Characteristics of Wood Pellets from Sengon Tree (Albizia Chinensis) Waste Materials for Eco-Friendly Fuel

Eko Yohanes Setyawan![]()
© 2024 The author. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
The Sengon tree (Albizia Chinensis) presents a promising avenue for biomass utilization due to its inherent natural adhesives, namely lignin and hemicellulose, streamlining the pelletization process without additional adhesive materials. This paper provides a comprehensive analysis of Sengon wood pellets' characteristics. To ensure high-quality pellets, minimizing inorganic elements such as alkali metals (K, Na), and reducing Cl, S, and Si content is essential to mitigate impurities, scale formation, and combustion boiler corrosion. Initial findings indicate that Sengon wood pellets exhibit a carbon content increase from 13.41% to 15.02% when dry, a slight sulfur content increase from 0.08% to 0.09%, and a calorific value of 4302 Kcal/kg. With a wood pellet density of 796 kg/m³ and a burning rate of 321.15 g/second, SEM-EDX testing confirms their suitability as fuel. These results underscore the potential of Sengon wood as a viable and sustainable biomass resource for thermal energy production, with implications for improving pellet quality and combustion efficiency.
wood pellets, Sengon wood, biomass, renewable energy
Recently, the use of biomass has increased significantly. This is due to regulations from several countries that require the development of alternative renewable fuels. In addition, the development of biomass can reduce greenhouse gas emissions and increase domestic energy security [1]. To support the use of biomass, it is necessary to design storage, processing, and equipment for handling the biomass, including the treatment of typical agricultural biomass powder waste, for example (soybean straw, corn straw, rice straw, and rice husk). Imports of wood pellets are expected to increase in the European Union and Southeast Asia by 2030, given that pellets are the main feedstock used for combustion in power plants across the region [2]. The usage of biomass is becoming increasingly significant for producing thermal energy by direct combustion or gasification of vegetable materials, electricity, and biofuels. The advantages of using biomass as an alternative energy source are mainly due to its abundance. From an environmental point of view, direct burning of biomass which produces the CO2 emission is compensated by the same amount of CO2 absorbed by the plants from the air during their life cycle. It provides a balanced condition in terms of greenhouse gas emissions.
Even though the use of biomass has been popular, it has some challenges to be addressed. The main consideration of using wood pellets as an energy source is the price which is mostly correlated to the high cost of the input material. It is difficult to obtain a good quality wood sawdust without bark content. Biomass is a rich renewable energy source that it is not easy to use in its original form due to its characteristics. Pelletization technology offers a simpler mass and energy densification to handle and feed biomass fuel. However, the shipping and storage issues of wood pellets are challenging. Pellets with 5% moisture have low strength, become brittle, and create a lot of dust during storage and transportation. Moreover, humidity higher than 15% spoils the pellets during storage [3]. The characteristic of wood material involving moisture content, volatile content, fixed carbon content, ash content, the heat of combustion, calorific value, carbon content, hydrogen content, nitrogen content, and sulfur content significantly affects the efficiency of wood pellets. The tests tested the properties of wood pellets made from Norwegian spruce, red raspberry, and black currant. The results showed that the tested wood pellets derived from uncommon woody plants (red raspberry and black currant) had the same energy properties as wood pellets made from Norwegian spruce sawdust. The specialty of Norwegian spruce sawdust is spruce wood has a straight grain, which makes it easy to work with and lends it a clean, uniform appearance, and pellets have better quality characteristics in terms of their use for heating (thermophysical properties, elemental composition) [4, 5]. The process of converting Sengon wood waste into pellets will be able to increase the calorific value of wood pellets so that the combustion process will be better and more effective. For this reason, further testing is needed on the composition of the biomass. Particle and bulk density, moisture content, crushing or hardness resistance, number of pellet particles per unit volume, size (including diameter, length, and the ratio of the two values), percentages of carbon, nitrogen, sulfur, and hydrogen, additives and ash levels, and finally the heat value are all examined [6, 7].
The thermal behavior of wood pellets is a very important parameter to ensure an efficient energy conversion process. To increase the efficiency of biomass, a stable operating simulation of the biomass boiler was carried out. Different methods were used to analyze the thermal behavior. This model is based on the calculation of biomass thermal conversion in a computational fluid dynamics (CFD) environment to tackle the gas phase problem. The mass, energy, and species balances, as well as the reaction that occurred in the biomass layer, are input in the porous section of the boiler's computational domain. To handle complicated combustion phenomena with minimum computing effort, biomass thermal conversion is coupled with additional submodels like as radiation transport, gas movement, and chemical processes. This model is put to the test by comparing two distinct simulations to each experimental test. The parameters relating to boiler thermal performance and pollutant emissions were compared, and the findings were fairly promising [8-10].
In the process of making wood pellets, the influence of the most important process parameters on the process is pressure and temperature. The quality of biomass can be seen from the water content and particle size which will affect the mechanical properties, namely density and durability. This result has been known in the process of making pellets from olive tree pruning waste. First, the influence of key process parameters (pressure and temperature) and biomass qualities (moisture content and particle size) on some mechanical properties (density and durability) of olive tree pruning waste pellets was investigated. A lab-scale pellet machine can control process parameters, biomass, and soil with three different hammer mill screen sizes (1, 2, and 4 mm), conditioned at different moisture content (5, 10, 15, and 20% wb), and pelletized at various process temperatures (60, 90, 120 and 150℃) and pressures (71, 106, 141 and 176 MPa). To measure the pellet density, sample dimensions and mass were assessed, and compressive strength tests were done to estimate the fuel durability [11, 12].
Particles of pinewood with two distinct moisture contents (i.e., 1. wt% and 12.2 wt%) were pelleted in laboratory-scale single die pellets at temperatures of 20, 100, 150, and 200℃. The pellets were burned in a laboratory-scale furnace at a temperature of 800℃. The time needed for single pellet burning increased in general as pellet temperature and biomass moisture content rose. Furthermore, the combustion behavior of single-die pellets differs substantially from that of pellets generated in pilot-scale pellet mills or semi-industrial scale pellets. The variance was driven by differences in the physical characteristics of the pellets [13, 14].
Because the characteristics of wood pellet fuel differ greatly from those of oil or gas, designing a wood pellet stove needs a thorough grasp of solid fuel combustion as well as the mixing and interaction of gas streams. Due to the limited height of the furnace installed (1 m), poor furnace design, air supply, smoke extraction, or heat exchangers may result in over- or low-energy CO emissions. To improve the furnace design, an existing wood pellet stove with a capacity of 30,000 kcal/hr was evaluated using experimental and computational approaches. The results suggest that it is critical to limit CO emissions while maintaining a suitably high temperature for fast oxidation by minimizing the volume of the unused furnace and improving gas mixing [15-18].
In this study, experimental works are carried out using a pellet-making machine MZLH-420 and a rotary kiln with a length of 12000 mm which was used to reduce the moisture content of Sengon wood powder which is on average 80% to 19%. In the process of making wood pellets, the material used was This wood waste was then turned into powder, and made into wood powder which was even smaller in size up to 5 mm using a hummer mill machine. After the process of making sawdust had been completed, the next step was reducing the moisture content of the powder. The average moisture content of the powder was still 40-45%. The powder was then fed into a rotary drum dryer to reduce the moisture content to 15-19%. After that, the sawdust was put into the wood pellet machine. The last process was to put the pellets into the Vibrating Screen machine to separate the pellets according to standard sizes, namely 8 mm in diameter and 3-5 cm in length. The smaller sizes were then separated automatically.
2.1 Materials
Sengon wood characteristics are strongly influenced by the place of growth and climate. Sengon trees can live up to 1,800 meters above sea level. Generally, this plant grows more optimally if it is located in a humid area with rainfall in the range of 1,000 to 5,000 mm per year.
Therefore, the Sengon wood used in this study was taken from Sengon wood grown around Malang, Indonesia, because it has the best climate and rainfall, and Sengon trees are widely cultivated. Chemical components in this wood can be divided into cellulose, hemicellulose, lignin, and extractives.
The process of making pellets was assisted as shown in the schematic diagram of Figure 1 by the MZLH-420 pellet mill machine shown in Figure 1d and a rotary kiln shown in Figure 1c with a length of 12000 mm which was used to reduce the moisture content of Sengon wood powder which is on average 80% to 19%. By then, the pelleting process can run, by entering the Sengon wood powder into the pellet machine and continuously passing through a steel circle with several holes that have a size of 8 mm. This compaction process produced a material that was dense and would break when it reached the desired length. Pellet fuel had a diameter of 8 mm and a length varied between 3-5 cm. In the process of making pellets, it produced heat due to friction of the tool which facilitated the process of binding the material and reducing the water content of the material up to 5-10%.
In the process of making wood pellets as shown in of Figure 1, the material used was Sengon wood taken from sawmill waste. This waste was in the form of powder and pieces of wood and twigs that were not used, which had a moisture content of 40-45% as shown in of Figure 2a. From these pieces of wood and twigs, the wood crushing process was carried out using a wood crusher machine up to a size of 15 mm as shown in of Figure 2b. This wood waste was then turned into powder, and made into wood powder which was even smaller in size up to 5 mm using a hummer mill machine as shown in of Figure 2c. After the process of making sawdust had been completed, the next step was reducing the moisture content of the powder. The average moisture content of the powder was still 40-45%. The powder was then fed into a rotary drum dryer to reduce the moisture content to 15-19% as shown in of Figure 1c. The next step was cooling as shown in of Figure 1e. After that, the sawdust was put into the wood pellet machine. After becoming a wood pellet, it was cooled into the wood pellet cooler machine. This was done as the temperature in the wood pellet after the pelletizing process reached an average of 80℃. If not refrigerated, the wood pellets will crumble into irregular pieces. The last process was to put the pellets into the Vibrating Screen machine to separate the pellets according to standard sizes, namely 8 mm in diameter and 3-5 cm in length as shown in of Figure 2d. The smaller sizes were then separated automatically.
Figure 1. The process of making Sengon wood pellets
Figure 1(a), (b), (c), and (d) are wood crusher, hummer mill, rotary drum dryer, and pellet machine used during this process, respectively, Figure 1(e) is cooling process and the subsequent quality screening of the resulting pellets.
Figure 2. Material pre-processing for the wood pellets
Sengon sawmill waste as the main material for the pellets (a), this sawmill waste was then converted into sawdust with a size of 15 mm (b) and then 5 mm (c), a vibrating screen machine was used to separate wood powder larger than the desired size (d), the finished product is shown in (e) with the dimension of 8 mm and a length of 3-5 cm.
2.2 Determining the quality of wood pellets
The quality of wood pellets is determined using several parameters as follows:
1. Moisture Content
The quantity of water present in a solid fuel is referred to as its water content. The greater the water content in solid fuel, the smaller the calorific value (19). The following equation was used to calculate the water content of Sengon wood waste pellets.
Water content $(\%)=\frac{w 1-w 2}{w 2} \times 100 \%$ (1)
where, W1 is the weight of the sample (gr) while W2 is the weight of the sample after being dried in the kiln (gr).
2. Ash Content
The ash contained in solid fuels is a non-combustible mineral left after the combustion process and the accompanying reactions. Because it reduces the calorific value of solid materials, ash plays a role in lowering their quality. Ash content can be measured by lowering the calorific value. The ash content can be determined by the equation:
Ash content $(\%)=\frac{w 1-w 2}{w 2} \times 100 \%$ (2)
where, W is the weight of the pellet before ashing (gr), W1 is the weight of the wood pellet cup after ashing (gr) and W2 is the weight of the empty cup (gr).
3. Carbon Content
Variations in water content, ash content, and volatile chemicals all affect the bonded carbon content bound to activated carbon. The bound carbon content can be calculated using the SNI 06-3730-1995 test method with the equation:
Bonded carbon content $(\%)=1-(\mathrm{KA}+\mathrm{KB}+\mathrm{KZ})
\times 100 \%$ (3)
where, KA is the pellet water content, KB is the pellet ash content and KZ is the pellet vapor content.
4. Evaporative Substance Level
Volatile matter or volatile substances affect the combustion of pellets. The more volatile substances in the pellet, the more easily it burns and burns. It can be measured using the SNI 01-1682-1996 test method with the equation:
Evaporated Substance Level (%) $=\frac{w 1-w 2}{w 2} \times 100 \%$ (4)
where, W1 is the weight of the pellet before heating (gr) and W2 is the weight of the sample after heating (gr).
5. Calorific Value
The calorific value is the quantity of heat produced per weight by the combustion process from a single substance that is simple to calculate. The calorific value can be measured using a bomb calorimeter with the SNI 01-6235-2000 test method with the equation:
$\mathrm{Hg}(\mathrm{cal} / \mathrm{g})==\frac{\Delta t \times w}{m}$ (5)
where, $H g$ is calories per gram pellet, $\Delta t$ is temperature rises on the thermometer $\left({ }^{\circ} \mathrm{C}\right), w$ is the caloric capacity of the tool 2565,446 calories $/{ }^{\circ} \mathrm{C}$ at the time of calibration, and $m$ is the weight of the pellet. The average Sengon wood waste pellet has a moisture content ranging from $6 \%$ to $10 \%$.
This study utilized some properties of Sengon wood such as particle size distribution, wood moisture content, bulk density, ash content, calorific value, hemicellulose, lignin, cellulose, extractives, major and minor ash elements, and carbon, nitrogen, and sulfur as presented in Table 1 to Table 3.
Table 1. Sengon wood pellet test results
|
Parameter |
Unit |
AR (As Received) |
DB (Dry Basis) |
Test Method |
|
Total moisture |
% Wt |
10.71 |
- |
ASTM D 2961-17 |
|
Ash content |
% Wt |
1.21 |
1.35 |
ASTM D 3174-12 |
|
Volatile matter |
% Wt |
74.67 |
83.63 |
ASTM D 3175-17 |
|
Fixed carbon |
% Wt |
13.41 |
15.02 |
ASTM D 3172-13 |
|
Total sulfur |
% Wt |
0.08 |
0.09 |
ASTM D 4239-17 |
|
Gross calorific value |
Kcal/kg |
4302 |
4818 |
ASTM D 5865-13 |
Table 2. Analysis of Sengon wood pellets
|
Ultimate Analysis |
Unit |
AR (As Received) |
DB (Dry Basis) |
Test Method |
|
Carbon |
% Wt |
44.06 |
49.35 |
ASTM D 5373-16 |
|
Hydrogen |
% Wt |
5.44 |
6.09 |
ASTM D 5373-16 |
|
Nitrogen |
% Wt |
0.25 |
0.28 |
ASTM D 5373-16 |
|
Oxygen |
% Wt |
38.25 |
42.84 |
ASTM D 3176-15 |
Table 3. Density parameters of Sengon wood pellets
|
Parameter |
Unit |
Test Result |
Test Method |
|
Bulk density |
Kg/m3 |
796 |
ASTM 1895 |
All of the residues studied have the potential to be utilized in the manufacture of wood pellets. However, high metal concentrations, such as aluminum, may hinder their ability to enter the market for high-quality pellets [19, 20].
In pellet manufacturing, sawdust moisture content and sawdust vapor conditioning are varied in a factorial design, supplemented by experiments to evaluate their effect on pellet processing and pellet quality. The moisture level of sawdust was discovered to be the most important determinant of pelletizer density. It showed low values at high water content due to the friction-reducing properties of water in the pellet-making process. In this model, to explain the influence of sawdust moisture content, water should be actively engaged in the binding mechanism as a hydrogen binder. Increased binding strength is related to a decrease in the extractive content, which contains chemicals that can remove binding to the material's surface [15]. The table shows the characteristics of the wood pellet biomass fuel from Sengon wood organic waste which was used as an alternative fuel. It represents the total humidity reached 10.71% when it was inserted. The first ash content of 1.21% and 1.35% when dry. It had an increase of 5.29%. The initial evaporation was 74.67%, and after drying was 83.63% an increase of 0.65%. The carbon content was 13.41% at the beginning, and after drying was 15.02% an increase of 0.03%. Sulfur at the beginning was 0.08%, after drying was 0.09% increased by 0.01%. The calorific value was 4302 Kcal/kg and at dry time was 4818 Kcal/kg. In Table 2, it can be explained that the carbon content was 44.06% when first added, and when dry was 49.35%, which increased by 5.29%. The first hydrogen was 5.44%, while dry was 6.09%, increased by 0.65%. Nitrogen was 0.25%, while dry was 0.28%, increased by 0.03%. The first oxygen was 38.25%, when dry was 42.84%, and has a wood pellet density of 796 kg/m3. The data were presented in Table 3 with a combustion rate of 321.15 g/s.
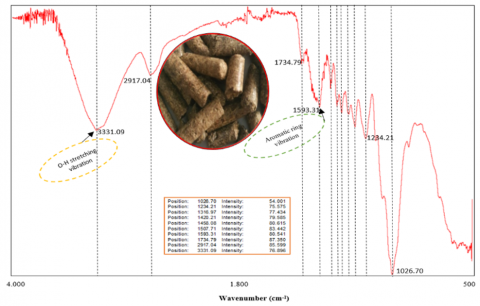
The functional groups of an organic molecule can be determined via FTIR analysis. FTIR is a standard instrument for chemical analysis. FTIR can provide information in predicting and identifying the functional groups present in a compound. FTIR is the easiest and fastest way to see chemical compounds on the membrane surface. This can be done by analyzing the resulting spectrum according to the peaks formed from a functional group. The FTIR analysis aims to identify organic compounds based on the reading of their functional groups in the form of a spectrum [21]. This is due to the ability of these compounds to permeate near-infrared electromagnetic radiation range with wavelengths ranging from 4000-500 cm-1. The operational group in the cellulose chain is hydroxyl. The group is bound to each glucose unit. The hydroxyl groups in cellulose not only determine the supramolecular structure but also determine the physical and chemical properties of cellulose.
Samples tested using the IR spectrum must be liquid at room temperature (room temperature) and in a pure state. The molecular test contained in wood pellets using IR spectra must first be processed because it is in solid form. Usually, it is first powdered, the particles are reduced and the solid is crushed in a viscous liquid medium with the same index of refraction as the sample, to reduce the energy lost due to light scattering. This process must be considered to obtain reliable IR samples, in addition, the transmittable beam must be > 75%. This test uses Nujol oil as a sample mixture as shown in the FTIR test results from wood pellets in Figure 3.
Figure 3. Wood pellet wave
Table 4. Absorption bands of wood pellets
|
Wave Number (cm-1) |
Function Group |
Polymers |
|
1026.70 |
Ring deformation vibration (cyclohexane) |
Cellulose, hemicellulose, lignin |
|
1234.21 |
C-O-C stretching vibration, =C-O-C stretching (aromatic ether) |
|
|
1316.97 |
CH2 wagging |
Cellulose, hemicellulose |
|
1420.21 |
C-H deformation vibration, CH2 asymmetric bending |
Lignin (wood) |
|
1458.08 |
CH2 of pyran ring symmetric, scissoring; O-H plane deformation vibration (gugus alifatik) |
Lignin |
|
1507.71 |
Aromatic ring vibration |
Lignin |
|
1593.31 |
Aromatic ring vibration + C=O stretch |
Lignin |
|
1734.79 |
C=O stretching vibration |
Hemicellulose |
|
2917.04 |
C-H stretching vibration, CH2 asymmetric stretching (gugus alkana) |
Lignin |
|
3331.09 |
O-H stretching vibration |
Lignin (wood) |
The characterization of functional groups with IR showed that identification of functional groups with IR on Sengon sawdust waste fuel showed the presence of hydroxyl groups at 1316.97 cm-1 (O-H) cellulose waves as reported. After that, the absorption is read at a wave of 2917.04 cm-1 which is the absorption of elements from the C-H group which is the skeleton of cellulose. The C=C functional group of hydrocarbon compounds appeared in the 1593.31 cm-1 wave, then the absorption of the C=O carbonyl group at the 1734.79 cm-1 wave indicated the presence of hemicellulose compounds. Based on the Van Krevelen diagram, biomass can be classified based on the ratio of its constituent elements, namely carbon (C), oxygen (O), and hydrogen (H). The three main constituents of biomass are the basic constituents of the chemical components of biomass, namely cellulose, hemicellulose, and lignin. Based on its constituent chemical components, biomass has a high diversity of chemical components based on Table 4. The elements of carbon, hydrogen, and oxygen in the wood pellets of Sengon wood waste cause differences in the quality of the products produced as fuel, where the lignin content is high. The potential of this Sengon wood waste biomass is very high to be used as fuel as it has only been in the form of unused waste. While this Sengon wood waste has a high lignin content which tends to have a high calorific value it is very suitable to be used as fuel.
In the IR spectra test on the wood pellet sample, the wave graph is presented in Figure 3. It was monitored that the Sengon wood pellet has IR spectra in the area of 3495.26 - 455.13 cm-1 which indicated the middle IR spectrum region. The IR spectra radiation is limited to changes in energy at the molecular level. The difference in vibration and rotation is used to absorb IR light, the molecule must have a change in dipole moment as a result of the vibration. Variable electric field radiation interacts with the sample molecules and causes a change in the amplitude of one of the molecular motions. Where a frequency of 3331.09 cm-1 shows a strong and sharp peak of the -C-H (stretching) group for the alkyne group (there is a double bond 3). At a frequency of 2917.04 cm-1, it shows a moderate peak of the -C-H (stretching) group for the alkane group. At a frequency of 1734.79 cm-1, it shows a strong peak of the -C=O (stretching) group, possibly from the aldehyde group. With the highest intensity (87.350) at a frequency of 1593.31 cm-1, it showed a moderate peak of the -C=C (stretching) group from the cyclical chain alkene group. At a frequency of 1507.71 cm-1, it showed a strong peak from the -NO group (stretching).) At a frequency of 1458.08 cm-1, it shows a moderate peak of the -CH group (bending) methyl group of alkanes (a branching alkane chain). At a frequency of 1420.21 cm-1, it shows a moderate peak of the -O-H (bending) group of alcohol. At a frequency of 1316.97 cm-1, it shows a moderate peak of the – O-H (bending) group of phenol. At a frequency of 1234.21 cm-1, it shows a moderate peak of the alkyl t-butyl (stretching) group of alkanes. At a frequency of 1026.70 cm-1 shows a strong peak of the -C-O group.
As we know the higher the lignin in wood, the higher the carbon value so that it is good for fuel. As a result of the low lignin value, will affect the carbon value. For example, as in this study where lignin has decreased because it has been affected by NaCl.
Microscopic examination: There are some parts of calcium carbonate between wood fibers. FTIR analysis: R.A (OH st: 3410 cm-1), R.B(C=C st 1514 cm-1), R.C(C-O-C st 1065 cm-1): there was high drying and decrease in cellulose D.P, as the effect of the sun which had shown in the weakness (OH st). There was high losing in lignin, result of (NaCl) effect.
Table 4 shows the absorption band identification of FTIR wood pellet. It can be seen that at the absorption band, 3331.09 cm-1 was a characteristic stretching vibration of the hydroxyl group of polysaccharides. This peak also showed hydrogen bonds between intra-cellulose molecules. The absorption band 2917.04 cm-1 with stretching vibration characteristics of the -C-H group was an alkane group. The absorption band of 1734.79 cm-1 showed the -C=O (stretching) bond of the aldehyde group. The absorption band of 1593.31 cm-1 showed the -C=C (stretching) group bonding of the cyclical chain alkene group. The absorption band of 1507.71 cm-1 was an aromatic ring bond. The absorption band of 1458.08 cm-1 showed a moderate peak of the – C-H (bending) or – O-H aliphatic groups. The absorption band of 1420.21 cm-1 showed the -C-H (bending) group, especially the -CH2 group. The absorption band of 1316.97 cm-1 was a -CH2 (bending) group. The absorption band 1234.21 cm-1 showed the C-O-C (stretching) group. The absorption band of 1026.70 cm-1 was a ring deformation of the cyclohexane group.
Table 5. The energy beam formed by the wood pellet results in the atomic weight
|
Element |
Wt% |
At% |
|
CK |
38.04 |
47.70 |
|
OK |
50.71 |
47.74 |
|
CuL |
02.29 |
00.54 |
|
AlK |
01.02 |
00.57 |
|
SiK |
02.46 |
01.32 |
|
ClK |
01.06 |
00.45 |
|
KK |
01.93 |
00.74 |
|
CaK |
02.49 |
00.93 |
|
Matrix |
Correction |
ZAF |
Table 5 shows the energy emission formed by wood pellets produced atomic weights of combined elements where the highest percentage was O-K (50.71%) with an atomic percentage of 47.74%. The second highest combined element was C-K (38.04%) with an atomic percentage of 47.70%. The combined elements of Si-K, Al-K, Cu-L, Ca-K, K-K, CL-K appeared in small percentages.
Table 6. Composition of wood pellet combustion from Sengon wood SEM-EDX
|
Elements |
Wt% |
At% |
|
O |
52.08 |
49.22 |
|
C |
40.37 |
47.68 |
|
Ca |
1.29 |
0.30 |
|
Si |
0.85 |
0.46 |
|
Cu |
1.96 |
1.02 |
|
K |
0.42 |
0.18 |
|
Cl |
1.40 |
0.52 |
|
Al |
1.64 |
0.60 |
The SEM-EDX test on (combustion) wood pellets from Sengon wood were intended to determine the purity of the elemental composition contained in wood pellets, especially the basic elements that form fuel. According to the SEM-EDX test result, the highest content of wood pellets was element O (oxygen) at 52.08% followed by element C (Carbon) at 40.37%. The percentages of other elements but in small amounts were Ca (calcium), Si (silicon), Cu (copper), K (potassium), Cl (chlorine), and Al (Aluminum), as shown in Table 6.
To be able to become wood pellets with good quality, the content of inorganic elements such as alkali metals (K, Na) and large amounts of Cl, S, and Si must be minimized. The content of these elements can cause impurities, scale/slag, and corrosion in the combustion boiler (so that boiler maintenance becomes more frequent). When viewed from the SEM-EDX test, the wood pellet from Sengon wood still meets the requirements as fuel, but it still has to be tested further. Generally, the carbon content of biomass is around 45% (wt% dry fuel), while coal can contain 60% or greater. A higher carbon content results in a higher heating value.
Figure 4. Wood pellet energy
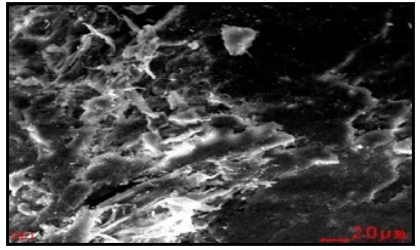
Figure 4 shows the energy emitted by the atoms in the wood pellet, the highest was the atom/element of C (carbon), followed by element O. There is radiant energy of several metals (Al, K, Ca), semi-metals (Si) and non-metals (Cl) but only in small amounts. So it can be said that the element carbon is the highest composition of wood pellets, followed by element O, and it was also presented in the SEM Micrograph test table, the image in test 1 showed that the dark-colored part was wider. The lighter colored, or white parts were probably metallic elements. Test data 2 and 3 were generally the same, the highest was a combination of O-K elements, although in the 2nd test the highest element was C-K as shown in Table 7.
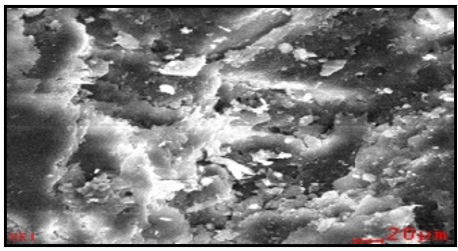
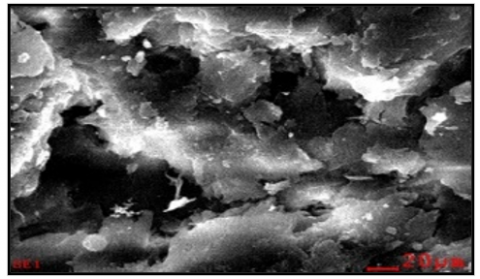
Table 7. SEM micrograph testing
|
No. |
Test |
Result Description |
|
1 |
You can see that the dark-colored part is langer. The lighter colored, or white part are probably a metallic element. |
|
|
2 |
It can be seen that the bright part is wider and there are more flakes. |
|
|
3 |
While dark parts appear in some places, there are also bright parts. |
The SEM characterization used to perform the structural/morphological analysis of the samples is shown in Table 7. SEM micrograph analysis only showed the surface of the wood pellet. Therefore, the inner structure of the wood pellet which was thought to have a different density from the surface which has a wood pellet density of 796 kg/m3 cannot be seen, as presented in Table 3. When the pelleting process occurred faster on the outer surface of the pellet, this layer had pores that were much smaller and smoother than in the pellet as it rubbed against the pellet mold made of steel. The pressing step that was too fast caused the pellet to break quickly which formed more pores in the pellet, resulting in lower porosity and smaller pores [22]. After the EDX was carried out, it also showed a lot of confirmed FTIR, the amount by EDX was 50% with evidence of carbon and it was also seen that there were particle forms that had not yet formed homogeneously because in the process of making this wood pellet no binder was used.
An effort to improve the quality of biomass was effectively carried out by the pelletizing process. The extractive content contains molecules that can remove binding to the biomass pellet, resulting in a carbon content of 13.41% at the beginning, after drying was 15.02%, having an increase of 0.03%. Sulfur at the beginning was 0.08% and 0.09% when dry, increased by 0.01%, and has a calorific value of 4302 Kcal/kg and 4818 Kcal/kg when dry. The carbon content was 44.06% at the first input, while dry was 49.35%, which increased by 5.29%. First hydrogen was 5.44%, while dry was 6.09%, increased by 0.65%. Nitrogen was 0.25%, while dry was 0.28%, increased by 0.03%. First oxygen was 38.25%, while dry was 42.84%, and has a wood pellet density of 796 kg/m3 and with a burning rate of 321.15 g/s. The percentage of other elements in small amounts is Ca (calcium), Si (silicon), Cu (copper), K (potassium), Cl (chlorine), and Al (Aluminum). The FTIR quantity can be confirmed by EDX to be 50% with evidence of carbon, and it can also be observed that there are particle shapes that have not yet developed homogeneously owing to the process of manufacturing wood pellets.
Thanks to the National Institute of Technology Malang which has provided a lot of assistance and facilities for this research.
[1] Xu, G., Li, M., Lu, P. (2019). Experimental investigation on flow properties of different biomass and torrefied biomass powders. Biomass and Bioenergy, 122: 63-75. https://doi.org/10.1016/j.biombioe.2019.01.016
[2] Dafnomilis, I., Lodewijks, G., Junginger, M., Schott, D.L. (2018). Evaluation of wood pellet handling in import terminals. Biomass and Bioenergy, 117: 10-23. https://doi.org/10.1016/j.biombioe.2018.07.006
[3] Ungureanu, N., Vladut, V., Voicu, G., Dinca, M.N., Zabava, B.S. (2018). Influence of biomass moisture content on pellet properties–Review. Engineering for Rural Development, 17: 1876-1883. https://doi.org/10.22616/ERDev2018.17.N449
[4] Holubcik, M., Jandacka, J., Durcansky, P. (2016). Energy properties of wood pellets made from the unusual woody plants. In AIP Conference Proceedings, 1768(1). https://doi.org/10.1063/1.4963035
[5] Zhu, G., Yang, L., Gao, Y., Xu, J., Chen, H., Zhu, Y., Wang, Y., Liao, C., Lu, C., Zhu, C. (2019). Characterization and pelletization of cotton stalk hydrochar from HTC and combustion kinetics of hydrochar pellets by TGA. Fuel, 244: 479-491. https://doi.org/10.1016/j.fuel.2019.02.039
[6] Zamorano, M., Popov, V., Rodríguez, M.L., García-Maraver, A. (2011). A comparative study of quality properties of pelletized agricultural and forestry lopping residues. Renewable Energy, 36(11): 3133-3140. https://doi.org/10.1016/j.renene.2011.03.020
[7] Godina, R., Nunes, L.J., Santos, F.M., Matias, J.C. (2018). Logistics cost analysis between wood pellets and torrefied biomass pellets: The case of Portugal. In 2018 7th International Conference on Industrial Technology and Management (ICITM), pp. 284-287. https://doi.org/10.1109/ICITM.2018.8333962
[8] Gómez, M.A., Martín, R., Chapela, S., Porteiro, J. (2019). Steady CFD combustion modeling for biomass boilers: An application to the study of the exhaust gas recirculation performance. Energy Conversion and Management, 179: 91-103. https://doi.org/10.1016/j.enconman.2018.10.052
[9] Kizuka, R., Ishii, K., Sato, M., Fujiyama, A. (2019). Characteristics of wood pellets mixed with torrefied rice straw as a biomass fuel. International Journal of Energy and Environmental Engineering, 10: 357-365. https://doi.org/10.1007/s40095-019-0305-0
[10] Chen, R., Ai, Y., Zhang, T., Rao, Y., Yue, H., Zheng, J. (2019). Numerical simulation of biomass pellet combustion process. International Journal of Heat & Technology, 37(4): 1107-1116. https://doi.org/10.18280/ijht.370420
[11] Carone, M.T., Pantaleo, A., Pellerano, A. (2011). Influence of process parameters and biomass characteristics on the durability of pellets from the pruning residues of Olea europaea L. Biomass and Bioenergy, 35(1): 402-410. https://doi.org/10.1016/j.biombioe.2010.08.052
[12] Ahn, J., Kim, H.J. (2020). Combustion process of a Numerical Simulation of Biomass Pellet Combustion Process Korean wood pellet at a low temperature. Renewable Energy, 145: 391-398. https://doi.org/10.1016/j.renene.2019.05.031
[13] Biswas, A.K., Rudolfsson, M., Broström, M., Umeki, K. (2014). Effect of pelletizing conditions on combustion behaviour of single wood pellet. Applied Energy, 119: 79-84. https://doi.org/10.1016/j.apenergy.2013.12.070
[14] Onsree, T., Tippayawong, N., Zheng, A., Li, H. (2018). Pyrolysis behavior and kinetics of corn residue pellets and eucalyptus wood chips in a macro thermogravimetric analyzer. Case Studies in Thermal Engineering, 12: 546-556. https://doi.org/10.1016/j.csite.2018.07.011
[15] Lee, Y.W., Ryu, C., Lee, W.J., Park, Y.K. (2011). Assessment of wood pellet combustion in a domestic stove. Journal of Material Cycles and Waste Management, 13(3): 165-172. https://doi.org/10.1007/s10163-011-0014-0
[16] Samuelsson, R., Larsson, S.H., Thyrel, M., Lestander, T.A. (2012). Moisture content and storage time influence the binding mechanisms in biofuel wood pellets. Applied Energy, 99: 109-115. https://doi.org/10.1016/j.apenergy.2012.05.004
[17] Paulauskas, R., Džiugys, A., Striūgas, N., Garšvinskaitė, L., Misiulis, E. (2014). Experimental and theoretical investigation of wood pellet shrinkage during pyrolysis. Energetika, 60(1). https://doi.org/10.6001/energetika.v60i1.2867
[18] Rimantho, D., Hidayah, N.Y., Pratomo, V.A. (2023). Performance evaluation of wood pellets derived from biomass waste as a sustainable energy source. International Journal of Energy Production and Management, 8(4): 251-258. https://doi.org/10.18280/ijepm.080407
[19] Puglia, M., Pedrazzi, S., Allesina, G., Morselli, N., Tartarini, P. (2017). Vine prunings biomass as fuel in wood stoves for thermal power production. International Journal of Heat and Technology, 35(1): S96-S101. https://doi.10.18280/ijht.35Sp0113
[20] Thiffault, E., Barrette, J., Blanchet, P., Nguyen, Q.N., Adjalle, K. (2019). Optimizing quality of wood pellets made of hardwood processing residues. Forests, 10(7): 607. https://doi.org/10.3390/f10070607
[21] Emam, A.S., Shouman, M.G., Mohamed, M.F. (2019). Using FTIR to study the chemical degradation of archaeological wood in EL-Moez Street. International Journal of Multidisciplinary Studies in Architecture and Cultural Heritage, 3(2): 81-94.
[22] Wattana W., Phetklung S., Jakaew W., Chumuthai S., Sriam P., Chanurai N. (2017). Characterization of mixed biomass pellet made from oil palm and para-rubber tree residues. Energy Procedia, 138: 1128-1133. https://doi.org/10.1016/j.egypro.2017.10.218