OPEN ACCESS
Konkola copper mines (KCM) is an integrated mining operation comprising of open pit and underground mines (Nchanga and Konkola copper mines) Konkola mines is aptly referred to as Konkola deep and is, situated in Chililabombwe, Zambia. The mine is currently operating at 1150mL using sublevel mining method for copper ore bodies extraction. It intends to descend to 1500mL. There are various critical factors that influence a safe and economic design and dimensioning of a sublevel stoping method for underground extraction of metalliferous deposit. However, several mining operations maintain the same stope dimensions for all the sublevels rather than utilizing available design tools for example numerical modelling, empirical analysis etc. to optimize the operations. In view of this, a research study was conducted to optimize operational design and dimensioning of the stopes at 1250mL. The research mainly focused on the effect of variations in stope dimension to achieve better safety, economy and increased productivity.
stope, instability of stope, numerical modelling, empirical analysis and productivity
There are several mining methods that are used for the extraction of underground metalliferous deposits and among them is open stoping which is used in many mines around the world. Open stoping has become one of the most popular method in underground mining because it’s safe by virtue of design and relatively cost efficient. Stoping is very development intensive, although the cost of development is finally compensated by the fact that much of it is done in ore. Efficient use of large-scale blasting makes stoping method one of the lowest-cost underground mining methods available (Hartman, 1992). Several variations of open stoping have evolved due to modern technology. These are improved drilling and blasting techniques and new mining equipment
Ore extraction in relatively thin orebodies can either be feasible through longitudinal open stoping with no backfill or with backfill depending on the condition of the rock mass forming the remaining walls. However, when the orebody thickness is too large to be extracted by means of a single stope, permanent pillars are left. Most of the times mining operations in these orebodies are not optimised and thus overall ore production is low. Generally the stresses in underground openings increases with mining depth but many operations maintain the same stope dimensions for the entire mine when this can be optimised to suit the individual stresses at each mining level.
One of the limiting factors influencing the design of an underground opening is the maximum unsupported span that a rockmass can withstand without failure. This failure may occur usually as a function of either movement along discontinuities, or through a combination of intact rock failures and geological discontinuities. In most orebodies amenable to open stoping mining methods, the volume that may be safely excavated with stable excavation walls is many times smaller than the orebody itself (Villaescusa, 2003). As a result, a series of individual stopes should be excavated to accomplish full orebody extraction.
One of the most vital tools that a mine design and planning engineer has for managing the overall behaviour of a rockmass is the extraction sequence of the stopes contained within a given block of an orebody. Therefore extraction sequencing of the stopes is fundamental to safely and economically achieve production requirements throughout a stoping life.
In situations where mine fill is not used, the main strategy is stope sequencing such that early over stressing of permanent pillars is prevented. However, there is a number of extraction strategies that can be followed to optimize pillar recovery in case mine fill is used.
In general a stoping sequence is influenced by factors such as ore grade requirements, operational technicalities which includes existing development, backfill availability, induced stress considerations and ore production requirements. A technically sound strategy is to avoid creating blocks of highly stressed rock mass within an orebody. This can be accomplished by retreating stopes systematically from the centre towards the orebody abutment as opposed to creating mine pillars that are located within central orebody zones. This is done by taking into account the stress re-distributions, production tonnages requirements and access constraints. However, retreating stopes systematically from the center towards the orebody abutments results in limited productivity and irregular ore supply due to limited number of active stopes in a given time as well as time requirements to fill a mined-out stope prior to mining of adjacent stopes. This can be a suitable approach for stress distribution but this approach is not very practical and optimal for ore production. Therefore, for high productivity, considerations of primary and secondary stoping sequences with simultaneous backfilling to reduce impact of underground stresses on mined-out stopes can be very productive. This can thus be practiced on multiple stopes on a single level with more than one active levels at a time.
In general, an overall stope extraction sequence is influenced by the nature of the orebody in question (Villaescusa, 2003).The most common stope extraction and sequencing procedures can be divided into two categories which are; methods that use backfill and those that do not use any backfilling.
This research paper mainly focusses on the variations of the stope dimensions at different depths of mining in order to optimise ore extraction and improve on overall ore productivity in relatively thin orebodies with a steep dip. Induced stresses around stopes tend to increase with increase in stope size (Purwanto, et al., 2013). Purwanto et al, also concluded that the influence of stope size on stability can be predicted by displacement and yield zone analysis. In general, the displacement tends to rise with increasing stope sizes. (Wang, et al., 2007) Researched on effects of stress and excavation surface geometry on zone of relaxation around open stope hanging walls and concluded that an increase in stope size will result in an increased zone of relaxation around stope hanging walls. Increasing the stope height will therefore influence the induced stresses around open stopes and also increase the size of zone of relaxation which increase dilution. However, there are several factors that affect the open stope dimensions in sublevel stoping which include the principal stress directions, competence of the hanging wall, optimum drill pattern, orebody geometry and the drilling drift layout and in this research the stope height was maintained as the distance between sublevels. This is detected by KCM drilling machinery capabilities as well as the mine’s designed drilling patterns.
Suggested improvements to reduce costs and improve copper ore production at Konkola Copper mine, include the increasing of stope strike length from 20m to 30m on 950mL – 1050mL. Stopes around these levels are stable at this new strike length and the option improved overall ore production in the Bancroft area of the mine by 7.14% and a possible reduction in development costs on slot raises and draw-point cross-cuts by 28.6%. Mining with Cemented Hydraulic Fill (CHF) from 1250mL and below within the steep dipping areas (Bancroft areas) was suggested and proved to be very economic as gross revenue after an economic analysis increased by 15.5% as compared to leaving substantial amount of ore in stabilising pillars. With CHF, dilution can also be reduced although not quantified in this research paper.
The use of mine backfill in stopes has also been considered for depths that pose risk of collapse to the stoping operations. Backfill of underground stopes has been extensively used in hard rock mining and it has the capability of providing additional ground support by arresting and therefore restricting lateral deformations of the surrounding rock mass pillars and surrounding rock walls. This additional support of the stopes can result in a sizable increase in ore recovery in underground stoping operations.
On the other hand, the ultimate feasibility of utilising mine backfill is entirely dependent on the in-situ behaviour of the fill material, the characteristics of the fill, the impacts of the filling sequence on the overall mine operation, and the total costs of filling per extra tonne of ore recovered (Donovan, 1999).
In order to accomplish the goals of this research work, literature review was performed so as to gather information related to the design of open stopes in thin orebodies. Geological data from Konkola Copper Mines was collected to perform a geotechnical study of the stopes as the depth of mining increases. This data included, rock mass characteristics, rock joint properties and the current dimensions of the stopes being exploited at the mine.
This geological information was then used to evaluate the specific stope characteristics needed to effectively plot the stopes on the Mathews Stability Graph modified by (Potvin, 1988). The procedure for determining the parameters to be plotted on the graph are explained by (Potvin, 1988) and that similar approach was used in this paper. Adjustments on the graph were done so that the zones of operation of the individual stopes was optimised on the basis of better and improved ore recoveries and overall economics of stoping operations in thin orebodies. Results of geotechnical studies of the stopes using PHASE2 and empirical analysis on the same orebody were utilised to improve on economics of mining using the stability graph method for optimised ore extraction.
Several options have been considered in this paper in order to come up with design considerations and factors that are critical when designing open stopes in relatively thin orebodies.
The geo-techniocal characteristics of the ore body at KCM under consideration for the purpose of outlining the important parameters that needs to be analysed for an improved economic and ore recovery operation of open stoping operations in thin orebodies are as summarised in Table 1.
Numerical modelling was used to evaluate the stress factor required in the stability. The oreshale is hosted in a series of rock formations over a strike length of approximately 11 km.
Acronyms:
FWSST- Footwall Sandstone
AGSST- Argillaceous Sandstone
PC - Porous Conglomerate
FWQ - Footwall Quartzite
FWC - Footwall Conglomerate
HWQ - Wall Quartzite
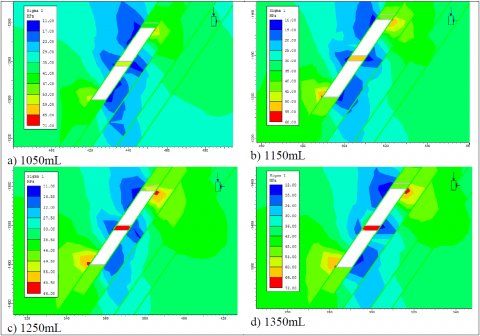
Some previous analysis at the mine using PHASE2 indicated that stopes at the mine are stable up to 1150mL and beyond this level there are indications of high stresses in abutments and crown pillars as indicated in Figure 1. Strength factors at all the independent five levels of operation were above 1 although values of these factors were decreasing and approaching 1 as the depth of operation also increased.
Table 1. Description of rock formations at KCM
|
Formation |
General Descriptions |
RMR Range |
UCS (MPa) Range |
Avg width (m) |
|
FWQ |
Very strong, few joints, fresh to slightly weathered, competent ground. |
80-90 |
148-551 |
320-400 |
|
AGSST |
Hard with numerous rough and smooth joints, competent rock, intercepted in some portions with weak kaolin bands. |
61-70 |
80-200 |
45-70 |
|
PC |
Poorly to fairly grained, moderately consolidated, moderately jointed, slightly to moderately weathered. |
35-50 |
12-240 |
5-15 |
|
FWSST |
Hard with numerous rough and smooth joints, competent rock. |
61-70 |
61-478 |
10-15 |
|
FWC |
Coarse grained, poorly consolidated, moderately jointed, and slight to moderately weathered. |
45-70 |
14-353 |
5-12 |
|
Oreshale |
Hard, moderately jointed, thin to thickly bedding with kaolin infill in some portions. |
25-50 |
20-399 |
5-20 |
|
HWQ |
Formation of quartzite and dolomitic sandstone bands, which in some places completely koalinized, giving poor hanging wall condition. |
45-75 |
59-307 |
30-150 |
Figure 1. Induced stress (Sigma 1) contours for different mining levels (PHASE2)
Table 2. Summary of stability graph parameters
|
Level (mL) |
Stability Number, N’ |
Hydraulic Radius, S |
|
950 |
10.5 |
5 |
|
1050 |
8.5 |
5 |
|
1150 |
7.8 |
5 |
|
1250 |
6.9 |
5 |
|
1350 |
6.3 |
5 |
Table 2 is a summary of the stability number and the hydraulic radius (HR) values for each of the different levels under analysis (950mL, 1050mL, 1150mL, 1250mL and 1350mL). HR value is constant because the stope dimensions are similar for all the ore extraction levels.
The plots in Figure 2 are resulting from the results summarised in Table 2.
Figure 2. Stability graph plots of the stopes on different levels
The options that were considered in order to plan for optimised stope dimensions in relation to the rock mass and stress conditions at a specific level or depth of ore extraction are as summarised below. Planning engineers undertaking a similar task of optimising stope dimensions should put these things into consideration in relation to their operating conditions in order to optimise on cost and ore productivity.
OPTION A
Moving stopes at 950mL from the current hydraulic radius of 5 to a radius of around 6-7. This can also be done for stopes at 1050mL in this example because the unsupported transition zone implies that there is a possibility of failure if stopes are not supported.
OPTION B
Introduce hydraulic cemented fill or any suitable backfill material and mine the stopes without leaving stabilizing ore rib pillars. The specification of the backfill material needed for the primary/secondary extraction system of KCM have been analyzed in a research by (Mutawa, 2011). Mutawa, 2011 performed the geotechnical investigations on the available mine waste materials at Konkola Copper Mine (KCM) in Chililabombwe, Zambia, to develop a suitable backfill material for safe and economic ore production. The material needed to have a strength of 1 MPa, as spelt out by Konkola mine management and suitable drainage characteristics to resist failure due to self-weight in a backfilled stope and therefore facilitate ore pillar recovery.
OPTION C
Maintain the stopes on HR equal to 5 but reduce stope span when instability problems become excessive. It is reasonable to take this risk because the stopes at 1250mL and 1350mL plotted close to the stable region of the Mathews stability graph.
3.1 Stope productivity analysis
The hydraulic radius of 6 can allow opening up stopes of 30m strike length while maintaining the same stope height of 20m. An additional 10m of stoping length has an advantage of reducing the number of stabilizing pillars. The number of cut out raises and draw-point crosscuts is also reduced hence reducing development cost. This is because current stoping operations are leaving 5m rib pillars after every 20m of stoping and hence a lot of valuable ore is being left in the stopes as stabilizing pillars.
Table 3 is a stope productivity comparison between the 30m and 20m strike length stopes to evaluate the benefits of optimizing the stope dimensions. The comparison excludes the other developments such as trough drives and extraction drives since these will be constant for both stope lengths of 20m and 30m along strike. The researcher assumed a total mining length on a single level of 175m along strike to simplify the comparison.
Table 3. Stope productivity analysis for 950mL and 1050mL
|
Design parameter |
Units |
Quantity |
|
|
20m Stope Strike length |
30m Stope Strike length |
||
|
Density in-situ ore |
t/m3 |
2.7 |
2.7 |
|
Density broken ore (approx.) |
t/m3 |
2.2 |
2.2 |
|
Design stope height |
m |
20 |
20 |
|
Design stope width |
m |
8 |
8 |
|
Design stope length |
m |
20 |
30 |
|
Design stope volume |
m3 |
3200 |
4800 |
|
No of stopes/175m strike length |
- |
7 |
5 |
|
No of rib pillars/175m |
- |
7 |
5 |
|
Stope tonnes/175m strike length |
t |
60480 |
64800 |
|
Ore volume in rib pillars |
m3 |
5600 |
4000 |
|
Draw point x-cuts/stope |
- |
2 |
2 |
|
Total draw point x-cuts/175m |
- |
14 |
10 |
|
Slot raises/175m |
- |
7 |
5 |
From the calculations performed in Table 3 it is clear that the overall ore production of the entire 950mL stopes will increase by 7.14% when the 30m strike length of stopes is used. The current 20m length is conservative and hence it’s costing the mine in terms of development as more slot raises and draw point cross-cuts are needed as compared to the 30m strike length. Therefore development costs on both slot raises and draw point cross cuts will be reduced by 28.6% for the entire 950mL in the Bancroft area in case the 30m stope length is used.
It is also practical to use the 30m stope strike length for the entire 1050mL in order to optimize stope dimensions in relation to a specific level. This is possible because stopes in the 1050mL are also stable with a possibility of being moved closer to the unsupported transition zone. Currently there are no instability related problems at 1040mL and therefore operating these stopes at 30m strike length can add value to the current operations of the mine.
3.2 Economic benefits of using Cemented Fill in the Bancroft areas
As a result of the risk instability that can be experienced beyond 1250mL, the researcher suggested the use of mining with backfilling. In order to ascertain the feasibility of this option, the researcher performed a preliminary cost analysis between use of backfill with no pillars against mining using the current designs of 20m strike length, 20m height and 8m orebody thickness. This is a comparison of OPTION B and OPTION C previously explained.
The cost analysis was done over a distance of 175m on orebody strike while assuming operations to be on a single level. This was done in order to simplify the analysis. Table 4 is a comparison of the production performance of the two OPTIONS B and OPTION C.
Table 4. Stope productivity comparison for OPTION B and OPTION C
|
Design Parameter |
Units |
Option B |
Option C |
|
Design Stope Length |
m |
20 |
20 |
|
Design Stope Height |
m |
20 |
20 |
|
Design Stope Width |
m |
8 |
8 |
|
No. Stopes/175m Strike Length |
8.75 |
7 |
|
|
Total Stope volume |
m3 |
28000 |
22400 |
|
Total Tonnes |
t |
75600 |
60480 |
|
Dilution & Recovery |
|||
|
Dilution |
% |
15 |
15 |
|
Mining Recovery |
% |
95 |
95 |
|
Diluted Tonnes |
t |
86940 |
69552 |
|
Total Tonnes Mucked |
t |
82593 |
66074 |
|
Volume to be backfilled |
m3 |
28000 |
- |
Table 5. Economic cost analysis for OPTION B and OPTION C
|
Production |
Unit |
Option B |
Option C |
||
|
Ore Delivered to Mill |
Tonne |
82593 |
66074 |
||
|
Mill Recovery |
% |
90 |
90 |
||
|
Total Contained Cu (@ 2.5% Cut off grade) |
Tonne |
1858 |
1487 |
||
|
Gross Revenue |
10592552 |
8473991 |
|||
|
Department |
Cost Centre |
Unit |
Rate |
||
|
Mining |
Supervision & Control |
US$/t Ore |
1.93 |
159404 |
127523 |
|
Development |
US$/t Ore |
1.53 |
101093 |
101093 |
|
|
Production |
US$/t Ore |
10.1 |
834189 |
667347 |
|
|
Materials Handling |
US$/t Ore |
8.12 |
670655 |
536521 |
|
|
Backfill |
US$/t Ore |
7.2 |
594670 |
- |
|
|
Mine Services |
US$/t Ore |
4.82 |
398098 |
318477 |
|
|
Gen & Admin |
General & Administration |
US$/t Ore |
6.06 |
500514 |
400408 |
|
Milling |
Concentrator |
US$/t Ore |
4.52 |
373320 |
298654 |
|
Total Cost |
(3631944) |
(2450024) |
|||
|
EBITDA |
6960608 |
6023967 |
|||
(Note: EBITDA is Earnings before Income Tax, Depreciation and Amortization)
The ore production unit costs used in this analysis were obtained from the KCM Life of Mine (LOM) plan. The costs indicated that materials handling and backfill contribute to a significant percentage of the mine total cost. The cemented backfill material used in the analysis represents approximately 16% of the total mining costs and this was based on an estimated unit cost of US$21/m3 of cemented backfill. This cost covers the placement as well as the backfill reticulation costs as stipulated in the LOM report. However, the LOM report planned for a copper price of US$5753 per tonne of metal and US$5700 was used for this analysis. Table 5 is an illustration of the economic cost analysis.
The use of hydraulic cemented fill and extracting the ore without leaving stabilizing ore rib pillars (OPTION B) is more profitable than maintaining the stopes on HR equal to 5 but reducing the stope span when instability problems become excessive (OPTION C). The economic cost analysis in Table 5 is a clear indication of this conclusion because mining with backfill has proved to be more profitable.
However, OPTION B results in copper ore production increasing by 25.0% hence a step forward towards the mine plan of ramping up production to 7.5Mtpa from the current 1.7Mtpa. This is as a result of the extraction ration change from 80% to 100% since in OPTION B no pillars are being left. The total income over the 175m strike length for a single level of stoping is also showing US$6,960,608 for (OPTION B) against US$6,023,967 for (OPTION C). Projecting this gain over the entire operations of the Bancroft area of KCM will mean an increase in EBITDA of approximately 15.5%. However, this is very much dependent on the grade, mineral price and production costs incurred and therefore the planning engineers should design mining operations taking these factors into consideration on individual operations.
The economic analysis done in this paper is a step towards helping planning personnel presented with similar situations of operations. The stability graph method is a useful tool to help not only for stope designing but also optimising stope dimensions and allowing economic comparisons of different options for improved ore recovery and exploitation as detailed in the following conclusions:
The researchers greatly appreciate the KCM management to accord permission to carry out this research and also the supporting staff for being helpful at the mine during the gathering of data.
[1] Donovan JG. (1999). The effects of backfilling on ground control and recovery in thin-seam coal mining, MSc Thesis, Blacksburg, Virginia Polytechnical Institute and State University, Virginia, 1-4.
[2] Hartman HL. (1992). SME Mining Engineering Handbook. 2nd ed. Society for Mining, Metallergy, and Exploration, Inc, Colorado, 1717-1728.
[3] Mutawa A. (2011). Development of a suitable mine backfill material using mine waste for safe and economic ore production at konkola mine (Zambia), M.Min.Sc Thesis, University of Zambia, School of Mines, Lusaka, 10-13.
[4] Potvin Y. (1988). Empirical open stope design in Canada, PhD Thesis, Department of Mining and Mineral Processing, University of British Columbia, Canada.
[5] Purwanto et al. (2013). Influence of stope design on stability of hanging wall decline in cibaliung underground gold mine. International Journal of Geosciences, 4: 1-8.
[6] Villaescusa E. (2003). Global extraction sequences in sublevel stopping. MPES 2003 Conference, Kalgoorlie, pp. 1-19.
[7] Wang J, Milne D, Wegner L, Reeves M. (2007). Numerical analysis of the effects of stress and excavation surface geometry on the zone of relaxation around open stope hanging walls. International Journal of Rock Mechanics & Mining Sciences, 44(2): 289-298.