The Making and Characterization of Edible Film from Jackfruit Seeds (Artocarpus heterophyllus L.)

Sitti Rahmawati* | Puspita Anggraeni | Siti Nuryanti | Suherman | Jamaludin M. Sakung | Tri Santoso | Afadil
© 2022 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
This study characterizes edible films from the starch of jackfruit seed (Artocarpus heterophyllus L.). It was found that the edible film had a thickness of 0.24 mm and 2.30 × 10-1 mm, tensile strength 8.35 × 10-5 N/mm2 and 2.56 × 10-4 N/mm2, elongation 49.19% and 30.33%, elasticity 1.69 × 10-5 and 8.44 × 10-5, pH 7.024 and 6.67, power absorption 75% and 50%, water vapor transmission 9.08 × 10-3 g/jam.m2 and 7.10 × 10-3 g/jam.m2. In this study, the edible film manufactured was biodegraded within 5 days. The FTIR spectroscopy did not identify any new functional groups. Furthermore, the shelf life of edible films used as potato coating is 4 days at room temperature and 6 days at cold temperatures. Therefore, the best treatment is using sorbitol and glycerol plasticizers at 1% concentration and jackfruit seed starch from the edible film at 3% concentration.
edible film, jackfruit seed starch, glycerol, sorbitol, plasticizer
Plastic is commonly used today for food or another packaging because it is strong, light, and practical. However, the use of plastic is not accompanied by paying attention to the negative impacts it causes. The use of plastic has the potential to interfere with health conditions because the transfer of compounds from plastic packaging during storage can cause poisoning, in addition to excessive use of plastics can cause environmental problems [1, 2]. Plastic is a synthetic polymer material that has a long atomic chain and cannot be decomposed by microorganisms or is difficult to decompose (non-biodegradable) in the environment [1]. Microorganisms are not capable of converting and synthesizing specific enzymes to degrade petrochemical-based polymers [3].
Another alternative to replace plastic packaging that is safe to use as packaging and has environmentally friendly properties (biodegradable) is edible film [4]. The edible film can be utilized as food packaging, are biodegradable and are able to reduce food quality degradation caused by environmental, chemical, and biochemical factors. It is a thin layer of natural and non-toxic material so that it can be eaten and can be used as a food coating, serves as a mass barrier including oxygen, moisture, solutes and lipids, light, and as a carrier for additives and to enhance food handling [5, 6]. Edible films can be made from various plant materials including lignin, starch, cellulose as well as materials derived from animals such as protein, lipids, and casein [7]. Starch is the main ingredient which is easy to obtain, economical, as well as has various types for making an edible film [8].
Many researches on starch-based edible films have been carried out, including breadfruit starch edible film mixed with gelatin from catfish bones. The characteristics of the edible film show that the thickness ranges from 0.084-0.123 mm, moisture content 6.08 - 16.77%, tensile strength 0.245 - 1.186 MPa, water vapor transmission 1.07 - 1.60 g/m² per hour, and percent elongation ranging 70 - 87.14%. An edible film from catfish bone gelatin with the addition of breadfruit starch has physical properties that meet the standard requirements issued by the Japanese Industrial Standard (JIS) [9].
Starch alongside the addition of glycerol and carrageenan at various concentrations are ingredients used in making edible films from lindur fruit. The resulting edible film had a thickness values ranging from 0.13 to 0.20 mm, the tensile strength was between 132.88 to 168.33 kgf/cm2, the percent elongation ranged from 177.7% to 181.21%, and water vapor transmission was between rate 231.23-298.82 g/m2/24 hours. From these results, there is a clear indication that lindur fruit starch can be potentially utilized for edible film [10]. The influence of amylose content on the physical as well as mechanical properties of edible films based on potato starch were also investigated. It was found that the amylose content had no influence on the mechanical properties and water vapor permeability of the edible film [11].
The pea starch edible film's physical and mechanical properties with glycerol as plasticizer indicated that an increment in plasticizer concentration corresponds to an increase in the film's tensile strength at RH <43% elongation, and breaking deformation at RH <84%, the edible film appeared opaquer [12]. The surface properties of edible film materials from cassava and taro starch are determined by the following: Intermolecular interactions such as Van der Waals interactions (hydrogen bonds), the new bonds (crosslinks) between biopolymer chains (starch), and the breaking of covalent bonds between cassava and taro starch [13].
The use of various materials for making edible films with high starch was proven effective and produces the expected quality. Therefore, this study examines the manufacture and characterization of edible films from jackfruit seed starch, using sorbitol and glycerol as the plasticizer. Jackfruit seeds were chosen because of the high starch content of jackfruit seeds, 36.7% per 100 grams of carbohydrates. The production of jackfruit in Sulawesi is very high, namely 5,030 tons per year, so by processing jackfruit seeds into processed materials for making edible films, it can increase the selling value of jackfruit seeds.
Starch-based edible film has low mechanical strength so that additional materials are needed to improve this [14]. It also has low flexibility and a high water vapor transition rate to enhance the weakness of the edible film by adding a plasticizer in the formulation [15]. In this study, the plasticizer used was sorbitol. It has the advantage of reducing the brittleness of the film, inhibiting the evaporation of water from the product, having lower O2 permeability, being available in large quantities, and being non-toxic [8].
The material used in this research is jackfruit seeds obtained from local traditional markets, then jackfruit seed starch is made. Other chemicals such as Sodium Bisulfite (Na₂SO₃), aquades, CMC, sorbitol and glycerol, were obtained from E. Merck and used without further purification.
2.1 Making jackfruit seeds starch
About 2 kg of jackfruit seeds were thoroughly washed, cleaned, and broken down into smaller sizes to make them easier to crush. The broken pieces of jackfruit seeds with a 0.0230% sodium bisulfite solution were blended at low speed until they became smooth. The blended seeds were rinsed in distilled water, and a soft porous cloth was used to thoroughly squeeze out all the water. It was then left for a day to dry, and the dregs were discarded. The precipitate obtained was again washed with distilled water and filtered with the help of a Bucher filter [10]. Furthermore, an oven with a temperature of 50℃ was used to dry the clean jackfruit seed precipitate for 12 hours. The dried precipitate was then blended again and sieved with a 100 mesh sieve in order to get a dry jackfruit seed starch, which was stored in a tightly closed container at room temperature [10].
2.2 Making process of edible film from jackfruit seeds starch
In the first step in making edible film, the jackfruit seed starch was weighed in rows 2; 3; and 4 grams then put into three beakers. Then, 1 mL of glycerol and 80 mL of distilled water were supplemented to each. The mixture was then heated on a hot plate stirrer at 80℃ for 15 minutes. Each was added CMC of 1 gram and distilled water of 20 ml. After that, it was reheated at 85℃ for 7 minutes. Printing was carried out using a glass plate measuring 25 × 16 × 2 cm. Next, it was drying in an oven at 50℃ for 18-24 hours, to evaporate the solvent so that a film with a dry and non-sticky surface is obtained. The dried edible film is then allowed to stand for one hour so that it is easily removed from the mold. The removed edible film is then stored until ready for use. The same treatment was carried out for the use of sorbitol plasticizer [16].
2.3 The characterization of jackfruit seed starch edible film
2.3.1 Thickness of edible film
A micrometer screw gauge with an accuracy (least count) of 0.01 was utilized to calculate the thickness of the dried edible film at 5 different points. The average of these measurements is taken as the film's thickness. Measurements were also made on 6 other samples [17].
2.3.2 Tensile strength, elongation, and elasticity
The maximum force for the edible film to withstand before breaking is called Tensile strength. On the other hand, the maximum change in the length a material experience when stretched or pulled before it breaks is called the percent elongation. Furthermore, the test for tensile strength is performed by attaching the sample to the upper and lower grips, which clamps the sample. The value on the recorder was set to zero to avoid error, and the test was initiated by shoving the UP button. The STOP button is immediately pressed when the sample breaks, and the RETURN button is pressed to bring the grip to its original position. The sample size of this test had dimensions of 8 cm×4 cm (80 mm×40 mm) and area (A)=3200 mm2, with a tensile speed of 700 mm/minute and grip weight of 50 N/5 Kgf [18].
Tensile strength $\left(\mathrm{N} / \mathrm{mm}^{2}\right)=\frac{\mathrm{F} \max }{\mathrm{A}}$
where:
Fmax = the sample tensile value (N).
A = the sample wide (mm2).
In the tensile strength test, elongation measures the maximum length of the edible film before breaking. The sample extension is automatically displayed as the difference in film elongation (ΔL mm) [18]. The comparison of tensile strength and elongation determines the elasticity [19].
$\%$ Elongation $=\frac{\Delta \mathrm{L}}{\mathrm{Lo}} \times 100 \%$
in which,
ΔL = Difference of film elongation;
Lo = Film original length.
2.3.3 Functional group analysis with FTIR (Fourier Transform Infrared Spectroscopy)
FTIR analyzes the samples in each process of making edible films. This functional group analysis using FTIR determines the mixing process, whether physically or chemically. The sample was put into a set holder, and a search was performed to obtain the appropriate spectrum. The diffractogram of the relationship between the wavenumber and the intensity determines the results. A spectrophotometer was used to record the FTIR spectra at room temperature [20].
2.3.4 pH
A pH meter is used to perform a pH examination. pH was measured by dissolving 1g of the edible film with 10 mL of distilled water inside a petri dish. The edible film solution was then poured into a cup, and the electrode was immersed in it, and the number shown by the pH meter was observed and recorded; this process was repeated for each sample [18].
2.3.5 Biodegradability
The biodegradation test (biodegradability of bioplastics) was performed by immersing the sample in EM4 (Effective Microorganism 4). Bacteria which can ferment soil organic matter was used as EM4 because it is comprised of fermented bacteria from the genus Lactobacillus, fermented fungi, phosphate-soluble bacteria, photosynthetic actinomycetes, and yeast [7].
2.3.6 Water absorption
The water absorption was measured by cutting the samples to a dimension of 3 x 3 cm and weighed as the initial weight (D). This sample was inserted for 10 seconds in a container containing distilled water. Tissue was used to clean the remaining water still hooked to the surface of the samples after it was dragged from the container, then weighed again to acquire the final sample weight (C). This process was repeated again as the sample was inserted back into the distilled water container for 10 seconds and was reweighed. This procedure was continuously repeated until the final sample weight was constant. The following formula is used to calculate the absorption of edible film:
$\%$ Water Absorption $=\frac{C-D}{D} \times 100 \%$ [8]
2.3.7 Solubility test of edible film
A test was conducted on the solubility by weighing 2 grams of the sample and drying it in an oven for 30 minutes at 105°C. Furthermore, the initial weight of the film (B) was repeated until the weight was constant. Furthermore, the sample was soaked for 24 hours. After that, it was dried in an oven at 105°C to obtain constant weight. After the final weight (D) is obtained then it is calculated using the formula:
$\%$ film solubility $=\frac{B-D}{B} \times 100 \%$ [19]
2.3.8 The speed of water vapor transmission gravimetry method
The first step was to ensure the condition of the room in the desiccator was at 75% RH humidity by adding 40% NaCl solution. Then, 5 grams of active silica gel and 3 grams of edible film were immersed into a tightly closed porcelain cup so that there were no gaps at the edges. It was weighed at 0.0001 g and then put into the already conditioned desiccator. It determined the water vapor transmission rate at every hour for 5 hours. The following equation is used to calculate the water vapor transmission rate that passes through the edible film.
$\mathbf{W v T R}=\frac{M v}{t . A}$
where:
Mv = the addition/reduction of vapor mass (gram);
t = the weighing period (hour);
A= the wide of Edible Film tested (cm2) [21].
2.3.9 Edible film app
The edible film was applied to wrap the apples and potatoes. The first treatment was storage in an open place (30℃), consisting of 3 variations of packaging of K1 (without packaging), K2 (wrapped with edible film), and K3 (wrapped with oil paper). Next, it was storage in a cold room (16℃), consisting of 2 variations of packaging, namely K0 (without packaging) and K1 (wrapped with edible film) [1].
In this study, the raw material for making edible film is jackfruit seed starch. The resulting jackfruit seed flour has several physical characteristics, namely flour in the form of powder, yellowish white color and still has the aroma of jackfruit seeds. The manufacture of biodegradable plastics based on jackfruit seed starch, begins by heating the starch mixed with distilled water and adding glycerol, sorbitol, and CMC at 80 CC. Then it was put into a 25 × 20 × 2 cm mold and dried in the oven at 50℃ for 18 hours. Then it was cooled at room temperature for 10 minutes. The function of adding glycerol and sorbitol is that the resulting biodegradable plastic is flexible or not stiff. The edible film made from the formula of jackfruit seed starch (2: 3: 4) grams, CMC, Sorbitol (S1-S3), and glycerol (G1-G3) are presented in Figure 1.
Figure 1. Edible film from jackfruit seed starch with the addition of sorbitol and glycerol
3.1 Characterization of edible film from jackfruit seeds starch
3.1.1 Test of edible film thickness
Figure 2 shows the thickness of the edible film made from jackfruit seeds starch made. The thickness influences the water vapor transmission rate, elongation, and tensile strength of the edible film. A micrometer screw gauge with an accuracy (least count) of 0.01 mm was utilized to calculate the thickness of the edible film from jackfruit seed starch at five different places on the film. The average of these measurements is taken as the film's thickness, which is seen in Figure 3.
The results showed that the thickness increased with the addition of starch concentrations of glycerol and sorbitol (Figure 3). It is influenced by the area of the mold, the volume of the solution, and the total amount of solids in the solution [22]. The difference in the thickness of the edible films G1-G3 and S1-S3 is due to the increasing concentration of starch which gives an increase in the total solids in the solution which causes an increase in the thickness.
Figure 2. Jackfruit seeds starch
Figure 3. Edible film thickness
The results on G2 and G3 showed that the increase in glycerol concentration did not change the film thickness. The same thing happened in several studies using glycerol as a plasticizer [23-26]. This is because the thickness of the edible film relies on the nature and composition of the material [25]. The same thing was stated by Pierro et al. [27] that it is determined by the nature and constituent polymer. Increasing the concentration of glycerol has no effect on the thickness of the film in G2 and G3 because the thickness is contributed by the properties, composition, and protein of the constituents, but does not depend on the plasticizer [23].
3.1.2 Tensile strength
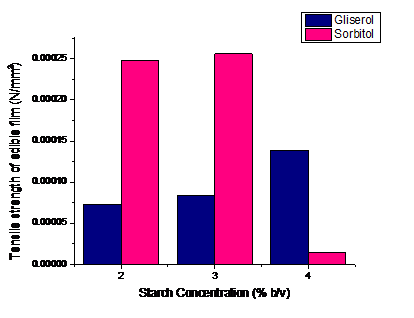
The maximum force for the edible film to withstand before breaking is called Tensile strength. It is a mechanical property of edible film that determines its strength because the tensile strength is directly proportional to the performance in resisting mechanical damage. Figure 4 shows the average tensile strength of the edible film with starch concentration and the addition of glycerol and sorbitol.
Based on Figure 4, the average value of the highest tensile strength for the addition of glycerol plasticizer is in sample G3 1.39 × 10-4 N/mm2. While the addition of sorbitol plasticizer in sample S2 with a value of 2.56 × 10-4 N/mm2. The results indicated that the higher the starch concentration used, the greater the tensile strength. This happens because the higher the amount of dissolved solids makes the starch polymer cross-links tighter so that a greater force is needed to pull the edible film to break [28]. Along with the increase in starch concentration, the tensile strength of edible films also increases [29, 30].
3.1.3 Elongation
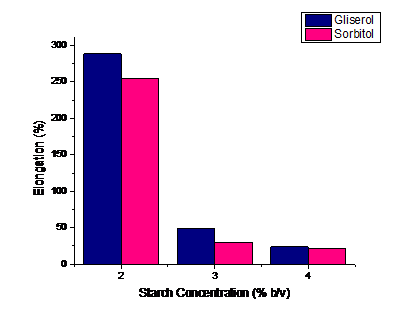
The edible film elongation is shown in Figure 5.
The results of elongation of edible film from jackfruit seed starch with the addition of increasing starch, result in lower plastic properties of the edible film and decreased percent elongation [31]. The more the plasticizer concentration, the smaller the cohesion between polymers, and the softer the edible film formed so that the edible film formed easily breaks [32]. The elongation of edible films referring to JIS (Japanese Industrial Standards) standards is at least 70%. Referring to the results, the best elongation was at G1 with a starch concentration of 2% (w/v) of 288.1% and in S1 of 2% (w/v) which was 255.1% which met the JIS requirements.
Figure 4. Edible film tensile strength
Figure 5. Edible film elongation
3.1.4 Elasticity
Table 1. Elasticity value
|
Edible Film Samples |
Elasticity |
|
G1 |
2.54 × 10-6 |
|
G2 |
1.69 × 10-5 |
|
G3 |
5.87 × 10-5 |
|
S1 |
6.56 × 10-6 |
|
S2 |
8.44 × 10-5 |
|
S3 |
9.91 × 10-5 |
The average value of elasticity is presented in Table 1. Based on the table, the edible film samples G3 and S3 obtained the highest elasticity values of 5.87 × 10-5 Kgf / mm2 and 9.91 × 10-5 Kgf / mm2, which means that the edible film is stiffer. This shows that the mechanical properties of plastic films are influenced by the components that make up the film, namely starch, glycerol and sorbitol. Glycerol and sorbitol as plasticizers that can provide elastic properties to plastics. Films made from starch alone are more elastic and have lower tensile strength and elongation percentages [3]. Increasing the volume of sorbitol and glycerol can improve the elongation and elasticity of the edible film. This is due to the chemical bonds between the molecules of the components that make up the polymer. The strength of a chemical bond depends on the number of intermolecular bonds and the type of bond. Strong bonds will be difficult to break, so breaking these bonds will require a lot of energy [33]. The starch-sorbitol polymer structure has more intermolecular hydrogen bonds than the starch-glycerol polymer structure. This can be seen from the number of OH groups contained in sorbitol compared to the OH groups contained in glycerol (Figure 6).
Figure 6. Structure of sorbitol and glycerol
3.1.5 Analysis of FTIR function group
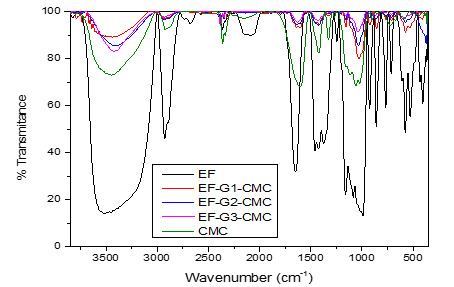
Functional group analysis with FTIR determines the mixing process, whether physically or chemically, by analyzing the functional group of the sample in each of the processes in edible film making. The diffractogram of the relationship between the wavenumber and the intensity determines the results. A spectrophotometer was used to record the FTIR spectra at room temperature [20]. The results of FTIR analysis against the edible film of jackfruit seed starch with glycerol and CMC is presented in Figure 7. The absorption data obtained in Table 2 is interpreted based on the IR spectrum in Figure 8, while the interpretation of absorption data can be seen in Table 3.
The results of the analysis of functional groups of plasticizer, CMC and edible film of jackfruit seed starch in Figure 7 show almost the same spectrum. In this analysis, it can be seen that the inclusion of plasticizers (glycerol, sorbitol) and CMC causes the OH group to increase in different wave numbers for each edible film produced depending on the type of plasticizer used, whether glycerol or sorbitol. The OH functional groups in each edible film produced with glycerol plasticizer were G1 (3437.15 cm-1), G2 (3414.00 cm-1) and G3 (3419.79 cm-1) respectively, while the OH functional group was Each edible film produced with sorbitol plasticizer were S1 (3414.0 cm-1), S2 (3441.01 cm-1) and S3 (3417.86 cm-1) respectively. The O-H group stretches in the glycerol and sorbitol plasticizers are equally strong because they both have many O-H groups.
Table 2. Interpretation of FTIR results of edible film from jackfruit seed starch with addition of glycerol
|
References [34] |
Functional Groups |
Wave Number (Cm-1) |
|||
|
Jackfruit Seed Starch & CMC |
EF-G1-CMC |
EF-G2-CMC |
EF-G3-CMC |
||
|
2,850-2,970 |
C-H Alkanes |
2,927.94 |
2,933.73 |
2,931.80 |
2,929.87 |
|
675-995 |
C-H Alkenes |
993.34 |
921.97 |
923.90 |
921.97 |
|
690-900 |
C-H Aromatic Ring |
|
856.39 |
860.25 |
867.97 |
|
3,200-3,600 |
O-H Alcohol H bonded |
3,525.88 |
3,437.15 |
3,414.00 |
3,419.79 |
|
3,300-3,500 |
N-H amines. amides |
|
3,437.15 |
3,414.00 |
3,419.79 |
|
1,610-1,680 |
C = C Alkenes |
1,647.21 |
1,666.50 |
1,633.71 |
1,631.78 |
|
2,100-2,260 |
C ≡ C alkyne |
|
2,137.13 |
1,531.48 |
1,548.84 |
|
1,180-1,360 |
C-N amines. amides |
|
1,330.88 |
1,332.81 |
1,338.60 |
|
1,050-1,300 |
C-O Alcohol. Ether. Carboxylic Acid. Esters |
1,056.99 |
1,238.30 |
1,278.81 |
1,201.65 |
|
1,690-1,760 |
C = O Aldehydes. Ketones. Carboxylic Acids. Esters |
|
1,732.08 |
1,753.29 |
1,753.29 |
|
1,300-1,570 |
NO2 Nitro Compounds |
1,327.03 |
1,330.88 |
1,531.48 |
1,512.19 |
Information:
EF-G1-CMC (Jackfruit seed starch edible film 2 g + Glycerol 1% + CMC 1%
EF-G2-CMC(Jackfruit seed starch edible film 3 g + Glycerol 1% + CMC 1%
EF-G3-CMC (Jackfruit seed starch edible film 4 g + Glycerol 1% + CMC 1%
Table 3. Interpretation of FTIR Results of Edible Film from jackfruit seed starch with addition of sorbitol
|
References [34] |
Functional Groups |
Wave Numbers (Cm-1) |
|||
|
Jackfruit seed starch & CMC |
EF-S1-CMC |
EF-S2-CMC |
EF-S3-CMC |
||
|
2,850-2,970 |
C-H Alkanes |
2,927.94 |
2,929.87 |
2,927.94 |
2,926.01 |
|
675-995 |
C-H Alkenes |
993.34 |
929.69 |
933.55 |
925.83 |
|
690-900 |
C-H Aromatic Ring |
|
864.11 |
3,061.03 |
925.83 |
|
3,200-3,600 |
O-H Alcohol H Bonded |
3,525.88 |
3,414.00 |
3,441.01 |
3,417.86 |
|
3,300-3,500 |
N-H Amines. Amides |
|
3,414.00 |
3,441.01 |
3,417.86 |
|
1,610-1,680 |
C=C Alkenes |
1,647.21 |
1,631.78 |
1,666.50 |
1,604.77 |
|
1,500-1,600 |
C=C Aromatic Ring |
|
1,600.92 |
1,556.55 |
1,332.81 |
|
2,100-2,260 |
C ≡ C alkyne |
|
2,169.92 |
|
|
|
1,180-1,360 |
C-N Amines. Amides |
1,056.99 |
1,325.10 |
1,336.67 |
1,240.23 |
|
1,050-1,300 |
C-O Alcohol. Ether. Carboxylic Acid. Esters |
|
1,240.23 |
1,240.23 |
1,747.51 |
|
1,300-1,370 |
NO2 Nitro Compounds |
1,327.03 |
1,325.10 |
1,556.55 |
1,332.81 |
Information:
EF-S1-CMC (Jackfruit Seed Starch Edible Film 2 g +Sorbitol 1% + CMC 1%
EF-S2-CMC (Jackfruit Seed Starch Edible Film 3 g + Sorbitol 1% + CMC 1%
EF-S3-CMC (Jackfruit Seed Starch Edible Film 4 g + Sorbitol 1% + CMC 1%
Figure 7. FTIR Spectrum of jackfruit seed starch edible film with addition of glycerol and CMC
Figure 8. FTIR Spectrum of Jackfruit Seed Starch Edible Film Added with 1% Sorbitol
Based on Table 2 and Table 3, identification of functional groups on edible films with plasticizer types of glycerol and sorbitol obtained the same functional groups as jackfruit seed starch and CMC (EF & CMC) and edible films produced from a mixture of jackfruit seed starch and CMC with glycerol plasticizer (EF; G1-3; CMC) and sorbitol (EF; S1-3; CMC) found no new functional groups. In this study, the result of the FTIR spectroscopy indicates that making edible film is a physical mixing process involving the interaction of hydrogen bonds between chains. The occurrence of hydrogen bonding is due to the interactions between the molecular oxygen atoms from the plasticizer and the hydrogen from jackfruit seed starch and CMC. An increase in the contents of the O-H functional group correspondingly increases the hydrogen bonds and edible film's boiling point. Hydrogen bond interactions contained in each edible film include dipole-dipole interactions [35].
The results showed that the edible film added with sorbitol and glycerol plasticizers has a selective functional group that is almost the same as the edible film constituent components that have hydrophilic properties that can be seen in the presence of an OH functional group, the presence of these functional groups can indicate that the edible film can be completely degraded in the soil [36].
3.1.6 Testing of biodegradability
Biodegradability test aims to determine whether a material is decomposed by microorganisms in the environment. The results showed that it required 5 days for the edible film of jackfruit seed starch to be completely degraded. This is because the enzymes produced by EM4 bacteria are able to break the polymer chains from edible films into monomers. Commercial plastics can be degraded for 30 days. This fact illustrates that the edible film of jackfruit seed starch can be degraded faster than commercial plastics. The degradation process can be seen in Figure 9.
Figure 9. Edible film degradation using EM4 bacteria
3.1.7 pH
The results of the examination of the pH of the edible film with an addition of starch, glycerol/sorbitol and CMC are presented in Table 4. It can be seen that the edible film added with glycerol in jackfruit G1-G3 seed starch samples ranged from 6.6-7.0. While the edible film samples added with sorbitol in samples S1-S3 ranged from 6.5 to 7.2. The required pH requirements for edible films are in the range of 5.5-7.9 [37]. This shows that the pH of the edible film produced met the specified requirements, namely at pH 5.5–7.9 so that the edible film of both formulations was good and safe to use and did not irritate the oral cavity.
Table 4. pH test of jackfruit seed starch edible film with addition of glycerol and sorbitol
|
Edible Film Sample |
pH |
Edible Film Sample |
pH |
|
Glycerol 1 |
6, 645 |
Sorbitol 1 |
7, 220 |
|
Glycerol 2 |
7, 024 |
Sorbitol 2 |
6, 670 |
|
Glycerol 3 |
6, 651 |
Sorbitol 3 |
6, 499 |
3.1.8 Water absorption test
Based on the water absorptions illustrated in Figure 10, it is observed that the edible film with glycerol plasticizer had increased water absorption from G1 to G3. Glycerol, which is soluble in water, is a relatively small hydrophilic molecule inserted between polymer chains to form hydrogen bonds and increase the water bindings of edible films [38, 39]. In contrast, the edible films with the addition of sorbitol plasticizer decreased water absorption. As the concentration of sorbitol was increased, the water absorption capacity was reduced. This situation arises because increasing the sorbitol and starch concentration also increases the hydrogen bonding of the intermolecular bonds [40]. Starch absorbs more water because it has more hydroxyl (OH) groups and its less resistant to water [41].
Figure 10. Edible film absorption
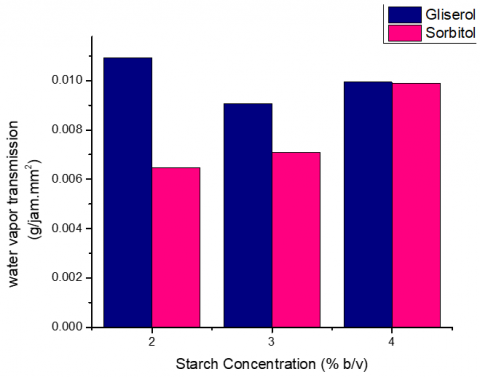
3.1.9 The speed of water vapor transmission gravimetry method
The speed of water vapor transmission on the addition of glycerol and sorbitol is shown in Figure 11. Based on the data in Figure 10, the highest water vapor transmission rate for the addition of glycerol plasticizer at G1 is 0.011 g / hour.m2. while the water vapor transmission rate for the addition of sorbitol plasticizer on S3 is 0.010 g / hr.m2. The increase in the amount of jackfruit seed starch used with the addition of glycerol and sorbitol plasticizers caused the water vapor transmission rate to increase. This is due to the greater the amount of proud sweet potato starch, the freer hydrogen bonds in the linear chain, hence the value of the water vapor transmission rate will increase. Furthermore, the thickness of the edible film influences the water vapor transmission rate because the increment in the edible film's thickness, brings about a reduction in the water vapor transmission rate [18, 42].
3.1.10 Testing of shelf life
The test of shelf life of jackfruit seed starch edible film with the addition of sorbitol and glycerol at cold as well as room temperature is displayed in Table 5. The shelf life test obtained from the data in Table 5. namely at cold temperatures (16℃) for potatoes wrapped in edible film can last for 6 days, and without packaging last for 4 days. Meanwhile, the data at room temperature (30℃) are shown in Table 5 for potatoes wrapped in edible film which lasted 4 days, wrapped in oil paper, and without packaging lasted for 2 days. This indicates that the shelf life of the edible film is inhibited with the addition of glycerol and sorbitol plasticizers. The damage is because, at room temperature, starch is easier to absorb moisture causing the growth of fungi on the starch. Fungi can cause starch-based materials to break down more quickly [43].
Figure 11. Water vapor transmission rate
Table 5. Shelf life test at cold temperature and room temperature
|
No |
Potato Application |
Temperature (℃) |
Shelf life (days) |
Physical condition |
|
1. |
Wrapped with Edible film |
|
6 |
Good, slightly wrinkled, not blackened and not moldy |
|
2. |
Without packaging |
|
4 |
Slightly wrinkled and blackened |
|
3. |
Wrapped with Edible film |
|
|
Good, slightly wrinkled, not blackened and not moldy |
|
4. |
Wrapped in wax paper |
|
|
Wrinkled and blackened |
|
5. |
Without Packers |
|
|
Shriveled and moldy |
The characterization of edible films from jackfruit seed starch with the addition of sorbitol and glycerol as plasticizers showed the best treatment on edible films using a temperature of 50℃ with 3% starch, 1% (w/v) sorbitol and 1% glycerol (w/v). The treatment obtained thickness of 0.24 mm and 0.23 mm, tensile strength 8.35 × 10-5 N/mm2 and 2.56 × 10-4 N/mm2, elongation 49.19% and 30.33%, elasticity 1.69 x 10-5 and 8.44 × 10-5, pH 7.024 and 6.67, absorption 75% and 50%, water vapor transmission 9.08 × 10-3 g/hourm2 and 7.10 × 10-3 g/hour2. In this study, the results of the FTIR spectroscopy indicate that the edible film is made with a physical mixing process. At room temperature, the shelf life of edible films with potato wrappers is 4 days, while at cold temperatures, the shelf life is 6 days. Furthermore, the biodegradability test revealed that it takes just 5 days for the edible film to be completely degraded. Therefore, the edible films produced are suitable for application as food wrappers. For further research, it is recommended to carry out a better printing method to evenly distribute the edible film's thickness on each side.
The writers would like to thank The Head of Chemistry Laboratory FKIP Untad and UNHAS Laboratory who had facilitated this research and the Faculty of Education for the DIPA funding research 2022.
[1] Sulistriyono, A., Pratjojo, W., Widiarti, N. (2014). Sintesis dan Karakterisasi Plastik Edible film dari Pektin Belimbing Wuluh Sebagai Pembungkus Wingko. Indonesian Journal of Chemical Science, 3(3): 214-215.
[2] Rahmawati, S., Aulia, A., Hasfah, N., Nuryanti, S., Abram, P.H., Ningsih, P. (2021). The utilization of durian seeds (Durio zibethinus murr) as a base for making edible films. International Journal of Design and Nature and Ecodynamics, 16(1): 77-84. https://doi.org/10.18280/ijdne.160110
[3] Darni, Y., Herti, U., Siti, N.A. (2009). Peningkatan Hidrofobisitas dan Sifat Fisik Plastik Biodegradable Pati Tapioka dengan Penambahan Selulosa Residu Rumput Laut Euchema spinossum. Seminar Hasil Penelitian Dan Pengabdian Kepada Masyarakat. Lampung: Universitas Lampung.
[4] Perez, C., Regalado, G.C., Rodriguez, C.A., Barbasa, J.R., Villasenor, O.F. (2006). Incoporation of antimicrobial agents in food packaging films and coatings. Advances in Agricultural and Food Biotecnology, 37(2): 193-195.
[5] Salamah, S.W.P., Rachmayanti, Amelia, R. (2015). Pembuatan dan Karakterisasi Antimicrobial film dari Pati Singkong dan Ekstrak Kedelai sebagai Bahan Pengemas Makanan. Jurnal Sains dan Teknologi, 13(1): 55-60. https://doi.org/10.15294/SAINTEKNOL.V13I1.5336
[6] Wulandari, N.M.D., Saktihono, I.P., Susilowati, T. (2016). Kajian pemanfaatan biji nangka dengan plasticizer gliserin dari minyak jelantah sebagai bahan pembuatan edible coating. Jurnal Rekapangan, 11(2).
[7] Setiawan, H., Fiazal, R., Amrullah, A. (2015). Penentuan kondisi optimum modifikasi konsentrasi plasticizer pva pada sintesa plastik boidegradable berbahan dasar pati sogum dan kitosan limbah kulit udang. Jurnal Sainteknol, 13(1): 33-34.
[8] Setiani, W., Sudiarti, T., Rahmidar, L. (2013). Preparasi dan Karakterisasi Edible film dari Poliblend Pati Sukun-Kitosan. Jurnal Kimia Valensi, 3(2). https://doi.org/10.15408/jkv.v3i2.506
[9] Santoso, R.A., Atma, Y. (2020). Physical properties of edible films from pangasius catfish bone gelatin-breadfruits strach with different formulations. Indonesian Food Science & Technology Journal, 3(2): 42-47. https://doi.org/10.22437/ifstj.v3i2.9498
[10] Jacoeb, A.M., Nugraha, R., Utari, S. (2014). Pembuatan edible film dari buah lindur dengan penambahan gliserol dan karaginan. Jurnal Pengolahan Hasil Perikanan Indonesia, 17(1): 14-15. https://doi.org/10.17844/jphpi.v17i1.8132
[11] Talja, R.A., Peura, M., Serimaa, R., Jouppila, K. (2008). Effect of amylose content on physical and mechanical properties of potato-starch-based edible films. Biomacromolecules, 9(2): 658-663. https://doi.org/10.1021/bm700654h
[12] Saberi, B., Chockchaisawasdee, S., Golding, J.B., Scarlett, C.J., Stathopulos, C.E. (2017). Physical and mechanical properties of a new edible film made of pea starch and guar gum as affected by glycols, sugars and Polyols. International Journal of Biological Macromolecules, 104: 345-359. https://doi.org/10.1016/j.ijbiomac.2017.06.051
[13] Gutiérrez, T.J., González, G. (2016). Effects of exposure to pulsed light on surface and structural properties of edible films made from cassava and taro starch. Food and Bioprocess Technology, 9(11): 1812-1824. https://doi.org/10.1007/s11947-016-1765-3
[14] Widyaningsih, S., Kartika, D., Nurhayati, Y.T. (2012). Pengaruh penambahan sorbitol dan kalsium karbonat terhadap karakteristik dan sifat biodegradasi film dari pati kulis pisang. Molekul, 7(1): 69-81. http://dx.doi.org/10.20884/1.jm.2012.7.1.108
[15] Santoso, B., Filli, P., Basuni, H., Rindit, P. (2011). Pengembangan edible film dengan menggunakan pati ganyong termodifikasi ikatan silang. Jurnal Teknologi dan Industri Pangan, 22(2).
[16] Setyaningrum, A., Sumarni, N.K., Hardi J. (2017). Sifat fisiko-kimia edible film agar-agar rumput laut (Gracilaria sp) tersubtitusi Glyserol. Natural Science: Journal of Science and Technomogy, 6(2): 136-143.
[17] Sjamsiah, Saokani, J., Lismawati. (2017). Karakteristik edible film dari pati kacang (Sulanum Tuberosum L) Dengan Penambahan Gliserol. Jurnal Al- Kimia, 5(2): 191. https://doi.org/10.24252/al-kimia.v5i2.3932
[18] Ningsih, P., Rahmawati, S., Santi, N.M.N., Suherman, Diah, A.W.M. (2021). Making edible film from jackfruit seed starch (Artocarpus heterophyllus) with the addition of rosella flower extract (Hibiscus sabdariffa L.) as antioxidant. International Journal of Design & Nature and Ecodynamics, 16(6): 691-699. https://doi.org/10.18280/ijdne.160611.
[19] Rahmawati, S., Aulia, A., Nuryanti, S., Suherman. (2020). The Making and characterization of Banggai Tuber (Dioscorea Spp) edible film. International Journal of Advanced Science and Technology, 29(05): 8141-8153.
[20] Zain, A., Nugraha, I. (2018). Sintesis dan Karakterisasi Komposit Edible film Isolat Protein Ampas Tahu-montmorillonit. Indonesian Journal of Materials Chemistry, 1(1): 23-24.
[21] Kamfer, S., Fenema, O. (1984). Water vapor permeability of edible biayer films. J. Food Science, 49(6): 1487-1481. https://doi.org/10.1111/j.1365-2621.1984.tb12825.x
[22] Tanjung, M.R., Rostini, I., Ismail, M.R., Pratama, R.I. (2020). Characterization of edible film from catfish (Pangasius sp.) surimi waste water with the addition sorbitol as plasticizer. World News of Natural Sciences, 28: 87-102.
[23] Fatma, F., Malaka, R., Taufik, M. (2015). Characteristics of edible film made from dangke whey and agar using different percentage of glicerol. Jurnal Ilmu dan Teknologi Peternakan, 4(2): 63-69. https://doi.org/10.20956/jitp.v4i2.812
[24] Vanin, F.M., Sobral, P.J.A., Menegalli, F.C., Carvalho, R.A., Habitante, A.M.Q.B. (2005). Effects of plasticizers and their concentrations on thermal and functional properties of gelatin-based films. Food Hydrocolloids, 19(5): 899-907. https://doi.org/10.1016/j.foodhyd.2004.12.003
[25] Wang, J., Shang, J., Ren, F., Leng, X. (2010). Study of the physical properties of whey protein: sericin protein-blended edible films. European Food Research and Technology, 231(1): 109-116. https://doi.org/10.1007/s00217-010-1259-x
[26] Maruddin, F., Ako, A., Taufik, M. (2017). Characteristics of Edible Film Made from Whey Dangke and Casein that uses different types of Plasticizer. Jurnal Ilmu Dan Teknologi Peternakan, 5(2): 97-101. https://doi.org/10.20956/jitp.v5i2.3081
[27] Di Pierro, P., Chico, B., Villalonga, R., Mariniello, L., Damiao, A.E., Masi, P., Porta, R. (2006). Chitosan− whey protein edible films produced in the absence or presence of transglutaminase: Analysis of their mechanical and barrier properties. Biomacromolecules, 7(3): 744-749. https://doi.org/10.1021/bm050661u
[28] Cornelia, M., Anugrahati, N., Christina, C. (2012). Pengaruh penambahan pati bengkoang terhadap karakteristik fisik dan mekanik edible film. Jurnal Kimia dan Kemasan, 34(2): 263. http://dx.doi.org/10.24817/jkk.v34i2.1862
[29] Rompothi, O., Pradipasena, P., Tananuwong, K., Somwangthanaroj, A., Janjarasskul, T. (2017). Development of non-water soluble, ductile mung bean starch based edible film with oxygen barrier and heat sealability. Carbohydrate Polymers, 157: 748-756. https://doi.org/10.1016/j.carbpol.2016.09.007
[30] Krochta, J.M., Johnston, C.M.D. (1997). Edible and Biodegradable Polymer Film. Journal of Food Technology, 51(2): 61-74
[31] Su, J.F., Huang, Z., Yuan, X.Y., Wang, X.Y., Li, M. (2010). Structures and properties of carboxymethyl cellulosa/soy protein isolate blend edible films crosslinked by Maillard reactions. Carbohydrate Polymers, 70(1): 145-153. https://doi.org/10.1016/j.carbpol.2009.07.035
[32] Bourtoom, T. (2008). Edible film and coating: Characteristics and properties. Journal International Food Research, 15(3): 237-248.
[33] Darni, Y., Utami, H. (2009). Studi pembuatan dan karakterisasi sifat mekanik dan hidrofobisitas bioplastik dari pati sorgum. Jurnal Rekayasa Kimia dan Lingkungan, 7(2): 88-93.
[34] Skoog, D.A., Holler, F.J., Crouch, S.R. (2017). Principles of Instrumental Analysis. Cengage Learning.
[35] Wardah, I., Hastuti, E. (2015). Pengaruh variasi komposisi gliserol dengan pati dari bonggol pisang, tongkol jagung, dan enceng gondok terhadap sifat fisis dan mekanis plastik biodegradable. Jurnal Neutrino: Jurnal Fisika dan Aplikasinya, 7(2): 77-85. https://doi.org/10.18860/neu.v0i0.2994
[36] Teo, G., Suzuki, Y., Uratsu, S.L., et al. (2006). Silencing leaf sorbitol synthesis alters long-distance partitioning and apple fruit quality. Proceedings of the National Academy of Sciences, 103(49): 18842-18847. https://doi.org/10.1073/pnas.0605873103
[37] Patil, S.L., Shrivastava, S.K. (2012). Fast dissolving oral films: An innovative drug delivery system. International Journal of Research and Reviews in Pharmacy and Applied Science, 2(3): 482-496.
[38] Yuniwati, M., Handayani, R., Kristanti, S., Wikaningtyas, U. (2017). Pemanfaatan Umbi Gadung dan Serat Daun Nenas Untuk Pembuatan Plastik Biodegradable. Jurnal Teknologi Technoscientia, 9(2): 147-154. https://doi.org/10.34151/technoscientia.v9i2.174
[39] Katili, S., Harsunu, B.T., Irawan, S. (2013). Pengaruh konsentrasi plasticizer gliserol dan komposisi khitosan dalam zat pelarut terhadap sifat fisik edible film dari khitosan. Jurnal Teknologi, 6(1): 29-38.
[40] Rodrigues, M., Oses, J., Zaini, K., Mate. J.I. (2006). Combined effect of plasticizer and surfactants on the physical properties of stach based edible film. J Food Research International, 39(8): 840-846. https://doi.org/10.1016/j.foodres.2006.04.002
[41] Fera, M. (2018). Kualitas Fisik Edible film yang Diproduksi dari Kombinasi Gelatin Kulit Domba dan Agar (Grcilaria sp). Journal of Food and Life Sciences. 2(1). https://doi.org/10.21776/ub.jfls.2018.002.01.05
[42] Irianto, H.E., Darmawan, M., dan Mindarwati (2006). Pembuatan edible film dari Komposit Karaginan, Tepung Tapioka dan Lilin Lebah. Jurnal Penelitian Perikanan, 1 (2): 93-100.
[43] Kasmawati. (2017). Karakterisasi Edible film Pati Jagung (Zea Mays L) dengan Penambahan Gliserol dan Ekstrak Temu Putih (Curcuma Zedoaria). Makassar: Universitas Islam Negeri Alaudin. http://repositori.uin-alauddin.ac.id/id/eprint/8932.