M. Yusuf. Satria![]() | M. Farid Samawi
| M. Farid Samawi![]() | M. Tumpu*
| M. Tumpu*![]()
© 2025 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
The amount of garbage in the country, which tends to increase each year, is a lingering issue. Not only are the numbers increasing, but the handling procedures also contribute to the problem. Improper waste management pollutes both land and water sources such as rivers and seas. The purpose of this study is to investigate the major chemicals in eco-cement generated from landfill waste burning ash (ATPA) and Portland composite cement (PCC). The goal of this study is to create eco-friendly eco-cement materials by combining ATPA with PCC. This research used X-ray diffraction to conduct semi-quantitative tests on the PCC: ATPA compositions of 100%:0%, 75%:25%, 50%:50%, 25%: 75%, and 0%:100%. The study found that silica (SiO2) and aluminium (Al2O3) were the most common chemicals formed in eco-cement without and with ATPA. The intensity value of each material reaches 1600 a.u. (absorb unit) at a diffraction angle of 30° (2θ). According to these findings, ATPA material is classified as crystalline. Depending on the application, materials with higher crystallinity are frequently linked to greater mechanical strength. This demonstrates that eco-cement derived from ATPA and PCC can be used as a cementitious material in the production of environmentally friendly mortar and concrete using waste and rubbish materials. According to the study’s characterisation, ATPA can directly substitute some PCC as a binder material; nevertheless, more research is required to examine the mechanical properties that arise.
eco-cement, ATPA, Portland composite cement (PCC), semi quantitative analyses, X-ray diffraction (XRD)
Indonesia is one of the countries with the highest levels of garbage generation. The amount of waste generated each year has increased as a result of rapid population growth, urbanization, and rising consumption. Rapid urbanization in Indonesia, particularly in large cities, has led to a rise in trash output [1-3]. Increased consumption and consumerist lifestyles have also had an impact on garbage production levels. The expansion of the industrial and economic sectors has also resulted in increased garbage output. Food and beverage, construction, and industrial industries generate enormous amounts of trash. Improper garbage management can pollute the ecosystem. Piles of rubbish in non-compliant landfills, as well as unlawful waste disposal, can pollute soil and water sources. Chemical and hazardous waste items can potentially affect ecosystems and jeopardize biodiversity [4-6].
The high rate of garbage generation places a significant strain on Indonesia’s waste management system [7]. The country faces a significant issue in managing the high volume of waste due to a lack of suitable infrastructure and resources. One of the most significant barriers to trash management is a lack of waste management infrastructure [8, 9]. Many areas of Indonesia still lack processing facilities, suitable landfills, and effective trash collection systems. In truth, the Indonesian government has taken various initiatives to enhance trash management, such as establishing a national waste management strategy and instituting recycling programs. However, we still need to spend more on waste management infrastructure, enact stronger limits on single-use plastics, and improve waste collection and processing systems [10].
In 2022, the Ministry of Environment and Forestry’s National Waste Management Information System reported a nationwide waste accumulation of 21.1 million tons, based on data collected from 202 regencies/cities across Indonesia. Of the total waste generated, 34.29% (7.2 million tons) remains unmanaged, while 65.71% (13.9 million tons) is being handled through various waste management processes [11]. Additionally, according to the Sustainable Garbage Indonesia agency, 3.2 million tons, or 5%, of the nation’s annual trash production is made up of plastic waste. Five percent, or 3.2 million tons, of all waste is made up of plastic waste. 226 thousand tons, or 7.06 percent, of this total garbage production is made up of branded bottled drinking water (AMDK) products, with up to 46 thousand tons, or 20.3 percent, coming from AMDK waste in plastic cup packaging [12, 13].
Situated in Makassar City, South Sulawesi Province’s Manggala District, the Tamangapa Final Disposal Site (TPA) is one of the biggest in Indonesia. The 20.1-hectare Tamangapa TPA, which was created in 1993, is no longer able to handle Makassar City’s garbage production. The majority of garbage comes from citizens’ activities in places like malls, markets, hotels, trade centers, and so on. With a population of 1.3 million in Makassar City, the Tamangapa TPA continues to use the open dumping method, which includes distributing rubbish in an open area without any security precautions. This practice is not recommended since it can cause severe environmental contamination. According to the statistics acquired, the volume of garbage received is 4258.78m3/day, which equates to 30,302.3m3/year. The total amount of waste in 2019 was 1,130,617.51m3, exceeding the TPA capacity level of 1,144,800m3. Figure 1 displays the current status of the Tamangapa TPA, one of Makassar’s TPAs.
Figure 1. TPA tamangapa
The Tamangapa TPA generates a substantial quantity of garbage each year, prompting action to reduce waste. One such approach is to transform garbage into other materials like mortar or concrete. We can use the ash from burning TPA waste to make alternate materials for paving blocks, possibly replacing some of the cement. Early research indicates that silica and alumina are highly concentrated in the ash produced by burning TPA waste. TPA waste ash’s silica and alumina content can be used to partially substitute cement in the making of mortar and concrete.
There is no denying that the widespread use of cement as the primary building material has a detrimental impact on environmental management. Coal is a common fuel used in power plants. One type of pollution that results from burning coal is fly ash. To reduce energy consumption and the use of non-renewable natural resources [14], several cement plants in Indonesia produce composite Portland cement (SNI 15-7064-2004) by combining fly ash and waste containing pozzolan with Portland cement clinker [15]. Composite Portland Cement is classified as CEM II by the European standard EN 197-1:2000; Indonesia just began producing it in 2005, however, CEM II category cement accounts for over 50% of the European market, surpassing Type 1 Portland Cement, which only generates around 35% [16].
Many individuals use cement as a binding agent to make concrete and mortar. As is well known, cement manufacture is an energy-intensive process that consumes a significant amount of energy, resulting in CO2 emissions of approximately 7% into the environment. About 1 ton of CO2 will be produced during the calcination of lime material and the burning of coal or fuel in order to sustain high temperatures in the rotary engine [17].
In addition, a significant amount of coal is needed to generate energy, and many nations employ this fuel in their power plants. Fly ash is one of the waste byproducts produced by burning coal. The rising demand for power causes a rise in coal burning, which results in an increase in coal waste. The majority of the absorbed coal waste is disposed of in the disposal pond, while just a little part is used in blended cement. The growing amount of coal waste poses environmental problems due to a lack of disposal places [18].
To effectively handle the waste problem, we must deploy appropriate processing alternatives, such as controlled combustion technology or burning in an incinerator. This method uses less land and yields fewer leftovers (bottom ash and fly ash), which can be used to manufacture concrete and mortar.
A material can be tested in a variety of ways to determine its physical, chemical, and mechanical properties [19]. A semi-quantitative test on the test object is one of the tests that can be used. The tests in question are SEM-EDS and XRD. We use SEM-EDS testing to evaluate the microstructure of the material being studied. We use XRD to qualitatively identify elements, compounds, phases, and crystal structures. Diffraction-based experimental approaches can successfully study atoms organized to create crystal formations as well as microstructures and phases. In diffraction tests, a detector records the waves that strike the substance. The detector identifies the direction and strength of diffracted or radiated waves from the material. Wave interference happens when waves are emitted by atoms with various kinds and locations. In crystal structures and compounds, the geometry represented by the wave direction generates a diffraction pattern that can be utilized to calculate the unit cell [20, 21].
To effectively handle the waste problem, we must deploy appropriate processing alternatives, such as controlled combustion technology or burning in an incinerator. In addition to using less land, this procedure yields less fly ash and bottom ash, which can be used to build concrete and mortar.
Reducing the environmental impact of garbage accumulation in landfills is a major challenge in solid waste management worldwide. Using ATPA as a complementary material in the creation of PCC is one creative way to close this gap. This particular study provides a solution that lowers carbon emissions from the cement industry by consuming less cement clinker and minimizing the amount of trash that ends up in landfills. As a result, this strategy incorporates sustainability concepts into the technology of building materials, offering substantial financial and environmental advantages.
The selected studies explore the innovative reuse of industrial and municipal waste materials in construction applications. Tang et al. [22] analyze the properties and potential uses of municipal solid waste incineration (MSWI) bottom ash, revealing its suitability as a construction material with minimal environmental risks. Building on this, Sun et al. [23] develop a modified binder composed of red mud and MSWI bottom ash, highlighting its promising mechanical and chemical properties for sustainable construction. Israil et al. [24] investigate the environmental benefits of replacing petroleum-based asphalt emulsion with natural asphalt from Buton Island, demonstrating reduced emissions across various production scenarios. Meanwhile, Fraay et al. [25] provide a foundational understanding of fly ash reactivity in concrete, emphasizing its role in enhancing long-term strength and durability. Collectively, these studies underscore the potential of waste-derived materials in promoting sustainability in the construction industry.
Building upon previous research that explored the reuse of industrial and municipal waste—such as MSWI bottom ash, red mud, and natural asphalt—for sustainable construction applications, this study investigates the potential of landfill ash (ATPA) as a partial substitute for Portland composite cement (PCC). Unlike earlier studies that focused on mixed fly ash and bottom ash for soil stabilization or binder enhancement, this research exclusively utilizes pure ATPA to produce mortar and concrete. Both ATPA and PCC are first characterized through X-ray Diffraction (XRD) to assess their crystalline compositions. The pyrolysis process is then applied to mixtures where ATPA replaces PCC at substitution rates of 25%, 50%, and 75%. To ensure consistency in particle size and material behavior, ATPA is sieved through mesh No.200, matching the fineness of PCC. This targeted approach aims to evaluate the standalone effectiveness of ATPA in cementitious applications while contributing to sustainable material innovation.
3.1 Clinker preparation
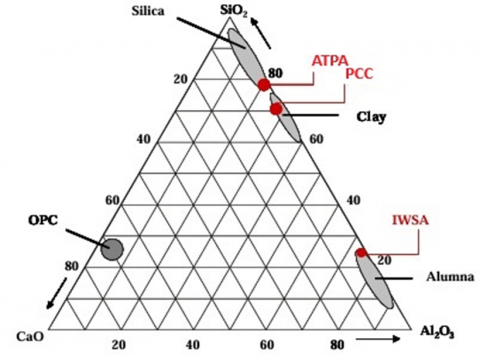
This research can use landfill ash waste (ATPA) and Portland composite cement (PCC) to partially replace cement raw materials. Hydraulic cement (also known as environmentally friendly cement) is made from a variety of landfill ash waste, including household waste, plastic waste, industrial waste including aluminium, and steel factory waste (ferrates). Landfill trash (ATPA), composite Portland cement, and aluminium-containing landfill waste (ATPA) have chemical and mineralogical compositions that are extremely similar to SiO₂, Al₂Si₂O₅(OH)₄, Al₂O₃ and Fe₃O₄.
Figure 2. The raw ingredients’ ternary diagram
Table 1. To detect heavy metals, the raw materials are subjected to chemical examination [26, 27]
|
|
IWSA |
ATPA |
PCC |
Ferrate |
Limestone |
|
Chemical Composition |
|||||
|
SiO2 (%) |
11.20 |
53.89 |
62.88 |
4.09 |
7.54 |
|
Al2o3 (%) |
44.76 |
28.91 |
15.87 |
1.85 |
1.68 |
|
Fe2O3 (%) |
6.99 |
7.31 |
6.76 |
39.99 |
0.88 |
|
CaO (%) |
1.87 |
0.79 |
1.78 |
4.97 |
59.89 |
|
MgO (%) |
0.79 |
1.17 |
1.08 |
0.38 |
1.47 |
|
SO3 (%) |
4.18 |
0.06 |
1.04 |
0.79 |
0.29 |
|
Na2o (%) |
1.59 |
0.69 |
0.69 |
0.04 |
0.32 |
|
K2O (%) |
0.38 |
3.67 |
1.49 |
0.03 |
0.06 |
|
P2o5 (%) |
1.77 |
ND |
7.23 |
ND |
ND |
|
C1 - (ppm) |
319 |
278 |
108 |
181 |
ND |
|
LOI (%) |
28.01 |
2.86 |
1.32 |
57.87 |
29.17 |
|
Cu (mg/kg) |
18.978 |
87 |
1231 |
- |
- |
|
Cr (mg/kg) |
1189 |
1.6 |
18 |
- |
- |
|
Cd (mg/kg) |
69 |
1.09 |
16.1 |
- |
- |
|
Pb (mg/kg) |
4298 |
35.9 |
279 |
- |
- |
|
Zn (mg/kg) |
6178 |
101 |
1065 |
- |
- |
In this study, we used limestone, ferrate, industrial wastewater sludge ash (IWSA), landfill trash (ATPA), and composite Portland cement (PCC) as raw materials. The oxide compositions of several source elements, without loss, are displayed in Table 1. Figure 2’s ternary diagram shows that silica, clay, and alumina in raw cement can be substituted with recycled ATPA, PCC, and ASA. To ascertain the composition of raw clinker, we utilized a computer model [26].
3.2 Preparation approach
As mentioned previously, three different kinds of eco cement clinkers were used in this study. Using the previously described mixtures, we created pastes while maintaining a water-to-binder ratio of 0.38. Following ASTM-305, we created test cubes measuring 25.4mm (1 in.), which we then moulded (ASTM C31-69). The specimens were then disassembled and cured for three to ninety days at 25°C and 95% humidity in a container. Using ASTM C 39-72, we assessed the development of compressive strength in three samples of each type of eco-cement paste at different ages. Using the Toxicity Characteristic Leaching Procedure (TCLP) assays, we assessed the specimens’ leachability. To find hydrates and composition changes, we used X-ray diffraction (XRD). For additional analysis, we hydrated the crushed and sieved (#300) samples with acetone in a vacuum for 24 hours at the designated testing age.
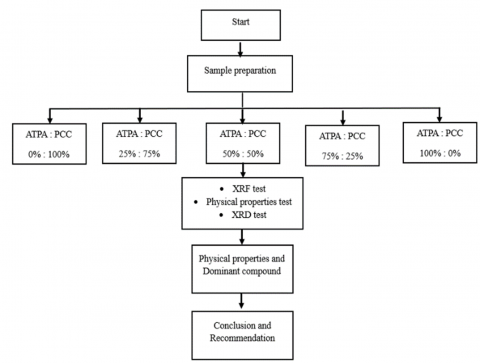
In this investigation, we substituted 25%, 50%, and 75% of the PCC with ATPA. Table 2 lists the many experiments and mixture designs conducted in this work prior to using X-ray fluorescence (XRF) and X-ray diffraction (XRD) to describe the materials. Figure 3 shows how this study was carried out step-by-step to produce the findings and recommendations.
The combination material between ATPA and PCC that was described prior to XRF and XRD testing is depicted physically in Figure 4. It is evident that the colours of 100% PCC and 100% ATPA differ based on the colour of the material. Whereas 100% ATPA material has a dark, almost black tint, 100% PCC material is Gray. For 25% ATPA and 75% PCC, the predominant colour is Gray, but for 75% ATPA and 25% PCC, the predominant colour is a dark, almost blackish hue. The combined colour of ATPA and PCC displays a dark hue when compared to the 50% ATPA and 50% PCC composition.
The binding from the semi-quantitative testing side will then be demonstrated by these changes. As such, the main focus of this work is on the processes of characterisation and binding between the two materials, PCC and ATPA. This binding process is illustrated by the XRF and XRD test findings, which identify the dominant elements and compounds [28-30].
Examining the components of eco-cement, a mixture of PCC and ATPA, is the aim of this study. When carbonation, or reacting with carbon dioxide, is used to activate for binding strength, concrete has effectively shown eco-cement as a stand-alone binder. Carbonation-curing has gained traction as a more environmentally friendly way to make concrete in recent years, but it hasn’t yet seen much commercial application.
Table 2. Variation and composition of eco-cement
|
No. |
Comparison of ATPA and PCC |
ATPA (gr) |
PCC (gr) |
|
1 |
0 : 100 |
0 |
100 |
|
2 |
25 : 75 |
25 |
75 |
|
3 |
50 : 50 |
50 |
50 |
|
4 |
75 : 25 |
75 |
25 |
|
5 |
100 : 0 |
100 |
0 |
Figure 3. Flowchart for this study
Figure 4. Combination material ATPA and PCC
This could take years to finish. One potential partial replacement for ordinary Portland cement (OPC) is eco cement, which is now on the market. The practice of partially replacing cement with supplemental cementitious materials (SCM) is somewhat common because of the numerous advantages provided by commercial additives. This could take years to finish. One potential partial replacement for ordinary Portland cement (OPC) is eco cement, which is now on the market. The practice of partially replacing cement with supplemental cementitious materials (SCM) is somewhat common because of the numerous advantages provided by commercial additives.
This study aims to determine whether using eco-cement is practical. We adopted a systematic performance-based methodology to evaluate eco-cement as an SCM in concrete, which included administering standardized tests and comparing it to popular commercial SCMs. Additionally, by measuring the fresh concrete’s compressive strength and doing durability tests to determine its resistance to frost damage, we evaluated the efficacy of using eco-cement. Among the analytical techniques used were heat of hydration calorimetry, scanning electron microscopy (SEM), quantitative X-ray diffraction (QXRD), and X-ray fluorescence (XRF).
3.3 X-ray fluorescence (XRF)
A non-destructive method for determining and measuring element concentrations in solids, powders, and liquids is X-ray fluorescence spectrometry, or XRF. At trace element levels, especially those below ppm, XRF can test elements from uranium to beryllium (Be). Generally speaking, XRF spectrometers use the fluorescence emissions that samples emit when subjected to X-rays to determine the wavelength of certain material components [27]. The XRF method is widely used by scientists to ascertain a material’s elemental composition. Due to its speed and lack of sample destruction, this method is used by the field and industry for material control. XRF can also be produced by primary excitation sources such protons, alpha particles, or high-energy electrons, depending on the application. An illustration of the XRF apparatus used to separate the components in the PCC and ATPA combination may be found in Figure 5.
Figure 5. XRF equipment
3.4 X-ray diffraction (XRD)
One technique for describing the size and crystal structure of a solid substance is X-ray diffraction (XRD). All materials with specific crystals produce distinct peaks when analysed using XRD. XRD produces electromagnetic waves with short wavelengths of around 0.5-2.5 Å, which approach the spacing between crystal atoms and have a high energy. Fire parallel and monochromatic X-ray beams into the material’s surface, allowing the crystal’s atoms to absorb energy and scatter the X-rays in all directions.
Figure 6. XRD tools
By comparing diffraction data to a database made available by the International Centre for Diffraction Data in the form of a PDF Powder Diffraction File (PDF), the diffraction method is frequently used to identify unknown chemicals in solids. The detector will capture the refracted light and convert it into a diffraction peak. The more crystal planes there are in the sample, the higher the refraction intensity. A crystal plane with a particular orientation along the three-dimensional axis is represented by each peak in the XRD pattern. We then compare the peaks generated from this measurement data to X-ray diffraction standards for nearly all types of materials.
Researchers determine the composition of the generated chemical compounds by comparing each crystal’s peak area to the total peak area. Using the XRD graph’s background line as a reference, the abscissa axis (x-axis) displays the peak breadth, and the ordinate axis (y-axis) displays the peak intensity. This study’s XRD test attempts to identify the chemical compounds created during the hydration process in concrete, such as CSH, CH, ettringite, Friedel’s salt, and other crystals. The XRD testing apparatus used to identify the main components in the mixture of PCC and ATPA is depicted in Figure 6.
4.1 Physical properties of PCC
To ascertain if it would be feasible to use PCC, ATPA (25%, 50%, 75%, 100%) as one of the eco-cement materials in this study, this study looked at PCC and ATPA’s features. The quality of the finished eco-cement is greatly influenced by the quality of PCC and ATPA. Table 3 shows the physicochemical characteristics of PCC and ATPA. Table 3 displays the test results for the physical characteristics of PCC and ATPA cement. This demonstrates that the eco-cement produced from PCC and ATPA satisfies the SNI 15-7064-2004 specifications for the required cement constituents.
There are notable physical parallels between 25%, 50%, 75% and 100% ATPA and PCC. This indicates that, in terms of physical properties, eco-cement generated from ATPA can be utilized as a binder.
The physical characteristics test results of eco-cement (PCC and ATPA) show something fascinating. Specifically, the results of the setting time test with the Vicat test indicate something interesting. The first eco-cement parameters are 132.5, 130.8, 126.7, 123.6, and 115.8 minutes, respectively, for PCC and 25% ATPA, 50% ATPA, 75% ATPA, and 100% ATPA. In the same way, the last configuration shows figures of 198, 179, 168, 156, and 139 minutes. From PCC to 100% ATPA, eco-cement requires a shorter set time for both the initial and final settings. The diminishing water content value is the cause of this. A cementitious material’s setting time is also influenced by its water concentration [31, 32].
Additionally, there is a correlation between the specific gravity value of the eco-cement material formed from PCC and ATPA and the setting times (first and final settings) and water content values. The specific gravity values are 2.98, 2.65, 2.47, 2.28, 3.13, and 2.98. The density of a material is indicated by its specific gravity. The material’s low density is confirmed by the use of ATPA. This is consistent with the compressive strength measurements taken at 3, 7, and 28 days. Consequently, ATPA material can be used in combination with or as a substitute for other types of cement when using PCC cement, but it cannot be used as a stand-alone binder in mortar or concrete mixtures. The percentage of ATPA that can replace PCC cement is examined in this study by an analysis of semi-quantitative test findings, such as dominant elements produced by XRF testing and dominant characterizations and compounds produced by XRD testing [33].
According to studies, fly ash gradually improves the fresh and hardened properties of concrete, making up for the early-age strength decline. Pozzolanic solutions cause fly ash to react slowly; after nearly four weeks, class F fly ash shows increasing strength. Fresh concrete is made simpler to work with by fly ash, which covers and lubricates the aggregate particles. By reducing friction at the aggregate paste interface, the spherical shape of the fly ash particles creates a ball-bearing action at the site of aggregate contact. Additionally, other features of fly ash concrete like as cohesiveness, pumping characteristics, and surface gloss are greatly improved by reducing bleeding. The global shift towards greener energy production will unavoidably result in a notable reduction in the combustion of coal, which will in turn diminish the fly ash supply. It is necessary to look into suitable replacements. One such remedy could be eco-cement.
The primary characteristics of PCC, including as its compressive strength (at least 32.5MPa for 28 days), setting time (at least 45 to 375 minutes initially), and volume stability, are governed by the SNI 7064:2014 standard. The primary characteristics of PCC, including as its compressive strength (at least 32.5MPa for 28 days), setting time (at least 45 to 375 minutes initially), and volume stability, are governed by the SNI 7064:2014 standard. Compressive strength, porosity, and durability are among the mechanical and chemical characteristics of cement that are impacted by the addition of 25%-100% ATPA. Pozzolan’s reactivity and resistance to sulphate can be strengthened when ATPA levels are between 25% and 50%. However, contaminants (such as heavy metals) might gradually weaken and reduce its durability while it is between 75% and 100%.
Inadequate quality control of the ash content, such as high amounts of unburned carbon or heavy metals, may cause the usage of ATPA in cement to vary from SNI guidelines. These variations may affect cement’s physical and chemical characteristics, resulting in problems such an unreasonably long or short setting time, a reduction in compressive strength, or an increase in porosity, all of which may weaken the material’s ability to withstand harsh conditions. From an industrial standpoint, these variations might restrict the use of ATPA in environments with significant hazards of chemical exposure or in high-grade concrete constructions. It is essential to balance the addition of ATPA with an appropriate mixture formulation and processing that ensures material stability and compatibility in order to maintain consistent performance.
Table 3. Characteristics of eco-cement (PCC & ATPA)
|
Characteristics |
Results |
||||
|
PCC |
25% ATPA |
50% ATPA |
75% ATPA |
100% ATPA |
|
|
Water content (%) |
11.5 |
10.6 |
11.9 |
12.8 |
13.2 |
|
Fineness |
382 |
376 |
396 |
428 |
437 |
|
Expansion (% max) |
0.76 |
0.69 |
0.78 |
0.89 |
0.93 |
|
Compressive Strength |
|
||||
|
a. 3 days (kg/cm2) |
185 |
169 |
156 |
148 |
137 |
|
b. 7 days (kg/cm2) |
263 |
257 |
249 |
228 |
219 |
|
c. 28 days (kg/cm2) |
410 |
387 |
357 |
328 |
317 |
|
Setting time (Vicat test) |
|
||||
|
a. Initial setting, minutes |
132.5 |
130.8 |
126.7 |
123.6 |
115.8 |
|
b. Final setting, minutes |
198 |
179 |
168 |
156 |
139 |
|
Fake tie time |
|
||||
|
Hydration temperature 7 days, cal/gr |
65 |
60 |
54 |
48 |
40 |
|
Normal consistency (%) |
25.15 |
23.14 |
21.78 |
20.67 |
19.89 |
|
Specific gravity |
3.13 |
2.98 |
2.65 |
2.47 |
2.28 |
4.2 X-Ray fluoresence (XRF) analysis
One analytical method that can be used to rapidly ascertain the elemental composition of a substance or sample is X-ray fluorescence, or XRF. The interaction of X-rays with the substance or sample is the foundation of the element determination principle. The material or sample to be tested may be lumps or powder with a minimum weight of two grams. The findings of XRF testing on eco-cement materials composed of PCC and 25%, 50%, 75%, and 100% ATPA are displayed in Table 4. We employ the SNI and ASTM-established procedures for conducting XRF testing. The components present in the eco-cement material are identified through characterisation using the XRF technique. This test is the first of a more involved characterisation procedure that involves XRD (X-ray diffraction) testing to determine the main chemicals present in the eco-cement material. Thus, the XRF testing technique can serve as the foundation for material characterization.
Table 4. Chemical properties of eco-cement (PCC & ATPA)
|
Chemical Characteristics |
Results (%) |
||||
|
PCC |
25% ATPA |
50% ATPA |
75% ATPA |
100% ATPA |
|
|
MgO (Magnesium Oxide) |
0.99 |
0.95 |
0.90 |
0.87 |
0.76 |
|
SO3 (Sulfur Trioxide) |
1.81 |
1.79 |
1.68 |
1.53 |
1.48 |
|
SiO2 (Silica Oxide) |
18.39 |
18.28 |
18.17 |
17.80 |
17.67 |
|
Al2O3 (Aluminum Oxide) |
5.15 |
5.13 |
5.07 |
4.79 |
4.28 |
|
Fe2O3 (Iron (III) Oxide) |
3.14 |
3.10 |
2.97 |
2.89 |
2.77 |
|
CaO (Calcium Oxide) |
61.79 |
50.68 |
50.38 |
49.76 |
48.64 |
|
LOI (Loss of Ignition) |
4.61 |
4.59 |
4.42 |
3.99 |
3.79 |
The predominant constituents of PCC cement are calcium (CaO) and silica (SiO₂), which account for 61.79% and 18.39% of its chemical composition, respectively. MgO, SO₃, Al₂O₃, Fe₂O₃, and LOI (loss of ignition) comprise 0.99%, 1.81%, 5.15%, 3.14%, and 4.61% of the components, respectively.
The content of silica (SiO2) and calcium (CaO) in eco-cement material containing 25% ATPA is 18.28% and 50.68%, respectively. Other elements include LOI (loss of ignition), MgO, SO3, Al2O3, Fe2O3, and their respective percentages are 0.95%, 1.79%, 5.13%, 3.10%, and 4.59%. CaO and SiO2 account for 50.38% and 18.17% of the combined material at 50% ATPA, respectively. Other components include LOI (loss of ignition), MgO, SO3, Al2O3, Fe2O3, and 0.90%, 1.68%, 5.07%, 2.97%, and 4.42%, in that order.
In contrast to eco-cement material that contains 75% ATPA, the SiO2 and CaO contents are 17.80% and 49.76%, respectively. For other elements such as MgO, SO₃, Al₂O₃, Fe₂O₃, and LOI (loss of ignition), they are, respectively, 0.87%, 1.53%, 4.79%, 2.89%, and 3.99%. The contents of CaO and SiO2 in 100% ATPA are 48.64% and 17.67%, respectively. The minor element percentages for MgO, SO₃, Al₂O₃, Fe₂O₃, and LOI (loss of ignition) are 0.76%, 1.48%, 4.28%, 2.77%, and 3.79%, respectively.
Table 5 compares the dominant elements of PCC, the basic eco-cement material, with those of ATPA-based eco-cement material. CaO and SiO2 are the two major elements, and their ratios range from 0.78 to 0.99. This is consistent with the eco-cement material’s physical characteristics. Consequently, eco-cement material derived from ATPA can be used in lieu of eco-cement derived from PCC in an indirect manner. To bolster our arguments, this research can do XRD testing.
Table 5. Dominant element of eco-cement (ATPA/PCC)
|
Dominant Elements |
PCC |
25% ATPA |
50% ATPA |
75% ATPA |
100% ATPA |
|
CaO (Calcium Oxide) |
1 |
0.82 |
0.81 |
0.80 |
0.78 |
|
SiO2 (Silica Oxide) |
1 |
0.99 |
0.98 |
0.96 |
0.96 |
According to the results of the XRF test, eco-cement is a type of cement that is more environmentally friendly than ordinary cement because it contains reactive magnesia (also called caustic calcined magnesia or magnesium oxide, MgO), other hydraulic cement, like Portland cement, and possibly pozzolans and industrial wastes. The infrequent mining of the raw ingredient, magnesite, is one problem impeding the commercialization of this cement, in addition to the conservatism of the building industry.
4.3 Characterization of the eco-cement clinkers
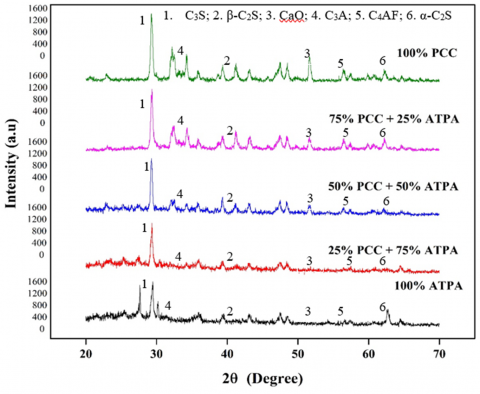
Every one of the five types of eco-cement was investigated in this study. The results of the XRF analysis are shown in Table 4. The eco-cement clinkers’ primary ingredients were SiO₂, CaO, and Al2O₃. XRD testing was utilized in this study to characterize different kinds of eco-cement. Finding the dominating compound between the 2θ angle and intensity was the aim of the XRD tests. The findings of the characterisation test of eco-cement composed of PCC and ATPA (25%, 50%, 75%, and 100%), derived from the XRD test results, are displayed in Figure 7.
Figure 7. The eco-cement’s XRD patterns
The eco-cement composed of PCC and 25%, 50%, 75%, and 100% ATPA is depicted in Figure 7. It illustrates the relationship between angle 2 and each material’s intensity. Tricalcium silicate (C3S), the main element that controls the cement’s early strength, is included in all eco-cement formulations. Dicalcium silicate (C2S) is an additional chemical that contributes to cement’s ultimate strength. Calcium oxide (CaO), which predominantly comes from the CaCO3 in limestone, is present in all eco-cement products. Tetracalcium Aluminoferrite (C4AF), which essentially has no impact on cement strength, is another ingredient included in eco-cement compositions [33].
Compounds usually found in PCC cement material are also present in eco-cement material. Variations arise due to the intensity level of each chemical. The degree of intensity in the current XRD is theoretically correlated with the hardness of the material and the degree of crystallization. The strong and non-amorphous substance is indicated by a high degree of crystallization or intensity.
Eco-cement PCC, 25% ATPA, 50% ATPA, 75% ATPA, and 100% ATPA materials had C3S compound intensity levels of 1400 a.u., 900 a.u., 850 a.u., 800 a.u., and 650 a.u., in that order. The C3S component was present in 83.5%, 78.7%, 75.4%, 68.9%, and 58.8% of each eco-cement material. This is due to the fact that the hydration process happens fast in addition to being highly concentrated. C3S’s expansion is bigger than C4AF’s, but it’s smaller than C3A’s. After C3A, C3S produces the second-largest heat of hydration.
Each eco-cement material has intensity levels of 670 a.u., 486 a.u., 437 a.u., 379 a.u., and 300 a.u. in contrast to the C2S compound. For every eco-cement material, the corresponding proportion of C2S read is 76.5%, 72.6%, 65.9%, 59.4%, and 55.67%. Only 28 days after binding does the sluggish strength development caused by C2S’s slow hydration reaction become apparent. Like C3S, C2S has no appreciable impact on cement expansion. Its hydration heat is the lowest in relation to other components.
The CaO compound exhibits an intensity level of 737 a.u., 712 a.u., 689 a.u., 659 a.u., and 587 a.u., which are 69.7%, 67.5%, 59.8%, 54.5%, and 49.5%, respectively, in each of the eco-cement materials: PCC, 25% ATPA, 50% ATPA, 75% ATPA, and 100% ATPA. Because it is the largest component and combines with silicate, aluminate, and iron compounds to generate potential compounds that comprise cement compounds, calcium oxide (CaO) is the most significant oxide in the cement process. Free CaO (free lime) is the term for the phenomena wherein CaO in limestone usually forms prospective minerals without attaching to other molecules.
With an intensity level of 438 a.u., 429 a.u., 396 a.u., 298 a.u., and 258 a.u., each eco-cement material formed from PCC (or 25% ATPA), 50% ATPA, 75% ATPA, and 100% ATPA is composed of 58.6%, 57.4%, 48.6%, 39.8%, and 37.6% ATPA, respectively. C4AF hardly affects cement strength at all. The heat of hydration produced by C4AF is rather low, at about 420 joules per gram. One element that affects cement colour is C4AF. One can compute the C4AF value.
$\mathrm{C} 4 \mathrm{AF}=3.043 \times \mathrm{Fe}_2 \mathrm{O}_3$ (1)
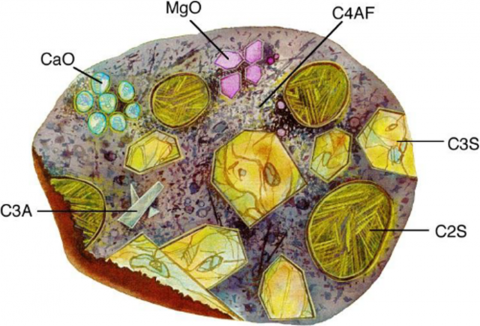
The types of chemicals and oxides included in cement particles are depicted in Figure 8. The XRF and XRD test results obtained from the characterization approach show that ATPA-based eco-cement material can be used as a practical substitute for PCC cement. As such, we can use the results of this semi-quantitative test as a basis for using eco-cement material. But first, we need to evaluate the concretes or mortar’s mechanical properties, particularly by assessing its compressive strength [33].
Figure 8. Chemicals and oxides of the eco-cement
This study is one of a series that aims to show whether eco-cement, which is produced from ash from burning landfill waste (ATPA), may be used in place of or in addition to PCC cement. As a result, the study’s conclusions are as follows:
The plain eco-cement specimen from PCC and ATPA was made and conditioned at the Science Research and Development Laboratory, Faculty of Mathematics and Natural Sciences, Hasanuddin University, Makassar, Indonesia, to characterize it using XRF and XRD techniques. For their help with this study, the authors would like to sincerely thank Prof. Dahlang Tahir, Heryanto, M.Si, and Alifah Dhiya Magfirah, ST.
[1] Liu, J., Wang, Z., Xie, G., Li, Z., Fan, X., Zhang, W., Xing, F., Tang, L., Ren, J. (2022). Resource utilization of municipal solid waste incineration fly ash - Cement and alkali-activated cementitious materials: A review. Science of the Total Environment, 852: 158254. https://doi.org/10.1016/j.scitotenv.2022.158254
[2] Wang, L., Jin, Y., Nie, Y., Li, R. (2010). Recycling of municipal solid waste incineration fly ash for ordinary Portland cement production: A real-scale test. Resources, Conservation and Recycling, 54(12): 1428-1435. https://doi.org/10.1016/j.resconrec.2010.06.006
[3] Huang, B., Gan, M., Ji, Z., Fan, X., Zhang, D., Chen, X., Sun, Z., Huang, X., Fan, Y. (2022). Recent progress on the thermal treatment and resource utilization technologies of municipal waste incineration fly ash: A review. Process Safety and Environmental Protection, 159: 547-565. https://doi.org/10.1016/j.psep.2022.01.018
[4] Jin, L., Chen, M., Wang, Y., Peng, Y., Yao, Q., Ding, J., Ma, B., Lu, S. (2023). Utilization of mechanochemically pretreated municipal solid waste incineration fly ash for supplementary cementitious material. Journal of Environmental Chemical Engineering, 11(1): 109112. https://doi.org/10.1016/j.jece.2022.109112
[5] Zhang, Y., Wang, L., Chen, L., Zhang, Y., Wang, Y., Wong, C. (2021). Treatment of municipal solid waste incineration fly ash: State-of-the-art technologies and future perspectives. Journal of Hazardous Materials, 411: 125132. https://doi.org/10.1016/j.jhazmat.2021.125132
[6] Darhamsyah, Tumpu, M., Samawi, M.F., Anda, M., Abas, A., Satria, M.Y. (2025). Reducing embodied carbon of paving blocks with landfill waste incineration ash: An eco-cement life cycle assessment. Engineering, Technology & Applied Science Research, 15(2): 21913-21917. https://doi.org/10.48084/etasr.10050
[7] Lantang, S., Samawi, M.F., Tumpu, M. (2025). Development of green concrete for mining roads using incineration residue ash. Engineering, Technology & Applied Science Research, 15(2): 22142-22146. https://doi.org/10.48084/etasr.10270
[8] Rachim, F., Tumpu, M., Mansyur. (2024). Research on predicting skilled labor availability to enhance sustainability building practices. International Journal of Sustainable Development and Planning, 19(11): 4183-4192. https://doi.org/10.18280/ijsdp.191108
[9] Proske, T., Hainer, S., Rezvani, M., Graubner, C.A. (2013). Eco-friendly concretes with reduced water and cement contents - Mix design principles and laboratory tests. Cement and Concrete Research, 51: 38-46. https://doi.org/10.1016/j.cemconres.2013.04.011
[10] Revilla-Cuesta, V., Skaf, M., Faleschini, F., Manso, J.M, Ortega-López, V. (2020). Self-compacting concrete manufactured with recycled concrete aggregate: An overview. Journal of Cleaner Production, 262: 121362. https://doi.org/10.1016/j.jclepro.2020.121362
[11] Zareei, S.A., Ameri, F., Bahrami, N. (2018). Microstructure, strength, and durability of eco-friendly concretes containing sugarcane bagasse ash. Construction and Building Materials, 184: 258-268. https://doi.org/10.1016/j.conbuildmat.2018.06.153
[12] Silva, R., De Brito, J., Lynn, C., Dhir, R. (2017). Use of municipal solid waste incineration bottom ashes in alkali-activated materials, ceramics and granular applications: A review. Waste Management, 68: 207-220. https://doi.org/10.1016/j.wasman.2017.06.043
[13] Amiruddin, A.A., Tumpu, M., Rangan, P.R., Irmawaty, R., Bakri, B., Mansyur. (2025). A potential pozzolanic material consisting of rice straw ash and fly ash for geopolymer mortar production-based cementitious system. Engineering, Technology & Applied Science Research, 14(6): 18189-18198. https://doi.org/10.48084/etasr.8703
[14] Liu, J., Hu, L., Tang, L., Ren, J. (2021). Utilisation of municipal solid waste incinerator (MSWI) fly ash with metakaolin for preparation of alkali-activated cementitious material. Journal of Hazardous Materials, 402: 123451. https://doi.org/10.1016/j.jhazmat.2020.123451
[15] Ouda, O.K.M., Raza, S.A., Nizami, A.S., Rehan, M., Al-Waked, R., Korres, N.E. (2016). Waste to energy potential: A case study of Saudi Arabia. Renewable and Sustainable Energy Reviews, 61: 328-340. https://doi.org/10.1016/j.rser.2016.04.005
[16] Xuan, D., Tang, P., Poon, C.S. (2018). Limitations and quality upgrading techniques for utilization of MSW incineration bottom ash in engineering applications – A review. Construction and Building Materials, 190: 1091-1102. https://doi.org/10.1016/j.conbuildmat.2018.09.174
[17] Dou, X., Ren, F., Nguyen, M.Q., Ahamed, A., Yin, K., Chan, W. P., Chang, V.W.C. (2017). Review of MSWI bottom ash utilization from perspectives of collective characterization, treatment and existing application. Renewable and Sustainable Energy Reviews, 79: 24-38. https://doi.org/10.1016/j.rser.2017.05.044
[18] Chen, Z., Leng, Z., Jiao, Y., Xu, F., Lin, J., Wang, H., Cai, J., Zhu, L., Zhang, Y., Feng, N., Dong, Y., Zhang, Y. (2022). Innovative use of industrially produced steel slag powders in asphalt mixture to replace mineral fillers. Journal of Cleaner Production, 344: 131124. https://doi.org/10.1016/j.jclepro.2022.131124
[19] Tozlu, A., Özahi, E., Abuşoğlu, A. (2016). Waste to energy technologies for municipal solid waste management in Gaziantep. Renewable and Sustainable Energy Reviews, 54: 809-815. https://doi.org/10.1016/j.rser.2015.10.097
[20] Ren, J., Hu, L., Dong, Z., Tang, L., Xing, F., Liu, J. (2021). Effect of silica fume on the mechanical property and hydration characteristic of alkali-activated municipal solid waste incinerator (MSWI) fly ash. Journal of Cleaner Production, 295: 126317. https://doi.org/10.1016/j.jclepro.2021.126317
[21] Tumpu, M., Rangan, P.R. (2024). Silica quartz characteristics from local silica sand on compressive strength of mortar. Civil Engineering Journal, 10(8): 2588-2600. https://doi.org/10.28991/CEJ-2024-010-08-010
[22] Stegemann, J.A., Schneider, J., Baetz, B.W., Murphy, K.L. (1995). Lysimeter washing of MSW incinerator bottom ash. Waste Management & Research, 13(2): 149-165. https://doi.org/10.1016/S0734-242X(95)90116-7
[23] Tang, P., Florea, M.V.A., Spiesz, P., Brouwers, H.J.H. (2015). Characteristics and application potential of municipal solid waste incineration (MSWI) bottom ashes from two waste-to-energy plants. Construction and Building Materials, 83: 77-94. https://doi.org/10.1016/j.conbuildmat.2015.02.033
[24] Sun, Y., Li, J., Chen, X., Huang, X., Guo, M., Wan, Y., Lu, L.Z., Chen, Z., Ma, Z. (2022). Preparation and characteristics of modified red mud-municipal solid waste incineration bottom ash binder. Journal of Building Engineering, 46: 103760. https://doi.org/10.1016/j.jobe.2021.103760
[25] Israil, Tumpu, M., Al Makassari, N.D. (2024). Reducing the environmental impact of asphalt emulsion production from petroleum bitumen utilizing Buton Island natural asphalt in various scenarios. Engineering, Technology & Applied Science Research, 14(6): 18380-18387. https://doi.org/10.48084/etasr.8559.
[26] Fraay, A.L.A., Bijen, J.M., de Haan, Y.M. (1989). The reaction of fly ash in concrete – A critical examination. Cement and Concrete Research, 19(2): 235-246. https://doi.org/10.1016/0008-8846(89)90082-9
[27] Salim, A., Tumpu, M., Yunus, A.Y., Yusuf, A.R., Gusty, S. (2024). Accelerating plastic pollution mitigation through sustainable urban infrastructure development. Engineering, Technology & Applied Science Research, 14(6): 17665-17671.
[28] Shen, P., Zheng, H., Xuan, D., Lu, J., Poon, C.S. (2020). Feasible use of municipal solid waste incineration bottom ash in ultra-high performance concrete. Cement and Concrete Composites, 114: 103814. https://doi.org/10.1016/j.cemconcomp.2020.103814
[29] Müller, U., Rübner, K. (2006). The microstructure of concrete made with municipal waste incinerator bottom ash as an aggregate component. Cement and Concrete Research, 36(8): 1434-1443. https://doi.org/10.1016/j.cemconres.2006.03.023
[30] Al-Rawas, A.A., Hago, A.W., Taha, R., Al-Kharousi, K. (2005). Use of incinerator ash as a replacement for cement and sand in cement mortars. Building and Environment, 40(9): 1261-1266. https://doi.org/10.1016/j.buildenv.2004.10.009
[31] Zhang, S.Z., Keulen, A., Arbi, K., Ye, G. (2017). Waste glass as partial mineral precursor in alkali-activated slag/fly ash system. Cement and Concrete Research, 102: 29-40. https://doi.org/10.1016/j.cemconres.2017.08.012
[32] Moon, G.D., Oh, S., Choi, Y.C. (2016). Effects of the physicochemical properties of fly ash on the compressive strength of high-volume fly ash mortar. Construction and Building Materials, 124: 1072-1080. https://doi.org/10.1016/j.conbuildmat.2016.08.148
[33] Cho, Y.K., Jung, S.H., Choi, Y.C. (2019). Effects of chemical composition of fly ash on compressive strength of fly ash cement mortar. Construction and Building Materials, 204: 255-264. https://doi.org/10.1016/j.conbuildmat.2019.01.208
[34] Zhang, J., Pan, G., Yan, Y. (2021). Early hydration, mechanical strength and drying shrinkage of low-carbon alkali-activated Ti-extracted residues-fly ash cement and mortars. Construction and Building Materials, 293: 123517. https://doi.org/10.1016/j.conbuildmat.2021.123517