Jamal Nayief Sultan | Emad Toma Karash* | Tariq Khalid Abdulrazzaq | Mohammad Takey Elias Kassim
© 2022 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
Due to a combination of optimal properties such as great strength, high hardness, good process ability, and good mechanical properties, AISI 4340 steel is widely used in many critical industrial applications such as nuclear, military, defense, and aerospace. It is also widely used in hydraulic forged machine tools, forged automotive crankshaft systems, shafts and gears, because of their improved characteristics, and its good tribological properties. The purpose regarding this work is to check the tribological characteristics of austempered AISI 4340 steel while dry and lubricated with machinery oil of SAE 30 grade as base oil. As received, AISI 4340 steel samples have been austempered to four definitely austenitic phase temperatures (850℃, 900℃, 1000℃, and 1050℃) for 90 minutes before being immersed in a mixture of potassium nitrite and sodium nitrite at 400℃ for 45 minutes. Friction and wear tests were then performed on austempered samples. Multi-walled carbon nanotube particles were blended at weight concentrations of 0.055, 0.1, 0.15, 0.20, 0.25, 0.30, 0.35, 0.40, and 0.45 with typical machinery oil of 30 grade as base lubricant oil. A pin on the disc wear configuration was used in the experimental investigation. The use of Multi-Walled Carbon Nanotube (MWCNTs) additives in the base oil resulted in a decrease in both friction coefficients and wear rates values when compared to typical base oil lubricant. The results also showed a reduction in both friction coefficients and wear rates as the sample's austempering temperatures were raised. Sliding surfaces were also photo micro graphed, and when the volume concentrations of Multi-Walled Carbon Nanotube particles in the normal base oil lubricant were increased, smoother surfaces with less damage were shown.
wear rate, coefficient of friction, austempering temperature, multi walled carbon, nanotubes (multi-walled carbon nanotube)
Wear and friction are natural phenomena that occur whilst two paired items move in proximity to one another. Wear is described as the unwanted but unavoidable loss of material from rubbing surfaces or surface damage on one or both surfaces as a result of sliding, rolling, or impact action relative to one another, resulting in a decrease in operational efficiency [1].
More frequent replacement or repair of worn components, as well as over haulage of machinery, may incur substantial costs in terms of labor, machine downtime, and energy used in the creation of replacements.
The term wear refers to the steady deterioration of a surface with loss of shape, which is frequently accompanied by weight loss and the formation of debris. Although wear appears to be easy at first glance, the actual process of material loss is highly complicated.
This is due to the enormous number of elements that effect wear. Wear may have a variety of patterns (abrasion, fatigue, ploughing, corrugation, erosion and cavitation).
The properties of the sliding surfaces largely determine wear and friction. The lubricant is also used to protect the sliding surface from unanticipated damage.
Wear may be avoided in a variety of ways. The most typical approaches involve the use of wear-resistant materials or simply modifying the material characteristics, such as heat treatments that include austempering.
The material's wear resistance is mostly determined by the type of loading, sliding, and operating environment [2-4].
Wear can also be avoided by keeping the surfaces apart from one another. To minimize friction coefficients and wear rates, oil and grease are often utilized.
The majority of mechanical elements in the industry pass relative to one another, creating heat as a result of wear and friction. As a result, the lifespan of moving components is shortened, thereby lowering dimensional precision and performance [5]. Higher coefficients of friction can cause extra wear and use a substantial quantity of energy in moving elements, reducing the mechanical system's efficiency [6]. As a result, friction coefficient and lowering wear can be viewed as a significant cost-saving measure to make the process more value-effective [7]. Austempering is a heat treatment that effects in natural binate, a microstructure that exists among pearlite and martensite. When compared to quenching and tempering, one advantage shared by all austempered materials is a lower rate of deformation and fracture. This was achieved by a modification in the entire manufacturing process, which resulted in cost savings. The SAE 4340 steel wear behavior was evaluated utilizing a pin-on-disc wear device.
The tests were performed in variety of duration, test rate, and load circumstances.
The wear and tear behavior of (SAE 4340) steel was evaluated utilizing a pin-on-disc wear device in a variety of duration, test rate, and load circumstances. Several specimens and single steel specimens were used for the damage test, and the acquired frictional pressure and wear were compared [8]. AISI 4340 steel was examined for tribological performance in dry sliding scenarios at room temperature. The primary wear pattern identified with a subsurface plastically deformed layer was abrasive wear with moderate adhesive wear and delamination, with an increase in the degree of plastic deformation from subsurface to surface [9]. To examine the tribological properties of quenched and tempered AISI 4340 steel, a ball on disc tribometer was utilized. It was discovered that quenched and tempered AISI 4340 steel had greater hardness and wear resistance than untreated steel [1]. During a pin-on-disk wear test, the residual pressure conduct of quenched and tempered AISI 4340 steel specimens against a counter-body of steel AISI E 52100 was studied. Checks were performed on shot peened and non-shot peened specimens at six levels, and residual stresses were measured using an X-ray diffraction method after each one. The results revealed that the wear and tear rate of the shot peened specimens was about 50% lower [10]. The Taguchi method was used to identify the optimum levels of wear parameters of AISI 4340 steel under different testing situations such as carried out load, sliding distance, and sliding velocity. The results reveal that a lower wear charge is done when the most dependable parameter placement (load, sliding speed, and sliding distance) is used [11-14]. The wear and tear resistance of AISI 4340 steel lined with Tungsten carbide and Chromium carbide-primarily based coatings deposition utilizing HVOF technology was explored and analyzed using the Pin-on-Disc technique, and the influence of floor modification on the wear conduct was investigated. In terms of overall wear and tear performance, the results revealed that the tungsten carbide coating beat the chromium carbide coating [15]. The wear and tear behavior of several hardened phases with bore-induced changes was examined in AISI 4340. The coefficient of friction determined within the Fe2B portion of the steel AISI 4340 then ranged from 0.04 to 0.06. The coefficient of friction was discovered to be greater than the Fe2B phase, and no adhesion failure were seen after sliding inside the interface of the two separate boride layers. Cracks in the Fe B phase following the sliding examination were significantly more numerous [16]. The anti-wear overall performance of AISI 4340 steel coated with Mo by supersonic plasma spraying, as well as the ball-on-disc sliding wear examination with heavy loading and boundary lubrication, revealed that the supersonic plasma Mo coating outperformed the HVAS Mo coating [17]. Heat treated AISI 4340 steel samples were employed as the substrate, and TiN / TiAlN coatings with 70% aluminum and a total thickness of four m were assessed and compared to uncoated steel samples as a tribological parameter employing pin on disc. The friction coefficient was discovered to have dropped from 0.55 to 0.20for steel sample layered with 150. Bilayers of TiN / TiAlN resulted in enhanced coating machine wear resistance of 55 to 0.20 [18]. For mensuration the wear and tear development of the aluminum alloy, hardened steel (AISI4340) was utilized as a counter face material in an experimental sliding wear research of aluminum alloy 97075-T6). It was demonstrated that as the sliding distance increases, so does the particular wear rate. It was conjointly discovered that parallel grooves with craters were detected under lubricated circumstances, indicating the presence of abrasive wear attributable to the formation of abrasive particles [19]. Multi-Walled Carbon Nanotube (multi-walled carbon nanotubes particles) is a kind of carbon nanotube in which numerous single-walled carbon nanotubes are nested inside one another. Multi-Walled Carbon Nanotube has mostly been investigated for their usage as an additive to improve the tribological characteristics of metals, as well as in composites to improve the mechanical or electrical properties of a material. Carbon nanotubes have sparked a lot of attention because to their exceptional chemical, thermal, and mechanical characteristics, but disadvantages of carbon nanotubes are: Newer technology not many tests have been completed, lower life (1750 hours compared to 6000 hours for silicon tips), and higher field emission potential because the tubes are not well localized so the extracted electrode must be farther away.
They have been investigated in several tribological applications as oil lubricant additives. Under rolling-sliding circumstances, the tribological characteristics of multi-walled and single nanotubes treated with carboxylic acid as lubricant additives were investigated. It has been demonstrated that the inclusion of carbon nanotubes lower both the wear rate and the friction coefficient [20]. The differences between single-walled carbon nanotube and multi-walled carbon nanotube are: The single-walled carbon nanotube is formed by rolling a graphene sheet into a seamless cylinder and requires optimization of experimental parameters for the synthesis, but multi-walled carbon nanotube is made from the concentration of carbon nanotubes and can be found in emitting LPG or propane-based fuels. The inner diameter of the single-walled carbon nanotube is relatively smaller (about 5-10 nm) and bare used in electronics, water filtration, hydrogen storage, oil spill removal, etc., but multi-walled carbon nanotubes have well-ordered graphite structures and have relatively less applications [10]. The tribological characteristics of SiO2 nanoparticles/carbon nanotubes as lubricant components in deionized water were investigated utilizing a ball on plate apparatus moved across the interface of magnesium alloy steel. It was discovered that SiO2/ CNT Nano fluids had the highest lubrication film stability, with good load bearing capacity and a reduction in friction coefficient and wear volume of 30.6 and 52.5 percent, respectively, as compared to (0.5 wt) percent CNT Nano fluids [21]. The consequences of (TiO2) Nano and multi-walled carbon Nano-tubes (Multi-Walled Carbon Nanotube) addition on the friction coefficient and wear of turbine meter oil were explored. The average coefficient of friction inside the copper tube was once simulated and experimental information had been compared. The results confirmed that in the presence of a Nano lubricant containing 0.1 wt. percentages TiO2 and 0.4 wt. percentages Multi-Walled Carbon Nanotube, the pins wear depth increased by means of 71.43 percent, 88.26 percent, and 71.43 percent, respectively. The pressure drops modeling information and experimental information have been located to be closer together, indicating a slight inaccuracy with a maximum error of less than 10% [22]. By means of combining stearic and nitric acid with multiwall carbon nanotubes, a lubricant was created and adjusted. The consequences of the modified carbon Nano tube as an addition on the tribological characteristics of the pin on disc wear tester had been investigated. It has been demonstrated that the improved MWNTs addition might increase friction reduction and lubricant anti-wear qualities. The coefficient of friction decreases by approximately (10%) for basic lubricating oils, when the modified concentration (MWNTs) in the lubricant is reduced by (48%), while the wear decreases for basic lubricants by between (30 - 40%) [23]. The tribological properties of motor oil (SAE 10W- 40) employing Nano lubricant additives of multiwall carbon nanotubes (Multi-Walled Carbon Nanotube) were examined by employing a reciprocating setup to model the cylinder liner and piston ring at various sliding speeds and contact loads. The outcomes showed that the coefficient of friction was reduced by 4 percent - 34 percent and 26 percent -32 percent at various speeds and loads, whereas the ring and liner surface wear rates were reduced by 29 percent - 40 percent after a sliding distance of 22.57 km, indicating an effective lubrication of MWCNT additives base Nano lubricants for mechanical applications [24]. To examine the tribological performance of lithium greases under boundary lubrication, ionic liquids either binary or single and multi-walled carbon nanotubes (MWCNT) were synthesized. Individual additives were evaluated and compared to the ionic liquids-MWCNT combination. To achieve the friction and wear qualities of the manufactured grease, a tribological test setup of four balls was employed. For grease containing Multi-Walled Carbon Nanotube, the wear scar width and friction coefficient were reduced by 25% and 60%, respectively [25]. Multi-Walled Carbon Nanotube with a length of 1-2 µm and an outer diameter of 20-30 nm were disseminated in four distinct classes of poly alpha olefins at varied concentrations to test friction, anti-wear, and severe pressure characteristics. The results of the tests revealed that the incorporation of Multi-Walled Carbon Nanotube greatly enhanced the friction and wear qualities of PAOs as compared to the base oils. Multi-Walled Carbon Nanotube was also discovered to have better anti-wear qualities than friction properties [26]. Following an examination of previous studies on the friction, wear, and lubrication of AISI 4340 steel, it was discovered that there is a scarcity of research into the effect of multi-walled carbon nanotube additions on the tribological parameters of austempered AISI 4340 steel so AISI 4340 alloy steel is a medium-carbon, low-alloy steel that may be heat treated to an "ultra-high" strength. In comparison to most other steels, AISI 4340 steel possesses high strength and good toughness in the heat treated state, as well as ductility, creep resistance, and fatigue resistance.
Even in larger cross sections, this alloy has outstanding transverse characteristics.
With hardness’s ranging from 28 to 38 Rockwell, AISI 4340 steel has been employed in a wide range of machine construction applications (HRC). When compared to the more expensive high alloyed tools steel, this type of low alloyed steel is relatively inexpensive, and it has a suitable hardness mixed with extremely high toughness and tensile strength [18].
The current study investigates the effects of (0.055, 0.1, 0.15, 0.20, 0.25, 0.30, 0.35, 0.40, and 0.45) wt. percent Multi Walled Carbon Nano Tubes particle additives in conventional base oil lubricants of grade SAE 30 on the tribological properties of AISI 4340 steel samples us tempered at 850℃, 900℃, 1000℃, and 1050℃ temperatures.
The continuation of the research manuscript includes the following paragraphs: experimental work, results and discussion, conclusions, acknowledgment, references.
AISI 4340 (ASTM A29) steel road was used to manufacture cylindrical samples 10 mm in diameter and 25 mm in length. The chemical composition of the substance is shown in the Table 1.
Table 1. Chemical composition of AISI 4340 steel samples
|
Material |
C% |
Cr% |
Mo% |
Ni% |
Mn% |
Si |
S |
Fe |
|
AISI 4340 |
0.41 |
0.79 |
0.24 |
1.83 |
0.68 |
0.02 |
0.01 |
96.02 |
The steel samples were then heated to four completely austenitic phase temperatures (850℃, 900℃, 1000℃, and 1050℃) for 90 minutes. They were then immersed in a molten salt solution at 400℃ for 45 minutes to saturate the austenite with carbon and generate uniform austenite followed by cooling in air to room temperature. This method allows for the isothermal transition of austenite to bainite. The mechanical characteristics of these materials before and after austempering are indicated in Table 2.
The sliding surfaces were fine ground using emery sheets papers of grades 1000, 1500, 2000, 2500, 3000, and 3500, they were then polished to 1.2 C.L.A surface roughness. A pin on the disc machine built to ASTM requirements (G99-05) was utilized to conduct frictional and wear testing against AISI 1040 steel counter face material.
The counter facing disc surface was ground and polished to 1.2 C.L.A surface roughness’s, after polishing, the sample surfaces and the surface of the revolving disc were cleaned with alcohol and acetone before being dried using a drier machine.
Two strain gauges were installed on the loading arm surfaces of the wear testing rig, and the strain caused by frictional forces was recorded, and the friction coefficients were calculated.
Multi-Walled Carbon Nano Tubes (Multi-Walled Carbon Nanotube) particles with an outside diameter of 5-15 nm, an inner diameter of 2-5nm, a length of 0.5-2 µm, and purity of > 95 percent were employed as additives in machinery oils of grades 30, which were chosen as conventional base lubricants. MWCNT concentrations in base lubricant were 0.055, 0.1, 0.15, 0.20, 0.25, 0.30, 0.35, 0.40 and 0.45 weight percent. Table 3 provide the specifications Multi-Walled Carbon Nanotube. The minimum and maximum viscosity of the conventional base lubricant is listed in the Table 4.
Table 2. Mechanical properties of as received and austempered AISI 4340 steel specimens
|
Mechanical properties |
Austempered AISI 4340 steel samples |
As-received AISI 4340 steel samples samples |
|||
|
45 min soaking time |
|||||
|
Austempering temperature ℃ |
|||||
|
850 |
900 |
1000 |
1050 |
||
|
Tensile strength, MPa |
1490 |
1580 |
1640 |
1675 |
745 |
|
Yield strength, MPa |
1390 |
1670 |
1840 |
1990 |
470 |
|
Elongation,% |
13 |
11 |
10 |
8 |
22 |
|
Reduction in area,% |
50 |
48 |
47 |
43 |
50 |
|
Hardness, VHN |
252 |
284 |
319 |
369 |
228 |
Table 3. Specifications of multi-walled carbon nanotube particles
|
Length, µm |
Specific surface area, m2/g |
Purity% |
Outer diameter, nm |
Inner diameter, nm |
Tap density, g/cm3 |
True density, g/cm3 |
EC, s/cm |
Diameter |
|
0.5-2 |
40 |
>95 |
5 -15 |
2 -5 |
0.18 |
~2.1 |
>100 |
>50 |
Table 4. Min and max viscosity of conventional base oil lubricant of grade 30
|
SAE Viscosity grade [℃] |
Min. Viscosity [mm2/s] at 100 |
Max. Viscosity [mm2/s] at 100 |
|
30 |
9.3 |
< 12.5 |
To achieve uniform dispersion of Multi-Walled Carbon Nanotube particles in machinery base oil, sonication of base lubricant with Multi-Walled Carbon Nanotube was done for 5 hours using an ultrasonic vibrator that generates ultrasonic pulses at 363 kHz.
Under special sliding conditions, tribological examinations were carried out as follows:
All tests were carried out at a sliding speed of 200 m/min for 50 minutes sliding time with a continuous bearing pressure of 250 KN/m2. For each point, three tests were run, and the average value was used. The samples were cleaned in alcohol and acetone for 15 minutes before and after testing, followed by ultrasonic cleaning and drying in a drying chamber.
The sample was weighed before and after each test on a Metler balance with a sensitivity of (0.1 mg).
The mass loss due to sliding wear was then translated to wear rate using the equation below [27, 28]:
Wear Rate $=\frac{\Delta w}{2 \pi r n t}, \mathrm{gm} / \mathrm{cm}$
where:
$\Delta w$ - The sample's mass loss in grams, r - The track radius on steel disc in millimeters, $n$ - Sliding speed, revolutions per minute, $t-$ Sliding time, in minutes.
The data obtained for dry and lubricated friction coefficients with SAE 30-grade base oil lubricant are listed in the Table 6 to 9.
Table 5. Chemical composition of AISI 1040 steel disc material
|
Disc material |
C |
Mn |
P |
S |
Fe |
MHV Kgmm-1 |
|
AISI 1040 steel |
0.430 |
0.827 |
0.031 |
0.011 |
98.701 |
225 |
Table 6. Friction coefficient data for dry and lubricated sliding of austempered samples at four austempering temperatures
|
Austempering Temperature, ℃ |
Lubricated sliding with SAE 30 grade base oil |
Dry sliding |
|
Friction coefficient, µ |
||
|
850 |
1.25 |
1.5 |
|
900 |
0.71 |
1.39 |
|
1000 |
0.64 |
1.19 |
|
1050 |
0.61 |
1.18 |
Table 7. Friction coefficient data for MWCANTs additives in the base oil of austempered samples at four austempering temperatures
|
Multi-Walled Carbon Nanotube, Wt.% |
Austempering temperature, ℃ |
|||
|
850 |
900 |
1000 |
1050 |
|
|
Friction coefficient, µ |
||||
|
0.05 |
0.75 |
0.61 |
0.44 |
0.41 |
|
0.1 |
0.55 |
0.36 |
0.22 |
0.18 |
|
0.15 |
0.48 |
0.34 |
0.20 |
0.17 |
|
0.20 |
0.46 |
0.33 |
0.19 |
0.17 |
|
0.25 |
0.39 |
0.32 |
0.18 |
0.16 |
|
0.30 |
0.38 |
0.32 |
0.17 |
0.16 |
|
0.35 |
0.36 |
0.31 |
0.16 |
0.15 |
|
0.40 |
0.35 |
0.30 |
0.15 |
0.14 |
|
0.45 |
0.34 |
0.29 |
0.14 |
0.13 |
Table 8. Wear rates data for dry and lubricated sliding of austempered samples at four austempered temperatures
|
Austempering Temperature, ℃ |
Lubricated sliding with SAE 30 grade base oil |
Dry sliding |
|
Wear rate * 10-5, g/ cm |
||
|
850 |
79 |
91 |
|
900 |
48 |
70 |
|
1000 |
43 |
63 |
|
1050 |
42 |
62 |
Table 9. Wear rates data for MWCANTs additives in the base oil of austempered samples at four austempering temperatures
|
Multi-Walled Carbon Nanotube, Wt.% |
Austempering temperature, ℃ |
|||
|
850℃ |
900℃ |
1000℃ |
1050℃ |
|
|
Wear rate * 10-5 , g/ cm |
||||
|
|
850℃ |
900℃ |
1000℃ |
1050℃ |
|
0.05 |
2*10-5 |
9*10-5 |
89*10-6 |
80*10-6 |
|
0.1 |
97*10-6 |
71*10-6 |
49*10-6 |
42*10-6 |
|
0.15 |
87*10-6 |
65*10-6 |
45*10-6 |
40*10-6 |
|
0.20 |
83*10-6 |
61*10-6 |
42*10-6 |
38*10-6 |
|
0.25 |
78*10-6 |
56*10-6 |
40*10-6 |
36*10-6 |
|
0.30 |
74*10-6 |
52*10-6 |
36*10-6 |
34*10-6 |
|
0.35 |
71*10-6 |
48*10-6 |
34*10-6 |
30*10-6 |
|
0.40 |
69*10-6 |
46*10-6 |
32*10-6 |
28*10-6 |
|
0.45 |
68*10-6 |
45*10-6 |
31*10-6 |
27*10-6 |
Wear rate results were then plotted against ausrempered temperature, Multi-Walled Carbon Nanotube additive weight% in conventional base lubricant, base lubricant type.
Figure 1 depicts the relationship curves between friction coefficient and austempering temperatures (850℃, 900℃, 1000℃, and 1050℃) of AISI 4340 steel samples for dry and lubricated sliding circumstances of typical SAE grade 30 base oil.
The figure clearly shows that the friction coefficient values reduced as the austempering temperature increased from 850℃ to 1050℃ temperature for both lubricated and dry sliding conditions, that decrease in friction coefficient with increasing austempering temperatures was due to the high mechanical properties gained by the AISI 4340 steel samples, particularly due to the increases in steel Vickers hardness number (VHN) from 252 VHN for samples austempered at 850℃ temperature to 369 VHN for samples austempered at 1050℃ temperature. The hard bainite phase development was responsible for the rise in steel hardness.
Figure 1. Friction coefficient as a function of austempering temperature for dry and lubricated sliding with base oil
From Figure 2 we can be noted the relationship between the coefficient of friction with the weight percent of the multi-walled carbon nanotubes additives in machinery base oil lubricant of grade SAE 30 for AISI 4340 steel samples austempered at (850℃, 900℃, 1000℃, and 1050℃) temperature.
The results show a decrease in friction coefficients as both the amount of Multi-Walled Carbon Nanotube additives in traditional base oil lubricant and the austempering temperature were increased. The friction coefficients for samples austempered at 850℃ temperature and slid under lubricated conditions were reduced from 0.75 with 0.055 wt. percent Multi-Walled Carbon Nanotube particles addition in the conventional base lubricant to 0.34 with 0.45 wt. percent Multi-Walled Carbon Nanotube particles addition in the conventional base lubricant oil, as shown in Figure 2. While friction coefficients decreased from 0.61 to 0.29 for samples austempered at 900℃, from 0.44 to 0.14 for samples austempered at 1000℃, and lastly from 0.41 to 0.13 for samples austempered at 1050℃ temperature under the same lubricat ing circumstances.
The MWCNTs particles entrapped between the sample pin surface and the disc surface tend to be compressed due to the applied load exerting on the lubricant containing MWCNTs additives forming larger aggregates of entangled MWCNTs, which offer a considerable separation between pin surface and counter face surface materials, resulting in a decrease in the friction coefficient values. As the Wt.% of MWCNTs additives were increased in the base oil, more reduction in friction coefficients appeared due to a higher separation between the matting surfaces due to more agglomeration of MWCNTs additives.
Earlier Investigations [29] were assessed on the impact of ball milling on the size of Multi Walled Carbon Nanotubes (wt.%). The anti-wear and antifriction properties of test oils were evaluated and found that ball milling of Multi Walled Carbon Nanotubes (wt.%). It is clear from this that it has a significant effect on the tribological properties of the lubricant, as well as a significant effect on stability.
The addition of MWCNT particles to traditional base oil lubricant of grade SAE 30 greatly decreases friction coefficients when compared to both dry sliding and sliding with just conventional base oil lubricant of grade SAE 30, as illustrated in Figure 1.
That decrease in friction coefficients values were due to rolling, spinning, and sliding action, the Multi-Walled Carbon Nanotube particles additives entrapped in the sliding surface of pin and disc which form a thin protective film at the interface between the mating surfaces, and the cylindrical shape of Multi-Walled Carbon Nanotube may act like roller bearing during sliding action and blocks the rubbing surfaces.
Also the increase in lubricant viscosity due to the high sliding velocity (200 m/min) between pin surface and counter face disc material contributes in a more reduction in the friction coefficients values.
Furthermore, Multi-Walled Carbon Nanotubes have a high aspect ratio (length to diameter ratio), which increases thermal conductivity and improves the heat-carrying capacity of the conventional base oil lubricant, which result in lowering friction coefficient [30-33]. Furthermore, the MWCNT particles cover the contact surfaces and contain sp2 bonding, which provides a reduced shear force and aids in friction reduction [34-49].
Figure 2. Friction coefficient as a function of Multi-Walled Carbon Nanotube (wt.%) in base oil
Figure 3. Were rate as a function of austempering temperature for dry and lubricated sliding with SAE 30 grade base oil lubricant
The relationship between wear rate and austempering temperature for dry and lubricated sliding conditions using conventional base oil lubricant of grade SAE 30 is shown in Figure 3. The figure clearly shows that when the austempering temperature increased, the wear rate values decreased.
Figure 4 depicts the relationship between wear rates and the weight percent of MWCNTs additives in SAE 30 grade conventional base oil lubricant for AISI 4340 steel samples tested at (850℃, 900℃, 1000℃, and 1050℃) temperatures. The curves show a reduction in friction coefficients when both MWCNTs particle added to conventional base oil lubricant of SAE 40 grade and austempering temperature increases.
Wear rates for samples austempered at 850℃ temperature and slid under lubricated conditions were reduced from 20*10-5 with 0.055 wt. percent Multi-Walled Carbon Nanotube particles addition in the conventional base lubricant to 68*10-6 with 0.45 wt. percent Multi-Walled Carbon Nanotube particles addition in the conventional base oil lubricant, as shown in Table 9 and Figure 4. Under the same lubricating conditions, the wear rates decreased from 9*10-5 to 45*10-6 for samples austempered at 900℃, from 89*10-6 to 31*10-6 for samples austempered at 1000℃, and lastly from 80*10-6 to 27*10-6 for samples austempered at 1050℃.
The decrease in wear rates with an increase in the weight percent of MWCNTs particles in SAE 40 grade conventional base oil lubricant was attributed to the Multi-Walled Carbon Nanotube particles, which are cylindrical with an excessive flexural and tensile strength minimizes shear stress, and the numerous cylindrical tubes of MWCNTs particles have been operating as a bearing between the pin and disc surfaces, reducing wear rates.
The reduction in wear rates with increasing austempering temperature is attributed to an increase in the hardness of the AISI 4340 steel samples with increasing tempering temperature, as shown in Table 2 which clearly shows the Vickers Hardness Number (VHN) of the AISI 4340 steel samples was 252 VHN for steel samples austempered at 850℃ and gradually increased to 369 VHN for steel samples austempered at 1050℃.
The increase in hardness of AISI 4340 steel samples was caused by the production of platelets bainite, which is a mixture of dislocation-rich ferrite, and cementite that is typically hard and robust, exhibiting higher wear resistance. As the austempering temperature was raised, the volume percentage of bainite rose, resulting in a drop in wear rate values. According to the results, adding MWCNTs to the SAE 30 grade conventional base oil lubricant greatly decreases wear when compared to both dry and lubricated sliding under traditional base oil lubrication.
This was due to an increase in the base oil lubricant viscosity with increasing Multi-Walled Carbon Nanotube wt. percent in the conventional base oil lubricant, as well as the Multi-Walled Carbon Nanotube particles acting as roller bearings and causing a rolling action between the sliding surfaces, resulting in a decrease in the generation of wear debris particles [31].
As previously stated, MWCNT particles have a cylindrical form with a high tensile and flexural strength that reduces shear stress, and those numerous cylindrical tubes of MWCNT particles have been working as a bearing between the disc and pin surfaces. Because of the plowing action between the pin and counter face of the sliding surfaces, several Multi-Walled Carbon Nano tube particles may have filled within the asperities of the plowed surfaces, resulting in a reduction in the quantity of wear rate values.
Figure 4. Were rate as a function of Multi-Walled Carbon Nanotube (wt.%) in base oil
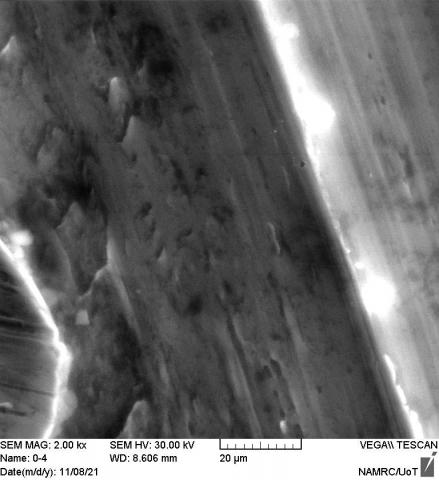
Figure 5. SEM microphotograph of an austempered AISI 4340 steel surface at 850℃ temperature for dry sliding
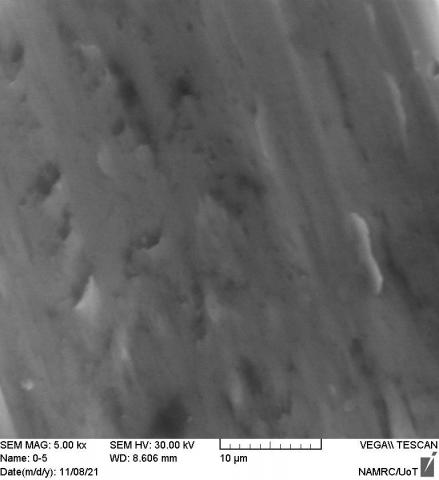
Figure 6. SEM picture of an austempered AISI 4340 steel surface at 850℃ temperature moving with a typical base oil lubricant of grade 30
Figure 5 shows a scanning electron micrograph of an austempered AISI 4340 steel surface at 850℃ temperature for dry sliding. The Figure clearly shows substantial surface deformation with deep and broad wear grooves. The cold welded joints between the matting surface asperities of the AISI 4340 steel surface and the AISI 1040 counter face steel material can explain the significant surface damage.
The sliding surface showed in Figure 6 exhibits less deformation than the dry sliding condition due to the separation process of the lubricant between the matting asperities of the pin and counter face surfaces. As a result, lubricated sliding with conventional base oil lubricant of grade 43 showed lower wear rate values than the lubricated condition shown in Figure 1 and 3.
Figure 7. Scanning electron photomicrograph surface of austempered AISI 4340 steel at 850℃ and sliding with 0.055 Wt. percent of multi-walled carbon nanotube particle additives with conventional base oil lubrication
Figure 8. Scanning electron photomicrograph surface of austempered AISI 4340 steel at 900℃ and sliding with 0.2 Wt. percent of multiwall carbon nanotube particle additives with conventional base oil lubrication
The SEM image analysis shown in Figure 7 shows that adding Multi-Walled Carbon Nanotube to conventional base oil lubricant results in a higher quality surface than sliding against simply traditional base oil lubricant.
The addition of 0.2 Wt. percent Multi-Walled Carbon Nanotube particle additives to the conventional base oil lubricant of grade 30 shown in Figure 8 improves surface quality, resulting in smoother surfaces due to improved lubricant properties and increased viscosity with Multi-Walled Carbon Nanotube particle additives, and as previously explained, the cylindrical form of MWCNT particles with their high flexural and tensile strength led to a decrease in lubricant shear stress. Those multiple cylindrical tubes of MWCNT particles served as a bearing between the pin and disc surfaces.
Figure 9. Scanning electron photomicrograph surface of austempered AISI 4340 steel at 1000℃ and sliding with 0.3 Wt. percent of multi-walled carbon nanotube particle additives with conventional base oil lubrication
Figure 10. Scanning electron photomicrograph surface of austempered AISI 4340 steel at 1050℃ and sliding with 0.45 Wt. percent of multiwall carbon nanotube particle additives with conventional base oil lubrication
Furthermore, Figures 9 and 10 shows that when the wt. percent of Multi-Walled Carbon Nanotube particle concentration in the conventional base oil lubricant was increased to 0.3Wt. Percent and 0.45Wt. Percent, smoother surfaces were discovered, when compared to a low percentage of Multi-Walled Carbon Nanotube blended in the base oil, the greater wt. percent of Multi-Walled Carbon Nanotube was found to be more effective in reducing wear rate values. This is due to the formation of a Nano-sized thin film between the mating surfaces of the pin and disc.
AISI 4340 steel samples slid against AISI 1040 rotating steel disc surface with 200 m/min sliding speed for 50 minutes under a continuous bearing pressure of 250 KN/m2. Using multi-walled carbon nanotube particle additions with conventional base machinery oils of grade 30 leads to the following conclusions.
This manuscript was supported by Engineering Science Research Program through the Northern Technical University - Ministry of Higher Education and Scientific Research - Republic of Iraq. (No. 00418- 2021).
[1] Jeyaprakash, N., Yang, C.H. (2020). Friction, Lubrication, and Wear. In Tribology in Materials and Manufacturing-Wear, Friction and Lubrication. IntechOpen. https://doi.org/10.5772/intechopen.93796
[2] Mokhtara, S., Mosbah, Z., Mebarki, L., Aissani, L. (2018). The effect of quenching and tempering on the tribological behavior of AISI 4340 steel. The 6th International Conference on Welding, Non Destructive Testing and Materials Industry IC-WNDT-M I’18 Skikda, Algeria, 2018, Conference Paper.
[3] Panda, A., Bag, R., Sahoo, A. K., Kumar, R. (2020). A comprehensive review on AISI 4340 hardened steel: Emphasis on industry implemented machining settings, implications, and statistical analysis. International Journal of Integrated Engineering, 12(8): 61-82.
[4] Mehrabi, A., Sharifi, H., Asadabad, M.A., Najafabadi, R.A., Rajaee, A. (2020). Improvement of AISI 4340 steel properties by intermediate quenching–microstructure, mechanical properties, and fractography. International Journal of Materials Research, 111(9): 711-779. https://doi.org/10.3139/146.111939
[5] Lin, Y.C., Chen, J.N., Huang, Y.C., Jian, Y.H. (2015). Wear and friction characteristics of surface–modified aluminium alloys. International Journal of Surface Science and Engineering, 9(2-3): 109-123. https://doi.org/10.1504/IJSURFSE.2015.068236
[6] Shahnazar, S., Bagheri, S., Abd Hamid, S.B. (2016). Enhancing lubricant properties by nanoparticle additives. International Journal of Hydrogen Energy, 41(4): 3153- 3170. https://doi.org/10.1016/j.ijhydene.2015.12.040
[7] Padmanabhan, P., Arulbrittoraj, A., Srinivasan, R., Ebenezer, G. (2016). Study the influence of case hardening and sliding wear parameters on carburised AISI 1211 steel. International Journal of Surface Science and Engineering, 10(5): 415-431. https://doi.org/10.1504/IJSURFSE.2016.079040
[8] Ma, H., Liang, G., Lv, M., Huang, Y., Han, Y. (2018). Investigation on friction and wear behavior of AISI 4340 steel in dry sliding condition. Tribology, Mocaxue Xuebao/Tribology, 38: 59-66.
[9] Tomaz, Í.D.V., Martins, M.C., Costa, H.R.M., Bastos, I.N., Fonseca, M.C. (2020). Influence of residual stress on the sliding wear of AISI 4340 steel. Matéria (Rio de Janeiro), 25.
[10] Hussein, A.K. (2014). Optimization of Wear Parameters in AISI 4340 Steel. Al-Khwarizmi Engineering Journal, 10(4): 45-54.
[11] Nadendla, S. (2020). Wear behaviour of SAE 4340 steel in comparison with single test specimen. INCAS BULLETIN, 12(3): 219-228. http://dx.doi.org/10.13111/2066-8201.2020.12.3.18
[12] Natrayan, L., Ravichandran, M., Veeman, D., Sureshkumar, P., Jagadeesha, T., Mammo, W.D. (2021). Influence of nanographite on dry sliding wear behaviour of novel encapsulated squeeze cast al-cu-mg metal matrix composite using artificial neural network. Journal of Nanomaterials. https://doi.org/10.1155/2021/4043196
[13] Niazi1, N., Nisar, S., Shah, A. (2014). Austempering heat treatment of AISI 4340 steel and comparative analysis of various physical properties at different parameters. International Journal of Multidisciplinary Sciences and Engineering, 5(10): 6-11.
[14] Padmavathi, G., Sarada, B.N., Shanmuganathan, S.P., Krishnamurthy, R., Padmini, B.V. (2021). Investigation of HVOF processed carbide based coating on AISI-4340. In AIP Conference Proceedings, 2317(1): 020013. https://doi.org/10.1063/5.0036544
[15] De Mendonça Ferreira, S.T., Bacco, A.L.K., do Nascimento, E.M., Lepienski, C.M. (2021). Mechanical characterization and micro-wear of FeB-Fe2B layers on boriding AISI D2 and AISI 4340 steels. Materials Sciences and Applications, 12(7): 330-344. https://doi.org/10.4236/msa.2021.127022
[16] Zhang, G., Gao, Q., Xu, Q. (Eds.). (2015). Advances in Engineering Materials and Applied Mechanics: Proceedings of the International Conference on Machinery, Materials Science and Engineering Application, (MMSE 2015), Wuhan, China, June 27-28 2015. CRC Press.
[17] Bejarano, G., Caicedo, J., Muñoz Saldaña, J. (2008). Mechanical and tribological properties enhancement of heat treated AISI 4340 steel by using a TiN/TiAlN multilayer coating system. Revista Facultad de Ingeniería Universidad de Antioquia, 44: 36-42.
[18] Karim, Z., Nuawi, M.Z., Ghani, J.A., Ghazali, M.J., Abdullah, S., Mansor, N.I.I. (2015). Sliding wear evaluation of aluminum alloy (7075-T6) on hardened steel (AISI4340) via non-contact technique by I-kaz™ multi-level analysis. Wear, 334: 99-104.
[19] Cornelio, J.A.C., Cuervo, P.A., Hoyos-Palacio, L.M., Lara-Romero, J., Toro, A. (2016). Tribological properties of carbon nanotubes as lubricant additive in oil and water for a wheel–rail system. Journal of Materials Research and Technology, 5(1): 68-76. https://doi.org/10.1016/j.jmrt.2015.10.006
[20] Xie, H., Wei, Y., Jiang, B., Tang, C., Nie, C. (2021). Tribological properties of carbon nanotube/SiO2 combinations as water-based lubricant additives for magnesium alloy. Journal of Materials Research and Technology, 12: 138-149. https://doi.org/10.1016/j.jmrt.2021.02.079
[21] Pourpasha, H., Zeinali Heris, S., Mohammadfam, Y. (2021). Comparison between multi-walled carbon nanotubes and titanium dioxide nanoparticles as additives on performance of turbine meter oil nano lubricant. Scientific Reports, 11(1): 1-19. https://doi.org/10.1038/s41598-021-90625-5
[22] Chen, C.S., Chen, X.H., Hu, J., Zhang, H., Li, W.H., Xu, L.S., Yang, Z. (2005). Effect of multi-walled carbon nanotubes on tribological properties of lubricant. Journal of Chinese Society for Non-ferrous Metals, 15(2): 300- 305.
[23] Elagouz, A., Ali, M.K.A., Xianjun, H., Abdelkareem, M.A. (2021). Thermophysical and tribological behaviors of multiwalled carbon nanotubes used as nanolubricant additives. Surface Topography: Metrology and Properties, 9(4): 045002. https://doi.org/10.1088/2051- 672X/ac28a8
[24] Vyavhare, K., Aswath, P.B. (2019). Tribological properties of novel multi-walled carbon nanotubes and phosphorus containing ionic liquid hybrids in grease. Frontiers in Mechanical Engineering, 5: 15. https://doi.org/10.3389/fmech.2019.00015
[25] Kumar, H., Harsha, A.P. (2020). Investigation on friction, anti-wear, and extreme pressure properties of different grades of polyalphaolefins with functionalized multiwalled carbon nanotubes as an additive. Journal of Tribology, 142(8): 081702. https://doi.org/10.1115/1.4046571
[26] U.N.I.D.O. Advances in Material Technology Monitor. Vienna International Center, Austria, 9-11, 1990.
[27] Kareem, M.H.A. (2008). Effect of applied load on wear behavior of some copper alloys. Engineering and Technology Journal, 26(1).
[28] Chebattina, K.R.R., Srinivas, V., Rao, N.M. (2018). Effect of size of multiwalled carbon nanotubes dispersed in gear oils for improvement of tribological properties. Advances in Tribology, 2018: 1-13. https://doi.org/10.1155/2018/2328108
[29] Joshi, D., Satpathy, S.K. (2020). Production scheduling of open pit mine using sequential branch-and-cut and longest path algorithm: An application from an African copper mine. Journal Européen des Systèmes Automatisés, 53(5): 629-636. https://doi.org/10.18280/jesa.530505
[30] Zhao, J., He, Y.Y., Wang, Y.F., et al. (2016). An investigation on the tribological properties of multilayer graphene and MoS2 nano sheets as additives used in hydraulic applications. Tribology International, 97: 14- 20. https://doi.org/10.1016/j.triboint.2015.12.006
[31] Zhao, J., He, Y., Wang, Y., Wang, W., Yan, L., Luo, J. (2016). An investigation on the tribological properties of multilayer graphene and MoS2 nanosheets as additives used in hydraulic applications. Tribology International, 97: 14-20. https://doi.org/10.1016/j.triboint.2015.12.006
[32] Zhang, L., Pu, J., Wang, L., Xue, Q. (2014). Frictional dependence of graphene and carbon nanotube in diamond-like carbon/ionic liquids hybrid films in vacuum. Carbon, 80: 734-745. https://doi.org/10.1016/j.carbon.2014.09.022
[33] Singh, R.K., Dixit, A.R., Sharma, A.K., Tiwari, A.K., Mandal, V., Pramanik, A. (2018). Influence of graphene and multi-walled carbon nanotube additives on tribological behaviour of lubricants. International Journal of Surface Science and Engineering, 12(3): 207-227. https://doi.org/10.1504/IJSURFSE.2018.094773
[34] Sharma, A.K., Tiwari, A.K., Dixit, A.R. (2015). Mechanism of nanoparticles functioning and effects in machining processes: A review. Materials Today: Proceedings, 2(4-5): 3539-3544. https://doi.org/10.1016/j.matpr.2015.07.331
[35] Zhang, Z., Liu, J., Wu, T., Xie, Y. (2017). Effect of carbon nanotubes on friction and wear of a piston ring and cylinder liner system under dry and lubricated conditions. Friction, 5(2): 147-154. https://doi.org/10.1007/s40544-016-0126-6
[36] Düzcükoğlu, H., Ekinci, Ş., Şahin, Ö.S., Avci, A., Ekrem, M., Ünaldi, M. (2015). Enhancement of wear and friction characteristics of epoxy resin by multiwalled carbon nanotube and boron nitride nanoparticles. Tribology Transactions, 58(4): 635-642. https://doi.org/10.1080/10402004.2014.998358
[37] Cui, L.J., Geng, H.Z., Wang, W.Y., Chen, L.T., Gao, J. (2013). Functionalization of multi-wall carbon nanotubes to reduce the coefficient of the friction and improve the wear resistance of multi-wall carbon nanotube/epoxy composites. Carbon, 54: 277-282. https://doi.org/10.1016/j.carbon.2012.11.039
[38] LaBarre, E.D., Calderon-Colon, X., Morris, M., Tiffany, J., Wetzel, E., Merkle, A., Trexler, M. (2015). Effect of a carbon nanotube coating on friction and impact performance of Kevlar. Journal of Materials Science, 50(16): 5431-5442. https://doi.org/10.1007/s10853-015- 9088-8
[39] Gandhi, R.A., Palanikumar, K., Ragunath, B.K., Davim, J.P. (2013). Role of carbon nanotubes (CNTs) in improving wear properties of polypropylene (PP) in dry sliding condition. Materials & Design, 48: 52-57. https://doi.org/10.1016/j.matdes.2012.08.081
[40] Lee, S.M., Shin, M.W., Jang, H. (2014). Effect of carbonnanotube length on friction and wear of polyamide 6, 6 nanocomposites. Wear, 320: 103-110. https://doi.org/10.1016/j.wear.2014.08.011
[41] Al-Qutub, A.M., Khalil, A., Saheb, N., Hakeem, A.S. (2013). Wear and friction behavior of Al6061 alloy reinforced with carbon nanotubes. Wear, 297(1-2): 752-761. https://doi.org/10.1016/j.wear.2012.10.006
[42] Bastwros, M.M., Esawi, A.M., Wifi, A. (2013). Friction and wear behavior of Al–CNT composites. Wear, 307(1-2): 164-173. https://doi.org/10.1016/j.wear.2013.08.021
[43] Abdullahi, U., Maleque, M.A., Nirmal, U. (2013). Wear mechanisms map of CNT-Al nano-composite. Procedia Engineering, 68: 736-742. https://doi.org/10.1016/j.proeng.2013.12.247
[44] Khun, N.W., Troconis, B.R., Frankel, G.S. (2014). Effects of carbon nanotube content on adhesion strength and wear and corrosion resistance of epoxy composite coatings on AA2024-T3. Progress in Organic Coatings, 77(1): 72-80. https://doi.org/10.1016/j.porgcoat.2013.08.003
[45] Karash, E.T. (2018). The effect of stress ratio on fatigue threshold of crak in mode (I). Al-Qadisiyah Journal of Engineering Sciences, 7(4): 187-200.
[46] Hongtao, L., Hongmin, J., Haiping, H., Younes, H. (2014). Tribological properties of carbon nanotube grease. Industrial Lubrication and Tribology. https://doi.org/10.1108/ILT-08-2012-0071
[47] Kałużny, J., Iskra, A., Babiak, M., Krzymień, P., Giersig, M., Kempa, K. (2014). Selected applications of carbon nanotubes in construction of internal combustion engine. Journal of Peripheral Nervous System, 18(2): 192-194.
[48] Jacobs, O., Xu, W., Schädel, B., Wu, W. (2006). Wear behaviour of carbon nanotube reinforced epoxy resin composites. Tribology Letters, 23(1): 65-75. https://doi.org/10.1007/s11249-006-9042-7
[49] Bastwros, M.M., Esawi, A.M., Wifi, A. (2013). Friction and wear behavior of Al–CNT composites. Wear, 307(1-2): 164-173. https://doi.org/10.1016/j.wear.2013.08.021