Reducing Water Absorption and Increasing the Density of Kapok (Ceiba pentandra, L.) Fibers from Kapok Production Center in Indonesia

Fransiska Angelina Rezeikinta![]() | Anwar Kasim*
| Anwar Kasim*![]() | Edi Syafri
| Edi Syafri![]() | Irawati Chaniago | Firman Ridwan
| Irawati Chaniago | Firman Ridwan![]()
© 2023 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
This research reports the reduction of water absorption and density increase of kapok fibers from production centers in Pati, Indonesia. Kapok fiber was treated with two solvents, hexane and NaOH solution at room temperature. The NaOH solution was used in five different concentrations; 3.5, 7, 10.5, 14, and 17.5%. Fiber morphology, water absorption, density, and weight loss were determined. Results indicated that the average diameter and fiber length obtained was 70.97 µm and 2.3 cm, while its cellulose and lignin contents were 55.69% and 20.56%, respectively. Furthermore, there was no significant difference between treating kapok fiber with hexane and with NaOH solution. The 17.5% NaOH solution treatment reduced water absorption, increased density, and reduced weight losses by 55.98%, 255.55%, and 25.58%, respectively.
cellulose, density, kapok fiber
Kapok fiber is one of the natural fibers that has gained a lot of intention due to its advantages over carbon fibers, conventional glass, and others. Natural fibers as reinforcement can be seen in a lot of industries and have great characteristics such as high-strength fibers [1] that are important in a polymer material. The addition of natural fibers as reinforcement in composites is also in line with concern for the environment and the use of biodegradable materials to create green energy and prevent climate change [2]. Natural fibers can be improved by chemical treatment for use as polymers. It is possible to remove lignin content in fibers through chemical processing. The presence of lignin can disrupt the bond between natural fibers and the composite matrix, reducing biocomposite strength and interfering with the properties of the resulting biocomposite polymer.
Kapok fiber is one of the export commodities in Indonesia, with a total export of 7,227,852 kg in 2019 (Central Statistics Agency, 2020). Furthermore, it is grown in specific areas in Indonesia, including Aceh, Jambi, East Java, and Central Java, with production centers located in Pati, Central Java. According to the IUCN Red List of Threatened Species, the kapok plant is a plant with a low risk of extinction, implying that it can still be used to its full potential [3]. Indonesia was one of the highest producers of kapok fibers. However, due to decreases in the use of kapok fiber, farmers gave up on kapok fiber, consequently affecting the production of kapok fibers in Indonesia. Kapok fibers were mainly used in the daily product as a filler.
Indonesia still uses it as a filling material for pillows, bolsters, and dolls. The use of kapok fiber is still existing because kapok fiber has a lower cost for production than synthetic fibers. Furthermore, kapok fiber has great hydrophobic properties that will make benefit several products. Because of their hydrophobic properties, kapok can also be used as a raw material for life jackets, sleeping bags, linens [4], and oil-absorbent material [5]. The low fiber surface energy (31–40 mN/m) and the high intermolecular bonding force between the kapok fibers surface and the oil contribute to the oil-absorbent property of kapok [6].
As the raw materials for oil-absorbent, kapok fibers have a great hollow structure (exceeding 86%) [7] and hydrophobic properties. Furthermore, kapok fibers are biodegradable materials with low prices and have high sorption capacity [2]. Some researchers found that kapok fibers have good properties as oil absorbents [8, 9]. Kapok fibers have been used for several products as an oil-absorbent material, affecting the properties that are important for the product.
Nevertheless, the use of kapok fibers is limited by the market's abundance of synthetic fibers, such as polyester fibers. Polyester fiber is preferred due to its desirable properties, mass production, and low cost [10]. It is a processed fiber consisting of at least 85% by mass of diol esters and benzene-1,4-dicarboxylic acid (terephthalic acid), which are synthetic linear macromolecules in its chain [11]. Due to the advantages of using polyester, the demand for kapok fibers decreased. However, climate changes, environmental problems, and global concern for the environment lead to green energy that will bring the solution to many synthetic materials problems. The increasing use of natural material increased as well as natural fibers.
Kapok fiber has an oval cross-sectional shape with a wide lumen and very thin walls [12-15]. Additionally, it varies in length, cellulose, and lignin between 13.79-18.84 mm, 35-64%, and 13-21.5%, respectively, with concentrations of pentosan and xylan at 23% and 22% [15, 16]. Kapok fiber has superior thermal and acoustic insulation properties, buoyancy, and high absorption of oils and other non-polar liquids when compared to other fibers.
The high oil absorption of kapok fiber is due to the waxy nature of the fiber surface [17], while its absorption of water is due to its thin cell wall, wide lumen, and porosity of more than 80% [18, 19]. The oil absorption ability of the fiber can be removed by changing the surface characteristics through chemical treatment with acid or alkaline [14, 20-22]. Alkali treatment is mostly expected to decompose lignin and damage cell structure, which can further reduce fiber porosity and water absorption. Because of the high absorption capacity, the amount of water required for pulping will be relatively large.
In this study, the kapok fiber was treated with hexane and NaOH to reduce water absorption and increase the density. Solvent treatment is also expected to cause pentosan dissolution from the fiber cell wall, which damages the cell wall and shrinks the lumen. Due to a lack of data on its characteristics in the production center, only data from Indralaya, South Sumatra [23], Bandung [24], Subang, and West Java [25] were available, therefore the sample was collected from the kapok fiber production center in Pati Regency, Central Java, Indonesia.
2.1 Material and equipment
The Kapok fiber was collected directly from farmers from Karaban Village in Pati Regency, Central Java, Indonesia. Kapok fiber was first separated from its shell and seeds by hand. Furthermore, the cleaned fiber was stored in a plastic bag at a controlled temperature (25℃ with 65 humidity) to control the dry weight of the fibers. The amount of 5 g fibers were collected randomly from the plastic bag and dried in the oven at a temperature of 105℃ for 6 hours to measure the dry weight of the fibers before further analysis. The kapok used can be seen in Figure 1.
Figure 1. Kapok fiber
The chemicals used for the analysis were NaOH, NaClO2, CH3COOH, and H2SO4 produced by Merck, Germany; Ethanol by Dwipraga Chemical, Indonesia; and n-Hexane by Brata Chemical, Indonesia. All chemicals that are used are Pro-Analyst (PA) chemicals. Nikon ECLIPSE E100 Microscope (CB-10 Cardboard, Thailand) with a 5 MP USB eyepiece camera was used to measure the fiber’s length, thickness, and diameter. Software and glassware for analytical purposes were used for measurement.
2.2 Research implementation
2.2.1 Kapok fiber preparation for microscopic measurement
Kapok fiber was prepared according to Sanjay et al. [26] the fibers were rinsed with ethanol and then stained for 24 hours with 1% safranin solution. The resulting fibers were then rinsed with 50% ethanol to remove excess dye. The free safranin fibers were then measured for fiber morphology using a Nikon ECLIPSE E100 digital microscope (CB-10 Cardboard, Thailand) and a 5 MP USB eyepiece camera to picture the fiber for morphology measurement. The ImageJ/Fiji 1.51p software for Windows was used to measure the length, diameter, and cell wall thickness of the fibers.
2.2.2 Kapok fiber chemical analysis
The standard TAPPI method was conducted to determine the chemical composition of kapok fiber. The components used were TAPPI T203 cm-09 for cellulose content, TAPPI T222 om-11 for lignin content, and TAPPI T9 m-54 for holocellulose content of kapok fiber. TAPPI T204 cm-07 was used to measure solvent extractives of kapok fiber.
2.2.3 Hexane treatment of kapok fiber
15 g of kapok fiber soaked in 300 ml of hexane solution in a beaker glass for 1 hour at room temperature. The fibers were then filtered through a Buchner funnel for removed the oil content of the fibers and dried at 70℃ temperature in a cabinet dryer until a constant weight was obtained and then weighed.
2.2.4 NaOH solution treatment of kapok fiber
Approximately 15 g of kapok fiber was soaked in 300 ml of NaOH solution for 1 hour, the fibers were then washed with distilled water until the pH was neutral. Furthermore, the fiber was dried until getting to a constant weight at 70℃ in a cabinet dryer, weighed, and the resulting fibers were mixed with NaOH solution in different concentrations of 3.5%, 7%, 10.5%, 14%, and 17.5%.
2.3 Observation of treated kapok fiber
2.3.1 Material weight loss
The material weight loss of the fibers was calculated by the following formula:
$\mathrm{MWL}=\frac{M_l}{I_W} \times 100 \%$ (1)
where, MWL is material weight loss, Ml is material loss due to treatment (g), and Iw is the initial weight of material (g).
2.3.2 Density
10 g fiber was distributed in a 6 cm diameter tube and placed on an iron plate. The fiber was then manually pressed (2 kg/cm2) for 1 hour. After 1 hour, the pressure on the fiber was released, and it was left to stand for 5 minutes before being measured in a tube to determine the volume. The density was calculated by the formula:
$\mathrm{D}=\frac{F_b}{F_v} \times 100 \%$ (2)
where, D is density, Fb is fiber weight (g), and Fv is fiber volume after treatment (ml).
2.3.3 Water absorption
Approximately 15 g of kapok fiber was added to a beaker glass containing 300 ml of water and left until the water was absorbed into the kapok fiber. The unabsorbed water was poured into a measuring cup to determine its volume. Therefore, the water absorption was calculated by the following formula:
$\mathrm{WA}=\frac{I_w-U_w}{F_b} \times 100 \%$ (3)
where, WA is water absorption, Iw is initial water volume (300 ml), Uw is unabsorbed water volume (ml), and Fb is fiber weight (cm).
3.1 Fiber morphology
For morphological and other observations, kapok fiber was obtained from kapok’s production center at Pati, which accounted for 47% of its total production in Indonesia. Furthermore, the total production of kapok fiber in Pati was 3420.56 tons in 2018, which was equivalent to the production in Central Java in 2019. Kapok fibers are mainly found in several provinces of Indonesia, such as Aceh, East Java, west Java, and central Java. Central Java is the main producer of kapok fibers in Indonesia. The kapok from this province besides being distributed for local consumption is also exported to other countries as raw materials. China, India, and some country in Europe imported kapok fibers that are produced from this province.
The kapok fiber produced in Pati was classified as class 1 according to fiber dimension data. Fibers are classified into four classes based on The International Association of Wood Anatomy [27]. The classification was made using these criteria such as fiber length, Runkle ratio, felting power, Muhlsteph ratio, flexibility ratio, and rigidity of the fibers then calculated and classified into four classes of fibers. The average length of kapok fiber obtained was 2.3 cm with a diameter of 70.97 µm (Table 1), which differed from ref. [13], who obtained a length of 3 cm. Because the kapok fiber was brittle despite having high tensile strength, the fiber length parameters were measured directly with a microscope [14]. As a result, the strong acid and heating treatments could break the fiber. The Coefficient of rigidity of the Kapok fiber obtained was 0.09 (Table 1), which was lower than the 0.21 obtained in a previous study by Kathomdani et al. [13]. The stiffness influenced the flexibility values; higher flexibility values were associated with lower stiffness values. The results showed that the fiber's flexibility was 0.82, which was higher than the 0.58 investigated in a previous study by Kathomdani et al. [13]. Table 1 shows that the kapok fiber from Pati, Central Java, was classified as class 1 based on the values of the derived fiber dimensions.
The average lumen’s diameter of kapok fiber was 58.03 m, which was calculated by subtracting twice the fiber wall thickness from the fiber diameter. The diameter of the kapok fiber obtained was 70 µm (Table 1), which is larger than the standard diameter of 51.73 µm for pinewood fiber [15]. Additionally, the diameter was decreased after NaOH treatment due to the degradation of lignin and hemicellulose in the fiber, which damages the fiber cell wall [16] and decreases the lumen diameter.
Table 1. Morphological structure of kapok fiber from Pati regency
|
Parameter |
Unit |
Result |
Ref [25] |
|
Fiber length |
cm |
2.3 |
3 |
|
Diameter |
µm |
70.97 |
29.43 |
|
wall thickness |
µm |
6.47 |
6.12 |
|
Density (apparent specific gravity) |
g/cm3 |
0.08 |
- |
|
Runkle ratio |
|
0.22 |
0.71 |
|
Felting power |
|
324.08 |
624.53 |
|
Coefficient of Rigidity |
|
0.09 |
0.21 |
|
Flexibility |
|
0.82 |
0.58 |
|
Mushlstep ratio |
% |
33.14 |
65.91 |
3.2 Fiber chemical composition
The water content of kapok fiber was 8.92%, which was within the natural fiber range of 8.8 to 15% (Table 2) [17]. This might be caused by an increase in moisture and plasticizing effect, which could affect the strength and stiffness of the fiber [18]. Kapok fibers were used for the research and were stored in plastic bags to prevent an increase in water content. High water content can be affected in the analysis for calculation mistakes; therefore, kapok fibers were stored to maintain their dry weight.
Table 2 showed that the extractive substance in kapok fiber was 4.76%, and its presence is supported by its solubility in cold water. Extractive substances are all the substances apart from the lignocellulose materials that are within the fiber. Tannins, gums, sugars, dyes, and waxes are several extractive substances that are soluble in cold water [19]. Furthermore, the wax in kapok fiber was thought to be hexane soluble, while hemicellulose was NaOH soluble. The extractive substances were removed using hexane and alcohol solvent. All the extractive substances were removed and left the lignocellulose. The lignocellulose then will be carried out in another analysis for removing the non-cellulose materials for cellulose analysis. The non-cellulose materials that were removed by the analysis then will be counted for their concentrations including lignin and hemicellulose.
Table 2. The average diameter of catechin particles and homogenization time
|
Parameter |
Results |
Research by [22] |
Research by [15] |
|
Water content (%) |
8.92 |
- |
11.23 |
|
Extractive content (%) |
4.76 |
- |
- |
|
Lignin content (%) |
20.56 |
15.2 |
14.10 |
|
Cellulose content (%) |
55.69 |
59.6 |
38.09 |
|
Hemicellulose content (%) |
16.92 |
23.4 |
- |
|
Solubility in cold water (%) |
0.28 |
- |
2.7 |
|
Solubility in NaOH (1%) |
19.61 |
- |
30.20 |
One of the factors influencing the overall properties of fiber is its chemical composition. Table 2 showed that kapok fiber had a high cellulose content of 55.69%, and it’s have different result as the other researcher, one was 59.6% and the other was 38.09% Several studies have found that the chemical composition of kapok fiber varies, the studies [15, 22] found kapok fiber contained α-cellulose, holocellulose, and lignin at 38.09%, 83.73%, and 14.10%, respectively. The lignin content that resulted was the highest compared to the other researchers. But for the hemicellulose content, it has the lower that the other researcher for 23.45. The amount of cellulose varies depending on the location, maturity of the fruit, and the type of processing used [14].
3.3 Effect of kapok fiber treatment with solvent
The effect on weight loss, density, and water absorption after the treatment of kapok fiber with NaOH and hexane was shown in Table 3.
Table 3. Several characteristics of kapok fiber after treated
|
Treatment |
Reduced water absorption (%) |
Density increase (%) |
Weight loss (%) |
|
No treatment |
- |
- |
- |
|
NaOH 3.5% |
13.13 |
122.22 |
24.81 |
|
NaOH 7% |
27.71 |
166.67 |
26.17 |
|
NaOH 10.5% |
32.43 |
211.11 |
27.32 |
|
NaOH 14% |
35.65 |
233.33 |
25.73 |
|
NaOH 17.5% |
44.02 |
255.55 |
25.58 |
|
Hexane |
0 |
0 |
0.06 |
The chemical composition and morphology of the fiber will change because of the treatment. According to Table 3, it reduces the water absorption of the fiber by up to 44.02% with 17.5% NaOH and increases the density of the fiber to 0.32%. Changes in fiber properties in response to NaOH treatment, water hydrolysis, and hexane are discussed in the points below.
3.3.1 Effect of kapok fiber treatment with hexane
Different chemical treatments could cause the fiber releases the hydroxyl groups, which leads to increased mechanical strength and stability in composites with natural fiber as reinforcement [20]. Kapok fiber has waxy properties [14, 19] due to the waxy content in the fiber. Wax is a substance that is soluble in hexane. In this study, kapok fiber was treated with hexane and has only 0.06% weight loss of the initial weight. Fiber weight loss is defined as the amount of wax dissolved in the fiber. According to Table 3, the wax content of the fiber does not affect its density.
The presence of wax makes the fiber hydrophobic, which can be removed by dissolving the wax with a hexane solvent. Hexane lowers the hydrophobic properties of the fiber by extracting the wax [21].
3.3.2 Effect of NaOH treatment on kapok fiber
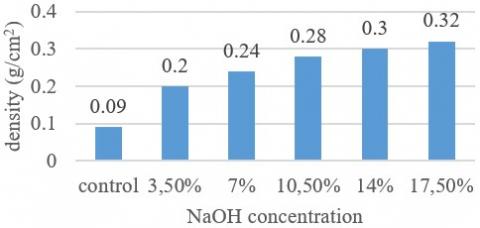
NaOH treatment causes the depolymerization of lignin and changes the chemical composition of the material, which is expected to increase the density of kapok fiber. Changes in the properties that occur in the fiber after NaOH treatment are shown in Figure 2. The addition of 17.5% NaOH concentration could increase the fiber density to 0.32 g/cm2 when compared to kapok fiber without treatment, which has a density of 0. 09 g/cm2.
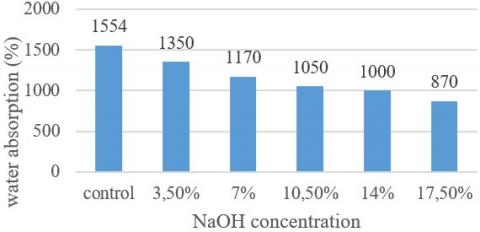
The addition of NaOH to the fiber increases its density and decreases water absorption. According to Figure 3, the fiber without treatment has a higher absorption capacity than that treated with NaOH by 15.54%. This is due to the reduction of the hydrophilic hydroxy groups in the fiber after the NaOH treatment, which leads to decreased fiber water absorption [22-24]. NaOH treatment in kapok fiber can reduce water absorption up to 44.02% with a 17.5% concentration of NaOH. It decreased from 13.13% in the lowest concentration of NaOH at 3.5% concentration. This is due to the interaction of NaOH in the membrane of fiber. The interaction will cause the decrease of pores in the fiber’s membrane and as the result will reduce water absorption of the fibers.
Figure 2. The effect of NaOH concentration on fiber density
Figure 3. The effect of NaOH concentration on fiber water absorption
According to Table 2, kapok fiber is soluble in NaOH at a concentration between 1% to 19.61%. The weight loss after treatment with 3.5% NaOH was 24.81% since not all hemicellulose was soluble in 1% NaOH. At certain concentrations, NaOH can degrade hemicellulose [28], which affected cell wall damage [29]. The damage to the cell wall causes the shrinking of the lumen diameter and the decrease in water absorption since hemicellulose was involved in the binding of the cell wall to lignin [30], which further reduces the water absorption of the fiber.
The properties of kapok fiber from Indonesian production centers in this study were not consistent with previous studies. The fibers obtained from production centers in Indonesia were grouped as class 1 since they contain cellulose, hemicellulose, lignin, and extractive substances at 55.69%, 16.92%, 20.56%, and 4.47%. NaOH treatment affected lignin depolymerization and hemicellulose degradation, which affected the dissolution of the fiber in NaOH solution. Therefore, it was inferred that the higher the concentration of NaOH added, the higher the fiber density. The highest density is for the highest NaOH treatment concentration of 17.50 that have a density of 0.32 g/cm2. However, the increasing concentration of NaOH treatment has lower water absorption.
This work is supported by Pendidikan Magister Menuju Doktor untuk Sarjana Unggul (PMDSU) Scholarship Batch V from Direktorat Jenderal Pendidikan Tinggi, Ministry of Education, Culture, Research and Technology, Indonesia 2020 (204/SP2H/PMDSU/DRPM/2020).
[1] Mahir, F.I., Keya, K.N., Sarker, B., Nahiun, K.M., Khan, R.A. (2019). A brief review on natural fiber used as a replacement of synthetic fiber in polymer composites. Materials Engineering Research, 1(2): 86-97. https://doi.org/10.25082/mer.2019.02.007
[2] Azlin, N.A.F.N.M., Abdullah, M., Saadun, M.A.A.M., Zaiton, S.N.A., Azman, H.A., Lat, D.C., Hambari, N. (2019). A comparison study of carbonized kapok fibres treated by sodium hydroxide solution and hydrochloric acid solution as an absorbent in removing oil waste. In IOP Conference Series: Materials Science and Engineering, 551(1): 012004. https://doi.org/10.1088/1757-899X/551/1/012004
[3] Lapuente, J., Arandjelovic, M., Kühl, H., Dieguez, P., Boesch, C., Linsenmair, K.E. (2020). Sustainable peeling of kapok tree (Ceiba Pentandra) bark by the chimpanzees (Pan troglodytes verus) of Comoé National Park, Ivory Coast. International Journal of Primatology, 41(6): 962-988. https://doi.org/10.1007/s10764-020-00152-9
[4] Draman, S.F.S., Daik, R., Mohd, N. (2016). Eco-friendly extraction and characterization of cellulose from lignocellulosoic fiber. ARPN Journal of Engineering and Applied Sciences, 11(16): 9591-9595.
[5] Macedo, M.J., Silva, G.S., Feitor, M.C., Costa, T.H., Ito, E.N., Melo, J.D. (2020). Composites from recycled polyethylene and plasma treated kapok fibers. Cellulose, 27(4): 2115-2134. https://doi.org/10.1007/s10570-019-02946-4
[6] Sangalang, R.H. (2021). Kapok fiber-structure, characteristics and applications: A review. Orient. J. Chem, 37(3): 513-523.
[7] Zhou, J., Du, E., He, Y., Fan, Y., Ye, Y., Tang, B. (2020). Preparation of carbonized kapok fiber/reduced graphene oxide aerogel for oil‐water separation. Chemical Engineering & Technology, 43(12): 2418-2427. https://doi.org/10.1002/ceat.202000168
[8] Chen, X., Gu, L., Dang, C., Cao, X. (2022). A lightweight and high-strength epoxy composites based on graphene oxide modified kapok fibers. Composites Communications, 31: 101111. https://doi.org/10.1016/j.coco.2022.101111
[9] Doshi, B., Sillanpää, M., Kalliola, S. (2018). A review of bio-based materials for oil spill treatment. Water Research, 135: 262-277. https://doi.org/10.1016/j.watres.2018.02.034
[10] Skrzetuska, E., Urbaniak-Domagała, W., Lipp-Symonowicz, B., Krucińska, I. (2012). Giving functional properties to fabrics containing polyester fibres from poly (ethylene terephthalate) with the printing method. Polyester, 339-356. https://doi.org/10.5772/48636
[11] Ketema, A., Worku, A. (2020). Review on intermolecular forces between dyes used for polyester dyeing and polyester fiber. Journal of Chemistry. https://doi.org/10.1155/2020/6628404
[12] Chamidy, H.N. (2021). Pemisahan Lignin Dari Kapuk (Ceiba Pentandra ) Untuk Memperoleh Selulosa Kadar Tinggi. In Prosiding The 12th Industrial Research Workshop and National Seminar, pp. 827-832.
[13] Kathomdani, P.D.S., Sugesty, S., Dan, P.P.K.D.K. (2018). Pembuatan pulp kraft dari kapuk dan serat daun nanas sebagai bahan baku kertas khusus. Jurnal Dinamika Penelitian Industri, 29(2). http://dx.doi.org/10.28959/jdpi.v29i2.4313
[14] Chaiarrekij, S., Apirakchaiskul, A., Suvarnakich, K., Kiatkamjornwong, S. (2012). Kapok I: characteristcs of Kapok fiber as a potential pulp source for papermaking. BioResources, 7(1): 0475-0488.
[15] Wahyudi, A., Prayitno, T.A., Widyorini, R., Sutapa, J.G. (2019). Pengaruh penambahan serat kayu pinus dan bambu petung terhadap kualitas papan serat kerapatan sedang kayu mahang dengan perekat asam malat. Jurnal Penelitian Hasil Hutan, 37(2): 81-92. https://doi.org/10.20886/jphh.2019.37.2.81-92
[16] Hashim, M.Y., Amin, A.M., Marwah, O.M.F., Othman, M.H., Yunus, M.R.M., Huat, N.C. (2017). The effect of alkali treatment under various conditions on physical properties of kenaf fiber. In Journal of Physics: Conference Series, 914(1): 012030. https://doi.org/10.1088/1742-6596/914/1/012030
[17] Faruk, O., Bledzki, A.K., Fink, H.P., Sain, M. (2012). Biocomposites reinforced with natural fibers: 2000–2010. Progress in Polymer Science, 37(11): 1552-1596. https://doi.org/10.1016/j.progpolymsci.2012.04.003
[18] Berthet, M.A., Gontard, N., Angellier-Coussy, H. (2015). Impact of fibre moisture content on the structure/mechanical properties relationships of PHBV/wheat straw fibres biocomposites. Composites Science and Technology, 117: 386-391. https://doi.org/10.1016/j.compscitech.2015.07.015
[19] Lukmandaru, G. (2012). Sifat kelarutan dalam air, keasaman dan kapasitas penyangga pada kayu jati. In Prosiding Seminar Nasional MAPEKI XIV, Yogyakarta, pp. 875-882.
[20] Mohammed, L., Ansari, M.N., Pua, G., Jawaid, M., Islam, M.S. (2015). A review on natural fiber reinforced polymer composite and its applications. International Journal of Polymer Science, Article ID: 243947. https://doi.org/10.1155/2015/243947
[21] Abbass, A., Paiva, M.C., Oliveira, D.V., Lourenço, P.B., Fangueiro, R. (2021). Insight into the effects of solvent treatment of natural fibers prior to structural composite casting: Chemical, physical and mechanical evaluation. Fibers, 9(9): 54. https://doi.org/10.3390/fib9090054
[22] Reddy, B.M., Reddy, Y.V.M., Reddy, B.C.M. (2018). Effect of alkali treatment on mechanical, water absorption and chemical resistance properties of cordia-dichotoma fiber reinforced epoxy composites. International Journal of Applied Engineering Research, 13(6): 3709-3715.
[23] Bakar, S.S.S., Saufi, N.F.M., Rahman, R.A., Musa, L., Marzuki, H.F.A. (2018). Study on the effect of NaOH concentration treatment on kenaf fiber and placement of winding angle on tensile properties of kenaf fibre reinforced epoxy composites. In AIP Conference Proceedings, 2045(1): 020105. https://doi.org/10.1063/1.5080918
[24] Khan, M., Rahamathbaba, S., Mateen, M.A., Ravi Shankar, D.V., Manzoor Hussain, M. (2019). Effect of NaOH treatment on mechanical strength of banana/epoxy laminates. Polymers from Renewable Resources, 10(1-3): 19-26. https://doi.org/10.1177/2041247919863626
[25] Malrianti, Y., Kasim, A., Asben, A., Syafri, E., Yeni, G., Fudholi, A. (2021). Catechin extracted from Uncaria gambier Roxb for Nanocatechin production: Physical and chemical properties. International Journal of Design & Nature and Ecodynamics, 16(4): 393-399. https://doi.org/10.18280/ijdne.160406
[26] Sanjay, M.R., Siengchin, S., Parameswaranpillai, J., Jawaid, M., Pruncu, C.I., Khan, A. (2019). A comprehensive review of techniques for natural fibers as reinforcement in composites: Preparation, processing and characterization. Carbohydrate Polymers, 207: 108-121. https://doi.org/10.1016/j.carbpol.2018.11.083
[27] Aprianis, Y., Rahmayanti, S. (2009). Dimensi serat dan nilai turunannya dari tujuh jenis kayu asal provinsi jambi. J. Penelit. Has. Hutan, 27: 11-20. http://dx.doi.org/10.20886/jphh.2009.27.1.11-20
[28] Yoon, S.Y., Kim, D.J., Sung, Y.J., Han, S.H., Aggangan, N.S., Shin, S.J. (2016). Enhancement of enzymatic hydrolysis of kapok [Ceiba pentandra (L.) Gaertn.] seed fibers with potassium hydroxide pretreatment. Asia Life Sci, 25(1): 17-29.
[29] Shi, J., Lu, Y., Zhang, Y., Cai, L., Shi, S.Q. (2018). Effect of thermal treatment with water, H2SO4 and NaOH aqueous solution on color, cell wall and chemical structure of poplar wood. Scientific Reports, 8(1): 1-9. https://doi.org/10.1038/s41598-018-36086-9
[30] Cai, M., Takagi, H., Nakagaito, A.N., Li, Y., Waterhouse, G.I. (2016). Effect of alkali treatment on interfacial bonding in abaca fiber-reinforced composites. Composites Part A: Applied Science and Manufacturing, 90: 589-597. https://doi.org/10.1016/j.compositesa.2016.08.025