Taha H. Abood AL-Saadi | Rana K. Abdulnabi | Muna N. Ismael | Hazim F. Hassan | Mohanad Kadhim Mejbel*
© 2022 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
Inorganic polymer materials (Geopolymers) are synthesized using alumino-silicate sources as solid components with an alkaline solution. This material is used as an alternative for building materials and provides thermal protection as foaming materials. This paper presents the preparation of these materials by the reaction between glass waste (from brown color bottles BP) with sodium hydroxide NaOH and sodium aluminum (AN5) solutions as alkali activators. For the preparation of mortars (BP-N5 and BP-AN5), sand was used as aggregate. The compressive strengths were assessed (24 and 6 MPa) respectively before heat treatment, the hydrolytic stability (PH and conductivity) tests were performed. Furthermore, hardened mortars have been heated at very high temperatures in the range of 200℃ to 800℃ within two hours. Based on the nature of the foaming behavior of such materials, various variables have changed; (80-140) % volume increase and porosity rise through the process of heat treatment, particularly at 600℃ and 800℃. On the other hand, (3.5-7) % mass reduction occurred. It can be said that the more significant porosity with different geometrical configurations (sizes and shapes) of such materials can be considered as acoustic insulation and thermal materials.
brown color glass powder, inorganic polymers, heat treatment, foaming
Over recent years, there has been a gradual increase in glass waste due to the ever-growing usage of glass products. However, a large amount of it was thrown into the garbage sites, which is effectively not desired because these materials are classified as not biodegradable, which is considered not environmentally friendly. One of the glass waste applications, the concrete construction domain, has massive potential for using waste glasses. Concrete production costs will reduce due to glass waste reusing concrete products [1]. There is some similarity between some features of these materials and sands or gravels that can exist once cullet glass or crushed if its sized and processed processes have been appropriately performed [2, 3]. However, to achieve an efficient design gradation in the construction sector, these materials must be accurately and comprehensively crushed and sieved. Moreover, the better cullet production that is identical to the rock size reduction equipment, the glass size reduction equipment usually is utilized. Furthermore, the crushing equipment utilized is less than typical rock crushing or aggregate equipment. This may be because the size reduction equipment of glass was typically designed to decrease the density or size of the cullet for transportation purposes and to be used for feedback material of glass productions [4]. In addition to that, in the concrete mixture, the glass wastes could be utilized as aggregates [5-7].
The term inorganic materials (also called geopolymer) can be utilized for Alumino-silicate polymers which may be formed in alkaline environments. The resulted products then (Alumino-silicate polymers) can be dissolved through the polymerization process into alkali solution, which in turn create free SiO4 units as well as AlO4 tetrahedral [8, 9]. Inorganic polymers can be defined as non-flammable materials that resist hard materials at high temperatures. They are produced by reacting between the alkaline solutions and reactive aluminosilicate materials [10, 11]. Moreover, in these binding systems, all chemical processes, precipitation reactions and alkali-mediated dissolution can be performed in an aqueous medium [12].
The geopolymers preparation through the soda-glass activation by using potassium/sodium hydroxide solutions when treating in the range of temperature between 40℃ and 60℃. These products require extended treating time (at least seven days) to obtain an efficient mechanical behavior (up to 50 MPa). This is consequent to the significant value of Si/Al proportion which is represented by 20. Moreover, the low durability of these materials once conserved in the water adds another challenge to these materials [13]. Generally speaking, the geopolymers achieved are semi-crystalline or amorphous at less than 100℃.
Two stages are required to produce ceramic materials by a geopolymeric: a) preparation and b) sintering. Firstly, the preparation process of the working mixture should be capable of reacting with them. This mixture contains two main parts; alkaline solutions [2, 3, 14-16] and clay raw materials (usually calcined or natural). However, the second process (i.e., sintering) involves the formation of such compounds, which ensures the obtained products' behavior is comparable to the manufactured products by traditional techniques. However, these have two extra advantages; in balance with nature and more economic circumstances [10, 11, 17-21].
The recent researches in inorganic materials are used in a wide range of industrial waste and by-products essentially contain Al2O3 and SiO2 along with other oxides like MgO, MnO, CaO, and Fe2O3 [22-26]. These new products are environmentally friendly materials [12, 13, 27-34]. However, the heat treatment was noticed improvements of some crystalline phases at an extensive temperature range since these are evaluated and considered to be thermal insulation materials [17], technical ceramics and refractory materials [18, 19]. The possibility to create foamed materials (lightweight), can be produced by using glass waste as presage materials [15, 35-38].
2.1 Materials
The bottles of brown color glass (cullet) have been considered as solid materials for alkali-activated cement synthesis. To achieve the glass powder (BP) with a Blaine surface area of 3189 cm2/g, these bottles were milled for 25 hours in the ball mill. The oxide component of the studied glass powder is illustrated in Table 1.
Table 1. The brown glass powder oxide composition (%)
|
Sample |
SiO2 |
Na2O |
CaO |
Al2O3 |
|
Brown glass powder (BP) |
68.51 |
12 |
11.45 |
2.72 |
|
Sample |
Fe2O3 |
MgO |
K2O |
C |
|
Brown glass powder (BP) |
2.2 |
2.09 |
0.84 |
0.19 |
The average particle size (D0.5) assessed by this method is 10.201µm for brown glass powder, and the grain size distributions are presented in Figure 1. This analysis was evaluated by using (Malvern Mastersizer 2000) [39-44].
Figure 1. Grain size distribution of brown glass powder (BP)
Alkali activator solution as liquid component; two types of solutions were used:
1- NaOH solution 5 M (N5) to prepare the samples (BP-N5) with Liquid/Solid ratio =0.3.
2- Sodium Aluminum solution (AN5) is a solution prepared as follows:
a. Aluminum hydroxide (13) gm was mixed with (11.5) gm of NaOH and 160 ml of distilled water;
b. The mixture was heated at 160℃ for 1hr (in a closed recipient) and continued stirring for 2 hrs;
c. The obtained solution was diluted to 200 ml with distilled water (D.W.).
Na Al solution (35) ml (prepared by the steps mentioned above) was mixed with (7) gm of NaOH (solid) and 4 ml D.W. to obtain the desired solution to prepare the samples (BP-AN5) with L/S=0.3. With the formulations based on brown color glass powder (BP), (BP-N5&BP-AN5), two sorts of mortar models were created with a binder to the sand proportion of 0.5 and the aggregate was siliceous sand of particles size <250 µm.
2.2 Methods
Two mixtures of alkali activator solution and brown glass powder were prepared. The first mixture was NaOH solution 5M(N5) with brown glass powder and sand to prepare (BP-N5). The second mixture was sodium Aluminum solution (AN5) with brown glass powder and sand (BP-AN5). The mixtures were replaced in rectangular molds of dimension (15x15x60mm) and fixed in an electrical shaker to vibrate for 2 minutes. All specimens were treated at (60) ℃ for 24 hours. Subsequently, prepared samples were demolded and were conserved in atmosphere (i.e., 20±2) ℃ for six days. Cyr et al. [13], all used 7-56 days for curing the samples; as this curing period was longer than this current study.
After being cured for up to 7 days, each sample's compressive strength, dimensions, and weight were measured before and after heat treatment (200, 400, 600 and 800) ℃ for 2 hrs. Moreover, cooling for 24hr up to room temperature in the same oven.
The Tonitech machine was utilized to assess the compressive strength on mortar specimens (15x15x60 mm) [45, 46]. The compressive strength can be explained as is the mean value of three strength values (at least) evaluated based on specimens cured in identical circumstances.
The immersion of mortar specimens cured has been used to evaluate the durability of the studied composition using various conditions in demineralized water (in which 1.3 ratio of water to solid was considered) [13]. Every day, a renewal process was considered for the immersion solutions in which the initial three days and then seven days (i.e., weekly) until 28 days. The conductivity and pH of the solutions have been evaluated using a laboratory pH meter and conductometer (PCD 6500) [47-52].
The water immersed part of mass variation of mortar specimen has been determined using the following expression (1):
$\Delta \mathrm{m}=[(\mathrm{mt}-\mathrm{mi}) / \mathrm{mi}] \times 100(\%)$ (1)
The compressive strength (Cs) difference of models after immersion in water for 28 days was measured using the Eq. (2):The variables (mt & mi) represent the sample mass (g) after “t” days of immersion in water and initial mass, respectively.
$\Delta \mathrm{Cs}=[(\mathrm{Csw}-\mathrm{Csa}) / \mathrm{Csa}] \mathrm{X} 100(\%)$ (2)
In Eq. (2), the variables (Csw & Csa) are the compressive strength values (measured in MPa) after 28 days, water immersion and reserved in the ambience for the same period, respectively.
3.1 Specification of the mortar
Figure 2 shows the brown glass powder SEM micrographs appearing the existence of a blend of glass grains (angular shape) with sharp corners and edges considering the effect of various volumes (red arrows). However, Figure 3, shown as the SEM images, illustrates the geopolymer mortar microstructure, which has been produced by the brown glass powder activation of using (NaOH 5M and AN5) solutions. This figure also shows the glass grains of different sizes in a permanent matrix mostly made of sodium silicate - aluminate hydrates (white arrows) and spherical pores resulting from the air entrained and trapped during the precursors’ mixing (yellow arrows) resulted in the reaction of glass waste powder with the alkali activator solution [2, 15, 16, 37].
Moreover, the images of BP-AN5 illustrate micro cracks initiated during the sample preparation of SEM imaging caused by drying shrinkage [2].
Figure 2. SEM micrographs of brown glass powders
Figure 3. SEM micrographs for a: BP-N5 (on the left) and b: BP-AN5 (on the right) geopolymers mortar
Figure 4. After curing, the visual mortar specimen’s appearance a:(BP-N5) and b: (BP-AN5)
The visual mortar specimen’s appearance after curing (1 day at 60℃) whereas the other (6-day at 20℃) are displayed in Figure 4.
3.2 Heat treatment
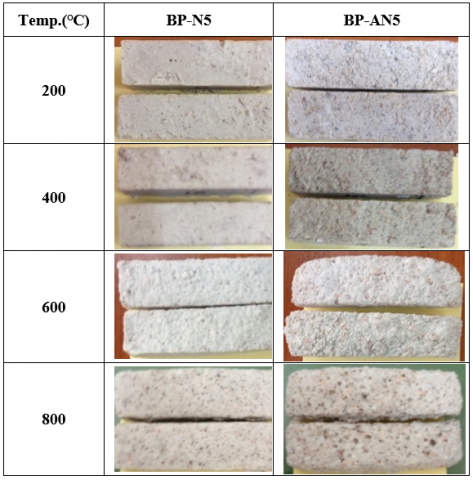
Mortar specimens based on brown glass powder (BP-N5 and BP-AN5) cured the first day at 60℃ and up to 7 days at 20℃ succumbed for heat treatment for 2 hours at temperatures between 200 to 800℃. Then, samples were cooled till the next day in the same furnace. The visual aspect of thermally treated specimens is presented in Table 2. BP-N5 and BP-AN5 specimens showed expansion phenomena (swelling) and shape deformation, starting from 600℃.
Table 2. Mortar specimens (BP-N5 and BP-AN5) after thermal treatment for 2 hours
The increases in the mortar specimen’s porosity led to the rise in the heat treatment temperature (i.e. 800℃). The data presented in Figure 5 shows a vital volume increase (expansion) for both mortar specimens treated at 600oC and 800℃. This approach has been used to assess the mass loss for BP-N5 and BP-AN5 due to the severe processes involved. Figure 6 presents the mass loss increase by increasing the thermal treatment's heat temperatures over a temperature range from (200-800) ℃. This is probably due to the gases released that evaluate the porosity and volume rise commonly noticed for these specimens. Moreover, the mass loss of BP-N5 mortar specimens is higher than that of BP-AN5 mortar specimens; this tremendous mass loss is most consequential, which locates the phenomena of the foaming process according to the dehydration with the resulting diversions for sodium silicate –aluminate.
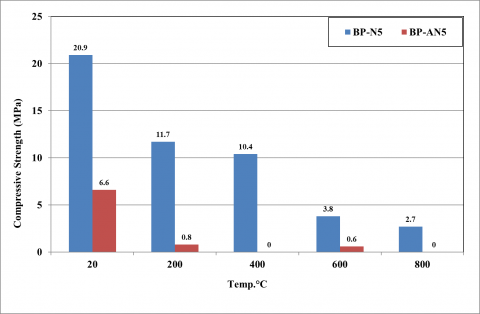
Figure 7 illustrates the compressive strengths values of the mortar specimens after heat treatment at temperatures (200, 400, 600 and 800) ℃. As shown in Figure 7, the compressive strength decreases with increasing the heat treatment temperature. Generally speaking, there is an inverse proportional between the compressive strength and porosity materials [53]. Moreover, the compressive strength values, as deduced from results, for both of mortar studied (i.e., BP-N5 and BP-AN5) were (2-5) MPa at temperatures (600 and 800) ℃, this is representing a perfect result for foaming materials [54].
Figure 5. Volume Change percentage of mortar specimens (BP-N5 and BP-AN5) after heat treatment at temperatures between (200-800) °C for 2 hrs
Figure 6. Mass loss percentage of mortar specimens (B-N5 and B-AN5) after heat treatment at temperatures between (200-800) °C for 2hrs
Figure 7. Compressive strength values of mortar specimens (BP-N5 and BP-AN5) after heat treatment at temperatures between (200-800) ℃ for 2hrs
3.3 Mechanical strength and hydrolytic stability
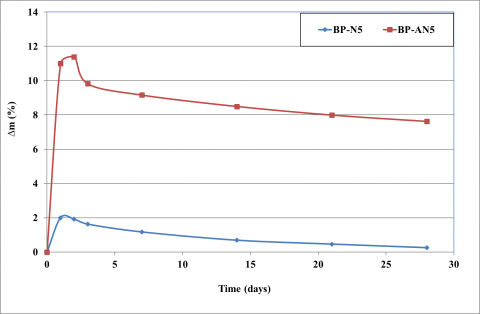
Figure 8 is displayed the values of compressive strength that can be enhanced by BP-N5 and BP-AN5 mortar specimens, cured one day at 60℃ and then in the air at 20℃ up to 28 days. As can be seen, the compressive strengths developed in this system are between 21 up to 25 MPa for BP-N5 and five up to 7 for BP-AN5, in correlation with the curing time. Moreover, the compressive strength values of BP-AN5 specimens, as shown, record a decrease of 22-27 % as compared with the BP-N5 formula. These findings may be clarified by the smaller alkalinity (AN5) compared with NaOH 5M. According to the brown glass powder (BP N5 and BP-AN5), the hydrolytic stability corresponding to geopolymer mortars has been considered by both variables changes of mass and compressive strength as shown in Figures 9 and 10, in which these were evaluated on mortar specimens for a wide range of periods immersed in demineralized water.
Figure 8. Compressive strength of studied mortar at different curing times
Figure 9. Mass loss percentage of mortar studied after immersion in water for 28 days
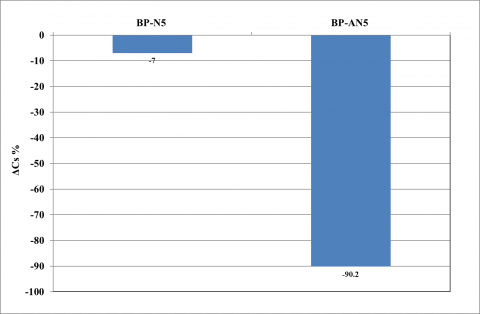
Figure 10. The mortar compressive strength variation (after immersion in water for 28 days)
The mass variation of BP-N5 and BP-AN5 mortar samples is presented in Figure 9. From this figure, it can be deduced that after the 24 hours of water immersion for BP-N5, the mass increase has been marked whereas, after 48 hours, the mass gain has been marked for BP-AN5. This is most probably owing to the water absorption in the porous mortar specimen. On the other hand, the mass reduction has been observed for more extended immersion periods due to the persistent dissolution of hydrates created by the brown glass powder (i.e., the alkaline activation of solid components).
The compressive strength loss (i.e., 90%) recorded for the compositions (BP-AN5) is higher as compared with those obtained for the composition (BP-N5) see Figure 10. This is due to the leaching of components (i.e., sodium silicate -aluminate), which are the prime for matrix bonds.
The values of cumulated electrical conductivities of leachate (water in which the mortar specimens were immersed) are presented in Figure 11. These data confirm the solubilization process of studied compositions, i.e., the values of cumulated conductivities continuous increase vs. time.
The pH of leachate (Figure 12) has high values (11-12) even when the solution is refreshed daily (in the first four days), confirming the continuous dissolution process of the mortar specimens.
Figure 11. The record for 28 days of cumulated conductivity for mortar specimens immersed in demineralized water
Figure 12. The PH values of mortar specimens recorded for 28 days of immersion solutions
New inorganic polymers (geopolymer) formulations were synthesized by sodium hydroxide (5M NaOH) and sodium aluminum solution (AN5) as alkali activators of the mixture (brown color glass waste powder and sand). The substitution of 5M NaOH with AN5 solution calculates the reduction with (22-27) % of compressive strength values in correlation with curing time and (0-15) % after heat treatment between (200 to 800) ℃. Heat treatment of the studied inorganic polymers at temperatures between 600℃ and 800℃ determines a significant volume expansion (swelling) due to a foaming phenomenon distinctive through the hydration of sodium silicate – aluminate, which is considered as an essential component of these products. As anticipated, the compressive strength values reduce with increasing heat treatment temperatures from (600 to 800) ℃ (i.e., 2.7-3.8) MPa and (0-0.6) MPa for BP-N5 and BP-AN5 specimens, respectively, this is a benchmark result for foamed materials. The achieved findings are auspicious future researches that should determine the thermal and acoustic insulation features to improve the light and power-saving materials, with minimum cost for environmental advantages even that synthesized with large scale.
The authors received no financial support for this article's research, authorship, and publication.
[1] Topcu, I.B., Canbaz, M. (2004). Properties of concrete containing waste glass. Cem. Concr. Res., 34(2): 267-274. https://doi.org/10.1016/j.cemconres.2003.07.003
[2] Al-Saadi, T.H.A., Daway, E.G., Mohammad, S.H., Mejbel, M.K. (2020). Effect of graphite additions on the intumescent behaviour of alkali-activated materials based on glass waste. J. Mater. Res. Technol., 9(6): 14338-14349. https://doi.org/10.1016/j.jmrt.2020.10.035
[3] Al-Saadi, T.H.A., Mohammad, S.H., Daway, E.G., Mejbel, M.K. (2021). Synthesis of intumescent materials by alkali activation of glass waste using intercalated graphite additions. Mater. Today Proc., 42(5): 1889-1900. https://doi.org/10.1016/j.matpr.2020.12.228
[4] Egosi, N.G. (1992). Mixed broken glass processing solutions. Utilization of Waste Materials in Civil Engineering Construction, 71-80.
[5] Johnston, C.D. (1974). Waste glass as coarse aggregate for concrete. J. Test. Eval., 2(5): 344-350. https://doi.org/10.1520/JTE10117J.
[6] Masaki, O. (1995). Study on the hydration hardening character of glass powder and basic physical properties of waste glass as construction material. Asahi Ceram. Found. Annu. Tech. Rep, 143-147.
[7] Park, S.B. (2000). Development of recycling and treatment technologies for construction wastes. Minist. Constr. Transp. Seoul, Tech. Rep.
[8] Davidovits, J. (1989). Geopolymers and geopolymeric materials. J. Therm. Anal., 35(2): 429-441. https://doi.org/10.1007/bf01904446
[9] Xu, H., Van Deventer, J.S.J. (2000). The geopolymerisation of alumino-silicate minerals. Int. J. Miner. Process., 59(3): 247-266. https://doi.org/10.1016/s0301-7516(99)00074-5
[10] Zhang, Z.H., Zhu, H.J., Zhou, C.H., Wang, H. (2016). Geopolymer from kaolin in China: An overview. Appl. Clay Sci., 119: 31-41. https://doi.org/10.1016/j.clay.2015.04.023
[11] Lemougna, P.N., Wang, K., Tang, Q., Melo, U.C., Cui, X. (2016). Recent developments on inorganic polymers synthesis and applications. Ceram. Int., 42(14): 15142-15159. https://doi.org/10.1016/j.ceramint.2016.07.027
[12] Shi, C., Jiménez, A.F., Palomo, A. (2011). New cements for the 21st century: The pursuit of an alternative to Portland cement. Cem. Concr. Res., 41(7): 750-763. https://doi.org/10.1016/j.cemconres.2011.03.016
[13] Cyr, M., Idir, R., Poinot, T. (2012). Properties of inorganic polymer (geopolymer) mortars made of glass cullet. J. Mater. Sci., 47(6): 2782-2797. https://doi.org/10.1007/s10853-011-6107-2
[14] Al-Saadi, T.H.A., Badanoiu, A.I., Nicoara, A.I., Stoleriu, S., Voicu, G. (2017). Synthesis and properties of alkali activated borosilicate inorganic polymers based on waste glass. Constr. Build. Mater., 136: 298-306. https://doi.org/10.1016/j.conbuildmat.2017.01.026
[15] Al-Saadi, T.H.A., Mahdi, Z.H., Abdullah, I.T. (2019). Foaming geopolymers preparation by alkali activation of glass waste. Rev. Rom. Mater., 49(3): 352-360.
[16] Al-Saadi, T.H.A., Ibrahim, A.S., Faleh, H. (2020). The influence of graphite additions on the properties of foamed geopolymers based on glass waste. Rev. Rom. Mater., 50(2): 212-223. Available: https://www.proquest.com/openview/04795c
[17] Jaya, N.A., Abdullah, M.M.A.B., C. Ghazali, M.R., Hussain, M., Hussin, K., Ahmad, R. (2016). Kaolin geopolymer as precursor to ceramic formation. In MATEC Web of Conferences, 78: 1061. https://doi.org/10.1051/matecconf/20167801061
[18] Perera, D.S., Trautman, R.L. (2005). Geopolymers with the potential for use as refractory castables. Adv. Technol. Mater. Mater. Process. Journal(ATM), 7(2): 187-190.
[19] Melinescu, A., Eftimie, M., Nicoară, A., Truşcă, R., Preda, M. (2018). Synthesis of the ceramics with nepheline from geopolymeric precursors. Rev. Rom. Mater., 48(3): 285-289.
[20] Bell, J.L., Driemeyer, P.E., Kriven, W.M. (2009). Formation of ceramics from metakaolin‐based geopolymers: Part I—Cs‐based geopolymer. J. Am. Ceram. Soc., 92(1): 1-8. https://doi.org/10.1111/j.1551-2916.2008.02922.x
[21] Xie, N., Bell, J.L., Kriven, W.M. (2010). Fabrication of structural leucite glass–ceramics from potassium‐based geopolymer precursors. J. Am. Ceram. Soc., 93(9): 2644-2649. https://doi.org/10.1111/j.1551-2916.2010.03794.x
[22] Palomo, A., Grutzeck, M.W., Blanco, M.T. (1999). Alkali-activated fly ashes: A cement for the future. Cem. Concr. Res., 29(8): 1323-1329. https://doi.org/10.1016/S0008-8846(98)00243-9
[23] Swanepoel, J.C., Strydom, C.A. (2002). Utilisation of fly ash in a geopolymeric material. Appl. Geochemistry, 17(8): 1143-1148. https://doi.org/10.1016/s0883-2927(02)00005-7
[24] Kumar, S., Kumar, R., Alex, T.C., Bandopadhyay, A., Mehrotra, S.P. (2005). Effect of mechanically activated fly ash on the properties of geopolymer cement. In Proceedings of the 4th World Congress on Geopolymer, pp. 113-116.
[25] Kumar, S., Kumar, R., Alex, T.C., Bandopadhyay, A., Mehrotra, S.P. (2007). Influence of reactivity of fly ash on geopolymerisation. Adv. Appl. Ceram., 106(3): 120-127. https://doi.org/10.1179/174367607x159293
[26] Kumar, S., Kumar, R. (2011). Mechanical activation of fly ash: Effect on reaction, structure and properties of resulting geopolymer. Ceram. Int., 37(2): 533-541. https://doi.org/10.1016/j.ceramint.2010.09.038
[27] Alex, T.C., Kalinkin, A.M., Nath, S.K., Gurevich, B.I., Kalinkina, E.V., Tyukavkina, V.V., Kumar, S. (2013). Utilization of zinc slag through geopolymerization: influence of milling atmosphere. Int. J. Miner. Process., 123: 102-107. https://doi.org/10.1016/j.minpro.2013.06.001
[28] Baščarević, Z., Komljenović, M., Miladinović, Z., Nikolić, V., Marjanović, N., Žujović, Z., Petrović, R. (2013). Effects of the concentrated NH4NO3 solution on mechanical properties and structure of the fly ash based geopolymers. Constr. Build. Mater., 41: 570-579. https://doi.org/10.1016/j.conbuildmat.2012.12.067
[29] Badanoiu, A., Voicu, G. (2011). Influence of raw materials characteristics and processing parameters on the strength of geopolymer cements based on fly ash. Environ. Eng. Manag. J., 10(5): 673-681. https://doi.org/10.30638/eemj.2011.091
[30] Davidovits, J. (2008). Geopolymer Chemistry and Applications, 5th ed. Geopolymer Institute.
[31] Giannopoulou, I., Panias, D. (2010). Hydrolytic stability of sodium silicate gels in the presence of aluminum. J. Mater. Sci., 45(19): 5370-5377. https://doi.org/10.1007/s10853-010-4586-1
[32] Kumar, A., Kumar, S. (2013). Development of paving blocks from synergistic use of red mud and fly ash using geopolymerization. Constr. Build. Mater., 38: 865-871. https://doi.org/10.1016/j.conbuildmat.2012.09.013
[33] Moncea, A.M., Badanoiu, A., Georgescu, M., Stoleriu, S. (2013). Cementitious composites with glass waste from recycling of cathode ray tubes. Mater. Struct., 46(12): 2135-2144. https://doi.org/10.1617/s11527-013-0041-5
[34] Provis, J.L., Harrex, R.M., Bernal, S.A., Duxson, P., van Deventer, J.S.J. (2012). Dilatometry of geopolymers as a means of selecting desirable fly ash sources. J. Non. Cryst. Solids, 358(16): 1930-1937. https://doi.org/10.1016/j.jnoncrysol.2012.06.001
[35] Lebullenger, R., Chenu, S., Rocherullé, J., Merdrignac-Conanec, O., Cheviré, F., Tessier, F., Bouzaza, A., Brosillon, S. (2010). Glass foams for environmental applications. J. Non. Cryst. Solids, 356(44-49): 2562-2568. https://doi.org/10.1016/j.jnoncrysol.2010.04.050
[36] Boccaccini, A.R., Rossetti, M., Roether, J.A., Zein, S.H.S., Ferraris, M. (2009). Development of titania coatings on glass foams. Constr. Build. Mater., 23(7): 2554-2558. https://doi.org/10.1016/j.conbuildmat.2009.02.019
[37] Badanoiu, A.I., Al Saadi, T.H.A., Stoleriu, S., Voicu, G. (2015). Preparation and characterization of foamed geopolymers from waste glass and red mud. Constr. Build. Mater., 84: 284-293. https://doi.org/10.1016/j.conbuildmat.2015.03.004
[38] Bădănoiu, A.I., Al-Saadi, T.H.A., Voicu, G. (2015). Synthesis and properties of new materials produced by alkaline activation of glass cullet and red mud. Int. J. Miner. Process., 135: 1-10. https://doi.org/10.1016/j.minpro.2014.12.002
[39] Mejbel, M.K., Allawi, M.K., Oudah, M.H. (2019). Effects of WC, SiC, iron and glass fillers and their high percentage content on adhesive bond strength of an aluminium alloy butt joint: An experimental study. J. Mech. Eng. Res. Dev., 42(5): 224-231. https://doi.org/10.26480/jmerd.05.2019.224.231
[40] Aziz, W.J., Abid, M.A., Kadhim, D.A., Mejbel, M.K. (2020). Synthesis of iron oxide (β-fe2o3) nanoparticles from Iraqi grapes extract and its biomedical application. IOP Conf. Ser. Mater. Sci. Eng., 881: 12099. https://doi.org/10.1088/1757-899x/881/1/012099
[41] Mezher, S.J., Dawood, M.O., Beddai, A.A., Mejbel, M.K. (2019). NiO nanostructure by RF sputtering for gas sensing applications. Mater. Technol., 35(1): 60-68. https://doi.org/10.1080/10667857.2019.1653595
[42] Mezher, S.J., Dawood, M.O., Abdulmunem, O.M., Mejbel, M.K. (2020). Copper doped nickel oxide gas sensor. Vacuum, 172: 109074. https://doi.org/10.1016/j.vacuum.2019.109074
[43] Baqer, A.R., Beddai, A.A., Farhan, M.M., Badday, B.A., Mejbel, M.K. (2021). Efficient coating of titanium composite electrodes with various metal oxides for electrochemical removal of ammonia. Results Eng., 9: 100199. https://doi.org/10.1016/j.rineng.2020.100199
[44] Mezher, S.J., Kadhimm, K.J., Abdulmunem, O.M., Mejbel, M.K. (2020). Microwave properties of Mg–Zn ferrite deposited by the thermal evaporation technique. Vacuum, 173: 109114. https://doi.org/10.1016/j.vacuum.2019.109114
[45] Mejbel, A.M.K.M.K., Khalaf, M.M., Kwad, A.M. (2021). Improving the machined surface of AISI H11 tool steel in milling process. J. Mech. Eng. Res. Dev, 4(4): 58-68.
[46] Mejbel, M.K., Atwan, H.R., Abdullah, I.T. (2021). Void formation in friction stir welding of AA5052 butt joining. J. Mech. Eng. Res. Dev., 44(5): 318-332.
[47] Allawi, M.K., Oudah, M.H., Mejbel, M.K. (2019). Analysis of exhaust manifold of spark-ignition engine by using computational fluid dynamics (CFD). J. Mech. Eng. Res. Dev., 42(5): 211-215. https://doi.org/10.26480/jmerd.05.2019.211.215
[48] Allawi, M.K., Mejbel, M.K., Younis, Y.M., Mezher, S.J. (2020). A simulation of the effect of iraqi diesel fuel cetane number on the performance of a compression ignition engine. Int. Rev. Mech. Eng., 14(3): 151. https://doi.org/10.15866/ireme.v14i3.18137
[49] Mikhlif, H., Dawood, M., Abdulmunem, O., Mejbel, M.K. (2021). Preparation of high-performance room temperature ZnO nanostructures gas sensor. ACTA Phys. Pol. A, 140(4): 320-326. https://doi.org/10.12693/APhysPolA.140.320
[50] Oudah, M.H., Mejbel, M.K., Allawi, M.K. (2021). R134a flow boiling heat transfer (FBHT) Characteristics in a refrigeration system. J. Mech. Eng. Res. Dev., 44(4): 69-83.
[51] Allawi, M., Mejbel, M., Oudah, M. (2021). Variable valve timing (VVT) modelling by lotus engine simulation software. Int. J. Automot. Mech. Eng., 17(4): 8397-8410. https://doi.org/10.15282/ijame.17.4.2020.15.0635
[52] Allawi, M.K., Mejbel, M.K., Oudah, M.H. (2020). Iraqi gasoline performance at low engine speeds. IOP Conf. Ser. Mater. Sci. Eng., 881: 12065. https://doi.org/10.1088/1757-899x/881/1/012065
[53] Shukur, M.M., Hmood, F.J., Jasim, S.J. (2019). Preparation of porous ceramic material from waste glass and calcined kaolin using yeast as pore forming agent. Int J Mech Eng Technol, 10(1): 52e61.
[54] Guo, Y., Zhang, Y.H., Huang, H.W., Meng, K., Hu, K.R., Hu, P., Wang, X.K., Zhang, Z.L., Meng, X.H. (2014). Novel glass ceramic foams materials based on red mud. Ceram. Int., 40(5): 6677-6683. https://doi.org/10.1016/j.ceramint.2013.11.128