Improvement of the Weavability of Natural-Fiber Reinforcement for Composite Materials Manufacture
Amélioration de la Tissabilité des Renforts en Fibres Naturelles pour la Réalisation de Matériaux Composites

Anne-Clémence Corbin* | Damien Soulat | XManuela Ferreira | Ahmad Rashed Labanieh | Xavier Gabrion | Vincent Placet
OPEN ACCESS
Natural fibers are an alternative to man-made fibers for the manufacturing of preforms intended for composite applications. Some of the textile manufacturing processes, such as spinning technology, are not suitable for the production of optimized preforms for composite materials. Those preforms are made of yarns, whose features (twisting in particular) lead to difficulties during impregnation step and to fiber disorientation when compared to the yarn axis. The purpose of this study is to produce woven preforms from flax and hemp rovings, instead of yarns. Rovings, which have a low twist level, are not suitable for weaving technology. An improvement of their mechanical properties with chemical treatment is suggested, and its influence on the feasibility of the weaving process and on the textile and mechanical properties of different scales (fiber, roving, preform and composite scales) is studied. The chemical treatment used leads to an improvement of the roving tenacity and the weavabilty without damaging fibers and composite properties.
RÉSUMÉ :
Les fibres naturelles représentent une alternative aux fibres synthétiques dans la réalisation de préformes pour matériaux composites. Certains procédés de transformation textile, notamment la filature, ne permettent pas l’obtention de préformes optimisées pour les matériaux composites. Les caractéristiques des fils constituants ces dernières, et en particulier leur niveau de torsion, conduisent à des difficultés lors de l’imprégnation du renfort par le polymère et également à des défauts d’orientation des fibres par rapport à l’axe des fils et donc des directions principales du matériau. L’objectif de ce travail est d’élaborer des préformes tissées à l’aide de mèches de lin et de chanvre. Ces mèches présentent un faible taux de torsion comparativement aux fils. En l’état, et du fait de leur faible ténacité, elles ne sont néanmoins pas adaptées à la technologie de tissage. Une amélioration de leurs propriétés mécaniques par un traitement chimique est proposée. Son influence sur la tissabilité et sur les propriétés textiles et mécaniques aux différentes échelles fibre, mèche, préforme et composite est étudiée. Les résultats montrent que le traitement chimique permet alors d’augmenter la ténacité des mèches et leur tissabilité sans dégrader les propriétés des fibres et des composites.
biobased composites, woven preforms, natural fibers, weaving process, textile properties, mechanical properties
Mots-clés :
composites biosourcés, préformes tissées, fibres naturelles, tissage, propriétés textiles, propriétés mécaniques
Les matériaux composites ont été introduits en remplacement des matériaux métalliques ou céramiques avec pour principal avantage l’allègement des structures. Les matériaux composites à matrice organique sont un assemblage hétérogène de deux matériaux non miscibles : un renfort fibreux et une matrice polymère thermodurcissable ou thermoplastique. Les renforts fibreux sont principalement produits à l’aide de fibres minérales et synthétiques telles que le verre, le carbone ou l’aramide. Ces fibres, même si elles présentent d’excellentes propriétés mécaniques, sont difficiles et coûteuses à recycler. Les fibres naturelles, telles que le lin ou le chanvre par exemple, sont une alternative prometteuse dans le domaine des composites. Elles permettent d’augmenter les performances en isolation acoustique et thermique des matériaux tout en réduisant le poids, grâce à de plus faibles densités. Le coût de production des matériaux et la synthétisation des fibres pétrosourcées sont souvent onéreux. Cependant, les fibres végétales possèdent des propriétés mécaniques plus faibles, une plus grande capacité d’absorption de l’humidité, une résistance plus faible à la température, et une grande variabilité des propriétés en fonction de l’année de production [1, 2]. A l’échelle composite, cette variabilité en termes de propriétés mécaniques est réduite et similaire à celle des composites renforcés par des fibres synthétiques, ce qui rend possible l’utilisation de fibres naturelles en tant que renfort de matériaux composites [3, 4].
La plupart des composites biosourcés présents actuellement sur le marché sont renforcés de fibres naturelles sous forme de non-tissés : mats ou rubans unidirectionnels [5-7]. Dans les rubans unidirectionnels, la cohésion entre fibres peut être assurée par un encollage. À l’échelle des préformes, celles réalisées par tissage présentent une meilleure rigidité au cisaillement plan que les mats et les rubans unidirectionnels. De plus, les préformes tissées représentent une solution facilitant la mise en œuvre du renfort lors de la fabrication, en particulier dans le cas de pièces à géométrie complexe, puisqu’elles ont une meilleure capacité de drapage sur des formes complexes et une certaine déformabilité en cisaillement. Pour obtenir ces préformes, il est nécessaire de faire appel aux technologies textiles traditionnelles, comme par exemple le tissage. Cette technologie requiert, en entrée, des matières sous forme de fils continus, avec des propriétés mécaniques suffisantes pour ne pas interrompre le procédé de tissage à cause de ruptures de fils. A l’inverse des fibres synthétiques, directement produites sous forme de filaments continus, les fibres de lin et de chanvre sont extraites de la tige des plantes et obtenues, après différentes étapes de transformation, sous forme de fibres de longueurs finies. Une étape de filature est donc nécessaire pour transformer ces fibres discontinues en un renfort monodimensionnel continu. Lors de cette étape, les fibres vont généralement être assemblées, parallélisées, étirées et retordues ensemble pour obtenir un fil. Ce fil, s’il est suffisamment retordu, aura alors la résistance nécessaire en traction pour être utilisé en tissage. Cependant, plus la torsion est importante, plus les fibres sont compactées au sein du fil et plus l’imprégnation par la résine pendant la production du composite sera difficile [8, 9]. De plus, la torsion appliquée au fil conduit également à une désorientation des fibres relativement à l’axe moyen du fil [10] et donc à un défaut d’orientation des fibres par rapport aux directions matérielles principales de la pièce composite qui sera produite. La plupart des préformes tissées disponibles sur le marché correspondent à des tissus développés pour l’habillement et ne sont pas optimisées pour des applications composites. Quelques études disponibles dans la littérature [11, 12] présentent les résultats obtenus à l’échelle de composites avec ce type de préformes tissées.
Pour améliorer l’imprégnation des préformes tissées et obtenir de meilleures propriétés au niveau du composite final, une alternative à l’utilisation de fils peut être l’utilisation de mèches. Une mèche est un assemblage de fibres alignées, issue de l’étirage d’un ruban, auquel une faible torsion est appliquée, pour assurer la cohésion entre fibres. La mèche présente également généralement un titre plus élevé, donc plus de fibres en section. Cependant, la torsion étant moins importante, comparativement à celle d’un fil, les propriétés mécaniques de la mèche sont moindres et souvent insuffisantes pour une utilisation en tissage. Le principal challenge dans la production de préformes orientées avec des fibres naturelles est donc l’utilisation de ce renfort monodimensionnel faiblement retordu dans les procédés textiles, et notamment le tissage. La méthode la plus couramment utilisée dans l’industrie textile pour améliorer la résistance en traction de ces mèches à base de fibres naturelles est le recours à un traitement chimique. Celui-ci, via une action ciblée sur les principaux constituants biochimiques des fibres, peut permettre d’augmenter la cohésion des fibres entre elles. Les propriétés de la mèche en seront ainsi améliorées et par conséquent elle pourra être utilisée lors du procédé de tissage. Cependant, ce type de traitement peut impacter l’imprégnation, et éventuellement dégrader les propriétés en traction des fibres élémentaires, et ainsi résulter en une diminution des propriétés mécaniques à l’échelle du composite [13, 14].
Dans la présente étude, l’élaboration de préformes tissées optimisées pour des applications composites à cahier des charges préalablement défini est réalisée à partir de mèches de lin et de chanvre. L’influence du traitement chimique retenue sur la ténacité des mèches est analysée. La tissabilité de ces matières est ensuite étudiée, à partir d’indicateurs tels que le niveau de la productivité ou et la dégradation des mèches lors du tissage. Enfin, des éprouvettes composites sont élaborées et caractérisées.
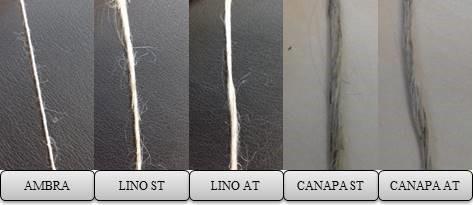
Le tissage est une des principales technologies textiles permettant la formation d’une étoffe par l’entrecroisement perpendiculaire de deux ensembles de fils : des fils de chaine dans le sens d’avancement de la machine et des fils de trame perpendiculaires aux fils de chaine [15]. Dans cette étude, l’objectif est de remplacer les fils par des mèches de lin et de chanvre. Pour cela, un fil de lin, nommé AMBRA, et deux mèches de lin et de chanvre, respectivement nommées LINO et CANAPA sont utilisés (Figure 1). Ces matières sont fournies par l’entreprise italienne Linificio e Canapificio Nazionale (LCN). Le fil présente les propriétés requises pour une utilisation en tissage, et particulièrement pour les fils de chaine qui nécessitent une résistance en traction suffisamment importante pour la préparation du métier à tisser. Ainsi, ses propriétés seront utilisées comme référence lors de la comparaison avec les propriétés des mèches. Les mèches sans traitement chimique sont désignées par les lettres ST et celles avec traitement sont désignées par les lettres AT. Le traitement chimique appliqué est celui habituellement utilisé dans l’industrie textile.
Figure 1. Fil et mèches utilisés
Tableau 1. Propriétés textiles des fibres et des mèches
|
Fil / Mèches |
Titre (Tex) |
Torsion (tours/m) |
Pilosité |
|
AMBRA |
173 ± 14 |
231 ± 18 |
7,4 ± 3,4 |
|
LINO ST |
370 ± 49 |
31,6 ± 2 |
21,9 ± 7,8 |
|
LINO AT |
304 ± 17 |
37,7 ± 3,8 |
18,8 ± 8,5 |
|
CANAPA ST |
334 ± 26 |
32,0 ± 4,4 |
17,7 ± 7,9 |
|
CANAPA AT |
259 ± 10 |
36,0 ± 2,8 |
14,0 ± 6,5 |
2.2 Propriétés mécaniques des fils et des mèches
Les propriétés mécaniques du fil et des mèches sont identifiées par des essais de traction, réalisés selon la norme NF EN ISO 2062 [18], sur une longueur de 200 mm, avec une vitesse de 200 mm/min et une précharge de 0.5 cN/Tex pour le fil et 0 cN/Tex pour les mèches. La longueur de 200 mm est choisie pour avoir la même longueur d’essai pour les fils et les tissus qui seront étudiés par la suite. Les propriétés mécaniques du fil et des mèches sont présentées en Figure 2. Le fil AMBRA, du fait de son fort taux de torsion qui accentue les efforts de friction interfibres, présente des propriétés mécaniques élevées et suffisantes pour le tissage. Les propriétés mécaniques des mèches sans traitement, que ce soit en termes de ténacité à rupture ou de déformation à rupture, sont inférieures à celles du fil. Le recours au traitement chimique permet d’améliorer ces propriétés. Dans le cas de la mèche de lin LINO, la déformation à rupture reste similaire mais la ténacité à rupture est doublée. L’effet du traitement est plus important au niveau de la mèche de chanvre CANAPA : la déformation à rupture est améliorée d’environ 1 % et la ténacité à rupture est triplée. La mèche CANAPA avec traitement présente alors un comportement similaire à celui du fil de lin AMBRA, qui présente les propriétés nécessaires pour pouvoir être utilisé dans le sens chaine en tissage.
Figure 2. Propriétés mécaniques des fils et mèches
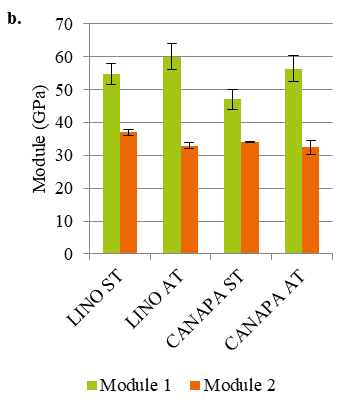
De nombreuses études ont montré qu’un traitement chimique, quel que soit son type et sa finalité, entraine généralement une dégradation de la structure des fibres naturelles et donc une diminution de leurs propriétés mécaniques [13, 14, 19]. Afin de valider l’utilisation du traitement chimique pour améliorer la tissabilité des mèches de fibres naturelles, son influence sur les propriétés en traction des fibres de lin et de chanvre est évaluée. Ces propriétés sont déterminées par méthode inverse en utilisant l’essai IFBT (Impregnated Fibre Bundle Test, [20]). Dans cette méthode, des éprouvettes composites de 200 mm de long, 10 mm de large et 1.7 mm d’épaisseur sont réalisées en alignant les mèches parallèlement entre elles et en les imprégnant avec une résine époxy (SICOMIN GreenPoxy 56). Ces éprouvettes sont ensuite caractérisées en traction, à une vitesse de 1 mm/min, avec une longueur utile de 100 mm. Les propriétés des fibres sont alors déduites par méthode inverse à partir de la loi des mélanges. Les propriétés des fibres ainsi obtenues, en termes de contrainte et modules, sont présentées en Figure 3. Le module 1 est calculé entre 0 % et 0.1 % de déformation et le module 2 entre 0.3 % et 0.5 % de déformation. Pour le lin comme pour le chanvre, il est possible de constater que le traitement n’entraine pas de variation des propriétés statistiquement significative. Ainsi, il est possible de conclure que le traitement chimique retenu et appliqué ici pour améliorer la tissabilité des mèches, n’a pas d’impact sur les propriétés de rigidité et résistance en traction des fibres. Le recours à ce traitement est donc validé pour la suite de l’étude.
Figure 3. Propriétés mécaniques des fibres issues de l'IFBT a. Contrainte à rupture b. Modules
3.1 Production des préformes
L’identification du comportement en traction du fil et des mèches, présentée dans le paragraphe précédent, permet de choisir, en fonction de leur ténacité, les matières qui seront utilisées en sens chaine et en sens trame. Trois renforts tissés de même armure, de type toile, sont ainsi réalisés sur un métier à tisser Leclerc Weavebird (Figure 4), deux 100 % lin et un 100 % chanvre, mais à l’aide de matières (fils, mèches avec ou sans traitements) différentes, comme présenté dans le Tableau 2. Le fil AMBRA et la mèche CANAPA AT sont en effet les seuls renforts à présenter les propriétés mécaniques requises pour être utilisés en sens chaine. Lors de la production des tissus 100 % lin, le nombre de casses des mèches utilisées en sens trame est comptabilisé. Les mèches de lin sans traitement (LINO ST) engendrent 50 % de casses lors de la production du tissu et ce comparativement à la production recourant à l’utilisation de fils tandis que l’utilisation de mèches de lin avec traitement (LINO AT), conduit à un taux de casses qui chute à 1 %. Une casse de fil entrainant un arrêt de la production, il est donc préférable d’utiliser les mèches avec traitement, c’est pourquoi un seul tissu a été produit en chanvre avec les mèches ayant subi le traitement chimique (CANAPA AT).
Figure 4. Métier a tisser leclerc weavebird
Tableau 2. Paramètres de production des préformes
|
Préforme |
Fils de chaine |
Fils de trame |
Armure |
Densité chaine (fils/cm) |
Densité trame (fils/cm) |
|
FLAX1 |
AMBRA |
LINO ST |
Toile |
6 |
6 |
|
FLAX2 |
AMBRA |
LINO AT |
Toile |
6 |
6 |
|
HEMP1 |
CANAPA AT |
CANAPA AT |
Toile |
6 |
5 |
Figure 5. Préformes produites
3.2.1 Propriétés textiles des préformes tissées
Les propriétés textiles de trois préformes sont présentées dans le Tableau 3. L’épaisseur est déterminée à l’aide de la norme NF EN ISO 5084 [21], la masse surfacique avec la norme NF EN ISO 12127 [22], la perméabilité à l’air avec la norme NF EN ISO 9237 [23] et l’embuvage et le retrait selon la norme NF ISO 7211-3 [24]. L’embuvage représente la consommation réelle de fil dans le tissu dans le sens chaine et le retrait dans le sens trame. L’épaisseur de ces trois préformes, pour rappel de même armure et de densités chaine et trame similaires, est similaire. L’utilisation de mèches, avec traitement, que ce soit en sens chaine et/ou en sens trame, entraine une diminution de la masse surfacique des préformes FLAX2 et HEMP1, relativement à celle de la préforme FLAX1 (sans traitement). Cette diminution est due à l’élimination des impuretés lors du traitement, les mèches sont alors plus légères, leur titre est plus faible après traitement qu’avant (Tableau 1), ce qui agit directement sur la masse surfacique du tissu. La mèche LINO AT étant plus compacte que la mèche LINO ST, cela entraine une perméabilité à l’air plus forte pour la préforme FLAX2, puisque l’air passe plus difficilement au travers des mèches traitées. Cependant, un espace entre les fils de chaine AMBRA des préformes FLAX1 et FLAX2 est observable (Figure 5), ces derniers étant plus fins que les mèches CANAPA AT. Avec l’utilisation de mèches dans les deux directions, (préforme HEMP1), les fibres sont bien réparties sur l’ensemble de la surface de la préforme, il n’y a pas de « vide » entre les mèches, ce qui entraine une perméabilité à l’air beaucoup plus faible. La section des fils AMBRA est plus circulaire que celle des mèches CANAPA AT, qui est, quant à elle plus proche d’une section elliptique étalée. Les mèches utilisées en trame dans les préformes FLAX1 et FLAX2 ont donc plus de chemin à parcourir au sein de la structure pour entrecroiser les fils de chaine, ce qui entraine un retrait plus important. De plus, les mèches LINO AT sont plus compactes et plus rigides que les mèches LINO ST, elles sont moins aptes à épouser la section des fils de chaine et leur retrait est alors plus élevé. Quelle que soit la préforme, l’embuvage est plus élevé que le retrait. Ce phénomène est dû au procédé de fabrication de la préforme, la trame est insérée et tassée dans le tissu lorsque la foule est ouverte, et le mouvement des cadres qui entraine l’ondulation des fils de chaine intervient après le tassage de la trame. Ainsi, la trame aura une certaine tendance à rester plus droite et moins ondulée au sein de la structure.
Tableau 3. Propriétés textiles des préformes
|
Préforme |
Epaisseur (mm) |
Masse surfacique (g/m²) |
Perméabilité à l’air (L/m²/s) |
Embuvage (%) |
Retrait (%) |
|
FLAX1 |
1,0 ± 0,1 |
308 ± 9 |
1356 ± 254 |
2,7 ± 0,3 |
1,9 ± 0,2 |
|
FLAX2 |
0,9 ± 0,1 |
288 ± 19 |
1935 ± 219 |
2,9 ± 0,3 |
2,6 ± 0,4 |
|
HEMP1 |
1,0 ± 0,1 |
278 ± 8 |
756 ± 78 |
2,8 ± 0,3 |
1,4 ± 0,2 |
3.2.2 Propriétés mécaniques des préformes tissées
Les propriétés mécaniques des préformes sont présentées en Figure 6 pour la rigidité en flexion, identifiée selon la norme ISO 4604 [25], et en Figure 7 pour le comportement en traction, caractérisé selon la norme NF EN ISO 13934-1 [26], à une vitesse de 20 mm/min, une longueur de jauge de 200 mm, une largeur de 50 mm et une précharge de 5N. Du papier abrasif est inséré dans les mors du banc de traction pour éviter les glissements du tissu pendant l’essai.
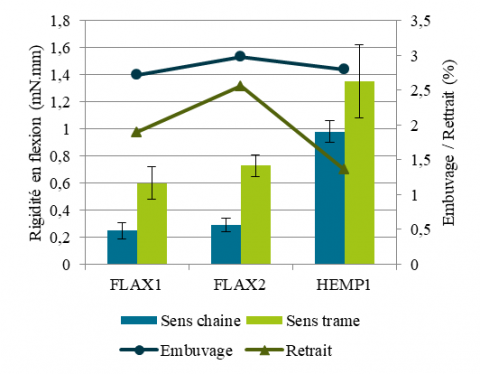
Figure 6. Rigidité en flexion des préformes produites
Pour les trois préformes la rigidité en flexion est plus importante en sens trame, même si la différence de rigidité en flexion entre les sens chaine et trame est moins importante pour la préforme HEMP1. Pour les préformes FLAX1 et FLAX2, le taux de fibres en sens trame est plus élevé qu’en sens chaine, puisque les mèches possèdent plus de fibres en section, ce qui entraine une meilleure rigidité en flexion dans cette direction. Pour la préforme HEMP1, les mèches de trame sont moins ondulées que celles en chaine, elles sont plus droites dans la structure (leur retrait est faible), conférant ainsi une rigidité en flexion plus importante dans ce sens. L’embuvage et le retrait, présentés dans le Tableau 3, ont une incidence sur la déformation maximale en traction des préformes (Figure 7). Plus ils sont élevés, plus la consommation de fil au sein de la préforme est importante, et plus les fils ou mèches vont avoir la capacité de s’allonger avant d’être pleinement étirés pour répondre à la sollicitation mécanique. C’est pourquoi plus le retrait et l’embuvage sont élevés, plus la déformation maximale en traction de la préforme est importante.
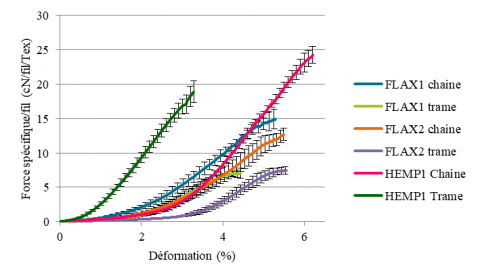
Concernant le comportement en traction des préformes (Figure 7), la force est exprimée en force spécifique par fil en cN/fil/Tex, afin de s’affranchir de l’influence de la densité de fils et du titrage des fils/mèches utilisés. Pour les préformes FLAX1 et FLAX2, les propriétés mécaniques sont meilleures en direction chaine, direction dans laquelle se trouvent les fils AMBRA, qui ont des propriétés mécaniques supérieures à celles des mèches (Figure 2). Alors que la différence de comportement à l’échelle des mèches (Figure 2), entre les mèches de lin avec et sans traitement (LINO ST et LINO AT) est très importante, une fois insérées dans la structure tissée elles conduisent, à l’échelle des préformes, à des propriétés similaires dans la direction trame. La préforme HEMP1, réalisée avec uniquement des mèches avec traitement (CANAPA AT) présente les meilleures propriétés mécaniques. Le traitement permet donc d’apporter une meilleure cohésion entre les fibres. En termes de module (pente de la courbe force/déformation) des préformes, l’utilisation des mèches de chanvre CANAPA AT permet d’avoir des préformes plus rigides.
Figure 7. Comportement en traction des préformes
3.3 Influence du tissage sur les propriétés des fils
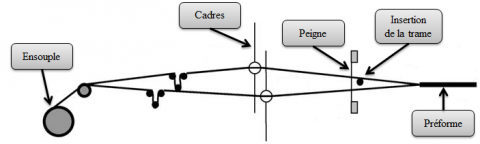
Figure 8. Représentation schématique des différents organes constitutifs du tissage
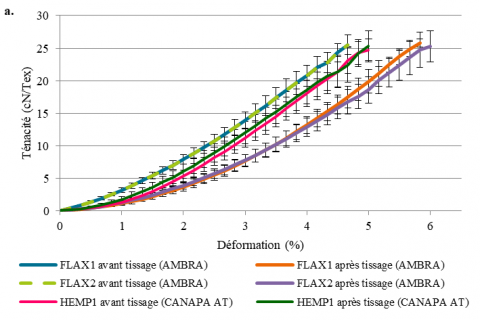
Au cours du tissage, les fils sont dégradés par leur passage dans les différents organes constitutifs du métier à tisser (Figure 8), principalement au niveau de l’ourdissage, du passage dans les œillets des cadres, au niveau du peigne ou lors de l’insertion de la trame [9, 27]. Pour caractériser cette dégradation, des essais de traction identiques à ceux effectués avant le tissage (et décrits au paragraphe 2.2) sont réalisés sur des fils et mèches prélevés dans les différentes préformes. Ces propriétés sont comparées en Figure 9.a. dans la direction chaine et en Figure 9.b. en trame. L’allongement des fils AMBRA, utilisés en sens chaine pour la production des préformes FLAX1 et FLAX2, est plus élevé après tissage, d’environ 1 % : au cours du procédé, les mouvements des cadres qui viennent soulever les fils pour permettre l’insertion des trames entrainent une déformation à rupture plus importante des fils AMBRA, comparativement à celles avant tissage, qui pourrait être assimilée à une déformation plastique. Les mèches avec traitement (CANAPA AT) ne sont pas impactées par ce phénomène en sens chaine, les propriétés avant et après tissage sont similaires. Pour l’ensemble des préformes, les propriétés des mèches utilisées en sens trame sont inférieures après tissage. Sur le métier utilisé, les mèches sont bobinées sur des petites canettes pour alimenter les navettes. Lors de cette étape, les mèches sont endommagées et détordues, ce qui entraine une diminution de leurs propriétés en traction. Ainsi ce procédé de tissage entraine une diminution des propriétés mécaniques des mèches, utilisées dans le sens trame. Les fils et mèches utilisés en sens chaine ne subissent pas cette dégradation, les fils utilisés dans les préformes en lin (FLAX1 et FLAX2), ne subissant qu’un allongement de leur déformation à rupture.
Figure 9. Propriétés mécaniques des fils avant et après tissage a. Fils de chaine b. Fils de trame
4.1 Réalisation de composites à partir des préformes produites
A partir des trois préformes produites, des plaques composites sont réalisées par thermocompression en utilisant quatre plis de tissu (tous superposés dans la même direction) et une résine époxy (GreenPoxy 56 de Sicomin). Ces plaques composites sont polymérisées pendant 1h à 130 °C et caractérisées en traction selon la norme NF EN ISO 527 [28], après conditionnement des éprouvettes pendant 4 semaines à 23 °C et 50 % HR, à une vitesse de 1 mm/min, avec une longueur utile d’éprouvette de 200 mm et une longueur de jauge de 150 mm, une largeur de 15 mm et une épaisseur de 1,7 mm. La mesure des déformations est réalisée à l’aide d’un extensomètre à contact (Instron 2620-601) (+/- 10 %). Les propriétés mécaniques de ces composites sont présentées en Tableau 4, le module en traction est calculé entre 0 % et 0.1 % de déformation. Le volume de fibres est désigné par Vf et le volume de porosité par Vp. Les composites sont plus performants dans les directions contenant des mèches, soit dans le sens trame pour les composites FLAX1 et FLAX2 et dans les deux directions pour le composite HEMP1. En effet les performances des composites sont dictées par le taux de fibres dans le sens de la sollicitation appliquée, et ce dernier est plus important dans les mèches. Les composites renforcés par les préformes FLAX1 et FLAX2 ont un taux de fibres 1,5 à 2 fois supérieur dans la direction des mèches par rapport à celui de la direction des fils, alors que la densité de fils/mèches est identique. Les fils étant plus fins, ils présentent moins de fibres en section et confèrent au matériau composite de moins bonnes propriétés mécaniques. Dans ces directions contenant les mèches, les propriétés sont similaires, que la mèche ait subi ou non un traitement chimique. Il n’y a donc pas de diminution des propriétés du matériau composite par le recours au traitement chimique sur les mèches. Les différences de propriétés mécaniques, ténacité à rupture et allongement, constatées à l’échelle des mèches à l’état sec (Figure 2) et des préformes (Figure 7) ne sont plus observées à l’échelle du composite. La nécessité d’avoir une cohésion importante entre les fibres et de fortes forces de friction interfibres n’est plus nécessaire à l’échelle du composite, en effet les contraintes de la sollicitation mécanique sont directement transférées aux fibres par la résine.
Tableau 4. Propriétés en traction des composites
|
Composite |
Direction |
Vf (%) |
Vp %) |
Contrainte à rupture (MPa) |
Module (GPa) |
Déformation à rupture (%) |
|
FLAX1 |
Chaine (AMBRA) |
13,7 |
1,9 |
91,5 ± 1 |
9 ± 0,3 |
1,71 ± 0,1 |
|
Trame (LINO ST) |
27,3 |
126,0 ± 6 |
12 ± 0,6 |
3,10 ± 0,1 |
||
|
FLAX2 |
Chaine (AMBRA) |
16,3 |
6,1 |
90,0 ± 5 |
9,3 ± 0,1 |
1,82 ± 0,09 |
|
Trame (LINO AT) |
25,7 |
118,0 ± 6 |
12,7 ± 0,3 |
2,44 ± 0,17 |
||
|
HEMP1 |
Chaine (CANAPA AT) |
21,7 |
2,5 |
115,0 ± 4 |
12,9 ± 0,7 |
2,32 ± 0,3 |
|
Trame (CANAPA AT) |
20,3 |
143,9 ± 5 |
14,4 ± 0,6 |
2,23 ± 0,05 |
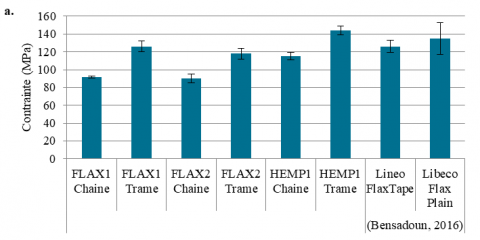
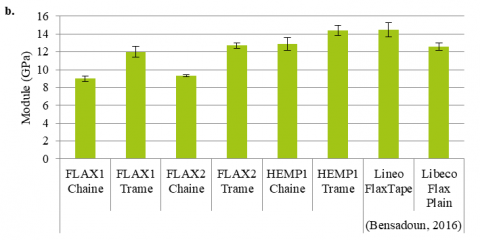
Afin de situer les performances des préformes produites dans cette étude par rapport à celles déjà commercialisées sur le marché, les propriétés mécaniques à l’échelle des composites sont comparées, sur la Figure 10, avec des résultats issus de la littérature [11]. A l’exception des directions chaine des composites FLAX1 et FLAX2, qui sont les directions des fils AMBRA, les autres directions présentent des propriétés similaires à celles des composites réalisés avec des préformes déjà commercialisées. Ces résultats montrent l’intérêt d’utiliser des mèches à la place des fils au sein des tissus dédiés aux applications composites. La suppression de l’étape de filature permet également de réduire les coûts économiques et énergétiques de production. Le composite fabriqué avec le ruban unidirectionnel de Lineo (FlaxTapeTM) et une stratification [0°/90°] peut être considéré comme une référence dans le sens où toutes les fibres sont parfaitement orientées dans les directions matérielles principales du composite. Le composite Libeco Flax Plain est réalisé par une superposition de 4 plis de préforme tissée toile en lin. Ces deux préformes ont une fraction volumique de fibres d’environ 40 % [11]. Le fait d’obtenir des propriétés similaires, voire supérieures dans certains cas, avec des préformes tissées non optimisées et dont le volume de fibres est similaire à celui des préformes issues de la littérature est encourageant pour la suite de l’étude, qui consistera à optimiser ces préformes pour les applications composites visées et définies par les cahiers des charges. En effet, en optimisant le procédé de fabrication mais également en améliorant le volume de fibres dans chaque direction, les performances mécaniques des matériaux composites seront améliorées.
Figure 10. Comparaison des propriétés en traction des composites produits avec la littérature a. Contrainte à rupture b. Module
Au travers de cette étude, la tissabilité des fibres de lin et de chanvre à partir des mèches a été améliorée. L’utilisation de mèches dans la réalisation de préformes présente de nombreux avantages : l’imprégnation par la résine est facilitée, la structure interne est moins compacte en raison d’une torsion plus faible par rapport à celle des fils, les propriétés du matériau composite sont améliorées et mieux contrôlées, puisqu’il y a plus de fibres en section du matériau et que ces dernières sont mieux alignées dans le sens de la sollicitation mécanique. Cependant, les mèches sans traitement supplémentaire ne peuvent pas être utilisées en tissage, du fait de leurs trop faibles propriétés mécaniques en traction. Une amélioration au moyen d’un traitement chimique des mèches a été proposée et réalisée. Elle permet d’augmenter les propriétés des mèches et des préformes sans pour autant dégrader les propriétés des fibres ni celles des composites. Ce traitement permet également de réduire les casses et arrêts de production en tissage ainsi que de substituer à l’utilisation de fils dans le sens chaine des tissus. Les matériaux composites ainsi produits ont des propriétés similaires voire supérieures à celles qui sont obtenues avec des préformes déjà commercialisées mais non optimisées pour des applications composites. Grâce à ces résultats, les propriétés des préformes seront par la suite optimisées pour répondre au cahier des charges de certaines applications composites visées.
Les auteurs remercient l’entreprise Linificio et Canapificio Nazionale (LCN) pour la fourniture des mèches de chanvre utilisés dans cette étude. Ce travail a été réalisé dans le cadre du projet SSUCHY, financé par « Bio Based Industires Joint Undertaking » sous le programme de recherche et d’innovation « European Union’s Horizon 2020 » avec la convention de subvention n° 774349.
[1] Dittenber, D.B., Ganga Rao, H.V.S. (2012). Critical review of recent publications on use of natural composites in infrastructure. Composites Part A: Applied Science and Manufacturing, 43(8): 1419‑1429. http://dx.doi.org/10.1016/j.compositesa.2011.11.019
[2] Misnon, M.I., Islam, M.M., Epaarachchi, J.A., Lau, K. (2014). Potentiality of utilising natural textile materials for engineering composites applications. Materials & Design, 59: 359‑368. http://dx.doi.org/10.1016/j.matdes.2014.03.022
[3] Blanchard, J.M.F.A., Sobey, A.J., Blake, J.I.R. (2016). Multi-scale investigation into the mechanical behaviour of flax in yarn, cloth and laminate form. Composites Part B: Engineering, 84: 228‑235. http://dx.doi.org/10.1016/j.compositesb.2015.08.086
[4] Omrani, F. (2017). Caractérisation de la variabilité des propriétés mécaniques aux échelles fils, renforts et composites à base de lin (Thèse de doctorat en Mécanique des solides, des matériaux, des structures et des surfaces). Université de Lille 1.
[5] Ku, H., Wang, H., Pattarachaiyakoop, N., Trada, M. (2011). A review on the tensile properties of natural fiber reinforced polymer composites. Composites Part B: Engineering, 42(4): 856‑873. http://dx.doi.org/10.1016/j.compositesb.2011.01.010
[6] Shahzad, A. (2012). Hemp fiber and its composites - a review. Journal of Composite Materials, 46(8): 973‑986. http://dx.doi.org/10.1177/0021998311413623
[7] Wambua, P., Ivens, J., Verpoest, I. (2003). Natural fibres: Can they replace glass in fibre reinforced plastics? Composites Science and Technology, 63: 1259‑1264. http://dx.doi.org/10.1016/S0266-3538(03)00096-4
[8] Goutianos, S., Peijs, T. (2003). The optimisation of flax fibre yarns for the development of high-performance natural fibre composites. Advanced Composites Letters, 12(6): 237‑241. http://dx.doi.org/10.1177/096369350301200602
[9] Omrani, F., Wang, P., Soulat, D., Ferreira, M. (2017). Mechanical properties of flax-fibre-reinforced preforms and composites: Influence of the type of yarns on multi-scale characterisations. Composites Part A: Applied Science and Manufacturing, 93: 72‑81. http://dx.doi.org/10.1016/j.compositesa.2016.11.013
[10] Zaidi, B.M., Zhang, J., Magniez, K., Gu, H., Miao, M. (2017). Optimizing twisted yarn structure for natural fiber-reinforced polymeric composites. Journal of Composite Materials, 52(3): 373-381. http://dx.doi.org/10.1177/0021998317707333
[11] Bensadoun, Farida. (2016). In-service behaviour of flax fibre reinforced composites for high performance applications. KU Leuven.
[12] Torres, J.P., Vandi, L.J., Veidt, M., Heitzmann, M.T. (2017). The mechanical properties of natural fibre composite laminates: A statistical study. Composites Part A: Applied Science and Manufacturing, 98: 99‑104. http://dx.doi.org/10.1016/j.compositesa.2017.03.010
[13] Madsen, B., Hoffmeyer, P., Thomsen, A.B., Lilholt, H. (2007). Hemp yarn reinforced composites – I. Yarn characteristics. Composites Part A: Applied Science and Manufacturing, 38(10): 2194‑2203. http://dx.doi.org/10.1016/j.compositesa.2007.06.001
[14] Sepe, R., Bollino, F., Boccarusso, L., Caputo, F. (2018). Influence of chemical treatments on mechanical properties of hemp fiber reinforced composites. Composites Part B: Engineering, 133: 210‑217. http://dx.doi.org/10.1016/j.compositesb.2017.09.030
[15] AFNOR. (1985). NF G00-001 - Textiles - Glossary of standardized terms.
[16] AFNOR. (1988). NF G07-316 - Textiles - Tests of yarns - Determination of linear density.
[17] AFNOR. (2011). NF G07-079 - Textiles - Testing threads - Determining the twisting of threads by untwisting/retwisting with a double re-test.
[18] AFNOR. (2010). NF EN ISO 2062 - Textiles - Yarns from packages - Determination of single-end breaking force and elongation at break using constant rate of extension (CRE) tester.
[19] Dhakal, H.N., Zhang, Z. (2015). The use of hemp fibres as reinforcements in composites. In Biofiber Reinforcements in Composite Materials, 3: 86‑103. Woodhead Publishing. http://dx.doi.org/10.1533/9781782421276.1.86
[20] Bensadoun, F., Verpoest, I., Baets, J., Müssig, J., Graupner, N., Davies, P., Gomina, M., Kervoelen, A., Baley, C. (2017). Impregnated fibre bundle test for natural fibres used in composites. Journal of Reinforced Plastics and Composites, 36(13): 942‑957. http://dx.doi.org/10.1177/0731684417695461
[21] AFNOR. (1996). NF EN ISO 5084 - Textiles - Determination of thickness of textiles and textile products.
[22] AFNOR. (1998). NF EN 12127 - Textiles - Fabrics - Determination of mass per unit area using small samples.
[23] AFNOR. (1995). NF EN ISO 9237 - Textiles - Determination of permeability of fabrics to air.
[24] AFNOR. (2017). NF ISO 7211-3 - Textiles - Woven fabrics - Construction - Methods of analysis - Part 3: determination of crimp of yarn in fabric.
[25] ISO. (2011). ISO 4604 - Reinforcement fabrics - Determination of conventional flexural stiffness - Fixed-angle flexometer method.
[26] AFNOR. (2013). NF EN ISO 13934-1 - Tensile properties of fabrics - Part 1: determination of maximum force and elongation at maximum force using the strip method.
[27] Rudov-Clark, S., Mouritz, A.P., Lee, L., Bannister, M.K. (2003). Fibre damage in the manufacture of advanced three-dimensional woven composites. Composites Part A: Applied Science and Manufacturing, 34: 963‑970. http://dx.doi.org/10.1016/S1359-835X(03)00213-6
[28] AFNOR. (2009). NF EN ISO 527 - Plastics - Determination of tensile properties.