OPEN ACCESS
Under the consideration of the factors: strip cold hardening, slip adhesive characteristics, roll elastic flattening and elastic recovery of rolled strip, this paper establishes rolling thermal calculation model of aluminum strip cold rolling process. Study the rolling thermal generation situation when aluminum alloy rolling with different specifications and in different pass. In addition analyze the impact on rolling thermal generation with different rolling load, friction coefficient, forward and backward tension, rolling speed and work roll diameter. Conduct the simulated calculation of three 5052 alloy passes rolling parameters. Comparing with the actual measured values, the calculated result errors are within ±5%. Confirm that the friction coefficient and rolling speed are the main factors affecting the rolling thermal generation, based on the study on the impacts of forward and backward tension, friction coefficient, rolling speed, diameter of rolled strip on rolling thermal generation. The aluminum strip cold rolling thermal generation model established on this paper is helpful on the thermal generation calculation during the rolling process, which provides the theoretical basis and data support for the establishment of high-strength aluminum strip flatness setting model and the control model of work roll spray cooling.
Cold Rolling, High Strength Aluminum, Deformation Power, Friction Power, Thermal generation Calculation.
Spray cooling is the main or sole means of high-order shape control for 4-high aluminum strip mill; due to the complex characteristics, because of various influencing factors and the mutual coupling of each influencing factor of the spray cooling, the research on it mainly focuses on the field of modern advanced control and lacks of the support of theoretical models. The transient thermal roll crown of work roll is the direct control object of spray cooling, therefore, the research on the ability of regulating the work roll shape has practical significance for spray cooling. Jinlan Bai, etc. made use of the actually measured rolling force and the forward slip value to carry out a one-dimensional partitioning calculation along the rolling direction for the rolled strip and accordingly obtain plastic deformation work and friction heat through integral operation so as to calculate the surface temperature of the work roll through some simplified formula; this research could avoid the error caused by theoretical model and actual working condition, but the assumption of the even distribution of the rolling force along the rolling direction was greatly different from the actual condition [1]. Z.Y. Jiang and A.K.Tieu adopted adhesion slip friction model to analyze the friction stress distribution of thin strip in rolling gaps, but the model had several subjectively set parameters; therefore, the reliability of the calculation result significantly depended on the rationality of these subjectively set parameters [2, 3]. Arif and other researchers adopted Gerved’s slip & adhesion friction model to calculate and stimulate the friction shearing stress distribution when researching the thermal deformation of aluminum strip cold work roll, but the friction shearing stress of this model at the neutral point had mutation and the elastic recovery of the rolled strip, etc. was also not considered [4]; On the basis of slip & adhesion friction mode of Coulomb friction, Fuqiang Zhou, Jianguo Cao, etc. considered such factors as the work hardening wind during rolled strip processing, accordingly established unit rolling force calculation model and taken the peak point of the rolling pressure as the neutral point, but the result of the mill work roll friction measurement of Y.J. Liu, A.K.Tieu, etc. indicated that the peak value of the rolling pressure was not at the neutral point, and the elastic recovery of the rolled strip, etc. was also not considered [5, 6]. Obviously, scholars have made lots of researches and explorations in the aspect of the generation mechanism model of the rolling heat during rolling thermal deformation and rolling process, but various factors shall be fully considered in order to further improve model and calculation precision.
Based on the roller-strip elastic-plastic theory and considering the factors such as strip cold hardening, slip adhesive characteristics, roll elastic flattening and elastic recovery of rolled strip etc., this paper establishes a calculation model for rolling thermal generation during the process of aluminum strip cold rolling. Under this model, the rolling thermal generation conditions in the process of different rolling specifications and passes can be studied and the rolling parameters such as the friction coefficient, forward tension, backward tension, rolling speed and work roll diameter can be changed in order to analyze the effect of rolling parameters change on thermal generation, providing theoretical basis and data support for the establishment of the flatness setting model of high-strength aluminum strip cold rolling shape and the control model of spray cooling.
During rolling process, the temperature of aluminum strip will increase due to plastic deformation and the friction between strip and work rolls, the calculation of friction heat and deformation heat is the premise of solving the temperature field of work rolls.
The plastic deformation heat and friction heat are mainly obtained through the calculation of the rolling pressure, deformation degree, frictional sheer stresses, relative sliding speed, forward slip and other parameters on the contacting surfaces of rolling strips, and these parameters will have significant differences when adopting different speeds, forward tension, backward tension and rolling Aluminum strips with different thicknesses, width and materials, and these rolling parameters present different distribution characteristics along the rolling direction, with mutually impacts and nonlinearly coupling [7~10].
2.1 Model assumptions
Each rolling parameter has its own nonlinear characteristics, therefore, it is inevitable to make a variety of assumptions in order to obtain the solution of Karman equation by using the integral method; in order to simplify the solving process, the method of numerical calculation is adopted, which only needs to divide the solving area into several units, and then the calculation will be conducted one micro-unit after another and overcome the simplified calculation conditions of analytical solution by using numerical integration and rational iteration, so as to obtain more reasonable solutions.
Both analytical solutions and numerical solutions are based on solving Karman equation, therefore, it is necessary to make the following assumptions for the unit division:
(1) Workroll remains in round shape after flattening;
(2) Rolled strip have no spread, which shall be regarded as plane-strain;
(3) Roll gap remains unchanged along the width direction;
(4) Without considering the influence of temperature, the materials are isotropic;
(5) Ignoring the shear stress.
Figure 1. Rolling deformation area division and difference grid diagram. H is inlet aluminum strip thickness; h is outlet aluminum strip thickness; R' is roller flattening radius; tb is backward tension; tf is forward tension
Along the rolling direction, the roll gap area is divided into five areas including inlet elastic area, backward slip area, adhesive area, forward slip area and outlet elastic area, and is conducted mesh generation. As shown in Figure 1, and calculate the stress state of the unit using the method of differences and calculate the friction heat and deformation heat through numerical integration.
2.2 Theory on deformation area
(1) Plastic deformation area
In terms of most metals, the plain strain plastic deformation follows the Levy-Mises yield condition assumption, and the yield relation is [11]:
$\sigma_{y}=\sigma_{x}-2 k_{s}$ (1)
wherein: $\sigma_{y}$ is the stress in y direction; $\sigma_{z}$ is the stress in x direction; $k_{s}$ is the shearing deformation resistance.
During the process of rolling, the deformation resistance of Aluminum alloys is mainly associated with the degree of deformation, and temperature and other factors have little effect on deformation resistance and it can be ignored. Different aluminum alloys have different O-state strength coefficient and it is difficult to ensure that the aluminum alloys of the same variety have the same component contents, therefore, it is necessary to study the practical data by oneself, so as to correct the coefficient of deformation resistance model. For most metals, the deformation resistance can be represented in power index model [11]:
$\sigma=K\left(\varepsilon_{\Sigma}\right)^{n}$ (2)
wherein: σ is the deformation resistance of metal; K is the strength coefficient; n is the work hardening index; εΣ is the accumulated strain.
Generally, it needs to pass 3-5 passes from the inlet of hot-rolling aluminum strip to cold-rolled finished product, with working hardening for each pass, and in the calculation, cumulative strain is useed to simulate this process, and the cumulative strain can be calculated according to the following formula [12, 13]:
$\varepsilon_{\Sigma}=a \varepsilon_{0}+(1-a) \varepsilon$ (3)
wherein: ε0 is the history pass strain; ε is the current pass strain; a is the strain accumulative index.
The friction stresses in the Forward slip area and Backward slip area shall be mutual reverse and Coulomb‘s Friction Model limited by the yeild shear stress, and the adhesive area around the neutral point adopts Bian Hongyu pre-displacement friction model [14]:
$\tau=\left\{\begin{array}{cc}\mu p & \left(p \leq k_{s}\right) \\ k_{s} & \left(p \geq k_{s}\right) \\ \frac{\left(x_{n}-x\right) \mu p^{\prime}}{l_{n} / 2} & \left(x_{n}-l_{n} / 2 \leq x<x_{n}\right) \\ \frac{\left(x-x_{n}\right) \mu p^{\prime \prime}}{l_{n} / 2} & \left(x_{n} \leq x \leq x_{n}+l_{n} / 2\right)\end{array}\right.$ (4)
wherein: µ is the coefficient of friction; p is rolling pressure; xn is the neutral position; x is the unit location; p’ is the neutral-point adhesive area and backward slip area; p” is the rolling pressure at the junction of forward slip area; ln is the width of neutral-point adhesive area.
(2) Elastic deformation area and work roller flattening
In the elastic deformation area, the rolling pressure is small, therefore, it can be considered as sliding friction, and the friction shear stress is calculated by the Coulomb's Friction Model. With generalized Hooke's law, the relationship between the stain in y direction and the stress in y and x direction at the inlet and outlet elastic deformation areas can be obtained:
$\varepsilon_{y}=\frac{1}{E}\left[\left(1-v^{2}\right) \sigma_{y}-\left(v+v^{2}\right) \sigma_{x}\right]$ (5)
Work roller elastic flattening radius is obtained through the calculation of Hitchcock's formula, which is as follows [15]:
$R^{\prime}=R\left[1+\frac{2}{\Delta h} \frac{8\left(1-v_{1}^{2}\right)}{\pi E_{1}} p\right]$ (6)
wherein: R is the original diameter of work roller; Δh is rolling reduction; v1 is the poison’s ratio of work roller; E1is the elastic modulus of work roller; p is the rolling force of unit width.
(3) Friction power and distortion power
In the inlet elastic area and plastic deformation area, the thickness of the strip decreases gradually along the rolling direction under the action of rolling pressure, the work of volume deformation of micro unit rolling is calculated by the following equation [16]:
$W=\sigma_{y} \ln \left(\frac{d h}{h}\right)$ (7)
Outlet thickness and speed determines the mass flow of current rolling strip, and according to the equal principle of mass flow, the volume of aluminum flowing through each unit per unit time is hexitVexit, and the obtained deformation equation of unit plate width of each unit is:
$W=\sigma_{y} \ln \left(\frac{d h}{h}\right) h_{e x i t} V_{e x i t}$ (8)
Ignoring the work of friction shear stress along width direction, in unit time, the calculation equation of the work of friction shear stress of micro unit in unit width is as follows:
$Q=\tau \Delta l\left|V_{s l i p}\right|$ (9)
Plastic deformation area is the major deformation area during strip rolling process, and the thickness of starting unit and end unit and the stress in x direction can be obtained through the calculation result of inlet and outlet elastic areas, therefore, the plastic deformation area units can be directly divided according to fixed width so as to calculate the thickness and deformation resistance of each unit as well as the stress distribution state of the overall deformation area from the inlet or outlet. In the sliding areas before and after the neutral point of plastic deformation area, the friction shear stress points to the outlet direction; in forward slip area after the the neutral point, the friction shear stress turns direction, and the position of neutral point is affected by the factors like screw-down rate and the coefficient of frinction, etc. During the deformation of rolling pieces, the stress change shall be smooth, without mutation points; this paper calculates the stress of each unit from the inlet and outlet to the initial neutral point, respectively, and adjusts the position of the neutral point according to the difference of the stress in x direction of the units on both sides of the neutral point and iterate based on the continous change of the stress in x direction of the forward and backward slip areas, and finally determines the position of the neutral point and forward slip value. The initial neutral piont is calculated by the following formula based on BLAND-FORD forward slip model [17]:
$\gamma=\sqrt{\frac{h}{R^{\prime}}} \tan \left\{\frac{1}{2} \arctan (\sqrt{\frac{H-h}{h}})-\frac{1}{4 \mu} \sqrt{\frac{h}{R^{\prime}}} \ln \left[\frac{H\left(1-\frac{t_{f}}{k_{f}}\right)}{h\left(1-\frac{t_{b}}{k_{b}}\right)}\right]\right\}$ (10)
wherein: tf and tb are respectively the forward the backward tension, kf and kb are the yield stresses respectively on the inlet and outlet sides.
In the process of cold rolling, the contact arc radius of the rolled strip increases with the action of flattening by the work rollers, the increasing is approx. 1.2 to 1.8 times the original value, and the mutual coupling of flattening radius and rolling presssure requires the iterative calculation.
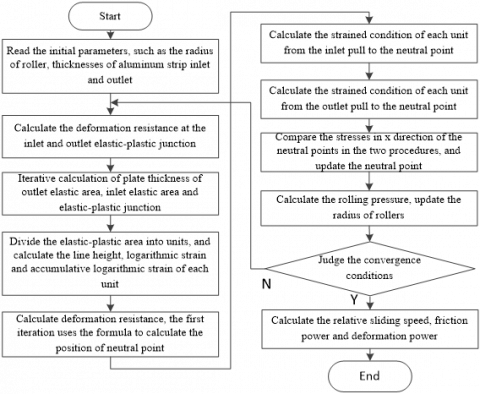
Based on the above analysis, the flow chart of using the finite difference method to discrete the differential equations of equilibrium and the yield equation, etc. in the elastic deformation area and the plastic deformation area, as well as the calculation model of friction power and deformation power are as follows:
Figure 2. Flow chart of deformation power and friction power model
Since there is no direct measurement methods of frictional heat and deformation heat, the accuracy of rolling thermal generation model based on rolling elastic-plastic deformation resistance theory depends on deformation resistance model, the actual material properties of aluminum, and the selected accuracy of rolling friction coefficient under different states. However, both measurements of frictional heat and deformation heat performed in a laboratory environment. We tend to choose the measured rolling force and forward slip values in the production to indirectly verificate the accuracy of deformation resistance model and friction coefficient.
Table.1 shows three categories of data, based on "1850 mm" Aluminum single stand cold rolling mill, of Aluminum rolling 5052, 4.1~1.72 [mm], 1360[mm] standard. The material properties of aluminum 5052 Alloy: Strength coefficient is 276.5[MPa], Hardening exponent is 0.26/[--][18].
Table 1. 5052 Aluminum strip rolling
|
Passes No |
1 |
2 |
3 |
|
Inlet thickness [mm] |
4.1 |
2.9024 |
2.2087 |
|
Outlet thickness [mm] |
2.9024 |
2.2087 |
1.72 |
|
Strip width[mm] |
1360 |
1360 |
1360 |
|
Inlet tension [MPa] |
9.47 |
8.68 |
7.51 |
|
Outlet tension [MPa] |
9.47 |
8.11 |
7.25 |
|
Work roll radius / mm |
210.81 |
210.81 |
210.81 |
|
Rolling speed /(m/s |
4.2 |
4.7 |
4.0 |
By using the model to calculate 5052 Auminum specifications. Figure 2 shows the measured and calculated results of the entry model parameters, rolling force, forward slip measured value.
Table 2. Actually measured value of 5052 Aluminum strip rolling, inlet parameters and calculated results of model
|
Passes No |
1 |
2 |
3 |
|
Friction coefficient [--] |
0.075 |
0.071 |
0.069 |
|
Roll Flattening radius [mm] |
225.1 |
234.5 |
238.4 |
|
Calculation of forward slip [--] |
0.0154 |
0.0187 |
0.0216 |
|
Actual measurement of slip [--] |
0.0150 |
0.0182 |
0.0227 |
|
Error of forward slip [%] |
2.67 |
2.75 |
-4.84 |
|
Calculated rolling force [kN] |
5265.7 |
5066.5 |
4165.9 |
|
Measured rolling force [kN] |
5143.9 |
5017.4 |
4301.8 |
|
Error of rolling force [%] |
2.37 |
0.98 |
-3.16 |
Table2 shows the error between calculation result and measured values of rolling force, and forward slip is less than ± 5%. And it illustrates the parameters of the model description are set reasonablly, and the thermal generation calculation is reliable.
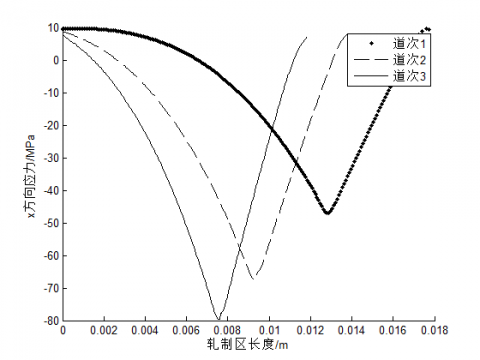
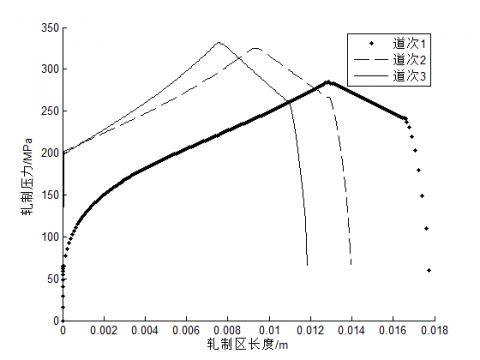
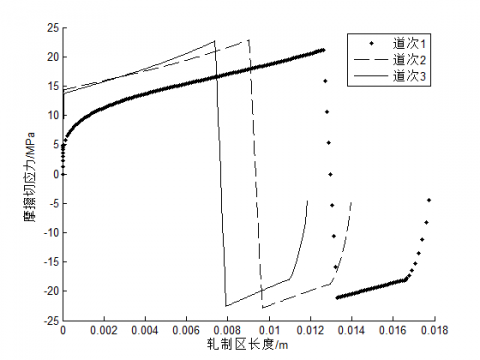
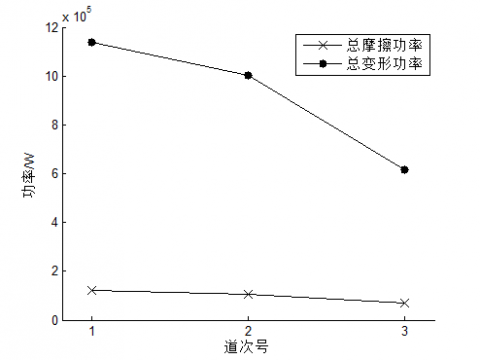
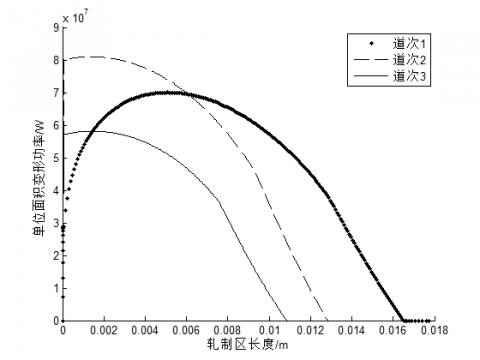
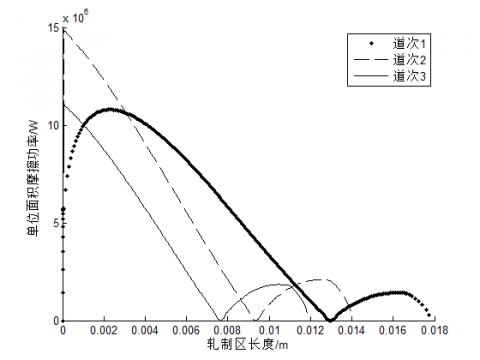
Figure 3 shows the x direction stress, rolling stress, shear stress of friction, deformation power per unit area, friction power per unit area, total deformation power and total friction power of Aluminum strip in each pass.
Figure 3. The stress, the friction power and the deformation power of Aluminum rolling 5052 in three passe
According to the above results, it can be found that x direction stress, rolling stress, friction shear stress continuous change along with the roll gap. The basic trend coincides with theoretical analysis and finite element results.
In Figure 3, from the distribution curve of unit area deformation power and friction power along the rolling direction of three passes, each pass of the friction power and deformation power distribution along the rolling direction are basically consistent. The backward slide area and the main fever area do not reach the maximum rolling pressure. However, there are high strain and the relative sliding velocity. The deformation reaches the peak power when the strip is near the entrance. The third pass is the final rolling pass. The rolling reduction is lower than the first two passes.The total deformation power is reduced more. Due to the slight decrease of rolling speed, the total friction power changes less.
In previous section, the rolling thermal generation is analyzed when making different aluminum roll. When rolling the same passes, the different rolling parameters could change rolling hot production. Based on specification and model parameters in Figure 1 and Figure 2 of rolling 5052 aluminum strip in first pass, this section changes the friction coefficient, forward and backward tension to study the impact relation between rolling parameters and rolling thermal generation.
5.1 Analysis on impacts of forward and backward tensionon rolling thermal generation
The forward and backward tension affects the rolling stress within the roll gap, and large forward and backward tension causes the increase of rolling tensile stress along the rolling direction. According to the yield criterion, on this condition, the rolling plastic deformation of artifact inevitably requires stress reduction, decreasing the rolling force, changing the rolling heat production.
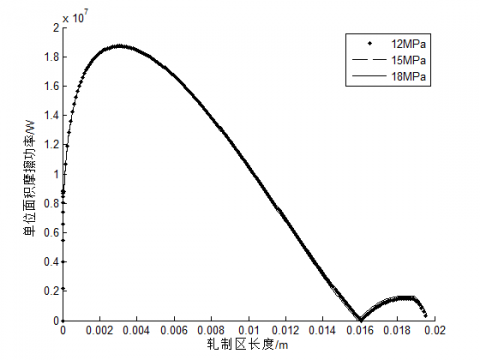
Figure 4. The impacts of forward tension on friction power and deformation power
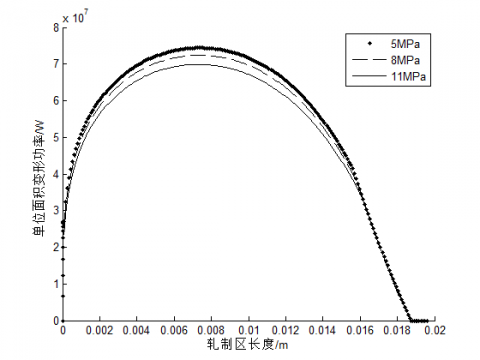
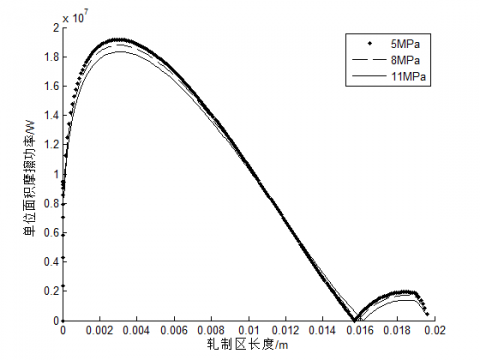
Figure 5. The impacts of backward tension on friction power and deformation power
Figure 4 and figure 5 show the impacts of forward slip tension change on the friction power and the deformation power in the deformation zone. Forward slip tension change has a small effect on the friction power and the deformation power. However, after an increase in backward tension power, it could decrease the friction power and the deformation power. Overall, forward and backward sliding tension changes have a small impact on the friction power and the deformation power in the deformation zone.
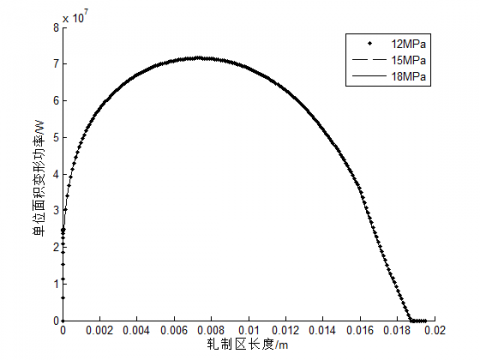
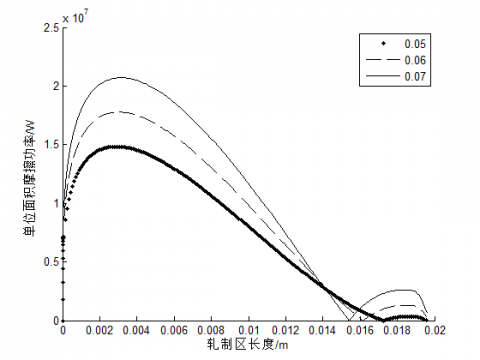
5.2 Analysis on the impact of friction coefficient on rolling thermal generation
The forward and backward sliding tensions affect the tensile stress of inlet and outlet along rolling direction. While the friction coefficient between the work roll and rolled strip determines depth of tensile stress throughing roll gap. If the friction coefficient increases, tensile of rolled strip along the rolling direction will quickly shift to stress state from tension atate, increasing rolling pressure for plastic deformation of rolled strip.
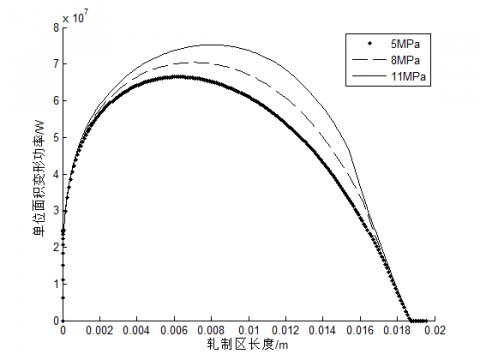
Figure 6. The impact of friction coefficient on thermal generation generation
The influence of friction coefficient change on the friction power and the deformation power in the deformation zone is shown in figure 6. The influence range is much larger than the front and back tension impact on the rolling thermal generation. Deformation power and friction power decreas along with the decreasing of friction coefficient, and it has greater influence on the friction power, low friction coefficient makes strip have a lower forward slip value, the friction power of forward slip area decreases more than that of backward slip[19].
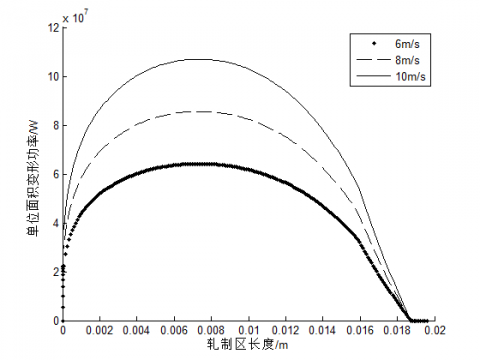
5.3 Analysis on impact of rolling speed on rolling thermal generation
Rolling speed of Aluminum strip directly determines the value of relative friction speed of the work rolled piece, while there is influence on the relation between rolling speed and friction coefficient, particularly at low speed, a strong dependency exists between rolling speed and friction coefficient. When testing the friction coefficient, Lenard found that the friction coefficient value at 0.27m / s of rolling speed is 50% larger than that at 1.33m / s of rolling speed. When the rolling speed is high, the friction coefficient value changes less.
Figure 7. Impacts of rolling speed on deformation power and friction power
During the actual rolling process, the entire rolling time shares a small proportion on low-speed aluminum strip rolling, so its impact on the roll gap heat generated during the entire rolling can be ignored. When the rolling speed is high, ceteris paribus, rolling thermal generation will increase along with the increase of rolling speed. Figure 7 shows the impact of rolling speed on deformation power and friction power.
(1) Based on elastic-plastic theory of work rolled piece, considering the work hardening under conditions of cold-rolling, work rolled piece sliding adhesive properties, the work roll elastic flattening, rolling elastic recovery and other factors, establish the aluminum strip cold-rolling thermal generation calculation model of differences.
(2) Study rolling thermal generation situation with different specification and different passes, and change the friction coefficient, front tension, back tension and other rolling parameters, analyze the influence of the parameter change on rolling thermal generation.
(3) Conduct alloy 5052 three passes rolling parameters simulation calculation, the errors of rolling force and forward slip calculation results are within ± 5%. By studying the impacts of different front and back tension, friction coefficient, rolling speed on rolling thermal generation, confirm the friction coefficient and rolling speed are the major factor changing rolling thermal generation.
(4) Based on the aluminum strip cold-rolling thermal generation model established in this study, the calculation on rolling thermal generation during the rolling process could be made more accurately, which will provide theoretical basis and information support to the establishment of high-strength aluminum strip cold-rolled plate shape-setting model and spray cooling control model.
This work is supported by Doctoral Program Foundation of Institutions of Higher Education of China (No. 20130006120024), together with National Natural Science Funds of China (No.51404021).