricks incorporated with paper waste. Journal of Metals, Materials and Minerals, 30(1): 103-108. https://doi.org/10.14456/jmmm.2020.12
[5] Adeyeye, A.D. (2021). Current trends in welding flux development. Nigerian Journal of Technology, 40(2): 241-251. https://doi.org/10.4314/njt.v40i2.9
[6] Matsushita, A., Liu, S. (2000). Hydrogen control in steelweld metal by means of fluoride additions in welding flux. Welding Journal, 79(10): 295-303.
[7] Plessis, J.D., Du-Toit M., Pistorious, P.C. (2006). Reducing the diffusible hydrogen content of shielded metalarc welds by means of fluoride and calcite flux additions. International Institute of Welding, iIWDocument II-1590-06 (II-A-172r1-06).
[8] Plessis, J.D., Du-Toit, M. (2008). Reducing diffusible hydrogen content of shielded metal arc welds through addition of flux-oxidizing ingredients. Journal of Materials Engineering and Performance, 17(1): 50-56. https://doi.org/10.1007/s11665-007-9133-0
[9] Afolalu, S.A., Salawu, E.Y., Ogedengbe, T.S., Joseph O.O., Okwilagwe O., Emetere, M.E., Yusuf, O.O., Noiki, A.A., Akinlabi, S.A. (2021). Bio-agro waste valorization and its sustainability in the industry: A review. IOP Conf. Series: Materials Science and Engineering, 1107: 012140. https://doi.org/10.1088/1757-899X/1107/1/012140
[10] Munir, M.J., Abbas, S., Nehdi, M.L., Kazmi, S.M.S., Khitab, A. (2018). Development of eco-friendly fired clay bricks incorporating recycled marble powder. J. Mater. Civ. Eng., 30(5): 1-11. https://doi.org/10.1061/(ASCE)MT.1943-5533.0002259
[11] Tseng, K., Lin, P. (2014). UNS S31603 stainless steel tungsten inert gas welds made with microparticle and nanoparticle oxides. Materials; 7(6): 4755-4772. https://doi.org/10.3390/ma7064755
[12] Weiss, J., Takhistov, P, McClements, D.J. (2006). Functional materials in food nanotechnology. Journal of Food Science, 71(9): 107-116. https://doi.org/10.1111/j.1750-3841.2006.00195.x
[13] Afolalu, S.A., Samuel, O.D., Ikumapayi, O.M. (2020). Development and Characteristics of Nano–flux welding powder from calcined coconut shell ash admixture with FeO particles. J Mater Res Technol., 9(4): 9232-9241. https://doi.org/10.1016/j.jmrt.2020.06.067
[14] Afolalu, S.A., Adejuyigbe, S.B., Adetunji, O.R., Olusola, O.I. (2015). Production of cutting tools from recycled steel with palm kernel shell as carbon additives. International Journal of Innovation and Applied Studies, 12(1): 110.
[15] Ngayakamo, B., Aboubakar, A.M., Komadja, C.G., Bello, A., Onwualu, A.P. (2021). Eco-friendly use of eggshell powder as a bio-filler and flux metallurgical and materials engineering, association of metallurgical engineers of serbia AMES. Metall. Mater. Eng., 27(3): 371-383. https://doi.org/10.30544/628
[16] Afolalu, S.A., Abiodun, A.A., Mfon, O.U., Olayide, R.A., Ikumapayi, O.M., Adejuyigbe, S.B. (2018). Data showing the effects of temperature and time variances on nano-additives treatment of mild steel during machining. Data in Brief, 19: 456-461. https://doi.org/10.1016/j.dib.2018.05.077