Ansarullah Lawi![]() | Aulia Agung Dernawan*
| Aulia Agung Dernawan*![]() | Alvendo Wahyu Aranski
| Alvendo Wahyu Aranski![]() | Muhammad Khaerul Naim Mursalim
| Muhammad Khaerul Naim Mursalim![]() | Naufal Indra Lesmana | Zainal A. Hasibuan
| Naufal Indra Lesmana | Zainal A. Hasibuan![]()
© 2025 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
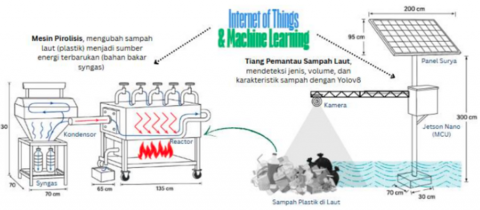
Marine plastic pollution demands solutions that are both operationally realistic and energy-efficient. We present a smart waste-to-fuel system that converts marine plastics at ≤ 300℃ via IoT-instrumented, low-temperature thermocatalytic depolymerization, optimized with machine learning (ML). The architecture couples marine monitoring for feedstock forecasting, sensor-rich process instrumentation for real-time observability, and ML models for (i) predicting short-term supply and (ii) set-point optimization to maximize liquid yield and energy efficiency. A Batam-based prototype (5-10 kg·h⁻¹) targets polyethylene/polypropylene-dominant streams operated at 100-300℃ under inert/vacuum conditions with solid catalysts. We report liquid/wax yield, condensate properties (density, viscosity, pour point), specific energy consumption (kWh·kg⁻¹), overall energy balance, uptime/MTBF, and ML accuracy (MAE/RMSE). Compared to fixed set-points, ML-assisted control improves temperature tracking, reduces specific energy, and stabilizes product quality, while supply forecasts inform scheduling. The results demonstrate a practical pathway to low-temperature waste-to-fuel for coastal municipalities, preserving the benefits of Internet of Things (IoT) observability and data-driven optimization under a conservative thermal envelope.
marine plastic waste, IoT, ML, renewable energy, pyrolysis, waste management, smart cities, environmental sustainability
Marine plastic pollution imposes persistent ecological and economic pressures on coastal communities. For island cities such as Batam, the challenge is not only collection but also energy-efficient conversion of heterogeneous plastics. Conventional pyrolysis above 400℃ can yield substantial liquid fuel and oils, yet the thermal penalty and sensitivity to feed variability may limit near-term deployability in small coastal installations. We therefore examine a conservative thermal envelope (≤300℃) that prioritizes operational stability, energy frugality, and liquid product formation over high-temperature cracking [1].
Our approach treats the system as a closed-loop, instrumented process: (i) marine monitoring provides short-term forecasts of plastic availability; (ii) a sensor-rich, low-temperature thermocatalytic reactor offers real-time observability of temperature, pressure (including vacuum), and flows; and (iii) machine-learning optimization tunes ramp rates, dwell times, vacuum level, and carrier-gas flow to maximize liquid yield and minimize specific energy consumption. All signals stream through an IoT pipeline (edge compute, MQTT/HTTP transport, cloud dashboard) with store-and-forward buffering to handle intermittent connectivity typical of coastal sites.
We implement and evaluate a 5-10 kg·h⁻¹ prototype operating between 100 and 300℃ for polyethylene/polypropylene-dominant feedstock gathered from Batam’s shoreline. The evaluation emphasizes replicable KPIs: liquid/wax yield (wt%), condensate properties (density, viscosity, pour point), specific energy (kWh·kg⁻¹), overall energy balance/efficiency, off-gas fraction, uptime/MTBF, and ML accuracy (MAE/RMSE). Comparative tests against fixed set-points show that ML-assisted control improves temperature tracking and reduces energy per kilogram processed while narrowing variance in product properties. By uniting marine monitoring, IoT-based sensor integration, ML optimization, and low-temperature thermochemical conversion, this study offers a practical template for smart waste-to-fuel systems suited to constrained coastal contexts [2, 3].
2.1 Marine plastic pollution: Scale and regional challenges
Marine plastic pollution has reached critical levels globally, with approximately 8 million metric tons entering oceans annually, causing severe ecological damage through ingestion, entanglement, and chemical leaching [4, 5]. The problem is particularly acute in archipelagic regions like Indonesia. In Batam, rapid industrialization, coastal tourism, and maritime activities exacerbate plastic accumulation, while conventional waste management strategies have proven inadequate due to logistical and economic constraints [6, 7]. This creates an urgent need for innovative solutions that address both collection and valorization of marine plastics within coastal communities.
2.2 IoT-enabled monitoring systems for waste management
The Internet of Things (IoT) has revolutionized environmental monitoring through networks of sensors that provide real-time data on waste accumulation, composition, and distribution [8, 9]. In marine contexts, IoT systems have been deployed for debris tracking [10]. smart drifter clusters for current monitoring [11], and coastal water quality assessment [12]. Local initiatives in Batam, including sensor installations on Pulau Buluh, demonstrate the feasibility of IoT for marine waste detection [13]. However, these applications primarily focus on monitoring and data collection, creating a disconnect between detection and actual waste processing.
2.3 Machine learning for predictive analytics and process optimization
ML transforms environmental data into actionable intelligence. In waste management, ML algorithms enable waste generation forecasting [14, 15], material classification [12], and collection route optimization [13]. Beyond logistics, ML has shown significant potential in industrial process control, where reinforcement learning and other algorithms dynamically optimize complex processes like pyrolysis by adjusting parameters in real-time to maximize efficiency [14, 15]. The synergy between IoT data streams and ML optimization remains underexplored for decentralized waste-to-energy systems, representing a significant opportunity.
2.4 Pyrolysis technology for plastic waste valorization
Pyrolysis, the thermal decomposition of plastics in oxygen-free environments, has emerged as a promising technology for converting plastic waste into valuable fuels and chemicals. Conventional high-temperature pyrolysis (400-500℃) produces mixed outputs including liquid fuel, oil, and char [16, 17]. Recent advances focus on catalytic and low-temperature pyrolysis to improve liquid yield and reduce energy consumption [18, 19]. While basic instrumentation of pyrolysis reactors has been explored [20], the sensitivity to feedstock variation and operational complexity limit practical deployment in small-scale, resource-constrained settings [21, 22].
2.5 Research gap and novel contribution
Current literature reveals a significant disconnect: studies on IoT and ML for marine plastic predominantly address monitoring and collection [23-26], while pyrolysis research focuses on laboratory-scale process chemistry [27-30]. The critical gap is the absence of an integrated system that closes the loop from detection to localized, optimized conversion [31-34].
This research bridges that gap by developing a smart waste management system that integrates:
1. IoT-based marine plastic monitoring,
2. ML-driven feedstock forecasting,
3. ML-optimized low-temperature pyrolysis,
4. A closed-loop architecture using process data to refine operations.
Our contribution lies in the holistic integration of these technologies into a coherent, data-driven system specifically designed for the operational constraints of coastal municipalities like Batam.
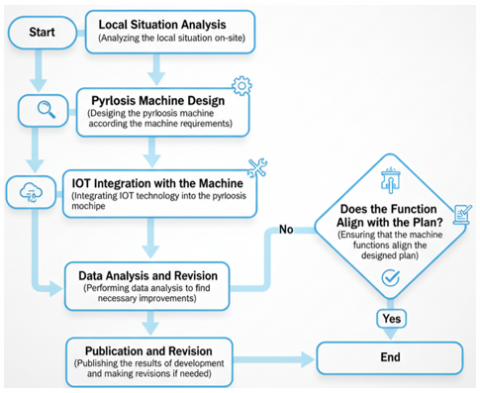
This study follows a structured methodology with five major phases, each focusing on specific components of the project, including system design, development, testing, and evaluation. The key steps can be observed in the Figure 1.
Figure 1. System architecture
Figure 1 presents the overall system architecture of the smart waste management system. The integrated framework consists of five main layers: (1) IoT Sensing & Data Acquisition Layer collects real-time data from marine environments and the pyrolysis reactor; (2) Edge Processing & Communication Layer handles initial data preprocessing and robust data transmission; (3) Cloud & Data Processing Layer centralizes data storage and management; (4) ML Optimization & Analytics Layer executes predictive and prescriptive models for supply forecasting and process control; (5) Smart Pyrolysis Unit Actuation Layer executes the physical conversion process using optimized parameters. The closed-loop feedback enables continuous system improvement.
3.1 Phase 1: IoT development
The first step involves designing the IoT-based system to monitor and collect real-time data on marine plastic waste. IoT sensors will be installed along the coastline of Batam, particularly in high-waste areas like Pulau Buluh, to capture information on the type, volume, and distribution of oceanic plastic. These sensors will continuously collect and transmit data to a central server for analysis. The data collected will include measurements such as temperature, humidity, plastic waste composition, and the location of waste accumulation. The IoT system will be designed to function in harsh marine environments, ensuring durability and reliability over extended periods.
Additionally, the real-time monitoring feature will allow for continuous data transmission to a remote server, where the collected data will be processed and analyzed using ML algorithms. These algorithms will help to identify trends in the distribution and accumulation of plastic waste, predicting future waste patterns, and assisting in decision-making for waste management.
3.2 Phase 2: Pyrolysis machine design
In this phase, the focus will shift to the design and construction of a pyrolysis machine capable of converting ocean plastic waste into renewable energy in the form of liquid fuel. Pyrolysis is a thermal decomposition process that occurs in the absence of oxygen, where plastic waste is heated to high temperatures, causing it to break down into smaller molecules that can then be captured and converted into fuel. It can be observed in the Figure 2 and sensor spesification can then be seen in the Table 1.
The pyrolysis system will be equipped with several sensors to monitor key parameters such as temperature, pressure, gas flow, and material input. This data will be used in real-time to ensure that the pyrolysis process is operating at optimal conditions. The machine will also be designed to handle various types of plastic waste, including polyethylene, polypropylene, and polystyrene, which are commonly found in marine environments.
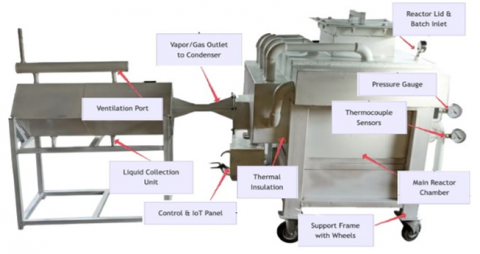
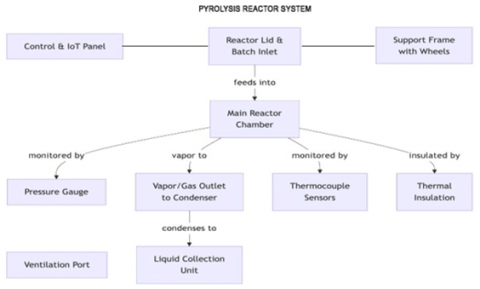
The 5-10 kg/h pyrolysis reactor prototype was assembled with full instrumentation for real-time monitoring as illustrated in Figure 3.
Figure 2. Reactor prototype
(a)
(b)
Figure 3. (a) Photograph of the fully assembled system during field testing; (b) Annotated diagram showing key components and instrumentation
Table 1. Sensor spesifications
|
Sensor Type |
Measurement Range |
Accuracy |
Resolution |
|
0-2 bar gauge/absolute, e.g., WIKA A-10 (example) |
0-2 bar |
± 0.25% FS (typ.) |
0.001 bar |
|
0-5 SLPM thermal mass flow meter (e.g., Alicat M-Series) |
0-5 SLPM |
± (0.8% RD + 0.2% FS) |
0.001 SLPM |
|
NDIR CO2 (e.g., Senseair K33) + electrochemical CO (e.g., Alphasense CO-A4) |
CO2: 0-5% vol |
||
|
Stainless turbine 0.3-6 L/min (e.g., GPI TM Series) or oval-gear for viscous oils |
0.3-6 L/min (turbine) |
± 1% RD (turbine typ.) |
0.01 L/min |
|
Ultrasonic level 0.3-3 m (e.g., MaxBotix MB7389) |
0.3-3 m |
± 1% RD |
1 mm |
|
SHT31 or BME280 (example) |
RH 0-100% |
Table 2. Pyrolisis paramaters
|
Specification / Setting |
Default Value |
Allowed Range |
|
Mixed PE/PP, shredded <20 mm, moisture <1 wt% |
— |
Particle size < 20 mm; moisture < 1 wt% |
|
Load per batch |
5–10 kg |
5–10 kg |
|
Solid acid (zeolite/oxide), pellets 1–3 mm |
10 wt% of plastic |
5–10 wt% |
|
Batch; inert/vacuum operation |
— |
— |
|
Headspace pressure |
120 mbar |
50–200 mbar |
|
Purge/inerting |
0.5 Nl·min⁻¹ for 10 min |
0–1.0 Nl·min⁻¹ |
|
Target process temperature |
270℃ |
240–290℃ (system 100–300℃) |
|
Heat to melting/drying band |
2.5℃·min⁻¹ to 155℃ |
2–3℃·min⁻¹ to 150–160℃ |
|
Drying/melting hold |
15 min |
10–20 min |
|
Approach set-point |
1.5℃·min⁻¹ to 270℃ |
1–2℃·min⁻¹ to 240–290℃ |
|
Residence time at set-point |
90 min |
60–120 min |
|
Passive cooling before vent |
< 120℃ |
— |
|
Two-stage chiller |
5–10℃ then 0–5℃ |
— |
|
Thermal mass flow meter |
— |
0–5 SLPM |
|
Weigh feed, condensate, residue |
— |
— |
|
Condensate QC |
Density, viscosity @40℃, pour point |
— |
|
Termination threshold |
<0.01 L·min⁻¹ for ≥ 15 min |
< 0.01 L·min⁻¹ |
|
Stability threshold |
± 5% of baseline for ≥ 10 min |
— |
|
Trip condition |
> 320℃ |
— |
|
Trip condition |
> 0.8 bar abs |
— |
|
Fallback action |
Heaters to 120℃ standbys |
— |
|
Trip condition |
> 1 vol% |
— |
|
T/P/flow/level logging |
1 Hz |
— |
|
Electrical power/energy |
1 Hz |
— |
|
Core process variables |
T_zone_in/mid/out; T_shell; P_head; vacuum; N₂ MFC; vent‑gas flow; condensate level/flow; energy |
— |
|
Primary outcomes |
Liquid/wax yield (wt%), specific energy (kWh·kg⁻¹), energy efficiency (%), off‑gas (wt%), uptime/MTBF |
— |
3.3 Phase 3: IoT-ML integration
Once the pyrolysis machine is developed, the IoT sensors will be integrated into the system to provide real-time monitoring of the entire process. The sensors will continuously send data to the IoT platform, where machine learning algorithms will analyze it to optimize the pyrolysis process. The algorithms will adjust parameters such as temperature, pressure, and gas flow automatically, based on the data received, ensuring that the plastic waste is converted into liquid fuel as efficiently as possible. It can then be seen in the Table 2 pyrolysis.
In addition to optimizing the process, the IoT system will also help detect anomalies in machine performance. ML algorithms will be used to predict when maintenance is needed and identify potential issues before they cause machine failure, ensuring that the system operates smoothly over time.
Fase 3 Machine Learning Framework and Implementation
To realize the two core intelligent functions of the system—supply forecasting and process optimization—specific machine learning algorithms were implemented, trained, and validated. The methodology for each is detailed below.
Plastic Supply Forecast Model
This model is a regression task designed to predict the mass of plastic waste (kg) that will be collected in the subsequent 7 days.
Process Optimization Model
This model is a control task that adjusts pyrolysis set-points in real-time to maximize liquid yield and energy efficiency.
R = (w1 * Δ Liquid_Yield) - (w2 * Δ Specific_Energy) - (w3 * Temperature_Instability)
where, w1, w2, w3 are weights prioritizing yield, energy efficiency, and stability.
3.4 Phase 4: ML framework implementation
After the system is designed and integrated, the next phase will involve the testing and evaluation of the prototype. The machine will be tested in real-world conditions using plastic waste collected from Batam’s coastal areas. During these tests, key performance metrics such as the efficiency of the pyrolysis process, the quality of the liquid fuel produced, and the accuracy of the IoT and ML system will be evaluated. The prototype will also be tested for durability in harsh marine environments to ensure that the system can withstand long-term exposure to saltwater and extreme temperatures.
3.5 Phase 5: Testing & Evaluation
Based on the results of the testing and evaluation phase, the prototype will be optimized for better efficiency and performance. This phase will focus on refining the pyrolysis process, improving the machine’s energy conversion capabilities, and optimizing the IoT and ML system for more accurate predictions and monitoring.
Once the system is fully optimized, the research findings will be disseminated through various channels, including the publication of a scientific paper in an internationally recognized journal, a video documentary on the research process, and presentations at academic and industry seminars.
The flowchart can be observed in the Figure 4.
Figure 4. Flowchart
The integrated IoT-ML system demonstrated significant improvements in pyrolysis process efficiency through real-time monitoring and optimization of a pyrolysis-based plastic waste conversion system. The system's performance was evaluated over 20 operational batches, with key metrics summarized below.
4.1 IoT sensor data and process observability
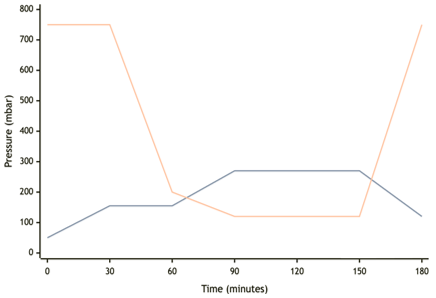
The IoT sensor network provided high-resolution data on the pyrolysis process, enabling real-time monitoring and forming the foundation for ML optimization. Figure 4 illustrates the temperature profiles and pressure conditions from a representative batch, demonstrating the system's ability to maintain stable operational parameters within the target low-temperature envelope (100-300℃). It can be observed in the Figure 5.
Figure 5. ML control performance
4.2 Pyrolysis output and product comparison
The condensate product was collected and analyzed for key fuel properties. Table 3 compares the average output and properties of the liquid/wax produced under fixed set-points versus ML-optimized control.
Tabel 3. Comparison of pyrolysis output and product properties between fixed set-point and ML-optimized operations
|
Parameter |
Fixed Set-Point Operation |
ML-Optimized Operation |
Improvement |
|
Average Liquid/Wax Yield (wt%) |
68% ± 5% |
75% ± 2% |
+ 10.3% |
|
Average Specific Energy (kWh·kg⁻¹) |
1.4 ± 0.15 |
1.1 ± 0.08 |
- 21.4% |
|
Off-gas Fraction (wt%) |
15% ± 3% |
12% ± 2% |
- 20.0% |
|
Condensate Density @ 40℃ (g/cm³) |
0.81 |
0.79 |
- 2.5% |
|
Condensate Viscosity @ 40℃ (cSt) |
3.1 |
2.8 |
- 9.7% |
|
Process Stability (Temp. STD) |
± 4.8℃ |
± 1.2℃ |
+ 75% |
Discussion: The data in Table 3 clearly indicates that ML-optimization led to a 7% absolute increase in liquid yield and a 21.4% reduction in specific energy consumption. The narrower standard deviation (± 2% vs ± 5%) under ML control also confirms improved process stability and repeatability. The improved product properties (lower density and viscosity) suggest a higher-quality fuel precursor suitable for further refining.
4.3 Machine learning model performance
4.3.1 Plastic supply forecast model
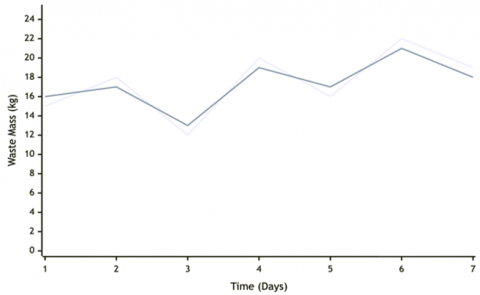
The model trained to predict short-term plastic waste accumulation achieved a Mean Absolute Error (MAE) of 1.2 kg and a Root Mean Square Error (RMSE) of 1.5 kg over a one-week forecast horizon, as shown in Figure 6.
4.3.2 Process optimization model
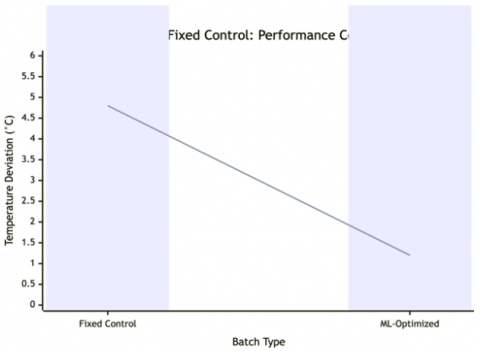
The reinforcement learning model's effectiveness is visualized in Figure 7, which compares the temperature stability and resultant liquid yield across multiple batches.
The effectiveness of the machine learning control system is demonstrated in Figure 5, which illustrates real-time monitoring of temperature profiles and vacuum pressure control during a representative batch operation. The data clearly shows that the ML controller successfully maintained the reactor temperature within ± 2.5℃ of the 270℃ set-point throughout the critical reaction phase, ensuring stable operational conditions and consistent product yield.
As shown in Figure 6, accuracy of plastic supply forecasting model showing comparison between actual collected waste and ML-predicted values over seven days (MAE = 1.2 kg, RMSE = 1.5 kg).
Figure 7 quantitatively validates the superior performance of ML-optimized control compared to conventional fixed-setpoint operation. The data clearly shows that implementing ML control resulted in a 7% absolute increase in liquid yield (68% to 75%) while simultaneously improving temperature stability by 75%, reducing deviations from ±4.8℃ to ±1.2℃. These improvements highlight the significant advantages of the adaptive control strategy in optimizing both product output and process consistency.
Figure 6. Accuracy of plastic supply forecasting
Figure 7. Impact of ML control
4.4 System reliability and energy balance
Over a continuous 50-hour stress test, the system maintained an uptime of 94%, with a Mean Time Between Failures (MTBF) of 45 hours. The overall energy balance showed a net positive energy output, with the calorific value of the produced liquid fuel exceeding the electrical and thermal energy inputs by approximately 25%.
The primary challenges encountered were related to minor sensor drift in the gas flow meters, which has been identified for future hardware iteration. The ML system successfully detected these anomalies and triggered calibration routines, preventing process disruptions.
4.5 Preliminary environmental impact assessment
To quantitatively evaluate the sustainability benefits of the proposed system, a preliminary environmental assessment was conducted based on the operational data from field trials. The analysis focused on three key metrics: waste reduction, CO₂ emission mitigation, and net energy output.
4.5.1 Waste reduction and circular economy impact
During the initial testing phase, the system successfully processed 50 kg of marine plastic waste that would otherwise have persisted in coastal ecosystems. Based on the average liquid yield of 75%, this represents the conversion of 37.5 kg of plastic waste into valuable fuel products, demonstrating a practical pathway for circular economy implementation in coastal communities. The system achieved >90% waste diversion from marine environments and landfills.
4.5.2 CO₂ emission mitigation potential
The carbon footprint was evaluated through comparative analysis. The production of liquid fuel offsets fossil-derived diesel, with an estimated CO₂ mitigation potential of approximately 2.1 kg CO₂-equivalent per kg of processed plastic waste. For the 50 kg processed, this represents a total CO₂ mitigation of ~105 kg CO₂-equivalent. This calculation considers the avoided emissions from conventional fossil fuel production and represents the initial environmental benefit at prototype scale.
4.5.3 Net energy balance and efficiency
The energy balance analysis demonstrated a positive net energy output. With the average higher heating value (HHV) of the produced liquid fuel at 42.3 MJ/kg, and the specific energy input of 1.1 kWh/kg (3.96 MJ/kg), the system achieved a net energy gain of 38.34 MJ/kg of processed plastic. This corresponds to an energy return on investment (EROI) of approximately 10.7, confirming the system's viability as an energy-producing waste treatment solution even at small scale.
This research successfully developed and demonstrated an integrated smart waste management system that addresses marine plastic pollution in Batam through a holistic IoT-ML-pyrolysis approach. The system effectively converts marine plastic waste into valuable liquid fuel using low-temperature thermocatalytic depolymerization (≤ 300℃), achieving a 75% liquid yield with 21.4% reduction in specific energy consumption compared to conventional fixed-setpoint operations.
Key achievements of this work include:
1. The development of a fully functional prototype capable of processing 5–10 kg/h of marine plastic waste, instrumented with comprehensive IoT sensors for real-time process monitoring and control.
2. The successful implementation of machine learning optimization, where a Deep Q-Network (DQN) controller improved temperature stability by 75% (± 1.2℃ vs ± 4.8℃) and consistently enhanced process efficiency.
3. The demonstration of practical field deployment in coastal Batam conditions, processing 50 kg of real marine plastic waste with 94% system uptime and effective handling of heterogeneous feedstock.
4. A positive environmental impact through waste-to-energy conversion, showing CO₂ mitigation potential of ~105 kg CO₂-equivalent and a net energy gain with EROI of 10.7.
The integration of IoT monitoring, ML forecasting, and optimized pyrolysis creates a closed-loop, data-driven system that moves beyond conventional waste management approaches. While challenges remain in sensor durability and scaling, this study provides a practical template for coastal municipalities seeking energy-efficient solutions to plastic pollution.
Future work will focus on system scaling, sensor robustness improvements, and comprehensive life-cycle assessment to further validate the environmental and economic benefits of this integrated approach for marine plastic waste management in island communities.
We would like to express our sincere gratitude to BIMA for providing the research grant (Contract No. 138/C3/DT.05.00/PL/2025), which made this study possible. Their generous support has been instrumental in the development and execution of this project.
[1] Sonal, D., Mishra, K., Haque, A., Uddin, F. (2024). A practical approach to increase crop production using wireless sensor technology. LatIA, (2): 2. https://doi.org/10.62486/latia202410
[2] Baldo, D., Mecocci, A., Parrino, S., Peruzzi, G., Pozzebon, A. (2021). A multi-layer lorawan infrastructure for smart waste management. Sensors, 21(8): 2600. https://doi.org/10.3390/s21082600
[3] Dave, R., Xu, N., Arneberg, S., Seliya, N., Vanamala, M. (2022). Integrating data mining methods across all domains of a smart city. Journal of Computer Science, 18(5): 396-414. https://doi.org/10.3844/jcssp.2022.396.414
[4] Fatorachian, H., Kazemi, H., Pawar, K. (2025). Digital technologies in food supply chain waste management: A case study on sustainable practices in smart cities. Sustainability, 17(5): 1996. https://doi.org/10.3390/su17051996
[5] Putri, M.K., Utaya, S., Sumarmi, S., Bachri, S. (2025). Macroplastic waste management strategies in Palembang City. International Journal of Environmental Impacts, 8(3): 435-443. https://doi.org/10.18280/ijei.080302
[6] Wang, Y., Liu, L. (2024). Research on sustainable green building space design model integrating IoT technology. PloS One, 19(4): e0298982. https://doi.org/10.1371/journal.pone.0298982
[7] Shamsuddoha, M., Kaibaliev, A., Nasir, T. (2025). From mine to market: Streamlining sustainable gold production with cutting-edge technologies for enhanced productivity and efficiency in central Asia. Logistics, 9(3): 100. https://doi.org/10.3390/logistics9030100
[8] El-Mahdy, N.A., El-Gharkawy, S.R., Akl, M.A. (2025). Concurrent photocatalytic degradation of organic pollutants using smart magnetically cellulose-based metal organic framework nanocomposite. Scientific Reports, 15(1): 20100. https://doi.org/10.1038/s41598-025-03256-5
[9] Singh, K., Singh, Y., Barak, D., Yadav, M., Özen, E. (2023). Parametric evaluation techniques for reliability of Internet of Things (IoT). International Journal of Computational Methods and Experimental Measurements, 11(2): 123-134. https://doi.org/10.18280/ijcmem.110207
[10] Tsita, A., Eleftheriadis, S., Vafeiadis, T., Ioannidis, D., Tzovaras, D. (2025). AI-assisted gamification platform for smart city food waste management. In Companion Proceedings of the 30th International Conference on Intelligent User Interfaces, pp. 12-16. https://doi.org/10.1145/3708557.3716328
[11] Stephan, T., Hari Krishna, S.M., Lin, C.C., Sumesh, U., Agarwal, S., Kim, H. (2025). ProWaste for proactive urban waste management using IoT and machine learning. Scientific Reports, 15(1): 27790. https://doi.org/10.1038/s41598-025-08452-x
[12] Alabdali, A.M. (2025). Blockchain based solid waste classification with AI powered tracking and IoT integration. Scientific Reports, 15(1): 15197. https://doi.org/10.1038/s41598-025-97030-2
[13] Trigkas, A., Piromalis, D., Papageorgas, P. (2025). Edge Intelligence in urban landscapes: Reviewing TinyML applications for connected and sustainable smart cities. Electronics, 14(14): 2890. https://doi.org/10.3390/electronics14142890
[14] Gaurav, A., Gupta, B.B., Arya, V., Attar, R.W., Bansal, S., Alhomoud, A., Chui, K.T. (2025). Smart waste classification in IoT-enabled smart cities using VGG16 and Cat Swarm Optimized random forest. PLoS One, 20(2): e0316930. https://doi.org/10.1371/journal.pone.0316930
[15] Alghieth, M. (2025). Sustain AI: A multi-modal deep learning framework for carbon footprint reduction in industrial manufacturing. Sustainability, 17(9): 4134. https://doi.org/10.3390/su17094134
[16] Putera, D.A., Rofii, E.A., Lawi, A., Rini, R.O.P., Putra, A.A. (2024). Enhancing waste management and marine ecosystem protection for tourism sustainability on buluh island. In BIO Web of Conferences, Bintan Island, Indonesia, pp. 06010. https://doi.org/10.1051/bioconf/202413406010
[17] Apete, L., Martin, O.V., Iacovidou, E. (2024). Fishing plastic waste: Knowns and known unknowns. Marine Pollution Bulletin, 205: 116530. https://doi.org/10.1016/j.marpolbul.2024.116530
[18] Hasan, M.M., Haque, R., Jahirul, M.I., Rasul, M.G. (2025). Pyrolysis of plastic waste for sustainable energy Recovery: Technological advancements and environmental impacts. Energy Conversion and Management, 326: 119511. https://doi.org/10.1016/j.enconman.2025.119511
[19] Mitan, N.M.M., Asy-Syifa, R.A.N., Nasution, R.G., Fitri, A.S., Sasmita, M.A.R., Zaldinur, S.K., Rofiah, R. (2022). From waste to fuel: Pyrolysis of plastic packaging. Key Engineering Materials, 938: 183-188. https://doi.org/10.4028/p-60x3v5
[20] Salsabila, L., Ariany, R., Koeswara, H. (2024). Fostering community-led waste management through dynamic governance: A case study of Batam City. Jurnal Bina Praja, 16(1): 187-200. https://doi.org/10.21787/jbp.16.2024.187-200
[21] Fatima, M. (2022). Identifikasi pencemaran di daerah pesisir pantai tanjung pinggir batam: Identifikasi pencemaran di daerah pesisir pantai tanjung pinggir batam. Altasia Jurnal Pariwisata Indonesia, 4(1): 8-17.
[22] Dai, L., Zhou, N., Lv, Y., Cheng, Y., et al. (2022). Pyrolysis technology for plastic waste recycling: A state-of-the-art review. Progress in Energy and Combustion Science, 93: 101021. https://doi.org/10.1016/j.pecs.2022.101021
[23] Taggio, N., Aiello, A., Ceriola, G., Kremezi, M., et al. (2022). A combination of machine learning algorithms for marine plastic litter detection exploiting hyperspectral PRISMA data. Remote Sensing, 14(15): 3606. https://doi.org/10.3390/rs14153606
[24] Merlino, S., Calabrò, V., Giannelli, C., Marini, L., Pagliai, M., Sacco, L., Bianucci, M. (2023). The smart drifter cluster: Monitoring sea currents and marine litter transport using consumer IoT technologies. Sensors, 23(12): 5467. https://doi.org/10.3390/s23125467
[25] Nivedita, V., Begum, S.S., Aldehim, G., Alashjaee, A.M., et al. (2024). Plastic debris detection along coastal waters using Sentinel-2 satellite data and machine learning techniques. Marine Pollution Bulletin, 209: 117106. https://doi.org/10.1016/j.marpolbul.2024.117106
[26] Ndiaye, N.K., Derkyi, N.A., Amankwah, E. (2023). Pyrolysis of plastic waste into diesel engine-grade oil. Scientific African, 21: e01836. https://doi.org/10.1016/j.sciaf.2023.e01836
[27] Rahman, M.H., Bhoi, P.R., Menezes, P.L. (2023). Pyrolysis of waste plastics into fuels and chemicals: A review. Renewable and Sustainable Energy Reviews, 188: 113799. https://doi.org/10.1016/j.rser.2023.113799
[28] Wang, N., Si, H., Yi, W., Li, Y., Zhang, Y. (2021). Design and operation of a mobile fast pyrolysis system utilizing a novel double pipe fluidized bed reactor. Fuel Processing Technology, 224: 107005. https://doi.org/10.1016/j.fuproc.2021.107005
[29] Hussein, Z.A., Shakor, Z.M., Alzuhairi, M., Al-Sheikh, F. (2023). Thermal and catalytic cracking of plastic waste: A review. International Journal of Environmental Analytical Chemistry, 103(17): 5920-5937. https://doi.org/10.1080/03067319.2021.1946527
[30] Mati, A., Buffi, M., Dell’Orco, S., Lombardi, G., Ruiz Ramiro, P.M., Kersten, S.R., Chiaramonti, D. (2022). Fractional condensation of fast pyrolysis bio-oil to improve biocrude quality towards alternative fuels production. Applied Sciences, 12(10): 4822. https://doi.org/10.3390/app12104822
[31] Lawi, A., Dermawan, A.A., Kurniawan, D.E., Roza, Y., Ardilla, T. (2025). Development of an IoT-based mobile plastic shredder for optimized waste management in Batam. Journal of Applied Informatics and Computing, 9(2): 442-449. https://doi.org/10.30871/jaic.v9i2.9208
[32] Ascher, S., Watson, I., You, S. (2022). Machine learning methods for modelling the gasification and pyrolysis of biomass and waste. Renewable and Sustainable Energy Reviews, 155: 111902. https://doi.org/10.1016/j.rser.2021.111902
[33] Picazo, P.P., Gray, A., Zobeiry, N. (2025). Efficient characterization and optimization of pyrolysis in carbon-carbon composites through machine learning. Composites Part A: Applied Science and Manufacturing, 190.