Ameer Hasan Hamzah*![]() | Hussein M.H. Al-Khafaji
| Hussein M.H. Al-Khafaji![]() | Talib Sabah Hussein
| Talib Sabah Hussein![]()
© 2024 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
This research investigates the Al-4wt%Cu alloy, renowned for its significant mechanical properties, using both numerical simulations and experimental methods. The study focuses on the heat treatment process of the alloy, involving an extended duration ranging from 8 to 30 hours at a temperature of 500℃, followed by a reduction to 195℃ to alleviate residual stresses. Key to this process is the utilization of Brunel hardness equipment and a fatigue testing apparatus employing a bending load. The investigation extends to a mathematical simulation, elucidating the process of copper separation via deposition in aluminum and the subsequent phase transformation, which results in optimal mechanical properties. Further, the fatigue testing procedure for the alloy is simulated using the Auto Desk Inventor program. Results from the experimental phase indicate that a 12-hour treatment duration yields superior mechanical properties, with a recorded hardness of 260 Brunel and a strength of 200 MPa. In parallel, the numerical simulation results, exhibiting a strength of 195.7 MPa, demonstrate a notable convergence with the experimental findings, factoring in a correction factor of 0.96. This study not only underscores the efficacy of the optimized aging process in enhancing the alloy's mechanical attributes but also bridges the gap between theoretical predictions and experimental outcomes, providing a comprehensive understanding of the alloy's behavior under varied treatment conditions.
aluminum alloy, heat treatment, hardness, fatigue strength
Aluminum alloys are renowned for their diverse properties, making them highly valuable in engineering applications. The judicious selection of these alloys, characterized by their tensile strength, density, ductility, formability, machinability, weldability, and corrosion resistance, has led to their widespread use in the aerospace industry. Notably, the high strength-to-weight ratio of aluminum alloys is a key factor in their preference for airplane construction [1]. Pure aluminum, while soft and lacking in sufficient tensile strength for demanding applications such as in airplanes and helicopters, can be significantly enhanced through alloying. The addition of various elements to aluminum is a common industrial practice to improve its mechanical properties. Copper, in particular, is frequently combined with aluminum in the industry, playing a pivotal role in enhancing the alloy's characteristics [2]. Similarly, magnesium is incorporated to augment both strength and hardness. The research presented in this paper primarily focuses on the Al-Cu-Mg alloy, examining the interplay between microstructure and cold formation. Variations in the percentages of copper and magnesium within the Al-Cu-Mg alloy are scrutinized, with the chemical composition being determined through optical emission spectroscopy [3].
Fabrizi et al. [4] conducted an in-depth analysis of the impact of T6 heat treatment on the microstructure and hardness of a secondary semi-solid AlSi9Cu3(Fe) alloy. This research employed a suite of methodologies including optical, scanning, and transmission electron microscopy, alongside hardness testing. The semi-solid alloy was processed using the Swirled Enthalpy Equilibration Device (SEED). Solution heat treatments were executed at temperatures of 450, 470, and 490 degrees Celsius over durations ranging from 1 to 6 hours, succeeded by water quenching and artificial aging at temperatures of 160, 180, and 220 degrees Celsius. Aging was conducted for varying periods, extending from 1 to 30 hours. The microstructural examinations revealed significant changes, notably the refinement of eutectic silicon and the dissolution of most Cu-rich compounds subsequent to all solution heat treatments. A key finding was that both increased solution temperature and duration correlated with heightened alloy hardness. However, notably, severe solution conditions, specifically at 490 degrees Celsius for 3 and 6 hours, induced unacceptable surface blistering on the alloy. Moreover, the study observed that the hardening peaks at higher temperatures were reached more rapidly due to accelerated hardening kinetics. Despite this, the reduced number density of β" and Q’ (or L) phases, coupled with the presence of coarser θ’ precipitates, led to a diminishment in hardness values, particularly in peak-aged conditions at 180 and 220℃.
Tillová et al. [5] conducted a comprehensive study to evaluate the influence of solution treatment on the microstructure and mechanical properties of an A356 aluminum alloy, commonly used in the casting of cylinder heads. Their research specifically focused on changes in silicon morphology and size, and their effect on the ultimate tensile strength (UTS), elongation, and Brinell hardness of the alloy. The findings from this investigation highlighted that heat treatment significantly improved the mechanical characteristics of the cylinder head castings. The researchers noted that the duration of the solution treatment was directly proportional to increases in both the tensile strength and hardness of the specimens. Furthermore, the study revealed that the distribution of silicon particles within the matrix, along with solution strengthening, played a pivotal role in determining the hardness of the alloy. In a related research, Zuo et al. [6] explored the impact of the Q-Al5Cu2Mg8Si6 phase on the creep and tensile properties of the Al-Si-Cu-Mg alloy at elevated temperatures. Their findings indicated that variations in the volume fraction of the Q-Al5Cu2Mg8Si6 phase, ranging from 3.2% to 6.4%, led to a substantial increase in the ultimate tensile strength at 250℃, which escalated from 157 MPa to 199 MPa.
In a study conducted by Garb et al. [7], the fatigue strength of cast aluminum alloy AlSi8Cu3 in both T5 and T6 conditions was evaluated at room temperature and at an elevated temperature of 150℃. The findings indicated a significant reduction in fatigue strength at 150℃: The T5 (cylinder head) and position 1 of the AlSi8Cu3 T6 (crankcase) exhibited a decrease in fatigue strength by 25% and 7%, respectively. This research provides valuable insights into the temperature-dependent fatigue behavior of these alloys. Mohamed and Samuel [8] investigated the high-temperature tensile behavior of the 354 aluminum cast alloy, particularly when modified with Zr and Ni additives. The study employed optical microscopy and an electron probe micro-analyzer to examine the microstructure of the intermetallic phases formed in the cast alloys, which underwent a solutionizing treatment followed by artificial aging at 190℃ for 2 hours. The research outcomes indicated that the alloy's tensile strength decreased with increasing temperature. However, it was observed that adding 0.2 weight percent Zr and 0.2 weight percent Ni to the alloy resulted in a significant 30% improvement in tensile properties at 300℃ compared to the base alloy.
Zhu et al. [9] undertook a comparative analysis of five different methodologies aimed at predicting the fatigue life of cast Al-Si-Mg-Cu alloys, utilizing four distinct datasets. Their comprehensive assessment led to the conclusion that none of the five methods yielded reliable results, thereby discouraging their use for accurate fatigue life prediction. The authors proposed a novel approach for estimating the S-N curve from tensile data, which involved utilizing Basquin parameters derived from seventy-two different S-N curves. This innovative method shows promise for enhancing the accuracy of fatigue life predictions.
Building upon the extensive review conducted, this research delves into the numerical and experimental investigation of the mechanical properties of the Al-4%Cu alloy, which possesses crucial mechanical attributes. The alloy undergoes a specific heat treatment protocol, spanning from 8 to 30 hours at a temperature of 500 degrees Celsius, followed by a reduction to 195 degrees Celsius aimed at alleviating residual stresses. Essential to this study are the Brunel hardness testing equipment and the fatigue testing apparatus, which operates under a bending load. This investigation draws a parallel with the methodologies and findings of the aforementioned researchers. It employs alloys analogous to those used in prior studies, underscoring a commonality in the materials explored. Furthermore, the mechanical tests utilized in this research - specifically, hardness and fatigue tests - are in alignment with those conducted in the referenced studies. This approach not only ensures the reliability of the results but also establishes a clear connection between this research and its predecessors. The similarity in testing methods and materials reinforces the relevance of this study to the broader body of work concerning the mechanical properties of Al-Cu alloys.
2.1 Preparation of aluminum alloys
The aluminum alloys are prepared by melting aluminum with specified elements in the required ratios in a melting furnace. The gases must go out during melting, especially hydrogen, by using chlorine gas or nitrogen passing over fusible. The fusible alloy is cast in a mould, and after cooling, it must be removed 1 cm from the specimen surface to remove any faults or oxides that may be produced over the outer surface of the alloy and to assure that the outer surface is clean. Then, it was annealing the material by preheating for 10-24 hours to assure structure homogeneity and to eliminate peculiarities in the present specimens [10-12].
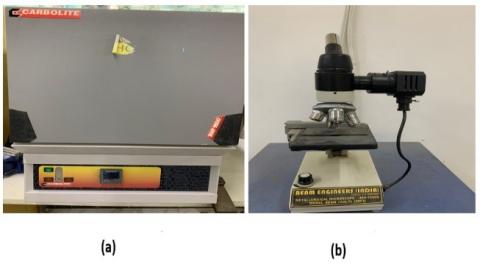
(1) Using an electric furnace with carbon electrodes and thermocouple technology to find the degree of thermal coefficients. As shown in the Figure 1(a).
(2) The microscope is used to know the phase transitions as a result of thermal coefficients of different degrees compared to the standard shapes as in the Figure 1(b).
Figure 1. (a) electric furnace, and (b) microscope to find the degree of thermal coefficients
2.2 Heat treatment
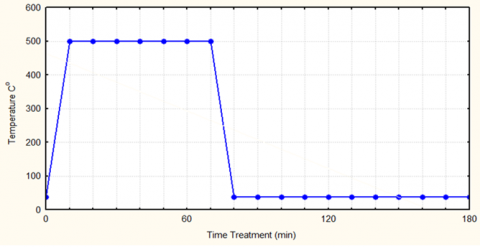
The heat treatment is the heating of material to a specified temperature with gas ambiance according to the final goal of the heat treatment, then cooling in the range can be controlled as shown in Figure 2. The heat treatment increases the mechanical strength of the material and increases its hardness; therefore, the heat treatment is an important facility in the treatment of alloys to increase hardness. The treatment is divided into two types: Timing hardness and deposition hardness, which can be performed sequentially.
The history of Al-Cu-Mg alloy belongs to the investigation of timing hardness by William Alfred (1906) to develop an aluminium alloy with high strength to replace yellow copper alloy in the fiery shot industry. The research is to produce Duralumin alloy (Al-3.5Cu-0.5Mg-0.5Mn), which is used in the aeroplane industry, while the alloy has a different composition (Al-4.4Cu-0.5Mg-0.9Si-0.8Mn), which is used in the automobile industry and the Concorde aircraft industry. This alloy resists creep for 50,000 hours at 120℃. In the present time, Al-Cu-Mg alloys have less strength to produce sheet that is used in the automobile industry, such as Al-2.5%Cu-0.45%Mg. The magnesium added to twice the Al-Cu alloy increases the material's ability for deposition, which belongs to deposition stages. This can be represented in the following relationship:
$Solid \, Solution \, over \, Saturated =\operatorname{areas}(G p)=$ $(A l 2 C u M g)=S(A l 2 C u M g)$ (1)
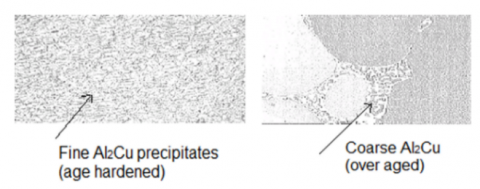
Phase S is producing, but it is unknown the nature and size of these areas. The production rate of deposits in Al-Cu) alloys with added Mg belongs to the development rate. Newly, the impermeableness electronic microscope is used to study the S phase, as shown in Figure 3 [13, 14].
Figure 2. Heat treatment of aluminum alloys by timing treatment
Figure 3. Microscope picture for heat treatment specimen (Al-4wt%Cu)
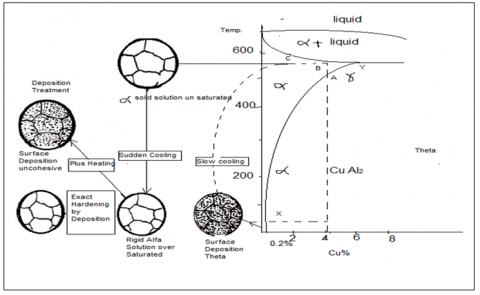
Figure 4. Aluminum richly part in equilibrium plane of (Al-Cu). The microstructure producing is showed due to different heat treatment, slow cooling, heat lotion treated, deposition treated
The aluminium alloys' properties change at heat treatment because of the melting difference in aluminium with temperature. The German physicist discovered heat-treatment phenomena. The physicist showed an increase in Al-Cu alloy hardness when there was a sudden cooling from 500℃ to room temperature. These alloys are called Duralumin (1910). The alloy produced can be heated to 180℃. Hence, these processes are regarded as industrial hardening by timing (deposition hardening). These phenomena occur for different alloys and especially for Al-Cu alloys, as shown in Figure 4 [15, 16].
2.3 Phase transformation
In general, the alloy Al-4%Cu at initial annealing was an inhomogeneous mixture, and at progressive stages of the annealing process, it started to form in different phases; hence, in the GPI phase, it appears that the Cu atoms are distributed in an inhomogeneous manner with Al. The time is increased, therefore phases formation (θ-, θ=) for Al-4%Cu, then the θ phase will be formed. This phase is a homogenous mixture. This mixture has a decline in free energy. The Al alloy is heated for a short period of time to get better properties compared with its natural timing. This is called normalisation or deposition treatment. The enhancement of mechanical properties is due to heat, and the increase in cohered deposition means solving (θ-). If the heating is increased over a long period, the composition structure starts to rebound in a fast equilibrium state, and then the (θ-) phase changes to (θ=) which is cohesive. When the interaction occurs, the fatigue strength and hardness decrease. The increase in temperature or annealing time leads to the growth of phase grains (θ) and the combined decline of mechanical properties.
2.4 Mathematic model for separation in basic phase
The initial crystallization is changed in elements of equilibrium plane of Cu and Mg in phase a according to liquid composition changes; this is due to strong gradating for solid constructs with high temperature during crystallisation, and the separation in the solid state was distinctive and active. In the mathematical model, 1D of separation was used for the following equations [17, 18].
$\frac{\partial \mathrm{f}_\alpha^{\mathrm{Cu}}}{\partial_\tau}=\mathrm{D}_{\mathrm{Cu}} \frac{\partial^2 \mathrm{f}_\alpha^{\mathrm{Cu}}}{\partial \mathrm{x}^2}+\mathrm{D}_{\mathrm{Cu}-\mathrm{Mg}} \frac{\partial^2 \mathrm{f}_\alpha^{\mathrm{Mg}}}{\partial \mathrm{x}^2}$ (2)
$\frac{\partial f_\propto^{M g}}{\partial \tau}=D_{M g-C u} \frac{\partial^2 f_\alpha^{C u}}{\partial x^2}+D_{M g} \frac{\partial^2 f_\alpha^{M g}}{\partial x^2}$ (3)
The confines on equations right are represented by accidental separation factors (DCu-Mg, DMg-Cu). The confines are described as grading constructs for one element in the initial phase, and vice versa for the other element. The previous equations are solved numerically with initial conditions as follows:
$\begin{gathered}x=0: \frac{\partial f_\alpha^i}{\partial x}=0 ;\\ x=x\left(f_s\right): f_\alpha^i=K_\alpha^i f_1^i ; i=(C u, M g)\end{gathered}$ (4)
The equilibrium equations for new masses that must be formed according to separation in the initial phase, i.e., the small increasing of the accessed region between solid and liquid is represented by initial crystallization during full time, then the addition of solid in the initial phase must be undergone for the following equations:
$\begin{gathered}\left(f_l^{C u}-f_\alpha^{C u}\right) . l_o \frac{\partial f_s}{\partial \tau}=D_{C u}\left\{\frac{\partial f_\alpha^{C u}}{\partial x}\right\}[x=x(f s)]+ D_{C u-M g}\left\{\frac{\partial f_\alpha^{M g}}{\partial x}\right\}[\mathrm{x}=\mathrm{x}(\mathrm{fs})]\end{gathered}$ (5)
$\begin{gathered}\left(f_l^{M g}-f_l^{M g}\right) . l_o \frac{\partial f_s}{\partial \tau}=D_{M g-C u}\left\{\frac{f_\alpha^{C u}}{\partial x}\right\}[x=x(f s)]+ D_{M g}\left\{\frac{\partial f_\alpha^{M g}}{\partial x \partial}\right\}[x=x(f s)]\end{gathered}$ (6)
where, lo~Dimensional range of crystalization, its value always (50μm).
where, MATLAB was used to solve the above mathematical equations with the introduction of all fixed and variable values.
Aluminium specimens are commercial types; they are Turkish production from the KOM PEN company. Aluminium purity is 98.4% and contains 0.55% Mg, and Table 1 illustrates the analysis of aluminium specimens, which are used in alloy preparation, while the copper specimens are commercial types, used in cables to translate electric energy. The melting furnace is a special furnace for heat treatment. The Brunel device for hardness tests and fatigue test equipment are used in experimental work, as shown in Figure 5. All experimental work is performed in the workshop of the Al-musaib Institute.
The number of prepared specimens is 3 with fixed weight ratios of 4% Cu; hence, all specimens are cut in half to become 6 specimens, which are ready for heat treatment and tested for hardness. The same alloy is used in the fatigue mold to perform the fatigue test, as shown in Table 2.
Figure 5. Experimental work: (a) Fatigue test Equipment, (b) Brunel device for hardness. (c) Zooming lens to measure hardness arouse
The simulation of the fatigue test for Al-4%Cu is performed by the Auto Desk Inventor programme. The comparison between the simulation and experimental results of the fatigue test is done.
Table 1. Weight ratios of commercial Aluminum for test by spectrometer (ARL-2460)
|
Pb |
Ni |
Cr |
Ti |
Zn |
Mg |
Mn |
Cu |
Fe |
Si |
Al |
|
0.00085% |
0.005% |
0.005% |
0.0066% |
0.0025% |
0.55% |
0.002% |
0.0015% |
0.17% |
0.46% |
98.4% |
Table 2. The alloy properties from Al-Cu mixture for heat treatment
|
Cu% |
Al Hardness Before Heat Treatment |
Al Weight (grrms) |
Cu Weight (grms) |
Alloy Weight (grms) |
|
4 |
71 |
200.16 |
8.33 |
208.5 |
The previous specimens were treated; hence, putting any specimen in a furnace at 550℃ for 2 hours, suddenly cooling it with cold water, and then returning it to the furnace directly after cooling at 195℃ for a period of 8-30 hours according to the phase plane of the alloy in Figure 5. The alloy belongs to phase (a) and is then tested for hardness by Brunel device fatigue strength bending equipment. The results are sorted in Table 3 and drawn in the curves of Figure 6.
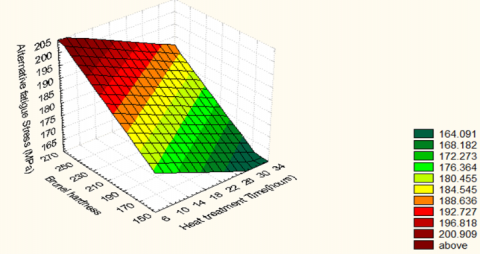
Figure 6. Heat treatment hardness and alternative fatigue stress of Al-4%Cu alloy with time of treatment
Previous research showed that the best ratio of Cu to aluminium to get better results in hardness, fatigue strength, and other mechanical properties is 4% Cu; therefore, this ratio was adopted [19].
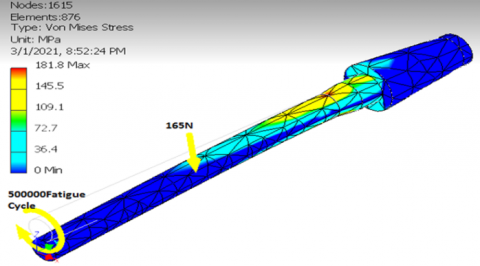
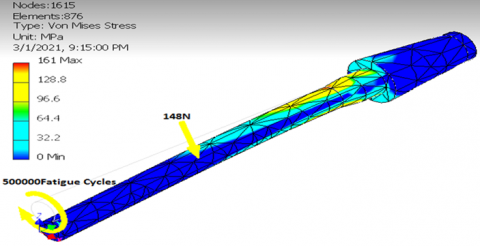
Figure 7. Fatigue test simulation of Al-4%Cu alloy heat treated for 8 hours
The simulation of the fatigue test for Al-4%Cu is carried out by the Autodesk inventor program, and the results of Von Mises stresses before the occurrence of failure are presented in Figures 7, 8, 9, 10, and 11. Figure 12 presents a curve that illustrates a comparison of the results of the fatigue test obtained through simulation and experiment, where Autodesk Inventor provides great flexibility, especially in the method (F.E), fatigue testing, as well as its use in comparison to practical results.
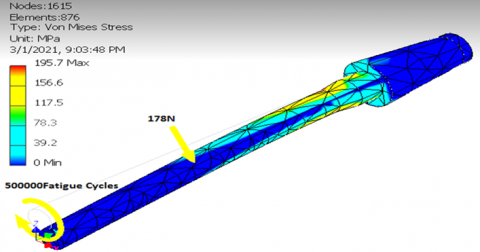
Figure 8. Fatigue test simulation of Al-4%Cu alloy heat treated for 12 hours
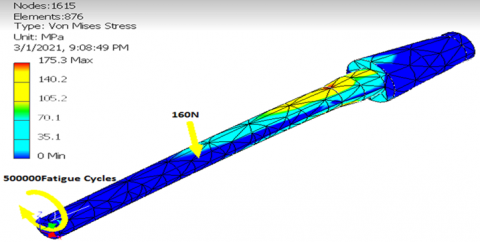
Figure 9. Fatigue test simulation of Al-4%Cu
Figure 10. Fatigue test simulation of Al-4%Cu alloy heat treated for 16 hours
The increase in hardness and fatigue strength for Al-4%Cu is shown after heat treatment. The maximum hardness of Al-4%Cu alloy is obtained after being treated for 12 hours, and at this treatment, it has high fatigue strength.
The increase in hardness and fatigue strength for Al-4%Cu is shown after heat treatment. The maximum hardness of Al-4%Cu alloy is obtained after being treated for 12 hours, and at this treatment, it has high fatigue strength.
Table 3 shows the maximum hardness in Brunel (260) after 12 hours of treatment at 195℃. The hardness and fatigue strength decrease with increasing heat treatment hours. The minimum value of hardness is (162), while fatigue strength is (165). Figure 5 depicts the relationship between treated time and hardness on one axis and fatigue strength on another.
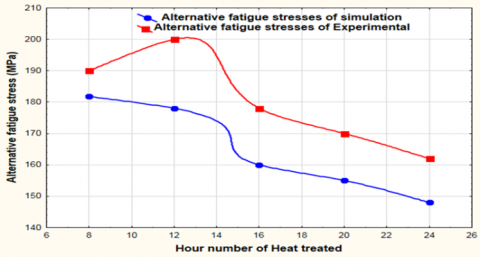
Figures 7, 8, 9, 10, and 11 represent the results of the simulation of an auto desk inventor using Al-4%Cu alloy. The number of cycles is fixed at 5*105 fatigue cycles, while changing values of the bending load that is applied to the free limb of the specimen and is recorded as alternative fatigue stresses are consistent with experimental results as shown in Figure 12. The standard deviation (SD) between simulation and experimental fatigue strength results is 4.5, while the correction factor (R2) of these results is 0.96; hence, this illustrates the large ability of the inventor program to get results with high accuracy with experimental work.
Figure 11. Fatigue test simulation of Al-4%Cu alloy heat treated for 24 and30
Figure 12. Comparison between simulation and experimental results of alternative fatigue stresses
Table 3. Heat treatment hardness and fatigue strength of Al-4%Cu alloy
|
Time Treatment (Hours) |
Heat treatment Temperature ℃ |
Brunel Hardness |
No. of Fatigue Cycle at Failure |
Alternative Stress of Fatigue (MPa) |
|
8 |
195 |
210 |
500000 |
190 |
|
12 |
195 |
260 |
500000 |
200 |
|
16 |
195 |
196 |
500000 |
178 |
|
20 |
195 |
174 |
500000 |
170 |
|
24 |
195 |
162 |
500000 |
165 |
|
30 |
195 |
162 |
500000 |
165 |
In this study, the alloy was heat-treated for 8 to 30 hours at 500 degrees Celsius and then returned to 195 degrees Celsius to eliminate residual tensions. The Brunel hardness equipment and fatigue test equipment for bending loads are also used. Based on the current results, it can draw some points:
(1) The mechanical properties of the Al-4%Cu alloy are better than those of another Al alloy, and this is a result of previous studies.
(2) The heat treatment from 8-30 hours according to the dictated conditions led to increased hardness and fatigue strength for the best values, which then decreased when the treatment time was increased. It is possible to rely on attested treatment time to obtain high mechanical properties as a result of producing a coherent q phase in a deposition.
(3) The use of the Auto Desk Inventor program is very good to get closed fatigue strength results with experimental results, whereas the correction factor is 0.96.
(4) The values of hardness are approximately converged with the fatigue strength values (95%) and therefore can be regarded as a pointer of hardness.
(5) The experimental results showed that treatment for 12 hours is the best way to get high mechanical properties (260 hardness Brunel, 200 MPa).
[1] Nafsin, N., Rashed, H.M.M.A. (2013). Effects of copper and magnesium on microstructure and hardness of Al-Cu-Mg alloys. International Journal of Engineering and Advanced Technology (IJEAT), 2(5): 533-536.
[2] Girisha, H.N., Sharma, K.V. (2012). Effect of magnesium on strength and microstructure of aluminium copper magnesium alloy. International Journal of Scientific & Engineering Research, 2: 1-4.
[3] Rana, R.S., Purohit, R. (2012). Effect of magnesium enhancement on mechanical property and wear behaviour of LM6 aluminium alloy. International Journal of Scientific Engineering and Research, 3(7): 1-5.
[4] Fabrizi, A., Capuzzi, S., De Mori, A., Timelli, G. (2018). Effect of T6 heat treatment on the microstructure and hardness of secondary AlSi9Cu3 (Fe) alloys produced by semi-solid SEED process. Metals, 8(10): 750. https://doi.org/10.3390/met8100750
[5] Tillová, E., Chalupová, M., Kuchariková, L., Belan, J., Závodská, D. (2018). Selection of optimal solution heat treatment of the casting cylinder heads. In MATEC Web of Conferences, 157: 02053. https://doi.org/10.1051/matecconf/201815702053
[6] Zuo, L., Ye, B., Feng, J., Kong, X., Jiang, H., Ding, W. (2017). Effect of Q-Al5Cu2Mg8Si6 phase on mechanical properties of Al-Si-Cu-Mg alloy at elevated temperature. Materials Science and Engineering: A, 693: 26-32. https://doi.org/10.1016/j.msea.2017.03.087
[7] Garb, C., Leitner, M., Grün, F. (2017). Effect of elevated temperature on the fatigue strength of casted AlSi8Cu3 aluminium alloys. Procedia Structural Integrity, 7: 497-504. https://doi.org/10.1016/j.prostr.2017.11.118
[8] Mohamed, A.M.A., Samuel, F.H. (2013). Microstructure, tensile properties and fracture behavior of high temperature Al–Si–Mg–Cu cast alloys. Materials Science and Engineering: A, 577: 64-72. https://doi.org/10.1016/j.msea.2013.03.084
[9] Zhu, S.S., Kan, H.M., Feng, X.J., Zhang, N., Sun, H. (2016). The preparation method of aluminum-magnesium alloys. In 2nd Annual International Conference on Advanced Material Engineering (AME 2016), pp. 299-305. https://doi.org/10.2991/ame-16.2016.50
[10] Adabi, M., Amadeh, A.A. (2014). Electrodeposition mechanism of Ni–Al composite coating. Transactions of Nonferrous Metals Society of China, 24(10): 3189-3195. https://doi.org/10.1016/S1003-6326(14)63459-2
[11] Wang, G.F., Jiang, S.S., Zhen, L., Zhang, K.F. (2011). Preparation and tensile properties of Al2O3/Ni-Co nanocomposites. Transactions of Nonferrous Metals Society of China, 21: s374-s379. https://doi.org/10.1016/S1003-6326(11)61609-9
[12] Prakash, D.S., Mariappan, R., Anand, J.V., Sundar, D.J., Dinesh, K. (2018). A review on latest development of aluminium alloy metal matrix composite through powder metallurgy route. International Journal of Mechanical and Production Engineering Research and Development, 2018: 235-241.
[13] Ouissi, T., Collaveri, G., Sciau, P., Olivier, J.M., Brunet, M. (2019). Comparison of aluminum alloys from aircraft of four nations involved in the WWII conflict using multiscale analyses and archival study. Heritage, 2(4): 2784-2801. https://doi.org/10.3390/heritage2040172
[14] Berlanga-Labari, C., Biezma-Moraleda, M.V., Rivero, P.J. (2020). Corrosion of cast aluminum alloys: A review. Metals, 10(10): 1384. https://doi.org/10.3390/met10101384
[15] Xu, C., Liu, K., He, H., Xiang, H., Zhang, X., Li, L. (2020). Mechanical performance evaluation of the Al-Mg-Si-(Cu) aluminum alloys after transient thermal shock through an novel equivalent structure design and finite element modeling. Metals, 10(4): 537. https://doi.org/10.3390/met10040537
[16] Dilip Kumar, J., Atul, K., Raja Ram, Y. (2011). Analytical solution to the one-dimensional advection-diffusion equation with temporally dependent coefficients. Journal of Water Resource and Protection, 2011: 31009. https://doi.org/10.4236/jwarp.2011.31009
[17] Zamani, M., Belov, I., Sjölander, E., Bjurenstedt, A., Ghassemali, E., Seifeddine, S. (2020). Study on dissolution of Al2Cu in al-4.3 cu and a205 cast alloys. Metals, 10(7): 900. https://doi.org/10.3390/met10070900
[18] Arisgraha, A., Angela, I., Arandana, N.A., Sofyan, B.T. (2018). Effects of aluminum addition on the characteristics of Cu-28Zn brass produced by gravity casting. In IOP Conference Series: Materials Science and Engineering, 285(1): 012031. https://doi.org/10.1088/1757-899X/285/1/012031
[19] Alshabatat, N., Al-qawabah, S. (2015). Effect of 4% wt. Cu addition on the mechanical characteristics and fatigue life of commercially pure aluminum. Jordan Journal of Mechanical & Industrial Engineering, 9(4).