Imhade P. Okokpujie* | Jude E. Sinebe | Lagouge K. Tartibu | Adeyinka O.M. Adeoye | Sylvia E. Kelechi | Esther T. Akinlabi
© 2022 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
Machining is the art of developing sustainable mechanical components by transforming solid raw materials into the finished product. Because for any Nation to achieve sustainable development, the Nation must have quality manufacturing industries. This paper summarizes existing articles on the effects of high-pressure lubrication conditions on chip formation and temperature distribution. Also, surface roughness, tool wear, and vibrations in machining operations when considering the current trend. Furthermore, the study of nano-lubricant and their application in reducing friction and temperature were also reviewed. The study also examined other lubrication conditions, cutting parameters with the high-pressure machining operations to draw a definite conclusion. The review confirms that applying a high-pressure lubrication system is very efficient. However, it has some challenges. Cooling technology is not built into the system, discovered during this review. Therefore, the study will recommend a developed machine that can function in multiple faces. Industrial 4.0 additive manufacturing techniques can build the cryogenic system—making the lubricant delivery machine a sustainable technology in machining operation. A high-pressure-cryogenic-MQL lubrication process is needed for sustainable machining operations of various alloys and metal composite materials for automobile, aerospace, and structural applications. The sustainable lubrication system will also help eradicate high-temperature occurrence in the machining region with a sustainable way of removing the chips without experiencing chip breakage at the cutting region.
machining, nano-lubricant, high-pressure-lubrication, chips formation, temperature distribution, tool wear, surface roughness
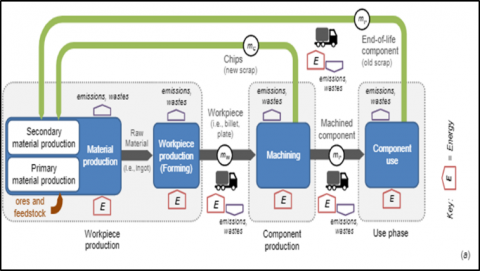
The development of quality products has driven the manufacturing industry into the world of sustainability. One significant way of developing components is through machining [1-4]. This process comprises lathe, milling, grinding, and shaping strategies. However, due to the manufacturing industry's continuous growth, the high rate of pollution in the environment is dangerous to human health and agricultural product [5, 6]. Because at the end of all machining processes, the used cutting fluid is flushed out of the machining region to the environment. Therefore, the need for greener sustainable machining has become state of the art [7-10], that is, the elimination of acidic cutting fluid by replacing it with the application of eco-friendly cutting fluid (Such as vegetable oil and white mineral oil) with nanoparticles. The high-pressure delivery of cutting fluid in machining operation is a sustainable machining process that reduces cutting fluid. Also, increase the chip removal rate from the machining region, thereby reducing the temperature, friction, and vibration generation at the cutting region, resulting in good surface finishing [11-16]. Another unique parameter in the sustainability of the manufacturing process is reducing the energy consumed during operations. Figure 1 shows a thorough picture of the manufacturing system based on the machining operation. Nevertheless, manufacturing industries need to formulate a robust framework for sustainable goals.
The manufacturing industry needs to carry out extensive research on the effects of machining factors during operations by studying the application of high-pressure lubrication. The minimum quantity lubrication techniques and cryogenic machining operations are used to achieve sustainable machining operations [17-19]. These techniques are the key to sustainable and eco-friendly milling, lathe, grinding, and shaping machining processes [20, 21]. This review aims to bring out the different machining techniques compared to the high-pressure lubrication process on different machining responses. Furthermore, draw a conclusion that will significantly give rise to sustainable machining operations in the manufacturing industry.
Figure 1. The framework in machining, (a) additive manufacturing and machining process (b) recycling paths of the manufacturing system [16]
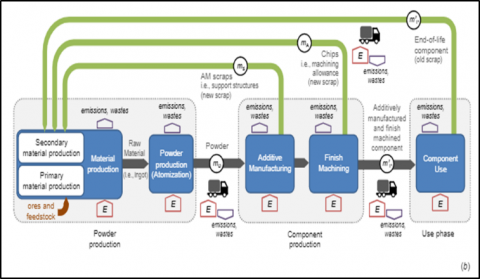
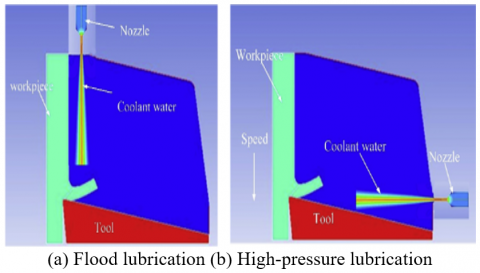
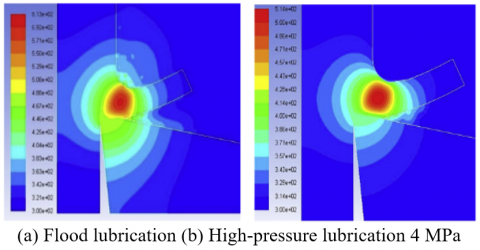
Xu et al. [22] performed a study on the machining of Ti2AlNb alloys based on FEM using a high-pressure jet coolant. The results were examined using the cutting force, machining temperature, chip formation, and tool wear. The study employed a Leica DM6 M optical microscope to show the workpiece's microstructure. The machining temperature was also determined using a conventional natural thermocouple and high-pressure lubrication tactics in the experiments. The feed rate was estimated to be equivalent to the cutting depth. The cutting speed was between 30 to 100 m/min, and the coolant consumption was between 0.1 MPa and 10 MPa. The experimental result illustrates that an increase in cutting velocity during the machining operation leads to a rise in the machining region's temperature. The temperature decreased by 22 percent when the water pressure increased to 10 MPa. The cutting tool life improved by 89 percent compared to traditional cooling. At the end of the study, it was concluded that high-pressure lubrication intensely enhances the outcome of heat indulgence and chilling by diminishing bubbles and film generated in the machining region. It also cut the chips into C-type chips and reinforced chip rupture, enhancing coolant entry and reducing contact between chips and tools. The illustration of the effects of pressure on temperature distribution was studied using FEM to determine the pressure effects at which the lubricant is delivered at the machining region. These lustrations are shown in Figure 2 and Figure 3, proving that providing the lubricant with high-pressure assists in the uniform distribution of heat compared with the flood lubrication.
Figure 2. The thermal analysis using FEM for both lubricants conditions
Figure 3. Analysis of the temperature circulation in the machining region with both lubricants
Tanabe and Hoshino [23] experiment with developing a new cooling technology to cut difficult-to-work piece materials using high-pressure coolant. This research used an electric discharge to cut a gap on the rake frame near the turning instrument's bottom and put high-pressure cooling agents on the cutting tool. The workpiece used was Ti6Al-4V alloy, and tungsten carbide was the insert used. Tool temperature and tool life were the parameters considered in the experiment. Contrary to standard wet processing with high-pressure coolant and the suggested wet cutting method, the potential machining scheme's thermal impacts were determined by examining dry machining. The authors realized that improved tool life was achieved due to the high-pressure coolant supply at the tooltip during the machining operation. High-pressure lubricant increases the base's chip and substantially reduces heat generation resulting from friction across the rake face. Cayli et al. [24] also investigated to increase energy efficiency in aerospace components machining using high-pressure lubrication. The workpieces used were Ti6Al4V and Inconel 718. For each temperature reading, a new cutting tool was used to disannul the impact of wearing the cutting tool. The proceeds of this study showed that considering the minimal depth of cut and nozzles with a lower flow rate caused a significant decrease in heat generated and flank land wear. However, the lower nozzle area section, combined with the slightest flow rate, improved energy efficiency during the machining process using the high-pressure lubrication process.
Sørby and Vagnorious [25] studied high-pressure lubrication in the machining of Inconel 625 with ceramic cutting tools. The authors used an additional pump with a Hessapp DV80 lathe, which transmits high-pressure coolant to the instrument turret outlet. Using the microscope of a Mitutoyo toolmaker and tool wear was assessed. In this experiment, the practical form of tool wear identified was edge wear and sometimes shoulder chipping. The findings indicated that the tool life at high cutting feed was quite noticeable. According to the tests' outcomes, the use of high-pressure cooling did not affect the tool's life. However, it brought about better chip breakability than the conventional cooling method. As a result, the workpiece and cutting tool used for the machining operations needs a sustainable cooling process that can assist the high-pressure delivery of the lubricant for effective machining of Inconel 625 with the cutting tool made with ceramic materials.
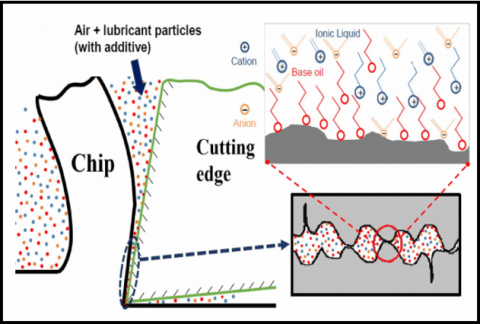
Baker et al. [26] researched Ti-6Al-4V titanium alloy's machining performance under a high-pressure waterjet. The estimated lives of instruments, wear processes, ground profile, and chip formation were considered. The coolant pressure was laid at 4 to 6 MPa, with a cutting velocity of 110 m/min, a machine feed of 0.15 mm/rev, and a working depth of 0.5 mm. This article demonstrated that a high-pressure waterjet-type Ti-6Al-4V machining of titanium alloy resulted in a more robust cut-off efficiency of up to 95% than standard cooling. Surface roughness values collated during the experiments were generally below 1.6 µm. High-pressure waterjet cooling led to a substantial decrease in chip size, causing a depletion in tool-chip contact and enhancement of lubrication at the contact region, as presented in Figure 4.
Figure 4. Illustration of the effects of the high-pressure lubrication mechanism in machining operations
Kramar and Kopac [27] studied high-pressure cooling when turning complex materials to cut during machining operations. The machining feed, width of cut, and cutting speeds were set at a constant value from the experiments while the lubricant pressure was varied. The lubricant pressure increased from observation. The chips' breakability improved, significantly flushing out the chips at the machining region during the operations. Therefore, this study has proven the significance of high-pressure lubrication to sustain machining operations. Also, the machining factors' effects can be well managed if a quality lubricant and lubrication system is employed. This implementation will reduce chips' discontinuity reduce friction, heat generated, and vibration during the machining operation, proving sustainability in the manufacturing industry.
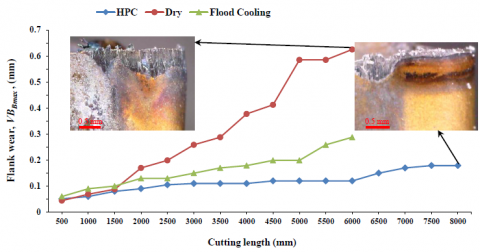
Gharibi and Kaynak [28] conducted a comparative study of implementing high-pressure lubricating/cooling (HPL/C) with the dry and flood cooling process. The study shows that high-pressure lubricating operation reduces the tool wear compared with dry and flood, as shown in Figure 5. From literature, materials that are difficult to cut always face temperature during machining. This study shows that the HPL/C delivery of lubricant or coolant is significant in reducing tool wear that will lead to sustainable lubricating operations. Xie et al. [29] stated that the art of sustainable machining is the main focus of the researcher in machining operations. There needs to be optimized energy consumption during the machining process. According to Teti et al. [30], microbial-based lubricant can enhance the machining operation while machining various metals as manufacturing for greener machining operations. Cutting tool wear rate, cutting force, surface roughness, energy consumption, temperature distribution, friction reduction, and chip discontinuity can be reduced with a high-pressure lubrication process via quality lubricants. Also, a soft computing application, optimization, and prediction play a significant role in the manufacturing system [31]. This soft computing application means using soft wear to improve the process during the machining process and also employing them in the result analysis, such as the design of experiments.
Figure 5. Comparative analysis of high-pressure lubrication with dry and flood cooling on tool life performance
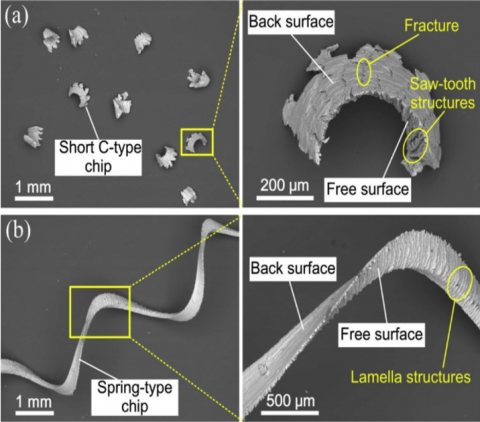
Bai et al. [32] employed the hybrid ultrasonic assisted turning (UAT) technique in machining a reinforced particle metal matrix composite material of SiCp/Al. Under dry UAT and flood cooling UAT with carbide cemented and diamond cutting tool. The parameters considered are the constant cutting speed of 20 m/min, the feed rate of 0.1 m/rev, and the axial width of cut 0.1 mm, respectively. The result proves that the diamond cutting tool's application provides better surface finishing than the carbide cemented cutting tool. Also, it shows that UAT dry and UAT dry cooling applications significantly differ in cutting and tool wear. However, there was a slight increment in the measured temperature during the machining operations. In this case, the abrasive and adhesive wear occurred in both cutting tools. The chips developed in the UAT experiment were both continuous and semi-discontinuous chips with excellent surface structure.
Moreover, it shows high ductility when placed under a high micro chipping frequency process, as shown in Figure 6. Figure 6a shows that the high-pressure UAT cooling process is more effective by producing a spring-type of chips with lamella structures. Moreover, it reduces the chips' discontinuity at the cutting region, i.e., it flushes the crispy chips at the cutting region, which will affect the machining process.
Bhowmick et al. [33] studied tapping Al-Si alloys under minimum quantity lubrication while using tools coated with diamond-like carbon. Several chip morphologies were generated for the HSS tool-dry, Diamond-like carbon-coated tool (DLC)-dry, Fatty Acid (FA)-MQL, and flooded mineral oil tapping operation conditions. The average chip length was obtained by collecting about fifty chip samples from each condition above. The longest was gotten during the HSS-dry tapping condition and ranged between 8.3 ± 3.2mm. The DLC-dry tapping condition measured an average chip length range of 5.1 ± 2.7mm. FA-MQL tapping conditions generated chips of lengths 3.3 ± 0.5mm. In contrast, flooded mineral oil tapping conditions gave 5.2 ± 1.3mm lengths, both of which produced small chip segments. The average chip thickness was 51.5 ± 6.9 m, 125 ± 11.3 m, and 43.9 ± 7.1 m for flooded mineral oil, DLC-dry, and FA-MQL tapping conditions. The thickest chip generated was from the HSS-dry tapping condition and had a value of 1005 ± 150 m, higher in size than the tap's pitch length. As the chip thickness increases, it increases the steep rate at which the chips are removed via the tap pitch. Hence, it caused the material to jam in the threads, which resulted in higher torques in dry tapping. Also, Okokpujie et al. [34] confirmed that dry machining operations increase the cutting force when the tapping increases.
Figure 6. The effects of lubrication in chip formation using SEM (a) CT; (b) UAT methods [32]
Werda et al. [35] investigated the oil nature's influence on surface integrity under minimum quantity lubrication. The chips' length was measured using a VHX-5000 digital microscope. The measurements were taken on the plane perpendicular to the chips' shear plane. The investigation was done under three cutting environments; five chip lengths were measured for each, and the average value was obtained. The conditions were dry machining, MQL (PX5130), and MQL (PX5131). Chips measured under minimum quantity lubrication conditions were 50% longer than dry machining. The reduced temperatures under the minimum quantity lubrication conditions led to reduced friction and adhesion between the tool and the chip, which formed longer chips. It was also noticed that the colour of the chips ranged from a golden yellow in dry machining to a dark blue in minimum quantity lubrication. This corresponded to temperature ranges of 600-650℃ and above 700℃, respectively. The chips gotten during the minimum quantity lubrication presented the temperatures meaning that more heat was being retained by the chip than the tool causing the chips to be longer and thinner.
Kuzu et al. [36] performed a study on graphite iron drilling in compacted form using high-throughput dry and minimum quantity lubrication. One hundred random chip samples were collected for each drill test. The study observed three types of chips: the triangular chip, the rectangular chip, and the spiral chip. On average, the triangular and rectangular chip edge lengths were about 1.5 to 2.0mm. The spiral chip was longer than others, having lengths of about 2 to 4 mm. Triangular chips were more natural to evacuate and were generally smaller than rectangular chips. The spiral chip was rare, occurring less than 6% in all experiments, and was found to belong and try to evacuate. Wang et al. [37] studied chip formation while turning hardened steel at high speed. The condition of chip formation, such as the depth of cut, cutting speed, and feed rate, was considered in the turning operation. The chips samples were collected using various speeds, with a microscope to observe the curly form.
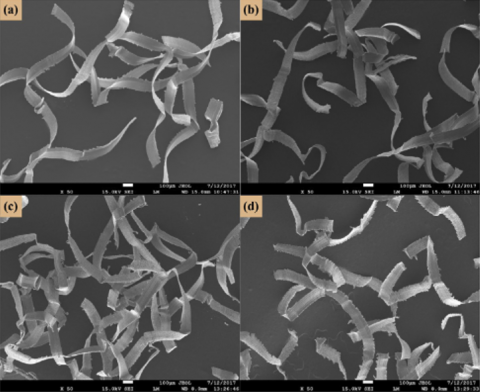
Furthermore, a high-speed dynamic recorder is used to photograph the formation process of the chip. The chips produced were of two types, the continuous chip and the saw tooth chip. It was noted from the outcomes that the chips obtained from metals with multiple hardness scores could be rated as a continuous chip by maintaining the effectiveness of the distinctive parameters. It was discovered that when the cutting depth and feed rate were increased to significant proportions while keeping the cutting speed constant, the chips generated were continuous. It was also found that when the cutting speed increases during the machining process, the localized temperature increases, and the heat soften the material. Wang et al. [38] also investigate the effects of the tool wear mechanism on-chip formulation. The chip removed from the workpiece was categorized differently, as shown in Figure 7.
Figure 7. Different formation of chip morphology under various micro-milling processes [38]
Maroju et al. [39] investigated the chip formation of Zirconium-based bulk metallic glass. The key factors affecting light emission during chip creation were analyzed. It was discovered that light emission was primarily dependent on high temperatures formed within the material matrix. These initiated a series of luminescent chemical reactions. Several researchers have developed a chip formation model for functional prediction of Titanium (VI) Aluminium vanadium alloy used in manufacturing airplanes. The researchers also utilized a novel shear zone model to determine shear strains in primary shear zones. The model data was then compared with the cutting forces' experimental data, tool-chip contact, shear angle, and chip segmentation. The model showed a high correlation with the observed data, presenting it as a valuable tool for determining various chip formation parameters before machining occurs. Although the study did not consider lubrication, the authors recommended addressing it in further studies. Schneider et al. [40] studied the effects of rake angle on chip formation when cutting with a cemented carbide tool. The authors observed a positive correlation between the rake angle and plastic deformation in the chip. Also, the study shows that increasing the rake angle could result in better surface qualities. They found that this was independent of un-machined chip thickness. However, the experiment was carried out without the use of cutting fluid.
In summary, there is a high need to apply a high-pressure lubricant delivery system with inbuilt cooling technology. From various studies considered in the research, high-pressure application in machining operation has proven well. To further improve the lubrication delivery process's sustainability, cryogenic cooling technology needs to be implemented to form a High-pressure-cryogenic-MQL lubrication process. This automated High-pressure-cryogenic-MQL lubrication process will significantly impact the machining operation. It will have the ability to optimize the lubricant during operation and deliver it to the cutting region with significant effects.
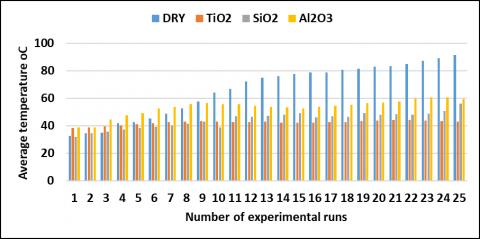
Okokpujie et al. [40] carried out an experimental study of nano-lubricants effects on temperature during a mild steel machining operation. In the study, TiO2, SiO2, and Al2O3 nanoparticles were immersed in water and were implemented in the milling machining of mild steel.
Figure 8. Comparative study of temperature reduction of dry machining and water-based SiO2-, TiO2-, Al2O3 nanofluid [40]
These nano-lubrication conditions were compared with dry machining to investigate the effects of this lubricant being delivered at the cutting region with the dry machining. The comparative analysis is presented in Figure 8. The result shows that the lubricant reduces the temperature at the cutting region with uniform distribution than the dry machining process. However, the study has a static pressure on the nano-lubricant delivery process and recommended that pressure variation during delivering nano-lubricant be studied.
Sharma et al. [41] studied the effects of nanofluids consisting of nanoparticles suspended in an oil-based substrate on the minimum quantity lubrication (MQL) process, a system of reducing the amount of working fluid consumed during metalworking. The nanoparticles utilized in this study were multiwall carbon nanotubes. The observed metal was the AISI D2 variant of steel undergoing a turning process using tungsten carbide. It was observed that there was a direct correlation between the cutting speed, feed rate, and air pressure on the temperature. The higher the cutting speed, the higher temperatures generated in the steel are undergoing the turning process. The authors concluded that the nanofluid technology's MQL technique showed lower cutting zone temperatures than when conventional fluids were used. Okokpujie et al. [42] compared the application of titanium oxide and multiwall carbon nanotube lubricants in machining operations. The results show that the nanoparticle helped improve the vegetable oil's thermal property as the based fluid. Collaboration with applying the lubricants' high-pressure delivery system in the machining region to reduce the temperature leads to the uniform distribution of heat.
Denkena et al. [43] investigated the effect of various machining parameters on heat generated in a thin aluminum alloy. The result shows that the end-milling with a sharp cutting edge reduces the surface temperature generated compared to the chamfered cutting edge during the machining process. It was also found that a decrease in the feed per tooth value resulted in decreasing temperatures, which helped reduce the risk of soft spot formation. Saberi et al. [44] developed a system of improving the surface grinding of CK45 steel by integrating the MQL process with compressed cold air jets from vortex tubes. It was observed that a higher thermal power air pressure is of more considerable significance to cooling the temperature over the regions. The authors established the fact that the use of lubricant reduced power consumption.
Furthermore, they observed that the high-pressure delivery of lubricants reduces the convection heat transfer coefficient. Also, the cooling capacity of the temperature using the air jet system was noticeable at low pressure and thermal power. As soon as the pressure of the water jet system increases, the change of the temperature variation is well noties.
Bai et al. [45] determined that low viscosity oil in milling processes is essential for efficient cooling of the milled surface. It was also established that minimum quantity lubrication led to the best tool performance, improved surface finish, and the least thermal cracking at higher cutting speeds. In this research, NAK80 hardened steel was used with a covered carbide tool bit. The high-pressure lubricating system's application in delivering the lubricant avoids the increase of excess heat generation at the machining zone due to the significant influence of the cutting parameters during operations, confirmed in the study [46].
Table 1. Reviewed summary of Machining factors and other techniques in machining operations
|
Researchers |
Factors |
Method of Cutting environment /Lubricant |
Findings |
|
Rajeswari and Amirthagadeswaran [47] |
Spindle speed, feed, depth of cut and Silicon % |
Dry |
The result shows that an increase in feed rate will increase tool wear, cutting force, and surface coarseness. |
|
Wojciechowski et al. [48] |
Cutting speed and surface inclination angle. |
Dry |
The research revealed that surface inclination angle significantly influences cutting power. The authors recommended that further study be done using a lubricant with high pressure. |
|
Mia [49] |
Cutting speed and feed rate |
Cryogenic cooling dry and wet cutting using liquid nitrogen (LN2) |
The result shows that liquid nitrogen is more effective than that dry and flood machining |
|
Frifita et al. [50] |
Cutting Speed, Feed Rate, Nose Radius |
Dry, Wet, MQL |
The study shows that the tool nose radius significantly influences the surface finishing. |
|
Nimase and Khodke [51] |
Spindle speed, feed rate, and depth of cut |
Dry |
The most significant factor affecting the response is spindle speed. Also, it affects the chip's formation and the heat generated. |
|
Nurhaniza et al. [52] |
Spindle speed, feed rate, and depth of cut |
Dry |
Feed rate is the leading factor in influencing the surface finishing. However, the study operated on dry machining operations. |
|
Behera et al. [53] |
Sliding speed, Flow rate, and Air pressure. |
Wet- Soluble oil machining |
Find out that the model predicted to result in all the response parameters |
|
Khan & Maity [54] |
Cutting speeds, feed rate and depth of cut |
dry, flood, and MQL-Water soluble oil and vegetable oil |
They show that vegetable oil is feasible in the machining of titanium (CP-Ti). |
|
Okokpujie et al. [55] |
Spindle speed, feed rate, and axial and radial depth of cut. |
MQL--10% boric acid + base oil SAE 40 |
Find that when the radial depth of cut is increased, the tool wear also increases. However, this reduction can be reduced to the minimum if high pressure delivers the lubricants. |
|
Okokpujie et al. [56] |
Spindle Speed, axial, depth of cut, radial depth of cut. and feed rate |
MQL-10% boric acid + base oil SAE 40 |
The parameters have a significant influence on the machining process. During machining operations, applying various depth of cut, the system needs cooling and lubrication with high pressure to assist in the remover of the chips and the reduction of the temperature generated at the cutting region |
|
Bandapalli et al. [57] |
spindle speed, feed, and depth of cut |
Dry |
The dry machining suffers a lot of heat, evening when the predictive model could predict the result. The authors recommended that lubricant with high pressure be needed. |
|
Sahu & Andhare [58] |
cutting speed, feed rate, and depth of cut |
Dry |
The method used was able to predict power consumption. |
|
Agrawal & Patil [59] |
cutting speed, feed rate, and depth of cut |
MQL- mineral oil and vegetable oil |
The vegetable oil performed better, enabling a fair lubrication process when metals contact. However, it lacks extent cooling properties. |
In order to draw a definite conclusion on this study, different machining techniques with the effect of the cutting parameters on machining application were carried out. Table 1 shows the critical review summary of the various study.
In summary, it has been established that cutting fluid and the method employed in distributing the influence of the lubricant machining operations. However, there is a need to improve the machining system recommended by the authors in the study. Okokpujie et al. [60] and Jawahir et al. [61] reviewed the application of Cryogenic production procedures used to manufacture mechanical parts. The study reviewed that Cryogenic machining operations also significantly affect the microstructure of AZ31B Mg alloy employed in one of their review work. However, the heat was reduced, but chip discontinuation led to high vibration between the cutting tool and the workpiece. As a result, the need to increase the pressure at which the lubricant is delivered at the machining region is highly required [62-64].
The recent trend in advanced manufacturing is industrial 4.0 technology, which can build a sustainable system through 3D printing and other advanced manufacturing processes. Moreover, the system can be optimized and correct predictions for successful operations. Therefore, the application of industrial 4.0 is essential to develop a High-pressure-cryogenic-MQL nano-lubrication delivery system. This review will assist the manufacturing industry in having foresight on the sustainable way to go.
Sustainable machining operations reduced environmental pollution, reduced production costs, and improved the developed components' quality. This research has successfully reviewed the existing literature on the effects of applying high-pressure lubrication conditions during machining operations to reduce friction, heat distribution, and vibration. The study also examined related literature on other lubrication machining processes. It concluded that high-pressure lubricant on chips formation and temperature distribution is adequate. The study highlights the following significant conclusion:
Finally, the manufacturing process with a high-pressure delivery system will produce mass quantities with little or no temperature effects.
However, the study will recommend the following:
[1] Tao, F., Qi, Q., Liu, A., Kusiak, A. (2018). Data-driven smart manufacturing. Journal of Manufacturing Systems, 48: 157-169. https://doi.org/10.1016/j.jmsy.2018.01.006
[2] Kamble, S.S., Gunasekaran, A., Gawankar, S.A. (2018). Sustainable Industry 4.0 framework: A systematic literature review identifying the current trends and future perspectives. Process Safety and Environmental Protection, 117: 408-425. https://doi.org/10.1016/j.psep.2018.05.009
[3] Ford, S., Despeisse, M. (2016). Additive manufacturing and sustainability: An exploratory study of the advantages and challenges. Journal of Cleaner Production, 137: 1573-87. https://doi.org/10.1016/j.jclepro.2016.04.150
[4] Cherrafi, A., Elfezazi, S., Chiarini, A., Mokhlis, A., Benhida, K. (2016) The integration of lean manufacturing, Six Sigma and sustainability: A literature review and future research directions for developing a specific model. Journal of Cleaner Production, 139: 828-46. https://doi.org/10.1016/j.jclepro.2016.08.101
[5] Paturi, U.M.R., Narala, S.K.R. (2015). Experimental investigation to study the effect of electrostatic micro-solid lubricant–coated carbide tools on machinability parameters in turning. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 229(5): 693-702. https://doi.org/10.1177/0954405414530903
[6] Geneme, D. (2020). Analysis and improvement of product quality in small scale and medium enterprises (A case study on small and medium scale metal manufacturing enterprises in Mizan-Aman town (Doctoral dissertation).
[7] Álvarez, M.E.P., Bárcena, M.M., González, F.A. (2017). On the sustainability of machining processes. Proposal for a unified framework through the triple-bottom-line from an understanding review. Journal of Cleaner Production, 142: 3890-3904. https://doi.org/10.1016/j.jclepro.2016.10.071
[8] Sun, H., Liu, C., Chen, J., Gao, M., Shen, X. (2019). A novel method of sustainability evaluation in machining processes. Processes, 7(5): 275. https://doi.org/10.3390/pr7050275
[9] Okonkwo Ugochukwu, C., Nwoke Obinna, N., Okokpujie Imhade, P. (2018). Comparative analysis of chatter vibration frequency in CNC turning of AISI 4340 alloy steel with different boundary conditions. Journal of Covenant Engineering Technology (CJET), 1(1): 13-30.
[10] Mia, M., Gupta, M.K., Lozano, J.A., Carou, D., Pimenov, D.Y., Królczyk, G., Khan, A.M., Dhar, N.R. (2019). Multi-objective optimization and life cycle assessment of eco-friendly cryogenic N2 assisted turning of Ti-6Al-4V. Journal of Cleaner Production, 210: 121-33. https://doi.org/10.1016/j.jclepro.2018.10.334
[11] Goindi, G.S., Sarkar, P. (2017). Dry machining: A step towards sustainable machining–challenges and future directions. Journal of Cleaner Production, 165: 1557-71. https://doi.org/10.1016/j.jclepro.2017.07.235
[12] Mia, M., Gupta, M.K., Singh, G., Królczyk, G., Pimenov, D.Y. (2018). An approach to cleaner production for machining hardened steel using different cooling-lubrication conditions. Journal of Cleaner Production, 187: 1069-81. https://doi.org/10.1016/j.jclepro.2018.03.279
[13] Khanna, N., Shah, P. (2020). Comparative analysis of dry, flood, MQL, and cryogenic CO2 techniques during the machining of 15-5-PH SS alloy. Tribology International, 146: 106196. https://doi.org/10.1016/j.triboint.2020.106196
[14] Sharma, A.K., Tiwari, A.K., Dixit, A.R. (2016). Effects of minimum quantity lubrication (MQL) in machining processes using conventional and nanofluid-based cutting fluids: A comprehensive review. Journal of Cleaner Production, 127: 1-18. https://doi.org/10.1016/j.jclepro.2016.03.146
[15] Ghosh, S., Rao, P.V. (2015). Application of sustainable techniques in metal cutting for enhanced machinability: A review. Journal of Cleaner Production, 100: 17-34. https://doi.org/10.1016/j.jclepro.2015.03.039
[16] Priarone, P.C., Ingarao, G. (2017). Towards criteria for sustainable process selection: On the modelling of pure subtractive versus additive/subtractive integrated manufacturing approaches. Journal of Cleaner Production, 144: 57-68. https://doi.org/10.1016/j.jclepro.2016.12.165
[17] Sen, B., Mia, M., Krolczyk, G.M., Mandal, U.K., Mondal, S.P. (2019). Eco-friendly cutting fluids in minimum quantity lubrication assisted machining: A review on the perception of sustainable manufacturing. International Journal of Precision Engineering and Manufacturing-Green Technology, 1-32. https://doi.org/10.1007/s40684-019-00158-6
[18] Okokpujie, I.P., Ajayi, O.O., Afolalu, S.A., Abioye, A.A., Salawu, E.Y., Udo, M. (2018). Modeling and optimization of surface roughness in end milling of aluminium using least square approximation method and response surface methodology. International Journal of Mechanical Engineering and Technology (IJMET), 9(1): 587-600.
[19] Nwoke, O.N., Okonkwo, U.C., Okafor, C.E., Okokpujie, I.P. (2017). Evaluation of chatter vibration frequency in CNC turning of 4340 alloy steel material. International Journal of Scientific & Engineering Research, 8(2): 487-95.
[20] Okonkwo, U.C., Okokpujie, I.P., Sinebe, J.E., Ezugwu, C.A.K. (2015). Comparative analysis of aluminium surface roughness in end-milling under dry and minimum quantity lubrication (MQL) conditions. Manufacturing Review, 2(30). https://doi:10.1051/mfreview/2015033
[21] Said, Z., Gupta, M., Hegab, H., Arora, N., Khan, A.M., Jamil, M., Bellos, E. (2019). A comprehensive review on minimum quantity lubrication (MQL) in machining processes using nano-cutting fluids. The International Journal of Advanced Manufacturing Technology, 105(5): 2057-2086. https://doi.org/10.1007/s00170-019-04382-x
[22] Xu, J., He, L., Su, H., Zhang, L. (2018). Tool wear investigation in high-pressure jet coolant assisted machining Ti2AlNb intermetallic alloys based on FEM. International Journal of Lightweight Materials and Manufacture, 1(4): 219-228. https://doi.org/10.1016/j.ijlmm.2018.08.007
[23] Tanabe, I., Hoshino, H. (2018). Development of a new forced cooling technology using a high-pressure coolant for machining difficult-to-machine materials. Journal of Manufacturing and Materials Processing, 2(2): 39. https://doi.org/10.3390/jmmp2020039
[24] Cayli, T., Klocke, F., Döbbeler, B. (2018). Increasing energy efficiency in turning of aerospace materials with high-pressure coolant supply. Procedia Manufacturing, 21: 405-412. https://doi.org/10.1016/j.promfg.2018.02.138
[25] Sørby, K., Vagnorius, Z. (2018). High-pressure cooling in turning of Inconel 625 with ceramic cutting tools. Procedia CIRP, 77: 74-77. https://doi.org/10.1016/j.procir.2018.08.221
[26] Baker, D.N., Kanekal, S.G., Hoxie, V.C., et al. (2013). The relativistic electron-proton telescope (REPT) instrument on board the radiation belt storm probes (RBSP) spacecraft: Characterization of Earth’s radiation belt high-energy particle populations. Space Science Reviews, 179(1-4): 337-381. https://doi.org/10.1007/s11214-012-9950-9
[27] Kramar, D., Kopac, J. (2009). High-pressure cooling in the machining of hard-to-machine materials. Journal of Mechanical Engineering, 55(11): 685-694.
[28] Gharibi, A., Kaynak, Y. (2016). The effects of high-pressure coolant on progressive tool wear in machining stainless steel. The 17th International Conference on Machine Design and Production. July 12 – July 15 2016, Bursa, Turkiye.
[29] Xie, J., Cai, W., Du, Y., Tang, Y., Tuo, J. (2021). Modelling approach for energy efficiency of machining system based on torque model and angular velocity. Journal of Cleaner Production, 126249. https://doi.org/10.1016/j.jclepro.2021.126249
[30] Teti, R., D’Addona, D.M., Segreto, T. (2021). Microbial-based cutting fluids as bio-integration manufacturing solution for green and sustainable machining. CIRP Journal of Manufacturing Science and Technology, 32: 16-25. https://doi.org/10.1016/j.cirpj.2020.09.016
[31] Hu, Z., Wei, Z., Sun, H., Yang, J., Wei, L. (2021). Optimization of metal rolling control using soft computing approaches: A review. Archives of Computational Methods in Engineering, 28(2): 405-421. https://doi.org/10.1007/s11831-019-09380-6
[32] Bai, W., Roy, A., Sun, R., Silberschmidt, V.V. (2019). Enhanced machinability of SiC-reinforced metal-matrix composite with hybrid turning. Journal of Materials Processing Technology, 268: 149-161. https://doi.org/10.1016/j.jmatprotec.2019.01.017
[33] Bhowmick, S., Lukitsch, M.J., Alpas, A.T. (2010). Tapping of Al-Si alloys with diamond-like carbon coated tools and minimum quantity lubrication. Journal of Materials Processing Technology, 210(15): 2142-2153. https://doi.org/10.1016/j.jmatprotec.2010.07.032
[34] Werda, S., Duchosal, A., Le Quilliec, G., Morandeau, A., Leroy, R. (2016). Minimum quantity lubrication: Influence of the oil nature on surface integrity. Procedia CIRP, 45: 287-290. https://doi.org/10.1016/j.procir.2016.02.330
[35] Kuzu, A.T., Wu, W., Stephenson, D.A., Bakkal, M., Hong, J., Shih, A.J. (2016). High-throughput dry and minimum quantity lubrication drilling of compacted graphite iron. Procedia CIRP, 46: 87-90. https://doi.org/10.1016/j.procir.2016.03.191
[36] Wang, C., Xie, Y., Zheng, L., Qin, Z., Tang, D., Song, Y. (2014). Research on the chip formation mechanism during the high-speed milling of hardened steel. International Journal of Machine Tools and Manufacture, 79: 31-48. https://doi.org/10.1016/j.ijmachtools.2014.01.002
[37] Wang, Y., Zou, B., Wang, J., Wu, Y., Huang, C. (2020). Effect of the progressive tool wear on surface topography and chip formation in micro-milling of Ti–6Al–4V using Ti (C7N3)-based cermet micro-mill. Tribology International, 141: 105900. https://doi.org/10.1016/j.triboint.2019.105900
[38] Maroju, N.K., Yan, D.P., Xie, B., Jin, X. (2018). Investigations on surface microstructure in high-speed milling of Zr-based bulk metallic glass. Journal of Manufacturing Processes, 35: 40-50. https://doi.org/10.1016/j.jmapro.2018.07.020
[39] Schneider, F., Bischof, R., Kirsch, B., Kuhn, C., Müller, R., Aurich, J.C. (2016). Investigation of chip formation and surface integrity when micro-cutting cp-titanium with ultra-fine grain cemented carbide. Procedia CIRP, 45: 115-118. https://doi.org/10.1016/j.procir.2016.02.257
[40] Okokpujie, I.P., Ohunakin, O.S., Adelekan, D.S., Bolu, C.A., Gill, J., Atiba, O.E., Aghedo, O.A. (2019). Experimental investigation of nano-lubricants effects on temperature distribution of mild steel machining. Procedia Manufacturing, 35: 1061-1066. https://doi.org/10.1016/j.promfg.2019.06.057
[41] Sharma, A.K., Tiwari, A.K., Singh, R.K., Dixit, A.R. (2016). Tribological investigation of TiO2 nanoparticle-based cutting fluid in machining under minimum quantity lubrication (MQL). Materials Today: Proceedings, 3(6): 2155-2162. https://doi.org/10.1016/j.matpr.2016.04.121
[42] Okokpujie, I.P., Bolu, C.A., Ohunakin, O.S. (2020). Comparative performance evaluation of TiO2, and MWCNTs nano-lubricant effects on surface roughness of AA8112 alloy during end-milling machining for sustainable manufacturing process. International Journal of Advanced Manufacturing Technology, 108: 1473-1497. https://doi.org/10.1007/s00170-020-05397-5
[43] Denkena, B., Brüning, J., Niederwestberg, D., Grabowski, R. (2016). Influence of machining parameters on heat generation during milling of aluminum alloys. Procedia CIRP, 46: 39-42. https://doi.org/10.1016/j.procir.2016.03.192
[44] Saberi, A., Rahimi, A.R., Parsa, H., Ashrafijou, M., Rabiei, F. (2016). Improvement of surface grinding process performance of CK45 soft steel by minimum quantity lubrication (MQL) technique using compressed cold air jet from vortex tube. Journal of Cleaner Production, 131: 728-738. https://doi.org/10.1016/j.jclepro.2016.04.104
[45] Bai, X., Wang, G., Yu, Y., Wang, D., Wang, Z. (2018). Changes in the physicochemical structure and pyrolysis characteristics of wheat straw after rod-milling pretreatment. Bioresource Technology, 250: 770-776. https://doi.org/10.1016/j.biortech.2017.11.085
[46] Okokpujie, I., Okonkwo, U., Okwudibe, C. (2015). Cutting parameters effects on surface roughness during end milling of aluminium 6061 alloy under dry machining operation. International Journal of Science and Research, 4(7): 2030-2036.
[47] Rajeswari, B., Amirthagadeswaran, K.S. (2017). Experimental investigation of machinability characteristics and multi-response optimization of end milling in aluminium composites using RSM based grey relational analysis. Measurement, 105: 78-86. https://doi.org/10.1016/j.measurement.2017.04.014
[48] Wojciechowski, S., Maruda, R.W., Barrans, S., Nieslony, P., Krolczyk, G.M. (2017). Optimisation of machining parameters during ball end milling of hardened steel with various surface inclinations. Measurement, 111: 18-28. https://doi.org/10.1016/j.measurement.2017.07.020
[49] Mia, M. (2017). Multi-response optimization of end milling parameters under through-tool cryogenic cooling condition. Measurement, 111: 134-145. https://doi.org/10.1016/j.measurement.2017.07.033
[50] Frifita, W., Salem, S.B., Haddad, A., Yallese, M.A. (2020). Optimization of machining parameters in turning of Inconel 718 Nickel-base super alloy. Mechanics & Industry, 21(2): 203. https://doi.org/10.1051/meca/2020001
[51] Nimase, R.N., Khodke, P.M. (2015). Effect of machining parameters on surface roughness of Al-7075 alloy in end milling. International Research Journal of Engineering and Technology, 2(3): 1505-1508.
[52] Nurhaniza, M., Ariffin, M.K.A.M., Mustapha, F., Baharudin, B.T.H.T. (2016). Analyzing the effect of machining parameters setting to the surface roughness during end milling of CFRP-Aluminium composite laminates. International Journal of Manufacturing Engineering, 2016.
[53] Behera, B.C., Ghosh, S., Rao, P.V. (2018). Modeling of cutting force in MQL machining environment considering chip tool contact friction. Tribology International, 117: 283-295. https://doi.org/10.1016/j.triboint.2017.09.015
[54] Khan, A., Maity, K. (2018). Influence of cutting speed and cooling method on the machinability of commercially pure titanium (CP-Ti) grade II. Journal of Manufacturing Processes, 31: 650-661. https://doi.org/10.1016/j.jmapro.2017.12.021
[55] Okokpujie, I.P., Ikumapayi, O.M., Okonkwo, U.C., et al. (2017). Experimental and mathematical modeling for prediction of tool wear on the machining of aluminium 6061 alloy by high speed steel tools. Open Engineering, 7(1): 461-469. https://doi.org/10.1515/eng-2017-0053
[56] Okokpujie, I.P., Ohunakin, O.S., Bolu, C.A., Okokpujie, K.O. (2018). Experimental data-set for prediction of tool wear during turning of Al-1061 alloy by high speed steel cutting tools. Data in Brief, 18: 1196-1203. https://doi.org/10.1016/j.dib.2018.04.003
[57] Bandapalli, C., Sutaria, B.M., Bhatt, D.V., Singh, K.K. (2017). Experimental investigation and estimation of surface roughness using ANN, GMDH & MRA models in high speed micro end milling of titanium alloy (grade-5). Materials Today: Proceedings, 4(2): 1019-1028. https://doi.org/10.1016/j.matpr.2017.01.115
[58] Sahu, N.K., Andhare, A.B. (2017). Modelling and multiobjective optimization for productivity improvement in high speed milling of Ti–6Al–4V using RSM and GA. Journal of the Brazilian Society of Mechanical Sciences and Engineering, 39(12): 5069-5085. https://doi.org/10.1007/s40430-018-1294-2
[59] Agrawal, S.M., Patil, N.G. (2018). Experimental study of non-edible vegetable oil as a cutting fluid in machining of M2 Steel using MQL. Procedia Manufacturing, 20: 207-212. https://doi.org/10.1016/j.promfg.2018.02.030
[60] Okokpujie, I.P., Bolu, C.A., Ohunakin, O.S., Akinlabi, E.T., Adelekan, D.S. (2019). A review of recent application of machining techniques, based on the phenomena of CNC machining operations. Procedia Manufacturing, 35: 1054-1060. https://doi.org/10.1016/j.promfg.2019.06.056
[61] Jawahir, I.S., Attia, H., Biermann, D., et al. (2016). Cryogenic manufacturing processes. CIRP Annals, 65(2): 713-736. https://doi.org/10.1016/j.cirp.2016.06.007
[62] Singh, G., Aggarwal, V., Singh, S. (2020). Critical review on ecological, economical and technological aspects of minimum quantity lubrication towards sustainable machining. Journal of Cleaner Production, 122185. https://doi.org/10.1016/j.jclepro.2020.122185
[63] Khan, A.M., He, N., Li, L., Zhao, W., Jamil, M. (2020). Analysis of productivity and machining efficiency in sustainable machining of titanium alloy. Procedia Manufacturing, 43: 111-118. https://doi.org/10.1016/j.promfg.2020.02.122
[64] Wickramasinghe, K.C., Sasahara, H., Abd Rahim, E., Perera, G.I.P. (2020). Green metalworking fluids for sustainable machining applications: A review. Journal of Cleaner Production, 257: 120552. https://doi.org/10.1016/j.jclepro.2020.120552