Adekunle A. Adeleke | Makanjuola Oki | Ikechukwu K. Anyim | Peter P. Ikubanni | Adeolu A. Adediran | Ayokunle A. Balogun | Thomas A. Orhadahwe | Peter O. Omoniyi* | Adebayo S. Olabisi | Esther T. Akinlabi
© 2022 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
More reliable and durable parts with high structural integrity are required to meet the increasing advancements in science and technology. This paper reviews five (5) different casting techniques: squeeze casting, sand casting, investment casting, die casting, and continuous casting. Their respective cast products were examined, and their various mechanical properties were discussed. However, these different casting techniques involve a similar fundamental procedure: melting metal, pouring it into a mold, and allowing it to solidify. However, they vary in their physical and mechanical properties, durability, and surface finishing, making one technique more desirable than the other in their application areas. Some techniques were found to be more advantageous and effective than the other, which will aid foundrymen in making the best decision in choosing a technique, considering parameters such as environmental friendliness and cost implications. The appropriate implementation of these will help restructure and refine foundries, improve the quality of cast products, and set the casting technology world on course for the new age.
casting, foundry, manufacturing process, mold, pattern
Manufacturing processes are methods and techniques used in transforming raw materials into finish products [1, 2]. Any manufacturing process aims to churn out products with good surface finish, quality, and excellent chemical and mechanical properties. The choice of manufacturing technique depends on the desired outcome of the products, the area of application, and the customers’ specifications. Casting is one of the major manufacturing processes in engineering with a massive volume of product turnover. It is a proven liquid metallurgical process that has been used to synthesize quite a number of composites for different industrial applications [3-7]. Casting is a fabrication technique used to produce materials with different shapes, eliminating the need for joining processes like welding, soldering, brazing, and adhesives. The process involves liquidizing the material to be cast (often time metals), pouring the melt into a mold with the shape of the expected output, and then allowing it to solidify. While in the molten state, secondary particles can be added to produce composites. Various casting techniques are used, including stir casting, compost casting, die casting, investment casting, sand casting, centrifugal casting, plaster mold casting, and permanent mold casting [8-10]. The techniques differ by the mode of producing the melt and turning the melt into the preformed shape. Each technique has its advantages and disadvantages as well as areas of application. However, the quest to produce near net shapes reduces the need for further machining, which may impact the material integrity after production. The need to optimize production by reducing waste generation makes it a point of concern for academic scholars to reconsider and remodel the casting process vis-à-vis modern manufacturing trends like rapid prototyping and powder metallurgy [11, 12]. Several scholars have identified the pitfalls of casting techniques compared with other manufacturing processes. For instance, Yi et al. [13] established that the mechanical properties of cast aluminum alloys are inferior to those of wrought aluminum. This suggests that certain efforts need to be put in place by researchers, especially those who favor casting processes, to develop innovations that will revitalize casting technology in terms of quality of product finish and mechanical and microstructural properties. This article presents a review of the recent development in casting technology with the primary goal of identifying specific areas that require re-engineering and improvement. The inclination of this research was provoked by the desire to observe the most recent applications of cast products in industries which are depicted towards the conclusion. This article uncovers the future trends in casting such as in additive manufacturing, the automobile industry, automation, and the utilization of a stimulated environment. The various casting techniques were discussed as well as their pros and cons, applications, and their mechanical properties.
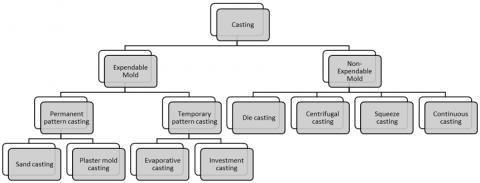
Casting is one of the manufacturing processes. It involves subjecting a solid metal to an extreme temperature for a long period until the metal reaches its fusion point. The molten metal is poured into a mold containing a cavity having the desired shape and allowed to solidify. Finally, the mold is removed, revealing the cast product that might require a surface finishing or be ready for use depending on the specification's technique and preference. The casting tree is depicted in Figure 1 [14], which shows the various casting techniques with respect to the mold used. The expendable molds include the sand, plaster mold, evaporative and investment casting while the non-expendable molds include die, centrifugal, squeeze and continuous casting.
2.1 Squeeze casting
Squeeze casting or forming casting comprises the unification of casting and forging methods [15]. In this technique, the liquified metal is solidified under pressure inside isolated dies situated between the plates of a powered press. When contact is made between the liquified metal and the die as pressure is applied, an accelerated spread of heat throughout the molten metal produces a pore-free fine grain casting with intermolecular properties similar to that of a wrought material [16]. Because the liquified metal is to be solidified with the application of high pressure, the cast metal is therefore not subject to some of the expected casting deformities such as porosity and shrinkage holes [17-19].
Different authors have examined the effect of pressure. Dmitruk et al. [20] studied the effect of the magnitude of pressure on the solidification of liquified metals. They concluded that pressure of 1.7 MPa applied to a liquified aluminum solution substantially reduced the microporosity of the cast. Conversely, the reduction in porosity did not improve the mechanical properties of the cast because the pressure applied was remarkably lower than the 100 MPa. However, Wang et al. [21] posited that an increase in pressure would improve the product's properties. The molten metal was subjected to pressures between 340 MPa and 690 MPa. This experiment proved to have a considerable improvement in the product's hardness. However, the pressures were extremely high to be executed during subsequent production.
Furthermore, the effect of ultrasonic vibration on squeeze casting of silicon carbide (SiC) particles reinforced with aluminum (Al) composite was investigated by Wang et al. [22]. It was observed that the dendrite spacing between the Al and SiC particles increased more with an increased ultrasonic vibration time hence improving the hardness of the alloy. The results of Wang et al. [23] are comparable to Li et al. [24] experiment, with results showing an increased hardening effect as coarse reinforced Si particles were dispersed further across the aluminum matrix composite. Generally, pressure plays a significant role in improving hardness during squeeze casting.
2.2 Sand casting
The sand casting technique is considered one of the most ancient fabricating methods. The objective of this casting technique is to pour liquefied metal into a cavity and then allow it to solidify. Products achieved through sand casting do not possess good surface finishing [24]. This is majorly caused by the pattern used or quality of the molding sand. Hence, they will require machining to get rid of inclusions. Typical present-day sand casting cycle involves various phases, like liquefying, alloying, molding, pouring, hardening, and finishing [25, 26]. In sand casting, the sand is thrust about the pattern, which develops the shape of the mold. The mold should have a tolerable sturdiness to withstand the molten metal. It should be adequately penetrable to allow for the easy escape of gases while solidifying, after which the sand cast is taken out and used again [27]. Reusing the sand is a cost-effective advantage in sand casting techniques and, at the same time, environmentally friendly. However, in the past, when sand casting was responsible for over 80% of cast material production, foundrymen spent a substantial amount in the buying and disposal of used casting sand, which was overlooked.
Nevertheless, when other casting techniques such as squeeze casting and investment casting were developed, there was an apparent reduction in the overall profit made from the sand casting technique. The reduction in the economic viability of sand casting is due to the high purchase and cargo payment cost for used sand disposal. Presently, various reclamation techniques have been developed over time to realize economic viability in the sand-casting technique [28].
Figure 1. Casting tree [14]
In the mechanical sand reclamation technique, the sand adhesive properties are crushed to allow for the easy and rapid flow of the sand to keep it moving during the foundry operations [29]. The wet sand reclamation technique eliminates sand coatings and natural matter [30]. The thermal sand reclamation technique, which ordinarily works at about 600℃, is convenient for non-ferrous foundries in the absence of clay [31]. The sand casting technique is responsible for over 60% - 70% of metal casting [25]. Therefore, the need for faster production is important for the market. Hence, additive manufacturing (3D printing) has been implored to hasten production, resulting in a certain product and process characteristics improvements such as reduced shrinkages, making hybrid molding possible, and shortened lead time [32]. Mohiuddin et al. [33] manufactured thin walls and intricate components in automobile cylinder heads. However, Hodder and Chalaturnyk [34] observed that although foundry sand could be cast using a 3D printer, it did not easily flow through the recoater of the printer. This caused a non-uniformity in the bed layers, resulting in less optimal cast products.
2.3 Investment casting
Investment casting, also known as precision casting, is considered one of the oldest casting techniques [35]. It comprises the production of a pattern with wax in the shape of the desired part, which can be made manually or with the help of additive manufacturing technology [36]. The wax pattern is then dipped or invested into a liquid ceramic slurry, sprinkled on with fine sand, and allowed to dry [37]. Before the molten metal is poured into the mold, the wax is burned out by a flash fire oven. Afterward, the mold is heated to a specific temperature to prevent solidification of the melt before the mold is filled by pouring the liquified metal into the now dewaxed mold. After the molten metal is cooled and solidified, it is finally taken out of the mold [38]. When forming the ceramic shell, fine sand that acts as the binders and form oxides that are highly resistant to heat help determine the mold's physical and chemical properties [39]. In the recent past, ethyl silicates were the most widely recognized binders in the development of ceramic shells. Their application reclined due to an ammoniating reaction which caused the alcohol-based binder to gelatinize and therefore increased the drying time of the shell [40]. When alumina-based binders were used for titanium castings [41], they generated a reaction with the molten titanium alloys in the solidification process, which were extremely hard. However, they included brittle intermolecular compounds, which consequentially deteriorated the mechanical properties of the cast [42]. The colloidal silica sol binders were structurally stable, capable of providing durability to the molecular structure of the ceramic slurry [43]. Due to their stable nature, they are inert and can withstand extremely high temperatures. Silica sol binders form excellent bonds, making the ceramic shell durable [44].
Moreover, colloidal silica sol binders offer a more secure, labor-saving casting and allow for greater precision in forming intricate parts in castings. This has highly contributed to its wide usage in today’s application in engineering [45]. Investment casting technique provides cast products with excellent precision, ease in the production of intricate and close molded parts (motor valves, turbine blades, pistons, firearms), and a good surface finish, which in most cases eliminates the need for machining [46].
2.4 Die casting
The die-casting technique involves pressing the melt into a mold cavity with a plunger at high pressure [47]. Metals with low melting points are commonly used, accounting for the hastened solidification process. It is a non-destructive technique, unlike sand casting, because the mold can be reused quite many times after casting [48, 49]. The die casting technique entails infusing the liquified metal into the die cavity using a plunger and applying pressure. Two fundamental methods used to achieve this are the hot and cold chamber die casting [50]. These two techniques depend on the nature of the material to be melted, geometry and size. In the hot chamber die casting process known as the gooseneck casting, the plunger mechanism is submerged into the liquid metal container [51]. When pressure is applied, the melt is forced to flow through the gooseneck metal tube framework, which plunges the liquified metal into the die cavity and solidifies [52]. This technique helps rapidly form zinc, magnesium, and copper parts. In the cold chamber die casting method, which is quite akin to the hot chamber method, the melt is poured into the cold chamber while a pressurized plunger forces the melt into the die cavity [53]. This technique eradicates the need for submerging the plunger into the molten container, thereby minimizing corrosion of the plunger [54]. This technique is applicable mainly for metals with higher melting points like aluminum and alloys [55]. Chen et al. [56] studied the effect of the injection velocity and plunger pressure on the porosity of a cast aluminum. At 0.24 m/s and 33.3 MPa injection velocity and plunger pressure, respectively, a low porosity percentage of 0.33% was obtained.
2.5 Continuous casting
Continuous casting is a casting process where the liquified metal is continually poured down through the mold. At the same time, a cooling agent such as argon or water is sprayed on the mold, which mildly solidifies the outer surface of the melt [57]. The continuous pouring of the melt is uninterrupted, thereby producing cast metals of unbroken length which are then cut to desired lengths by automatic gas burners, such as oxy-acetylene or oxy-gas cutters. Depending on their sizes, the castings are billets, blooms, slabs, or ingots [58]. In recent times, extensive advancements have been made in continuous casting technology to further improve the metal cast quality and develop newer technology to manufacture products requiring little or no machining or surface finishing.
• Electromagnetic Stirring (EMS): Electromagnetic stirring is an electric technique that brings about movement in the liquified metal without any mechanical means. The purpose of stirring the melt is to minimize porosity, improve melt homogeneity, and cause impurities to float to the surface. The impurities are then sieved to avoid inclusions and enhance the casting quality, thereby minimizing flaws [59].
• Thin Slab Casting: Slabs produced through the continuous casting technique always took the mold's shape and size, which in most cases were thicker than necessary. In real applications, the slabs produced were not usable in making medical tables, automobile bodies, and roofing in buildings, which had thinner dimensions [60]. The slabs were constantly subjected to further manufacturing processes to produce the required measurements increasing cost and labor force. The thin slab casting employed twin rollers in which the partially solidified casts were made to pass through. The distance between the two rollers determined the thickness of the slab before it was completely solidified. The rollers helped in the slab's cooling process and transporting the slab [61]. This process eliminated the need for further machining and manufacturing processes and the cost involved.
Casting processes for the manufacturing of various parts, like automobile components, aircraft parts, electrical components, medical devices, construction bars, agricultural tools, will require a suitable casting process for manufacturing parts depending on their consequences in usage. For example, in manufacturing aircraft parts, it is vital that the most sophisticated and efficient technique, which would provide the necessary mechanical properties under the specified conditions, is utilized to avoid failure or defects during their operation. Several factors determine the casting technique that will be used. For example, the appearance, durability, cost etc of each cast product differ with respect to the casting technique used. The advantages and limitations of the various casting techniques are presented in Table 1 [62-69].
3.1 Applications
3.1.1 Squeeze casting
Automotive application. Several procedures are considered in choosing the appropriate casting technique in automotive applications. However, squeeze casting is a perfect choice when a recommended pressure level is applied to molten metal. It improves and mitigates cast metals' porosity and poor adhesive nature. Thereby improving the material's mechanical properties in terms of its strength, density, tribological properties. These make squeeze casting appropriate for assembling light composite metal parts in enormous production rates [70]. Unlike most other casting techniques, squeeze casting presents a more extensive scope of shapes for manufacturing components that are utilized in the production of the automobile control arm [23], gear racks, and pulleys [71].
Agricultural application. Due to the minimized degrees in porosity and the fine intermolecular formation during squeeze casting, the technique accounts for higher strength and higher corrosion-resistant properties [72]. Squeeze cast products are employed in agricultural tools that are occasionally subjected to rigorous work and moisture exposure.
3.1.2 Sand casting
Lead sheet for roofing. Despite being a dense material compared to most typical metals, lead is delicate and moldable and has a moderately low melting point of 621.4°F. They are heavy but malleable as a sheet and in various patterns, including bars, ingots, and powder [73]. Due to its low melting point, lead sheets can readily be cast through the sand-casting techniques to the desired shape. Discharging the liquified lead on a sand bed and spreading the molten surface throughout the bed with the help of a strickle are the two primary phases in producing a lead sheet through the sand-casting technique [74]. This procedure begins with setting up the desired shape of the sand mold. The surface of the mold is smoothened with a strickle to help keep away any form of surface non-uniformity. The liquified lead is then discharged through a container situated at the head of the bed at a temperature of about 350℃. Simultaneously, the strickle is used to spread the streaming molten lead across the bed, which shortly afterward is cooled and solidified into a sheet [75].
Automobile Engine Block. Due to the cooling rate in the course of the solidification process during the development of an engine block, using cast iron as the melt has an indicative influence on the mechanical properties of the cast. Cooling at an accelerated rate aids in cementite formation, which increases the hardness of the cast, which is an essential requirement for engine block [76].
Cookware. Sand casting, which has been in use since 680 B.C, still stays the best and most economical technique in producing metal kitchen utensils [77]. The ability to develop castings of different sizes, withstand metals having extremely high refractive properties, and low cost of production has significantly increased its applicability in producing wares ranging from spoons plates to frying pans, trays, and pots [78].
Table 1. Advantages and disadvantages of different casting techniques
|
Casting Technique |
Advantages |
Disadvantages |
References |
|
Squeeze casting |
|
|
[62, 63] |
|
Sand casting |
|
|
[64, 65] |
|
Investment casting |
|
|
[66] |
|
Die casting |
|
|
[67, 68] |
|
Continuous casting |
|
|
[69] |
3.1.3 Investment casting
Medical applications. The combination of investment casting and fused deposition modeling, an additive manufacturing process, has a vast range of applications in the medical field. In developing the pattern of a biomedical implant, the 3-dimensional shape and size of the implant can be obtained from a magnetic resonance imaging (MRI) scan, which can be translated into a standard tessellation language (STL) file. The fused deposition modeling system can process this file format [79]. A precise and accurate pattern can be developed, which can be forwarded to the investment casting process [80, 81]. Furthermore, it improves the corrosion and wear resistance of metal components subjected to attrition from contacting surfaces [81].
Turbine blades. Investment casting produces intricate and complex parts with high precision and accuracy, resulting in multiple degrees of freedom [82]. High dimensional accuracy has aroused its embrace by engineers. Gas turbine blades that always function at maximal and severe circumstances will require extra consideration in their manufacture. Castings from this technique provide a refined, smooth finish compared to other methods and, therefore, improve the turbine blade's performance [46, 54].
3.1.4 Die casting
Military application. At the 2nd World War, the need to increase the speed and capacity of conveyed arsenal from place to place became demanding. When the limitation of the early internal combustion engines was considered, the need to mitigate the aircraft's weight was considered [83]. The stabilizer frames were constructed from magnesium AZ91B, a combination of magnesium, aluminum, and zinc through die casting [84]. Today, due to the reusability of the die casting mold, economic importance, and cost-effectiveness, the die casting technique is utilized in manufacturing military-grade weapons [85]. Its common usage with metals having low melting points has resulted in the wide usage of less dense metals in the production of aircraft components [86].
Electronic components. Die casting provides the most proficient method in manufacturing and assembling sophisticated solid metal parts. It offers strong, dimensionally stable, and heat resistant parts [87]. The use of die casting eliminates the need for welding or screw. The strength of the cast components depends on the alloy used. This accounts for the use of the die casting technique to manufacture high-strength and lightweight, thin-wall housings for electrical components and junction boxes [88].
3.1.4 Continuous casting
Building materials. Due to the uninterrupted casting process, any desired length for any specified purpose can be produced. The molten metal poured through the mold continuously grants the casting a uniform structure, excellent strength, and other mechanical properties [89]. Continuous casting materials are used in structural framework designs such as bridges, building rods, pipes, traffic and street light poles, masts, and construction equipment [90].
3.2 Influence of casting parameters on cast products
3.2.1 Melting temperature
Sabzi et al. [91] experimented using manganese steel in which the melt was varied at different temperatures of 1350, 1400, 1450, and 1500℃. It was observed that the melt temperatures affected the corrosion resistance of the metal as shown in Table 2. At 1350℃, the corrosion resistance was at its peak due to high concentrations of carbon content. However, as the temperature of the melt was increased to 1400℃, there was a decrease in carbon concentration. At 1500℃, the carbon content was minimum, indicating the highest corrosion resistance.
Table 2. Carbide concentration at different temperature levels [91]
|
S/N |
Melt Temperature (℃) |
Carbide quantity (%) |
|
1 |
1350 |
17.03 |
|
2 |
1400 |
12.07 |
|
3 |
1450 |
6.28 |
|
4 |
1500 |
5.26 |
3.2.2 Cooling rate
The cooling rate of ADC12 aluminum alloy produced through die casting was investigated [92]. The cooling rates between 1.2 - 7.2℃ s-1 were observed. It was discovered that bigger grain sizes were formed at lower cooling rates, which were transformed into smaller and smaller finer grans as the cooling rate increased. The smaller grain sizes could impede dislocation movement and, therefore, increase the alloy's hardness.
3.2.3 Type of mold
Hao et al. [93] investigated the effect of the mold on the interfacial reaction of magnesium alloys in the investment casting manufacturing process. The two molds ZrSiO4 and Al2O3 used were subjected to similar conditions in which the same binder was used, the same coating number, and the same drying time. After pouring and solidification, it was observed that there were black residues present on the surface of the casting with ZrSiO4 mold. However, these residues increased substantially as the thickness of the cast was increased. On the other hand, there were no apparent residues on the surface of the cast having Al2O3 mold despite the increase in thickness. Therefore, it was concluded that Al2O3 had excellent chemical stability with molten magnesium alloy, producing a light, smooth, and brilliant surface quality.
3.3 Mechanical properties of casting products
The various casting techniques' mechanical properties are discussed and depicted in Table 5.
3.3.1 Squeeze casting of Aluminum alloys
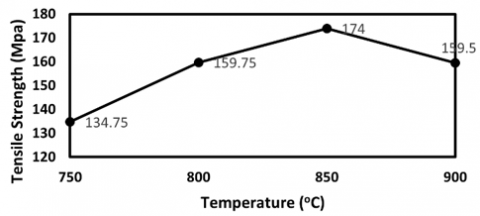
Tensile strength. According to Gurusamy et al. [10], the tensile strength of the cast aluminum was a factor of the temperature of the melt and that of the die. It was observed that the maximum value of the ultimate tensile strength was attained when the melt was heated to a temperature of 850℃ and the die at 350℃. However, when the temperature was raised to 900℃, the tensile strength decreased (Figure 2).
Hardness. Figure 3 shows the variation with respect to the applied pressure during squeeze casting. The hardness of the aluminum alloy increased with an increase in pressure. At different pressure levels, it was observed that the hardness of the alloy was altered. Significant hardness level changes were seen at certain pressure levels from 70 to 140 MPa, where the hardness was at its peak. At these pressure levels, fine intermolecular grains were formed, and at the same time, porosity was eliminated, which gave rise to the increased hardness. There was no notable increase in its hardness [94]. These parameters were achieved as the die and melt temperatures were maintained at 225℃ and 725℃, respectively.
Figure 2. Effect of temperature on the tensile strength [10]
Figure 3. Variation of hardness with respect to pressure [94]
Density. The temperature of the molten aluminum and the die does not affect the density of the cast. The presence of pores on the cast reduces its density. However, when the pressure on the die was increased to 140 MPa, porosity was eliminated, which increased the aluminum density to 2.75 g/cm3. There was no increase in the density at higher pressure [95].
Percentage elongation. There was an increase in elongation, according to Hassasi et al. [96]. The pressure of the die was increased from 90 to 120 MPa due to the partial solidification of the aluminum melt. At further pressure increases, necking sets in, leading to deformation.
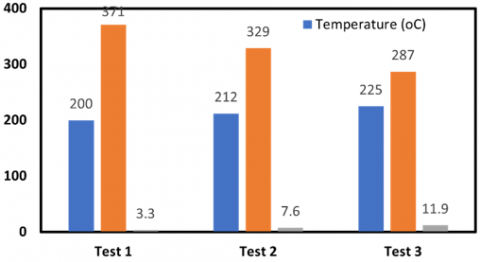
Figure 4. Effect of temperature on the tensile strength and percentage elongation [97]
3.3.2 Sand casting of magnesium alloys
Tensile strength & Percentage elongation. Wang et al. [97] conducted a precipitation hardening heat treatment technique on the GW63 (Mg alloy) at three different temperatures: 200, 212, and 225℃. It was observed that there was a decrease in the tensile strength as the temperature increased, which increased the percentage elongation. At 200℃, a tensile strength of 371 MPa and elongation of 3.3% were achieved. At a higher temperature of 225℃, there was a reduction in tensile strength to 287 MPa and elongation up to 11.9%. The effects of the different temperatures on the strength and elongation of the Mg alloy are presented in Figure 4.
Hardness. The hardness of the magnesium alloy was studied through heat treatment techniques. The as-cast Mg alloy in the study had a hardness of 62 HBN, but after a solution heat treatment, at a temperature of 535℃ for 48 hours, the hardness was increased to 75 HBN. Precipitation hardening at a temperature of 150℃ further increased the hardness to 106 HBN, but at a further increase in temperature to 180℃, the hardness decreased to 103 HBN [98].
3.3.3 Investment casting of Aluminum alloy
Tensile strength. Pattnaik [99] compared the tensile strength of aluminum alloy with varying conditions of certain parameters using the investment casting technique. The temperature of the (A) pre-heated shell, (B) firing temperature, (C) pouring temperature, and (D) the firing time affected the (E) linear shrinkage and (F) volumetric shrinkage of the cast, which were the major determinants of the resulting (G) tensile strength. The experiment was carried out nine times, and the results were recorded, as shown in Table 3.
Table 3. Tensile strength of Al alloys through investment casting [99]
|
S/N |
A (℃) |
B (℃) |
C (℃) |
D (h) |
E (%) |
F (%) |
G (MPa) |
|
1 |
200 |
700 |
600 |
5 |
0.43 |
1.55 |
113 |
|
2 |
200 |
800 |
650 |
6 |
0.54 |
1.71 |
104 |
|
3 |
200 |
900 |
700 |
7 |
0.48 |
1.64 |
107 |
|
4 |
300 |
700 |
700 |
6 |
0.63 |
1.83 |
97 |
|
5 |
300 |
800 |
600 |
7 |
0.47 |
1.57 |
111 |
|
6 |
300 |
900 |
650 |
5 |
0.58 |
1.76 |
103 |
|
7 |
400 |
700 |
650 |
7 |
0.61 |
1.79 |
99 |
|
8 |
400 |
800 |
700 |
5 |
0.65 |
1.89 |
96 |
|
9 |
400 |
900 |
600 |
6 |
0.52 |
1.68 |
106 |
The maximum tensile strength achieved through the experiments was 113MPa at 200℃ shell temperature, 700℃ firing temperature, 600℃ pouring temperature for 5 hours of firing time. The cast experienced a 0.43% linear shrinkage and a 1.55% volumetric shrinkage.
Hardness. In determining the hardness of Al alloys through investment casting, Kumar et al. [81] measured the micro-hardness of the alloy using the Vickers hardness tester using a load of 0.1 kg was applied for a period of 10s. The experiment was replicated three times at different points for each specimen. The maximum hardness value is 242 HV.
Percentage elongation. The percentage elongation of an Al alloy cast through investment casting was investigated by Pattnaik [99], and the elongation results are in Table 5. The shell was pre-heated at different temperatures of 200℃, 300℃, and 400℃ and poured 600℃, 650℃, and 700℃ respectively. Elongation increased from 2.1% at the shell with the pre-heat temperature of 400℃ and pouring temperature of 700℃ to 3.3% at 200℃ shells pre-heat temperature and 600℃ pouring temperature.
3.3.4 Die casting of Magnesium alloy
Tensile strength. The tensile strength of the as-cast Mg alloy produced through die casting was determined according to Zhang et al. [100] to be 357 MPa. A strain rate tensile test was carried out at different levels of stress which showed a decrease in tensile strength as the strain rate increased.
Hardness/Density. The stirring speed was factored in by Anbuchezhiyan et al. [67] as an input parameter in determining the mechanical properties of a die cast Mg product. The effect of different stirring on the hardness and density of the Mg was obtained, as depicted in Table 4. The liquid melt was stirred at speeds of 450, 500, and 600 rpm at different times. It was observed that an increase in spinning speed also resulted in increased porosity. Increased porosity reduced the density of the cast but gave rise to an increase in the hardness.
Table 4. Effect of spinning speed on the hardness and density of Mg alloys [67]
|
Spinning speed (RPM) |
Porosity (%vol) |
Hardness (HB) |
Density (g/cm3) |
|
450 |
3.78 |
76.9 |
1.62 |
|
500 |
19 |
113.1 |
1.51 |
|
600 |
28 |
140.9 |
1.42 |
3.3.5 Continuous casting of magnesium alloy
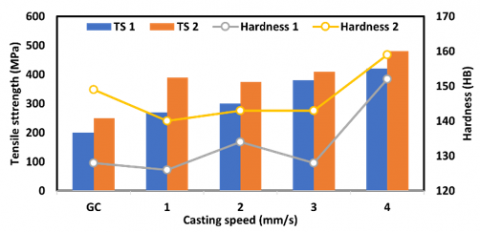
Tensile strength/Hardness. The tensile strength of Mg alloys through continuous casting varied with a change in the casting speed, as shown in Figure 5. The melt poured at the gravity casting (GC) speed achieved a tensile strength of 200 - 250 MPa. Increasing the pouring speed improved the tensile strength of the cast product. At 1 mm/s, the tensile strength was improved to 270 – 390 MPa, and at 4 mm/s, the maximum tensile strength was attained at 480 MPa. A further increase in casting speed reduced the tensile strength [69]. The same trend was observed for the hardness of the Mg alloy. The maximum hardness was reached as the casting speed increased from the gravity casting to 4 mm/s.
Figure 5. Variation of tensile strength and hardness due to casting speed [69]
Table 5. Mechanical properties of metals of different casting techniques
|
Casting technique |
Material |
Tensile strength (MPa) |
Hardness (HB) |
Density (g/cm3) |
Percentage Elongation (%) |
Reference |
|
Squeeze |
Al alloy |
174.00 |
95.00 |
2.75 |
9.70 |
[10, 94-96] |
|
Sand |
Mg alloy |
329.00 |
106.00 |
- |
7.60 |
[22, 64, 98] |
|
Investment |
Al alloy |
113.00 |
229.90 |
- |
3.30 |
[35, 99] |
|
Die |
Mg alloy |
357.00 |
140.90 |
1.42 |
- |
[67, 100] |
|
Continuous |
Mg alloy |
480.00 |
159.00 |
- |
- |
[69] |
Without a doubt, casting technology as a manufacturing process over the years has been of an unquantifiable benefit to the world at large. However, the need to modify casting methods cannot be overemphasized in a fast-changing world driven by innovations. Several areas for improvement are hereby discussed.
4.1 Additive manufacturing (ATOS 3d digitizer)
One of the major problems in casting technology is determining the precise and accurate pattern measurement. Since the pattern determines the design and dimensional accuracy of the cast product, the mode in which the pattern is produced should therefore be put into great consideration. With the utilization of the ATOS 3d digitizer, a high-resolution optical scanner, the issue of the loss of dimensional accuracy is eliminated, the cost of labor is economical, and the time rate in determining the measurements is cut down to a high degree. The optical scanner eliminates the need for manual measurements [101].
4.2 Automobile industry
Among the various casting techniques, die casting has been the most utilized technique in automobile parts and aerospace components because their high demand matches the techniques of a high production rate. Nonferrous metals like aluminum, zinc, and magnesium are chosen in transportation applications due to their cost, density, and material properties that they offer. However, due to the gradual decline in the relevance of internal combustion engines, there is a need for die casting foundries to conform to these inevitable changes. As hybrid electric vehicles permeate the automobile markets, the need and demand for lightweight components and structural parts will dramatically escalate, minimizing the overwhelming effect on foundries [102].
4.3 Automation
One of the fundamental guidelines in workshops and industries is safety. Despite the brilliant design and maintenance of foundries, working in foundries could still be very hazardous due to the constant handling and operation of materials having highly high temperatures. Automation of casting operations relieves the workers of intensive labor and increases the unlikelihood of accidents. Automation puts more time in the hands of the workers, which can be spent on carrying out various tests on the product and implementing product design. Kinev et al. [103], for instance, proposed the use of a magnetohydrodynamic (MHD) device in automating the casting of an aluminum melt using a stationary mixer. The set-up comprised a casting trough inside the cores used as the MHD pump for the aluminum melt. The windings of the MHD were connected in such a way as to dose the melt using a control system that is automatically operated. The windings created an electromagnetic field connected to an inductor transformer to improve energy efficiency. Even distribution of aluminum melt in the mold was achieved by pumping the melt through a chute positioned between two sockets for stirring. A similar study by Yi et al. [13] highlighted that combining computational thermodynamics and machine learning techniques will boost design concepts in casting aluminum products. The techniques involved the use of computational thermodynamics, which is a computer algorithm hinged on phase diagrams and data-driven machine learning architecture. The adoption of innovative technologies like these will reduce the turnaround time of the casting process, maximize energy usage and reduce waste generation.
4.4 Use of simulated environment
The development of simulation software has helped eradicate laboratory trial and errors, which leads to optimizing process parameters and a drastic reduction in the cost of production and turnaround time. Many simulation software like ANSYS, Minitab, AnyLogic, Simio has been developed [104, 105]. Simulation has been applied in other manufacturing processes like rapid prototyping, additive manufacturing, and fluid flow [106, 107]. With simulation, casting parameters can be examined in a computational environment, and necessary adjustments can ensure product quality prior to production [108]. In recent times, several researchers have applied the concept of simulation to various stages in the casting process and across several casting routes [109-112]. Further research and adoption of simulation in casting technology will result in the production of near-net shapes requiring little or no secondary mechanical processes.
In all manufacturing processes, casting technology is one of the world’s driving suppliers in producing technological parts and components. Therefore, to remain relevant and compete with the other manufacturing processes in the ever-modernizing world, evaluating the necessary parameters from physical to structural to aesthetical qualities is critical.
[1] Orhadahwe, T.A., Ajide, O.O., Adeleke, A.A., Ikubanni, P.P. (2020). A review on primary synthesis and secondary treatment of aluminium matrix composites. Arab Journal of Basic and Applied Sciences, 27(1): 389-405. https://doi.org/10.1080/25765299.2020.1830529
[2] Veličković, S., Garić, S., Stojanović, B., Vencl, A. (2016). Tribological properties of aluminium matrix nanocomposites. Applied Engineering Letters, 1(3): 72-9.
[3] Ajide, O.O., Oluwole, O.O., Abu, R., Petinrin, M.O. (2016). Microstructural Characteristics of aluminum based composites developed by liquid metallurgy route: An overview. International Journal of Engineering and Technology, 6(11): 405-415.
[4] Singla, M., Rana, R., Lata, S. (2017). Microstructure and mechanical properties of aluminium based metal matrix composite – a review. International Journal of Advanced Production and Industrial Engineering, 517: 3-6.
[5] Ikubanni, P.P., Oki, M., Adeleke, A.A., Omoniyi, P.O. (2021). Synthesis, physico-mechanical and microstructural characterization of Al6063/SiC/PKSA hybrid reinforced composites. Scientific Reports, 11(1): 1-13. https://doi.org/10.1038/s41598-021-94420-0
[6] Omoniyi, P.O., Mahamood, R.M., Arthur, N., Pityana, S., Skhosane, S., Okamoto, Y., Shinonaga, T., Maina, M.R., Jen, T.C., Akinlabi, E.T. (2022). Joint integrity evaluation of laser beam welded additive manufactured Ti6Al4 V sheets. Scientific Reports, 12: 1-9. https://doi.org/10.1038/s41598-022-08122-2405
[7] Ikubanni, P.P., Oki, M., Adeleke, A.A., Agboola, O.O. (2021). Optimization of the tribological properties of hybrid reinforced aluminium matrix composites using Taguchi and Grey's relational analysis. Scientific African, 12: e00839. https://doi.org/10.1016/j.sciaf.2021.e00839
[8] Harish, P., Srikanth, V.M., Babu, P.R., Sastry, M.R.C. (2019). Characterization of mechanical and tribological properties of aluminium alloy based hybrid composites reinforced with cotton shell ash and silicon carbide. International Journal of Latest Engineering Science, 2(4): 1-15.
[9] Bünck, M., Stoyanov, T., Schievenbusch, J., Michels, H., Gußfeld, A. (2017). Titanium aluminide casting technology development. JOM, 69(12): 2565-2570. https://doi.org/10.1007/s11837-017-2534-0
[10] Gurusamy, P., Prabu, S.B., Paskaramoorthy, R. (2015). Influence of processing temperatures on mechanical properties and microstructure of squeeze cast aluminum alloy composites. Materials and Manufacturing Processes, 30(3): 367-373. https://doi.org/10.1080/10426914.2014.973587
[11] Amirkhanlou, S., Niroumand, B. (2010). Synthesis and characterization of 356-SiCp composites by stir casting and compocasting methods. Transactions of Nonferrous Metals Society of China, 20(SUPPL. 3): s788-s793. https://doi.org/10.1016/S1003-6326(10)60582-1
[12] Nguyen, Q.B., Zhu, Z., Chua, B.W., Zhou, W., Wei, J., Nai, S.M.L. (2018). Development of WC-Inconel composites using selective laser melting. Archives of Civil and Mechanical Engineering, 18(4): 1410-1420. https://doi.org/10.1016/j.acme.2018.05.001
[13] Yi, W., Liu, G., Gao, J., Zhang, L. (2021). Boosting for concept design of casting aluminum alloys driven by combining computational thermodynamics and machine learning techniques. Journal of Materials Informatics, https://doi.org/10.20517/jmi.2021.10.
[14] Cvethovski, S., Kozinakov, D. (2017). Investigation of microstructural and mechanical properties of different type of casting. International Scientific Journal “Materials Science. Non-Equilibrium Phase Transformations”, 1(2): 60-64.
[15] Natrayan, L., Senthil-Kumar, M. (2020). Optimization of squeeze casting process parameters on aa2024/Al2O3/sic/gr hybrid composite using taguchi and jaya algorithm. International Journal of Control and Automation, 13(2): 95-104.
[16] Srivastava, N., Anas, M. (2019). An investigative review of squeeze casting: Processing effects & impact on properties. Materials Today: Proceedings, 26(Part 2): 1914-1920, https://doi.org/10.1016/j.matpr.2020.02.419
[17] Seetharaman, S., Gupta, M. (2021). Fundamentals of metal matrix composites. Encyclopedia of Materials: Composites, 1: 11-29. https://doi.org/10.1016/b978-0-12-819724-0.00001-x
[18] Ikubanni, P.P., Oki. M, Adeleke A.A. (2020). A review of ceramic/bio-based hybrid reinforced aluminium matrix composites. Cogent Engineering, 7(1): 1727167. https://doi.org/10.1080/23311916.2020.1727167
[19] Odusote, J.K., Adeleke, A.A., Ajayi, P.A. (2015). Mechanical properties and microstructure of precipitation-hardened Al-Cu-Zn alloys. International Journal of Automotive & Mechanical Engineering, 12. https://doi.org/10.15282/ijame.12.2015.17.0252
[20] Dmitruk, A., Żak, A., Naplocha, K., Dudziński, W., Morgiel, J. (2018). Development of pore-free Ti-Al-C MAX/Al-Si MMC composite materials manufactured by squeeze casting infiltration. Materials Characterization, 146: 182-188. https://doi.org/10.1016/j.matchar.2018.10.005
[21] Wang, F., Ma, Q., Meng, W., Han, Z. (2017). Experimental study on the heat transfer behavior and contact pressure at the casting-mold interface in squeeze casting of aluminum alloy. International Journal of Heat and Mass Transfer, 112: 1032-1043 https://doi.org/10.1016/j.ijheatmasstransfer.2017.05.051
[22] Wang, Y., Luo, X., Zhang, F., Wang, S. (2019). GPU-based model predictive control for continuous casting spray cooling control system using particle swarm optimization. Control Engineering Practice, 84: 349-364. https://doi.org/10.1016/j.conengprac.2018.12.006
[23] Li, R., Liu, L., Zhang, L., Sun, J., Shi, Y., Yu, B. (2017). Effect of squeeze casting on microstructure and mechanical properties of hypereutectic Al- x Si alloys. Journal of Materials Science & Technology, 33(4): 404-410. https://doi.org/10.1016/j.jmst.2017.02.004
[24] Ishfaq, K., Ali, M.A., Ahmad, N., Zahoor, S., Al Ahmari, A.M., Hafeez, F. (2020). Modelling the mechanical attributes (roughness, strength, and hardness) of Al ‐ alloy A356 during sand casting. Materials, 13(3): 598. https://doi.org/10.3390/ma13030598
[25] Zheng, J., Huang, B., Zhou, X. (2018). A low carbon process design method of sand casting based on process design parameters. Journal of Cleaner Production, 197(Part 1): 1408-1422. https://doi.org/10.1016/j.jclepro.2018.06.285
[26] Ikubanni, P.P., Oki, M., Adeleke, A.A., Adediran, A.A., Agboola, O.O., Babayeju, O., Egbo, N., Omiogbemi, I.M.B. (2021). Tribological and physical properties of hybrid reinforced aluminium matrix composites. Materials Today: Proceedings, 46(Part 12): 5909-5913. https://doi.org/10.1016/j.matpr.2021.03.537
[27] Sithole, C., Nyembwe, K., Olubambi, P. (2019). Process knowledge for improving quality in sand casting foundries: A literature review. Procedia Manufacturing, 35: 356-360. https://doi.org/10.1016/j.promfg.2019.05.052
[28] Joseph, M.K., Banganayi, F., Oyombo, D. (2017). Moulding sand recycling and reuse in small foundries. Procedia Manufacturing, 7: 86-91. https://doi.org/10.1016/j.promfg.2016.12.022.
[29] Khan, M.M., Mahajani, S.M., Jadhav, G.N., Vishwakarma, R., Malgaonkar, V., Mandre, S. (2021). Mechanical and thermal methods for reclamation of waste foundry sand. Journal of Environmental Management, 279: 111628. https://doi.org/10.1016/j.jenvman.2020.111628
[30] Ko, E.Y., Kim, K.H., Baek, J.H., Hwang, I., Lee, M.S. (2020). Wet regeneration of waste artificial sand used in sand casting using chemical solutions. Environmental Engineering Research, 26(6): 200421. https://doi.org/10.4491/eer.2020.421
[31] Sappinen, T., Orkas, J., Kronqvist, T. (2018). Thermal reclamation of foundry sands using repurposed sand dryer equipment. Arch Foundry Eng., 18(4): 92-102. https://doi.org/10.24425/afe.2018.125176
[32] Sama, S.R., Badamo, T., Manogharan, G. (2020). Case studies on integrating 3D sand-printing technology into the production portfolio of a sand-casting foundry. International Journal of Metalcasting, 14(1): 12-24. https://doi.org/10.1007/s40962-019-00340-1
[33] Mohiuddin, M.V., Hussainy, S.F., Krishnaiah, A., Laxminarayana, P. (2017). Experimental investigation to produce thin-walled sand casting using combination of casting simulation and additive manufacturing techniques. International Journal of Advanced Manufacturing Technology, 90(9-12): 3147-3157. https://doi.org/10.1007/s00170-016-9653-6
[34] Hodder, K.J., Chalaturnyk, R.J. (2019). Bridging additive manufacturing and sand casting: Utilizing foundry sand. Additive Manufacturing, 28: 649-660. https://doi.org/10.1016/j.addma.2019.06.008
[35] Kumar, P., Singh, R., Ahuja, I.P.S. (2015). Investigations for mechanical properties of hybrid investment casting: A case study. Materials Science Forum, 808: 89-95. https://doi.org/10.4028/www.scientific.net/MSF.808.89
[36] Singh, S., Prakash, C., Antil, P., Singh, R., Królczyk, G., Pruncu, C.I. (2019). Dimensionless analysis for investigating the quality characteristics of aluminium matrix composites prepared through fused deposition modelling assisted investment casting. Materials, 12(12): 1-15. https://doi.org/10.3390/ma12121907
[37] Rzadkosz, S., Zych, J., Garbacz-Klempka, A., Kranc, M., Kozana, J., Piękoś, M. (2015). Copper alloys in investment casting technology. Metalurgija, 54(1): 293-296.
[38] Mukhtarkhanov, M., Perveen, A., Talamona, D. (2020). Application of stereolithography based 3D printing technology in investment casting. Micromachines, 11(10): 946. https://doi.org/10.3390/mi11100946
[39] Kharisov, L.R., Safronov, N.N. (2018). The investigations of binder for investment casting. Solid State Phenomenon, 7(17): 398-405. https://doi.org/10.4028/www.scientific.net/SSP.284.679
[40] Znamenskii, L.G., V, I.O., Varlamov, A.S. (2019). Acceleration of the formation on the sodium silicate binder in investment casting. Materials Science Forum, 946: 673-677. https://doi.org/10.4028/www.scientific.net/MSF.946.673
[41] Amiri Farsani, M., Gholamipour, R. (2020). Silica-Free Zirconia-based primary slurry for titanium investment casting. International Journal of Metalcasting, 14(1): 92-97. https://doi.org/10.1007/s40962-019-00335-y
[42] Neto, R., Duarte, T., Lino, J., Torres, F. (2017). Experimental characterization of ceramic shells for investment casting of reactive alloys. Science and Technology of Materials, 29: 34-39. https://doi.org/10.1016/j.ctmat.2016.07.014
[43] Venkat, Y., Choudary, K.R., Das, D.K., Pandey, A.K., Singh, S. (2020). Ceramic shell moulds with zircon filler and colloidal silica binder for investment casting of shrouded low-pressure turbine blades. Ceram Int., 46(17): 26572-26580. https://doi.org/10.1016/j.ceramint.2020.07.125
[44] Ying, Z., Satyajit, C. (2020). Study on rheological properties of silica sol in sisal fibber reinforced investment casting. Key Engineering Materials, 852: 180-188. https://doi.org/10.4028/www.scientific.net/KEM.852.180.
[45] Lü, K., Liu, X., Duan, Z. (2019). Effect of firing temperature and time on hybrid fiber-reinforced shell for investment casting. International Journal of Metalcasting 13(3): 666-673. https://doi.org/10.1007/s40962-018-0280-x
[46] Huang, P.H., Shih, L.K.L., Lin, H.M., Chu, C.I., Chou, C.S. (2019). Novel approach to investment casting of heat-resistant steel turbine blades for aircraft engines. International Journal of Advanced Manufacturing Technology 104(5-8): 2911-2923. https://doi.org/10.1007/s00170-019-04178-z
[47] Abdulhadi, H.A., Aqida, S.N., Ishak, M., Mohammed, G.R. (2016). Thermal Fatigue of die-casting dies: An overview. MATEC Web Conf., 74: 00032. https://doi.org/10.1051/matecconf/20167400032
[48] Bonollo, F., Gramegna, N., Timelli, G. (2015). High-pressure die-casting: Contradictions and challenges. JOM, 67(5): 901-908. https://doi.org/10.1007/s11837-015-1333-8
[49] Odusote, J. K., Adeleke, A. A., Muraina, S.A., Ikubanni, P.P., Omiogbemi, I.M.B. (2021). Magnesium inclusion effect on Al-Zn-Cu alloys: A study on microstructure and mechanical properties. Materials Today: Proceedings, 46(Part 12): 5914-5921. https://doi.org/10.1016/j.matpr.2021.03.539
[50] Liu, W., Tang, R., Peng, T. (2018). An IoT-enabled approach for energy monitoring and analysis of die casting machines. Procedia CIRP, 69: 656-661. https://doi.org/10.1016/j.procir.2017.11.109
[51] Han, Q., Vian, C., Good, J. (2021). Application of refractory metals to facilitate hot chamber aluminum die casting. Int J Met., 15(2): 411-416. https://doi.org/10.1007/s40962-020-00482-7
[52] Curle, U.A., Wilkins, J.D. (2019). Semi-solid casting of pure magnesium. Solid State Phenomena, 285: 464-469. https://doi.org/10.4028/www.scientific.net/SSP.285.464
[53] Fiorese, E., Bonollo, F., Battaglia, E. (2018). A tool for predicting the effect of the plunger motion profile on the static properties of aluminium high pressure die cast components. Metals, 8(10): 798. https://doi.org/10.3390/met8100798
[54] Jiao, Y., Zhang, J., He, L., Zhang, M., Jiang, F., Wang, W., Han, L., Xu, L. (2016). Al-RE intermetallic phase stability and effects on corrosion behavior in cold-chamber HPDC AE44 alloy. Advanced Engineering Materials, 18(1): 148-155. https://doi.org/10.1002/adem.201500226
[55] Singh, D., Singh, R., Singh, K. (2018). Development and surface improvement of FDM pattern based investment casting of biomedical implants: A state of art review. Journal of Manufacturing Processes, 31: 80-95. https://doi.org/10.1016/j.jmapro.2017.10.026
[56] Chen, J.K., Hung, H.Y., Wang, C.F., Tang, N.K. (2017). Effects of casting and heat treatment processes on the thermal conductivity of an Al-Si-Cu-Fe-Zn alloy. International Journal of Heat and Mass Transfer, 105: 189-195. https://doi.org/10.1016/j.ijheatmasstransfer.2016.09.090
[57] Morelli, U.E., Barral, P., Quintela, P., Rozza, G., Stabile, G. (2021). A numerical approach for heat flux estimation in thin slabs continuous casting molds using data assimilation. International Journal for Numerical Methods in Engineering, 122(17): 4541-4574. https://doi.org/10.1002/nme.6713
[58] Ren, B., Chen, D., Wang, H., Long, M. (2015). Numerical analysis of coupled turbulent flow and macroscopic solidification in a round bloom continuous casting mold with electromagnetic stirring. Steel Research International, 86(9): 1104-1115. https://doi.org/10.1002/srin.201400178
[59] Zhang, W., Luo, S., Chen, Y., Wang, W., Zhu, M. (2019). Numerical simulation of fluid flow, heat transfer, species transfer, and solidification in billet continuous casting mold with M-EMS. Metals, 9(1): 66. https://doi.org/10.3390/met9010066
[60] Zong, N., Liu, Y., Zhang, H. (2017). Application of chamfered narrow face mold technology to reduce longitudinal surface crack defects of hyperperitectic steel generated during flexible thin slab casting process. Metallurgical Research and Technology, 114(4): 413. https://doi.org/10.1051/metal/2017030
[61] Hoen, K., Klein, C., Krämer, S. (2016). Recent developments of thin slab casting and rolling technology in a challenging market. Berg Huettenmaenn Monatsh, 161: 415-420. https://doi.org/10.1007/s00501-016-0530-2
[62] Liu, T., Wang, Q., Sui, Y., Wang, Q., Ding, W. (2016). An investigation into interface formation and mechanical properties of aluminum – copper bimetal by squeeze casting. JMADE, 89: 1137-1146. https://doi.org/10.1016/j.matdes.2015.10.072
[63] Zhu, J., Jiang, W., Li, G., Guan, F., Yu, Y., Fan, Z. (2020). Microstructure and mechanical properties of SiC np / Al6082 aluminum matrix composites prepared by squeeze casting combined with stir casting. Journal of Materials Processing Tech., 283: 116699. https://doi.org/10.1016/j.jmatprotec.2020.116699
[64] Raza, M.H., Wasim, A., Sajid, M., Hussain, S. (2020). Investigating the effects of gating design on mechanical properties of aluminum alloy in sand casting process. Journal of King Saud University - Engineering Sciences, 33(3): 201-212. https://doi.org/10.1016/j.jksues.2020.03.004
[65] Priyadharsini, S., Karunakaran, P. (2016). Determination of the physical properties of sand moulding bonded with composite of ipomoea batatas and bentonite with casting application. International Journal of Engineering and Technology, 3(4): 2913-2919.
[66] Singh, R., Singh, R., Dureja, J.S., Farina, I., Fabbrocino, F. (2016). Investigations for dimensional accuracy of Al alloy/Al-MMC developed by combining stir casting and ABS replica based investment casting. Compos Part B: Engineering, 115: 203-208. https://doi.org/10.1016/j.compositesb.2016.10.008.
[67] Anbuchezhiyan, G., Muthuramalingam, T., Mohan, B. (2018). Effect of process parameters on mechanical properties of hollow glass microsphere reinforced magnesium alloy syntactic foams under vacuum die casting. Arch Civ Mech Eng., 18(4): 1645-1650. https://doi.org/10.1016/j.acme.2018.07.008
[68] Kachold, F., Singer, R. (2016). Mechanical properties of carbon fiber-reinforced aluminum manufactured by high-pressure die casting. Journal of Materials Engineering and Performance, 25: 3128-3133. https://doi.org/10.1007/s11665-016-1974-y
[69] Yoon-Seok, L., Yuya, M., Jun, N., Eunkyung, L. (2020). Influence of continuous casting speeds on cast microstructure and mechanical properties of an ADC14 alloy. Metals, 10(5): 625. https://doi.org/10.3390/met10050625
[70] Senthil Kumar, M., Mangalaraja, R.V., Senthil Kumar, R., Natrayan, L. (2019). Processing and characterization of AA2024/Al2O3/SiC reinforces hybrid composites using squeeze casting technique. Iranian Journal of Materials Science and Engineering, 16(2): 55-67. https://doi.org/10.22068/ijmse.16.2.55
[71] Yao, B., Zhou, Z., Chen, Z., Wang, J. (2020). Anisotropic dry sliding friction and wear properties of a novel stainless steel/ZA8 alloy interpenetrating phase composite produced by squeeze casting. Tribology Transactions, 63(3): 543-556. https://doi.org/10.1080/10402004.2020.1728456
[72] Radha, R., Sreekanth, D. (2020). Mechanical and corrosion behaviour of hydroxyapatite reinforced Mg-Sn alloy composite by squeeze casting for biomedical applications. Journal of Magnesium and Alloys, 8(2): 452-460. https://doi.org/10.1016/j.jma.2019.05.010
[73] Zeng, Y., Cai, Y., Liu, Z., Mao, S., Xiao, J. (2021). Design of automatic system of lead sheet roll for fishing gear industry. Journal of Physics: Conference Series, 1786(1): 012054. https://doi.org/10.1088/1742-6596/1786/1/012054
[74] Prabhakar, A., Papanikolaou, M., Salonitis, K., Jolly, M. (2020). Minimising defect formation in sand casting of sheet lead: A DoE approach. Metals 10(2), https://doi.org/10.3390/met10020252.
[75] Prabhakar, A., Papanikolaou, M., Salonitis, K., Jolly, M. (2020). Sand casting of sheet lead: numerical simulation of metal flow and solidification. International Journal of Advanced Manufacturing Technology, 106(1-2): 177-189. https://doi.org/10.1007/s00170-019-04522-3
[76] Goenka, M., Nihal, C., Ramanathan, R., Gupta, P., Parashar, A., Joel, J. (2019). Automobile parts casting-methods and materials used: A review. Materials Today: Proceedings, 22(Part 4): 2525-2531. https://doi.org/10.1016/j.matpr.2020.03.381
[77] Guma, T.N., Ajunwa, J.S., Andamowei, J., Abdullaziz, A. (2020). Effects of time-aged heat treatments on the hardness and corrosion resistances of some sand-cast aluminum-silicon-iron alloys. World Journal of Innovative Research, 9(4): 44-50.
[78] Guma, T.N., Uche, O.L. (2019). A typification of foundry practices for correct artisanal sand casting of aluminum pots. International Journal of Engineering Applied Sciences and Technology, 4(4): 169-178. https://doi.org/10.33564/ijeast.2019.v04i04.029
[79] Dong, G., Wijaya, G., Tang, Y., Zhao, Y.F. (2018). Optimizing process parameters of fused deposition modeling by Taguchi method for the fabrication of lattice structures. Additive Manufacturing, 19: 62-72. https://doi.org/10.1016/j.addma.2017.11.004
[80] Tiwary, V.K., Arunkumar, P., Deshpande, A.S., Rangaswamy, N. (2019). Surface enhancement of FDM patterns to be used in rapid investment casting for making medical implants. Rapid Prototyping Journal, 25(5): 904-914. https://doi.org/10.1108/RPJ-07-2018-0176
[81] Kumar, P., Ahuja, I.S., Singh, R. (2016). Experimental investigations on hardness of the biomedical implants prepared by hybrid investment casting. Journal of Manufacturing Processes, 21: 160-171. https://doi.org/10.1016/j.jmapro.2016.01.001
[82] Dong, Y.W., Li, X.L., Zhao, Q., Yang, J., Dao, M. (2017). Modeling of shrinkage during investment casting of thin-walled hollow turbine blades. Journal of Materials Processing Technology, 244: 190-203. https://doi.org/10.1016/j.jmatprotec.2017.01.005
[83] Al-mufadi, F., Al-shataif, Y., Irfan, O., Sivasankaran, S. (2020). Development of Al-Zn die-casting alloys and its felxural deformation behavior. International Journal of Mechanical and Production, 10(3): 2249-8001.
[84] Mathaudhu, S.N., Nyberg, E.A. (2014). Magnesium alloys in U.S. military applications: Past, current and future solutions. Essential Readings in Magnesium Technology, 9781118858: 71-76. https://doi.org/10.1002/9781118859803.ch10
[85] Rohan, M., Ahirrao, D., Marlapalle, B.G. (2019). A review paper on analysis and optimization of aluminium casting parameters. International Research Journal of Engineering and Technology, 6(2): 1129-1132.
[86] Anggraini, L., Sugeng. (2018). Analysis of porosity defects in aluminum as part handle motor vehicle lever processed by high-pressure die casting. IOP Conference Series: Materials Science and Engineering, 367(1). https://doi.org/10.1088/1757-899X/367/1/012039
[87] Cao, H., Hao, M., Shen, C., Liang, P. (2017). The influence of different vacuum degree on the porosity and mechanical properties of aluminum die casting. Vacuum, 146: 278-281. https://doi.org/10.1016/j.vacuum.2017.09.048
[88] Qi, M., Kang, Y., Xu, Y., Wulabieke, Z., Li, J. (2020). A novel rheological high pressure die-casting process for preparing large thin-walled Al–Si–Fe–Mg–Sr alloy with high heat conductivity, high plasticity and medium strength. Materials Science and Engineering A, 776: 139040. https://doi.org/10.1016/j.msea.2020.139040
[89] Zhang, F., Liu, M., Zhou, Z., Shen, W. (2016). An IoT-based online monitoring system for continuous steel casting. IEEE Internet of Things Journal, 3(6): 1355-1363. https://doi.org/10.1109/JIOT.2016.2600630
[90] Thomas, B.G. (2018). Review on modeling and simulation of continuous casting. Steel Research International, 89(1). https://doi.org/10.1002/srin.201700312
[91] Sabzi, M., Far, S.M., Dezfuli, S.M. (2018). Effect of melting temperature on microstructural evolutions, behavior and corrosion morphology of Hadfield austenitic manganese steel in the casting process. International Journal of Minerals, Metallurgy, and Materials, 25: 1431-1438.
[92] Naghdali, M.M.S., Mirghaderi, S.A.S.H. (2016). Effect of cooling rate on the solidification characteristics and dendrite coherency point of ADC12 aluminum die casting alloy using thermal analysis. Journal of Thermal Analysis and Calorimetry, 124: 601-609. https://doi.org/10.1007/s10973-015-5232-6
[93] Hao, Y., Liu, J., Du, J., Zhang, W., Xiao, Y., Zhang, S. (2020). Effects of mold materials on the interfacial reaction between magnesium alloy and ceramic shell mold during investment casting. Metals - Open Access Metallurgy Journal, 10(8): 991. https://doi.org/10.3390/met10080991
[94] Soundararajan, R., Ramesh, A., Sivasankaran, S., Sathishkumar, A. (2015). Modeling and analysis of mechanical properties of aluminium alloy (A413) processed through squeeze casting route using artificial neural network model and statistical technique. Advances in Materials Science and Engineering, 2015: 1-16. https://doi.org/10.1155/2015/714762
[95] Marashi, F.S.P.H., Mohammadaliha, M., Ashofte, V. (2017). The effect of pressure and pouring temperature on the porosity, microstructure, hardness and yield stress of AA2024 aluminum alloy during the squeeze casting process. J Mater Process Technol., 245: 1-6. https://doi.org/10.1016/j.jmatprotec.2017.02.005
[96] Hassasi, S.A., Abbasi, M., Hosseinipour, S.J. (2020). Parametric investigation of squeeze casting process on the microstructure characteristics and mechanical properties of A390 aluminum alloy. International Journal of Metalcasting, 14(1): 69-83. https://doi.org/10.1007/s40962-019-00325-0
[97] Wang, Q., Xiao, L., Liu, W., Zhang, H., Cui, W., Li, Z., Wu, G. (2017). Effect of heat treatment on tensile properties, impact toughness and plane-strain fracture toughness of sand-cast Mg-6Gd-3Y-0.5Zr magnesium alloy. Materials Science and Engineering A, 705: 402-410. https://doi.org/10.1016/j.msea.2017.08.100
[98] Poloczek, L., Dybowski, B., Rodak, K., Jarosz, R., Kielbus, A. (2015). Influence of age hardening parameters on the microstructure and properties of the Alsi7Mg sand cast alloy. Arch Metall Mater, 60(4): 3035-3041.
[99] Pattnaik, S. (2018). Investigation on controlling the process parameters for improving the quality of investment cast parts. Journal of the Brazilian Society of Mechanical Sciences and Engineering, 40(6). https://doi.org/10.1007/s40430-018-1246-x
[100] Zhang, P., Li, Z., Liu, B., Ding, W., Peng, L. (2015). Improved tensile properties of a new aluminum alloy for high pressure die casting. Materials Science & Engineering A, 651: 376-390. https://doi.org/10.1016/j.msea.2015.10.127
[101] Burghardt, A., Kurc, K., Szybicki, D., Muszyńska, M., Szczęch, T. (2017). Robot-operated inspection of aircraft engine turbine rotor guide vane segment geometry. Tehnicki Vjesnik, 24(2): 345-348. https://doi.org/10.17559/TV-20160820141242
[102] Kapustin, A., Rakov, V. (2017). Methodology to evaluate the impact of hybrid cars engine type on their economic efficiency and environmental safety. Transportation Research Procedia, 20: 247-253. https://doi.org/10.1016/j.trpro.2017.01.057
[103] Kinev, E.S., Tyapin, A.A., Golovenko, E.A., Avdulov, A.A., Efimov, S.N. (2020). Universal MHD device for automation of casting control of aluminum. IOP Conference Series: Materials Science and Engineering, 919(3): 032019. https://doi.org/10.1088/1757-899X/919/3/032019
[104] Kumar, M.S., Vijayarangan, S. (2007). Design optimization and experimental analysis of composite leaf spring for light passenger vehicles. Advances in Vibration Engineering, 6(3): 175-183.
[105] Vineeth Kumar, P., Ragunath, S., Nachimuthu, A.K. (2016). Numerical study on fatigue life of spot welding using FEA. International Journal of ChemTech Research, 9(4): 158-169.
[106] Gu, D., Xia, M., Dai, D. (2019). On the role of powder flow behavior in fluid thermodynamics and laser processability of Ni-based composites by selective laser melting. International Journal of Machine Tools and Manufacture, 137: 67-78. https://doi.org/10.1016/j.ijmachtools.2018.10.006
[107] Shi, Q., Gu, D., Xia, M., Cao, S., Rong, T. (2016). Effects of laser processing parameters on thermal behavior and melting/solidification mechanism during selective laser melting of TiC/Inconel 718 composites. Optics and Laser Technology, 84: 9-22. https://doi.org/10.1016/j.optlastec.2016.04.009
[108] Jiang, B., Men, H., Fan, Z. (2018). Atomic ordering in the liquid adjacent to an atomically rough solid surface. Computational Materials Science, 153: 73-81. https://doi.org/10.1016/j.commatsci.2018.06.005
[109] Badanova, N., Perveen, A., Talamona, D. (2021). Concise review on pattern making process in rapid investment casting: Technology, materials & numerical modelling aspect. Advances in Materials and Processing Technologies, 1-13. https://doi.org/10.1080/2374068X.2021.1959113
[110] Jin, Y., Song, Y., Liu, Y., Cui, W., Sun, C. (2021). Design of low-pressure sand casting process for water-cooled motor shell in electric vehicle. Journal of Physics: Conference Series, 2101(1): 012052. https://doi.org/10.1088/1742-6596/2101/1/012052
[111] Li, B., Jia, J., Han, M., Gao, Y., Wang, W., Li, C. (2017). Microstructure, mechanical and tribological properties of plasma-sprayed NiCrAlY-Mo-Ag coatings from conventional and nanostructured powders. Surface and Coatings Technology, 324: 552-529. https://doi.org/10.1016/j.surfcoat.2017.06.034
[112] Omoniyi, P., Adekunle, A., Ibitoye, S., Olorunpomi, O., Abolusoro, O. (2021). Mechanical and microstructural evaluation of aluminium matrix composite reinforced with wood particles. Journal of Kind Saud University-Engineering Sciences. https://doi.org/10.1016/j.jksues.2021.01.006