Rajmohan Kesavalu | Senthil Ramamoorthy*
© 2020 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
Incremental forming is a novel process which proves to be an effective and alternative method for the production of economically low-volume functional products. The process exhibits a potential to manufacture three dimensional parts without the use of dedicated dies. The paper describes the technique of using CNC milling machine and hemispherical shaped tool which aids in the formation of final shape of the component by a series of step deformation. The associated attributes pertinent to the analysis are forming angle, roughness characteristics and thickness distribution. Finite element modeling using ABAQUS were carried out and results were compared and validated.
incremental forming, CNC, Finite element, ABAQUS
Sheet metal forming occupies an important position in the field of manufacturing, especially for automobile and aerospace industries due to its characteristic features like low cost, weight reduction and surface finish. Conventional forming of sheet metal does not satisfy the requirement of production of components on low volume basis and not suitable for products with short cycle and lead time. To meet the needs of small batch production, Incremental sheet forming is considered a substitute to achieve the desired properties [1].
Magnesium alloys are the lightest metals being used in the field of engineering. They replace Aluminium and steel in automobile and aerospace industries to meet the light weight requirement [2]. Radu [3] studied the formability characteristics of DC01carbon steel, 304 stainless steel, Ti-6Al-4V titanium alloy and AA-1050 alloy. It was concluded that forming of Aluminium and carbon steel is carried out without any fracture at room temperature when compared to titanium which is formed under warm condition. Stainless steel could also be successfully formed without defect and a forming angle of 800 was attained at room temperature with the maximum depth of 75 mm.
Emmens and van den Boogaard [4] studied the deformation mechanisms in incremental sheet forming and inferred that the behavioral characteristics of material in terms of formability be ascribed by the maximum draw angle and forming limit diagram. Durante et al. [7] inferred the surface roughness and formability characteristics of the component produced by incremental forming of AA7075-O. It was inferred that roughness value drops with rise in coefficient of friction and formability depends on step depth and diameter of the tool.
Petek et al. [8] investigated the prospective providing hard coating on the incremental forming based on tribological thermal point of view and analyzed that poor adhesion of the coating due to frictional properties may lead to deterioration of the coating further leading to damage of the tool. It was also concluded that tool temperature increases with increase in friction coefficient
Jackson and Allwood [9] studied the deformation mechanism in copper sheets using incremental forming technique by single- and two-point methods. It was found that because of the tool-work interface friction the tool induces shear stresses which is considered as the prime factors of strain. Lemes et al. [10] studied the wrinkling behavior in incremental sheet metal forming using buckling analysis and employed tools of different diameters. Experimental and numerical results were compared and concluded that tool of larger radius has less influence on buckling force and wrinkling is more pronounced in thinner sheets compared to thicker sheets.
Huang et al. [11] evaluated the formability characteristics of textured AZ31B magnesium alloy under various temperature conditions. It was observed that deformation of grains was higher near the surface than at the center and nominal size of the grain is from 7.2 µm and 7.5µm respectively. Ji and Park [12] studied the incremental forming of magnesium alloy under warm condition and found that grains were equi-axed while deformation increased and decreased gradually during recrystallization. Park and Kim [13] performed finite element analysis on the incrementally formed component namely cone of various geometries using PAM-STAMP. It was found that variations in the process parameters between Numerical and experimental fairly agrees well.
Suresh and Regalla [14] studied the strain behavior of the formed component using LS-Dyna. They concluded that effective strain was observed in parts with maximum wall angle. Yamashita et al. [15] studied the material deformation behavior by adapting DYNA 3D. It was found that the results of numerical and experimental methods deviate which is attributable to the spring back effect experienced with increase in forming depth.
Neugebauer et al. [16] performed microstructural studies on incrementally formed magnesium –aluminium composite. It was found that a homogeneous interface was formed between under the given test condition. Chang et al. [17] studied the formability of AZ31 sheet under annealing condition of 30000 C. AZ31 were perceptive to variation in temperature and strain rate. The ductility behavior showed an increasing trend from 18 to 50 % for 2000 c and reached up to 100 % at 4000C.
Magnesium alloy is considered as one of the suitable candidates offering light weight characteristics and occupies a prominent position in aerospace, its related components, trucks and automobile sectors. It is inferred that incremental forming and confederated studies were performed on various grades of Aluminium and AZ31B alloys. But the study report confined to features like wall angle, roughness characteristics, distribution of stress, strain and thickness resulting from finite element on the formed AZ61A cylindrical cup is limited. Hence the present study focuses on these parameters to map the gap.
The incremental forming carried out using Vertical Machining Centre is shown in Figure 1.
Figure 1. Experimental Set-up
The forming process begins with the restrainment of 200 x 200 mm sheet on the fixture clamped on the CNC vertical machining center bed. Based on the generation of the tool path the hemispherical ended tool progresses on the sheet producing localized deformation to form the final geometry. The factors assumed during the process are (a) Isotropic nature of the material in all directions; (b)Rigid constraint on the periphery; (c) Deformation during forming is consistent and sustained.
Table 1. Chemical Composition
|
Element |
Content [%] |
|
Mg |
92 |
|
Al |
5.8-7.20 |
|
Zn |
0.4-1.5 |
|
Mn |
0.15 |
|
Si |
0.10 |
|
Cu |
0.050 |
|
Ni |
0.005 |
|
Fe |
0.005 |
The AZ61A Magnesium alloy is initially subjected to heat treatment in Muffle furnace maintained at a temperature of 1100 C and kept under that condition for 6 hours [5,6]. Later, it is cooled to attain an annealed state to enhance the formability characteristics. The process starts with the movement of the tool at constant step depth in the axial direction. On completion of the first layer the tool increments to the next depth and so on till the final generation of the component is facilitated. The material considered for study is AZ61A of 1.5 mm thickness. The chemical constituents of the alloy are given in Table 1.
The schematic view of the incremental forming process is shown in Figure 2.
Figure 2. Schematic view of Incremental forming
The incrementally formed cylindrical cup with a dimension of 50 mm diameter was investigated and shown in Figure 3.
Figure 3. Incrementally formed cylindrical cup
The performance of incremental forming process by hemispherical ended tool is assessed based on attributes like wall angle, roughness characteristics and thickness distribution. The influence of tool diameter on roughness characteristics for various step depths is depicted in Figure 4.
The graph revealed that surface roughness showed a rising trend with ascending step depth and starts decrementing with increase in diameter of the tool. The textured surface is ordained by progressive accumulation of spinodes one over the other at the tool-work interface. Increase in diameter with incremental step depth leads to the closure of the neighboring spinodes. With the usage of larger diameter tool, the spinodes becomes shallow. Moreover, the concentration of strain is more pronounced at the juncture of the tool-work surface or the deformation zone with smaller diameter tool. On increasing the tool diameter, the strain is distributed over larger area. The tool diameter exerts an effect on the surface finish. These results studies are in good agreement with the with the findings of the Ham et al. [18]. The studies reveal that with increasing tool radius there is a reduction in contact pressure facilitating smoothened section.
Figure 4. Variation of incremental step depth with surface roughness
Wall angle shows a dwindling strategy with increase in incremental step depth as illustrated in Figure 5.
Figure 5. Variation of incremental step depth with Wall angle
As the step depth increases the sheet is more stretched and stressed. Once the forming process is completed because of spring-back effect the sheet undergoes relaxation process and thereby lower order of wall angle is pronounced. The formability is enhanced with reduction in tool diameter. With reduction in tool diameter the efficacious functional contact at the tool sheet zone diminishes eventually leading to stress reduction and subsequent drop in temperature.
3.1 FEM Simulation
In real conditions achieving the performance of forming process through Numerical simulation is limited in industrial sectors. To achieve greater accuracy Finite element analysis helps to predict the non-linearity behavior and at the same time develop a parametric study to assess the final geometry of the sheet metal blank. Simulation studies on incremental forming is carried out using the standard Finite element software ABAQUS [19].
The forming process is carried out with the provision of coolant oil for the dissipation of heat. Hence minimum coefficient of friction of 0.1 is assumed. Axisymmetric shell elements were used for modeling the blank. Isotropic plasticity model was assigned to the elements. The material properties considered for the FEM study are shown in Table 2.
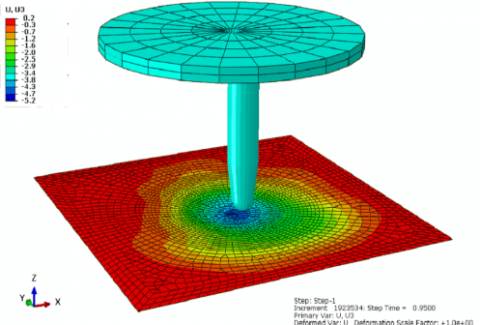
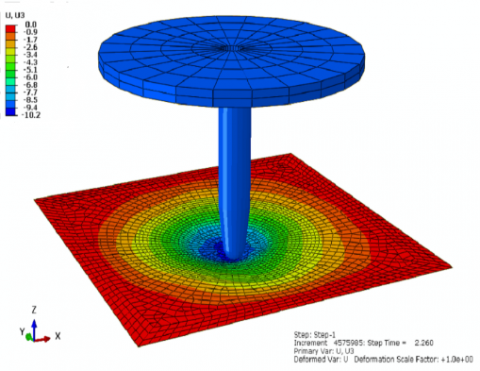
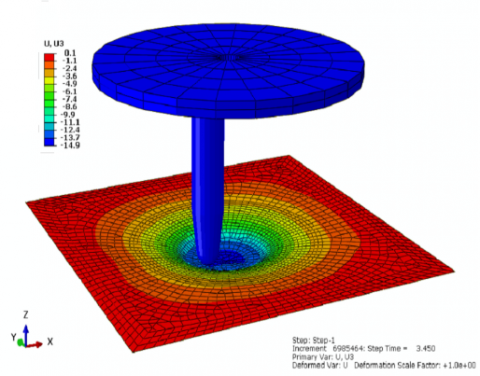
(a) Displacement at a depth of 5 mm
(b) Displacement at a depth of 10 mm
(c) Displacement at a depth of 15 mm
(d) Displacement at a depth of 20 mm
Figure 6. Various stages of forming
Table 2. Material Properties
|
Variable |
Value |
|
Density (Kg/m3) |
1800 |
|
Youngs Modulus (N/m2) |
44.8x109 |
|
Poisson’s Ratio |
0.35 |
|
Friction coefficient |
0.1 |
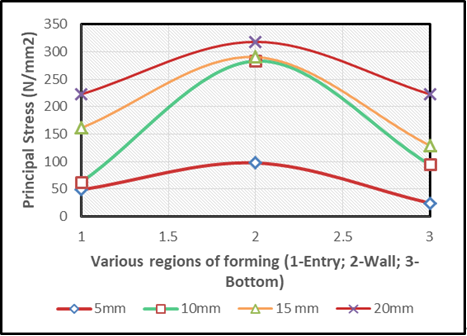
Figure 7. Effective stresses for various depth of forming
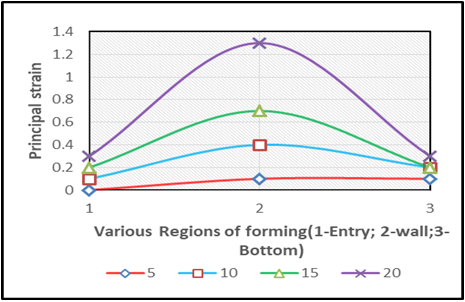
3.1.2 Inference on effective strain
The effective strain distribution for different depth of forming is shown in Figure 8.
Figure 8. Effective strains for various depth of forming
As the hemispherical tool progresses maximum strain is experienced in the wall region when compared to other regions. The material undergoes stretching pushing the material in the sliding direction of the wall. The bottom portion undergoes the least strain.
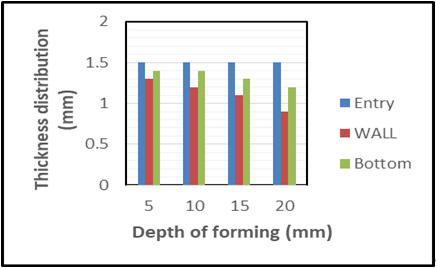
3.1.3 Thickness distribution
The thickness distribution for various depth of forming is shown in Figure 9.
It is inferred that as the forming advances from the entry point of the sheet metal towards the wall portion for various depth of forming the hemispherical tool propels the material in the descending direction thereby the stretching action is more concentrated in the wall region thereby reduction in thickness which is attributable to the higher order of effective plastic strain. Material deformation at the bottom is minimal thereby the region experiences least reduction in thickness.
Figure 9. Thickness distribution at distinct regions of the cup
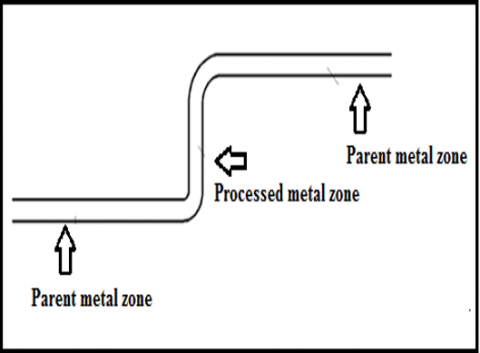
3.2 Hardness survey
The cross section of the cup showing the regions is shown in Figure10. The regions are designated as Parent Zone (A) and Processed Zone (B). The hardness value measured using Vickers hardness tester as per ASTM standard is shown in Table 3.
Figure 10. Thickness distribution at distinct regions of the cup
Table 3. Hardness measurement
|
S.NO |
Distance in depth direction |
Hardness @0.2kg load (Hv) |
|
|
Parent Zone |
Processed Zone |
||
|
1 |
0 |
84.4 |
86.5 |
|
2 |
0.2 |
89.6 |
91.7 |
|
3 |
0.4 |
99.4 |
101.5 |
|
4 |
0.6 |
107.3 |
109.8 |
|
5 |
0.8 |
110.9 |
111.2 |
|
6 |
1 |
114.5 |
116.6 |
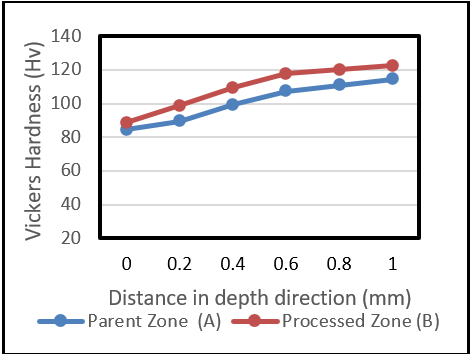
Figure 11. Hardness survey at various zones
The strain hardening or work hardening effect at the process zone is noticeable with the enhancement in hardness compared to the parent zone. The hardness survey at different zones is shown in Figure 11.
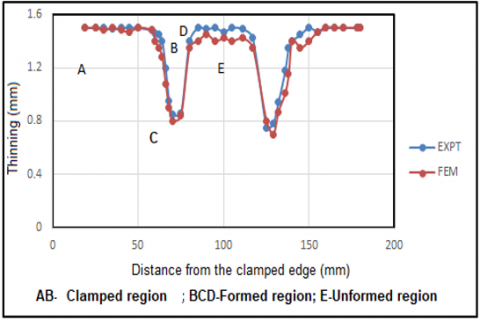
3.3 Thinning analysis
The observed variation in thinning between experiment and FEM is shown in Figure 12.
The observed error percentage between the experimental and FEM is shown in Table 4.
In the clamped region of 1.5 mm thick sheet the percentage error variation of around 1.33% is observed. It may be due to un-evenness of the sheet. The material is stretched in the downward direction and the wall region experiences tensile stressing. The deformation is initially bending followed by shear. The material at the bottom undergoes severe plastic deformation. E is the unformed region where the thickness is close to the sheet thickness. The annealed state of the magnesium sheet also contributes to pull in the wall region resulting in waning /thinning effect.
Figure 12. Thinning variation
Table 4. Error Percentage
|
S.NO |
EXP |
FEM |
ERROR (%) |
|
1 |
1.5 |
1.48 |
1.33 |
|
2 |
1.35 |
1.28 |
5.18 |
|
3 |
1.49 |
1.45 |
2.68 |
In the undeformed bottom portion of 1.5 mm thickness cup the percentage error between the experimental and FEM is around 2.68%. The deviation is based on spring back effect which occurs for each rotational displacement of the tool and also during the last stage of the forming in terms of unloading and releasing from the constraint [20].
The numerical representation of the process confirms that the finite element method can be successfully employed to inspect the various potential of the incremental forming processes. The mechanics of deformation in the profile forming of AZ61A magnesium alloy for different tool diameter was investigated and numerically compared. The following conclusions were arrived at.
(1). The wall angle steeps down with rise in step depth and tool diameter;
(2). Surface roughness drops down with increase in tool diameter and step depth;
(3). Hardness is improved at the zone subjected to incremental forming compared to parent zone;
(4). The error lies between the experimental and FEM simulation for a Magnesium sheet of 1 mm thickness. The thinning varies from 1.33% at the clamped region, down to 5.18% in the formed region while the unformed bottom region experiences thinning of 2.68% at the corner of the formed part.
The results and conclusions obtained from this research helps to deploy incremental forming process as an alternative to conventional forming and make it a suitable candidate for customized mass production especially in aerospace and automotive sectors when compared to rapid prototyped tool. It yields good formability and improved surface finish, hardness with substantial reduction in punch and die cost. The analysis of stress and strain levels helps to arrive at a safe zone of working with the Magnesium alloy without hampering the forming process.
[1] Leacock, A.G. (2012). The future of sheet metal forming research. Materials and Manufacturing Processes, 27(4): 366-369. https://doi.org/10.1080/10426914.2011.551960
[2] Fouad, Y., El Batanouny, M. (2011). Effect of surface treatment on wear behavior of magnesium alloy AZ31. Alexandria Engineering Journal, 50(1): 19-22. https://doi.org/10.1016/j.aej.2011.01.003
[3] Radu, C. (2010). Determination of Formability Limit of some Materials Processed by Single Point Incremental Forming. In Proceedings of the 3rd WSEAS International Conference on Manufacturing Engineering, Quality and Production Systems (MEQAPS’11), pp. 40-44.
[4] Emmens, W.C., van den Boogaard, A.H. (2007). Strain in shear, and material behaviour in incremental forming. Key Engineering Materials, 344: 519-526. https://doi.org/10.4028/www.scientific.net/KEM.344.519
[5] Kumar, P.M., Vijayan, V., Kumar, B.S., Vivek, C.M., Dinesh, S. (2018). Computational analysis and optimization of spiral plate heat exchanger. Journal of Applied Fluid Mechanics, 11: 121-128.
[6] Avudaiappan, T., Vijayan, V., Pandiyan, S.S., Saravanan, M., Dinesh, S. (2018). Potential flow simulation through Lagrangian interpolation meshless method coding. Journal of Applied Fluid Mechanics, 11: 129-134.
[7] Durante, M., Formisano, A., Langella, A. (2011). Observations on the influence of tool-sheet contact conditions on an incremental forming process. Journal of Materials Engineering and Performance, 20(6): 941-946. https://doi.org/10.1007/s11665-010-9742-x
[8] Petek, A., Podgornik, B., Kuzman, K., Čekada, M., Waldhauser, W., Vižintin, J. (2008). The analysis of complex tribological system of single point incremental sheet metal forming-SPIF. Strojniški vestnik, 4(54): 266-273.
[9] Jackson, K., Allwood, J. (2009). The mechanics of incremental sheet forming. Journal of Materials Processing Technology, 209(3): 1158-1174. https://doi.org/10.1016/j.jmatprotec.2008.03.025
[10] Lemes, S., Zaimovic-Uzunovic, N. (2008). Using buckling analysis to predict wrinkling in incremental sheet metal forming. Strojniski Vestnik, 54(2): 115-121.
[11] Huang, G.S., Zhang, H., Gao, X.Y., Song, B., Zhang, L. (2011). Forming limit of textured AZ31B magnesium alloy sheet at different temperatures. Transactions of Nonferrous Metals Society of China, 21(4): 836-843. https://doi.org/10.1016/S1003-6326(11)60790-5
[12] Ji, Y.H., Park, J.J. (2008). Incremental forming of free surface with magnesium alloy AZ31 sheet at warm temperatures. Transactions of Nonferrous Metals Society of China, 18: s165-s169. https://doi.org/10.1016/S1003-6326(10)60195-1
[13] Park, J.J., Kim, Y.H. (2003). Fundamental studies on the incremental sheet metal forming technique. Journal of Materials Processing Technology, 140(1-3): 447-453. https://doi.org/10.1016/S0924-0136(03)00768-4
[14] Suresh, K., Regalla, S.P. (2014). Effect of mesh parameters in finite element simulation of single point incremental sheet forming process. Procedia Materials Science, 6: 376-382. https://doi.org/10.1016/j.mspro.2014.07.048
[15] Yamashita, M., Gotoh, M., Atsumi, S.Y. (2008). Numerical simulation of incremental forming of sheet metal. Journal of Materials Processing Technology, 199(1-3): 163-172. https://doi.org/10.1016/j.jmatprotec.2007.07.037
[16] Neugebauer, R., Meinel, S., Glaß, R., Popp, M. (2010). Characterization of contact tensions during incremental forming of metal composites. International Journal of Material Forming, 3(1): 667-670. https://doi.org/10.1007/s12289-010-0858-1
[17] Chang, Q.F., Li, D.Y., Peng, Y.H., Zeng, X.Q. (2007). Experimental and numerical study of warm deep drawing of AZ31 magnesium alloy sheet. International Journal of Machine Tools and Manufacture, 47(3-4): 436-443. https://doi.org/10.1016/j.ijmachtools.2006.06.013
[18] Ham, M., Powers, B., Brown, C., Jeswiet, J., Hamilton, K. (2009). Roughness evaluation of single point incrementally formed surfaces. Trans NAMRI/SME, 37: 411-418.
[19] Echrif, S.B.M., Hrairi, M. (2011). Research and progress in incremental sheet forming processes. Materials and Manufacturing Processes, 26(11): 1404-1414. https://doi.org/10.1080/10426914.2010.544817
[20] Shanmuganatan, S.P., Kumar, V.S. (2013). Metallurgical analysis and finite element modelling for thinning characteristics of profile forming on circular cup. Materials & Design, 44: 208-215. https://doi.org/10.1016/j.matdes.2012.07.042