OPEN ACCESS
Being hard to foam successfully with too many controlled variables in bitumen foaming, the main controlled variables include bitumen heating temperature, oil-water ratios, and water temperature in the bitumen foaming experiment, all of which are the research aspects, with the average velocity and average density as response parameters. With a target of the maximum expansion ratio of foamed bitumen, the experiment adopts the Box-Behnken design method and the least square method to set up a two-stage response model. After the model is tested, showing to have a higher fitting degree and accuracy, a significance analysis of the controlled variables is made in course of the bitumen foaming course. The optimization is designed, and finally the optimization effectiveness is verified by calculating their numerical value. The research shows tha t:
a) what most affects the expansion ratio of foamed bitumen is first the oil-water ratio and then the bitumen temperature; b) the water temperature least affects the expansion ratio of foamed bitumen; c) when being heated to 165.5°C with the oil- water ratio being 2.5% and the water temperature 46.4°C, the foamed bitumen may attain its largest expansion ratio.
Bitumen foaming, Response surface methodology, Key parameters, Optimization design.
Under a certain pressure, the hot bitumen is injected into a chamber with a certain volume and simultaneously meets the vaporized foaming water, both of which interact and conduct heat directly. The foaming water has a phase transition, producing much vapor and making the inner pressure rise greatly in the chamber. Under the chamber pressure, the gas has a continuous phase with the injected bitumen, forming the superfine bitumen foam, which is forced out of the chamber by the chamber pressure. Due to the pressure difference between inside and outside the bitumen film, the gas volume surrounding the bitumen film expands continuously before the film tension is deteriorated, forming the foamed bitumen. With the bitumen film tension being deteriorated, the gas in the bitumen film is released, while the foamed bitumen reduces its volume gradually returning to its original bitumen volume.
Keys in studying the bitumen foaming mechanism are determining the coupling of the influencing factors in the bitumen foaming, and finding a suitable condition to foam bitumen. Since 1982, such scholars as M. Brennen, K. J. Jenkins, and Yongjoo Kim have conducted research on foaming bitumen [1-29]. With different temperatures and water consumption, the foaming experiments were done on three kinds of bitumen by M. Brennen, et al, using the expansion ratio and half-life as the evaluation standard. The indicators were affected by the foaming temperature and water consumption, with the better foaming effect being at 163˚C the the water consumption at 2.0% [3]. It was in 2001 that Nataatmadja indicated that it would be better for the bitumen to foam at the foaming water consumption of 2.0%- 2.5% [9-11]. In 2003, the experiments done by Mohammad indicated that the bitumen miht foam best with the foaming water consumption of 2.75% and at the bitumen temperate of 160℃ [9-11]. In 2004, Shi Fangzhi and Lyu Weimin of Tongji University made a foaming experiment on six kinds of AH-90 bitumen and concluded their best foaming conditions [12]. In 2006, Yongjoo Kim determined that the bitumen might foam best when being heated to 170℃, with the water consumption at 1.3%, the air pressure at 400KPa and the hydraulic pressure at 500KPa [10,11]. In 2007, Sunarjono S. proposed that the characteristic indexes of foamed bitumen, expansion ratio and half-life, were mainly affected by the foaming water consumption [13]. In 2008, Su Guanyi, of Tongji University wrote in the Master’s thesis [18]: “the foaming effect is greatly influenced by bitumen type, foaming water consumption and foaming water temperature, while the bitumen temperature does not affect the foaming effect much.” In 2014, Wang Haifeng of Huaqiao University asserted that the bitumen temperature and foaming water consumption influenced the bitumen foaming while the air pressure did not have much influence [22]. All of these findings show that many factors influence the bitumen foaming, being nonlinear. As far as the researches mentioned above, most researchers believe that the bitumen foaming is mainly influenced by bitumen temperature, foaming water consumption, and foaming water temperature, but there are many differences when no unified standard is set in the experiment conditions. To get the engineering optimization, this paper studies the three main factors out of many interacting factors, seeking the best method with many factors interacting.
In recent years, many researchers have used Fluent Software to simulate the numerical value of bitumen foaming and made certain achievements. Using the multiple flow field dynamic theory, references [20-25] comparatively analyzed the distribution of its internal coupling field in the bitumen foaming cavity and the data from the foaming experiments, finding a certain correlation between the coupling field distribution and the data. Reference [20] set up a Fluent Software numerical value evaluation indicator for the bitumen foaming in the cavity, using the average velocity and average density at the cavity outlet to indirectly evaluate the foamed bitumen expansion ratio. When its average velocity was faster and its average density smaller, the foamed bitumen had a larger expansion ratio. Conversely, when its average velocity was slower and its average density larger, the foamed bitumen had a smaller expansion ratio. Based on this, Fluent Software is used to simulate a numerical value in the flow field of the bitumen foaming cavity, determine the average velocity and average density at the outlet of its inner flow field under different parameters and then judge the expansion ratio of foamed bitumen.
In order to analyze the interaction of the many factors influencing the bitumen foaming and optimize the experiment condition of foaming bitumen, an experiment method is designed to predict how to best foam bitumen. Based on the result of bitumen foaming dynamic simulation, a two-stage response surface function is used to express the response surface model between the bitumen foaming dynamic effect and the bitumen foaming experiment conditions, making a deeper analysis of bitumen foaming experiment conditions and interactions between influencing factors, and providing a redesign basis for bitumen foaming experiments.
In the course of bitumen foaming, CFD Software Fluent is used to simulate the numerical value of a three-dimensional flow field in the cavity, analyzing its inner flow field and adopting Reynolds Equation Methods, in which it is assumed to be a turbulent flow, three dimensional transient, incompressible, and viscous. Its mass conservation equation, momentum conservation equation and energy conservation equation are as follows:
Mass Conservation Equation:
$\frac{\partial \rho}{\partial \tau}+\frac{\partial\left(\rho u_{x}\right)}{\partial x}+\frac{\partial\left(\rho u_{y}\right)}{\partial y}+\frac{\partial\left(\rho u_{z}\right)}{\partial z}=0$ (1)
Momentum Conservation Equation:
$\rho \frac{d u}{d \tau}=\rho F_{b}-\nabla P+\mu \nabla^{2} u+\frac{1}{3} \mu \nabla(\nabla \bullet u)$ (2)
Energy Conservation Equation:
$\frac{d e}{d \tau}=\frac{q}{\rho}+\frac{k}{\rho} \nabla^{2} t-\frac{p}{\rho}(\nabla \bullet u)+\frac{\mu \varphi}{\rho}$ (3)
Standard k-ε Model Equation:
Turbulence Energy K Equation:
$\rho \frac{d k}{d t}=\frac{\partial}{\partial x_{i}}\left[\left(\mu+\frac{\mu_{t}}{\sigma_{k}}\right) \frac{\partial_{k}}{\partial x_{i}}\right]+G k+G b-\rho \varepsilon-Y_{M}$ (4)
Dissipation Rate $\varepsilon$ Equation:
$\rho \frac{d \varepsilon}{d t}=\frac{\partial}{\partial x_{i}}\left[\left(\mu+\frac{\mu_{t}}{\sigma_{s}}\right) \frac{\partial \varepsilon}{\partial x_{i}}\right]+C_{1 \varepsilon} \frac{\varepsilon}{k}\left(G_{k}+C_{3 \varepsilon} G_{b}\right)-C_{2 \varepsilon} \rho \frac{\varepsilon^{2}}{k}$ (5)
Turbulence Viscosity Coefficient:
$\mu_{t}=\rho C_{\mu} \frac{k^{2}}{\varepsilon}$ (6)
In the formulas: $\rho$ represents the density; $u_{x}$ , $u_{y}$ , and $u_{z}$ are the velocity components of x, y, and z axes respectively; $\tau$ is the time and $F_{b}$ the mass force per unit; $p$ is the stress, $e$ the internal fluid energy per unit, $q$ the energy produced by the heat exchange, $G_{k}$ the turbulence energy made by the average velocity gradient and $G_{b}$ the turbulence energy made by buoyancy; $Y_{M}$ is the influence made by compressible flow turbulence expansion on the total dissipation; $\sigma_{k}$ the turbulence Prandtal constant; $\sigma_{\varepsilon}$ the dissipation ration Prandtl constant; $k$ the turbulence energy; $\varepsilon$ the dissipation ratio.
Based on the control formula, Simple Algorithm is used to disperse the control formula and the iteration solution to get the numerical analysis result of the total flow field.
3.1 To design a bitumen foaming experiment
Bitumen foaming is a complex physical change, where there are different bitumen foaming effects under different bitumen foaming experiment conditions. Under suitable experiment conditions the foamed bitumen can be made with a relatively high expansion ratio. In the bitumen foaming experiments, such parameters as the bitumen temperature, oil-water ratio (the proportion of foaming water consumption in the bitumen consumption, being equal to the foaming water consumption) and water temperature influence the foamed bitumen quality greatly. They are therefore studied when the average velocity and average density at the foaming cavity outlet are the response variables, processing the data and making their regression analysis after the numerical value of bitumen foaming is determined. The response surface models of the average velocity and average density at the chamber outlet are set up separately. Each research factor is assigned three levels, X1, X2 and X3, individually representing the numerical value of bitumen temperature, oil-water ratio and water temperature. In the bitumen foaming experiment conditions, the bitumen temperature ranges between 150 and 170°C, the water temperature between 20 and 60°C, and the oil-water ratio indicating the foaming water consumption between 1.5 and 2.5%. The Box-Behnken Design, a typical three-factor and three-level response surface design [26-28], is the test method. The codes and settings for each level of the Box-Behnken Design are shown as Table 1:
Table 1. The coding and levels of the Box-Behnken design
|
Parameter |
Code |
Level |
||
|
Bitumen Temperature / °C |
X1 |
150 |
160 |
170 |
|
Oil-water Ratio / % |
X2 |
1.5 |
2.0 |
2.5 |
|
Water Temperature / °C |
X3 |
20 |
40 |
60 |
In Design-Expert Software, the Box-Behnken Design forms 17 sets of test points, among which there are 12 factorial points and 5 zero points; the zero point is used to evaluate the experiment error. The numerical value of these 17 sets of test points is calculated by Fluent Software.
3.2 The chamber model and meshing
Figure 1. Geometric model of the foaming chamber
Figure 2. Meshing of the foaming chamber
The three-dimension solid model of the chamber is depicted in Figure 1, with its bitumen spout, water spout, air spout and foamed bitumen outlet. The meshing quality determines the calculation accuracy and calculated amount of Fluent. In order to guarantee the calculation accuracy, a partial refinement is adopted with an interval size of the grids being 0.2mm at the water spout, 1mm at the bitumen spout, 1.2mm at the air spout, 1.5mm at the foamed bitumen outlet, and 3mm in the chamber. When the mesh quality is checked, aspect ratio ≤5 and equiangle skew ≤0.1 may guarantee the numerical accuracy, and Figure 2 is the meshing division results.
The boundary conditions are set as follows: the chamber spout is referred to as “velocity inlet”, the foamed bitumen outlet is “outflow” and the chamber wall surface is “wall”. The flow media inside the chamber consists of bitumen, water and air, among which the fluid is incompressible with the bitumen dynamic viscosity being 0.1085pa.s, the specific heating capacity 1628j/kg-k, the thermal conductivity 0.628w/m-k, and the density 1011kg/m3. It is resolved in an unstable and implicit way. The test plan and response values of the Box-Behnken Design are shown in Table 2.
3.3 The response surface model and its accuracy
In designing the experiment, an approximate modeling technique is introduced and a two-stage response surface function is used to show a response model of the foamed bitumen expansion ratio. The model’s accuracy is verified by the multiple correlation coefficient and adjusted multiple correlation coefficient. The two-stage response surface function is:
$Y=a_{0}+\sum_{i=1}^{n} a_{i} X_{i}+\sum_{i=1}^{n} \sum_{j=1}^{n} b_{i j} X_{i} Y_{j}$ (7)
Design-Expert is used to make a regression fitting of the response surface, while in the response surface regression model, the variance analysis of the average velocity and average density at the cavity outlet are shown as Tables 3 and 4 respectively, and the significance test for the regression coefficient is shown in Tables 5 and 6.
Table 2. The test plan and response values of the Box-Behnken design
|
No. |
Bitumen Temperature / °C |
Oil-water Ratio / % |
Water Temperature / °C |
Average Velocity at the Outlet / m/s |
Average Density at the Outlet /kg/m3 |
|
1 |
150 |
1.5 |
40 |
16.09 |
674.57 |
|
2 |
150 |
2.0 |
20 |
16.43 |
658.04 |
|
3 |
150 |
2.0 |
60 |
16.43 |
661.46 |
|
4 |
150 |
2.5 |
40 |
16.72 |
646.82 |
|
5 |
160 |
1.5 |
60 |
15.84 |
668.69 |
|
6 |
160 |
1.5 |
20 |
16.10 |
669.21 |
|
7 |
160 |
2.0 |
40 |
16.42 |
641.33 |
|
8 |
160 |
2.0 |
40 |
16.43 |
639.85 |
|
9 |
160 |
2.0 |
40 |
16.43 |
642.21 |
|
10 |
160 |
2.0 |
40 |
16.43 |
646.11 |
|
11 |
160 |
2.0 |
40 |
16.44 |
646.53 |
|
12 |
160 |
2.5 |
20 |
16.89 |
632.28 |
|
13 |
160 |
2.5 |
60 |
17.37 |
628.37 |
|
14 |
170 |
1.5 |
40 |
16.10 |
663.98 |
|
15 |
170 |
2.0 |
20 |
16.48 |
651.77 |
|
16 |
170 |
2.0 |
60 |
16.42 |
649.07 |
|
17 |
170 |
2.5 |
40 |
17.36 |
629.16 |
In the analysis from Table 3, the model P<0.0001 shows that the regression variance of the average velocity of the foaming cavity is statistically significant, which also shows the significance of the model. The lack of fit P=0.2090 is not significant, showing that the residual error made by random errors is about 20.90%. When the correlation coefficient is at R2=0.9767 and the adjusted multiple correlation coefficient is at R2 =0.9467, it shows that the model is appropriate for the data when the model is used to analyze and predict the changes in average velocity at the foaming cavity outlet.
In the analysis from Table 4, the model P<0.0001 shows that the regression variance of the average density of the foaming cavity is statistically significant, which also shows significance of the model. The lack of fit P=0.3266 shows that the residual error is made by random errors. When the correlation coefficient is at R2=0.9760 and the adjusted multiple correlation coefficient is at $R_{a d j}^{2}$ =0.9452, it shows that the model is appropriate for the data, when the model is used to analyze and predict the changes in average density at the foaming cavity outlet.
Table 3. The regression variance of the average velocity of foaming cavity
|
Variance Origin |
Quadratic Sum |
Degree of Freedom |
Mean Square Error |
F Value |
P Value |
|
Model |
0.44 |
9 |
0.049 |
32.56 |
<0.0001 |
|
Residual Error |
0.011 |
7 |
1.518×10-3 |
— |
— |
|
Lack of Fit |
0.15 |
3 |
2.275×10-3 |
2.39 |
0.2090 |
|
Pure Error |
0.0002 |
4 |
9.500×10-3 |
— |
— |
|
Model Fits |
multiple correlation coefficient R2=0.9767; adjusted multiple correlation coefficient $R_{a d j}^{2}$ =0.9467 |
||||
Table 4. The regression variance of the average density of foaming cavity
|
Variance Origin |
Quadratic Sum |
Degree of Freedom |
Mean Square Error |
F Value |
P Value |
|
|
Model |
3132.74 |
9 |
348.08 |
31.64 |
<0.0001 |
|
|
Residual Error |
77.01 |
7 |
11.00 |
— |
— |
|
|
Lack of Fit |
41.75 |
3 |
13.92 |
1.58 |
0.3266 |
|
|
Pure Error |
35.26 |
4 |
8.81 |
— |
— |
|
|
Model Fits |
multiple correlation coefficient R2=0.9760; adjusted multiple correlation coefficient $R_{a d j}^{2}$ =0.9452 |
|
||||
Table 5. The significance test for regression coefficient of average velocity
|
Coefficient |
Estimated Coefficient |
Standard Error |
Degree of Freedom |
F Value |
P Value |
|
Intercept |
16.83 |
0.017 |
1 |
— |
— |
|
X1 |
0.063 |
0.014 |
1 |
20.59 |
0.0027 |
|
X2 |
0.21 |
0.014 |
1 |
235.21 |
<0.0001 |
|
X3 |
-6.25×10-3 |
0.014 |
1 |
0.21 |
0.6637 |
|
X1 X2 |
-2.50×10-3 |
0.019 |
1 |
0.016 |
0.9015 |
|
X1 X3 |
0.052 |
0.019 |
1 |
7.26 |
0.0309 |
|
X2 X3 |
0.01 |
0.019 |
1 |
0.26 |
0.6235 |
|
X12 |
-0.063 |
0.019 |
1 |
10.84 |
0.0133 |
|
X22 |
-0.060 |
0.019 |
1 |
9.99 |
0.0159 |
|
X32 |
-0.045 |
0.019 |
1 |
5.62 |
0.0496 |
Table 6. The significance test for regression coefficient of average density
|
Coefficient |
Estimated Coefficient |
Standard Error |
Degree of Freedom |
F Value |
P Value |
|
Intercept |
643.21 |
1.48 |
1 |
— |
— |
|
X1 |
-5.86 |
1.17 |
1 |
25.00 |
0.0016 |
|
X2 |
-17.48 |
1.17 |
1 |
222.14 |
<0.0001 |
|
X3 |
-0.46 |
1.17 |
1 |
0.16 |
0.7043 |
|
X1 X2 |
-1.77 |
1.66 |
1 |
1.14 |
0.3219 |
|
X1 X3 |
-1.53 |
1.66 |
1 |
0.85 |
0.3869 |
|
X2 X3 |
-0.85 |
1.66 |
1 |
0.26 |
0.6250 |
|
X12 |
7.94 |
1.62 |
1 |
24.11 |
0.0017 |
|
X22 |
2.49 |
1.62 |
1 |
2.37 |
0.1674 |
|
X32 |
3.94 |
1.62 |
1 |
5.95 |
0.0448 |
Integrating the experiment design and digital simulation technology, the response surface function of the average velocity Y1 at the foaming cavity outlet can be calculated as:
$\begin{aligned} Y_{1}=& 16.83+0.063 X_{1}+0.21 X_{2}-6.25 \times 10^{-3} X_{3} -2.50 \times 10^{-3} X_{1} X_{2}+0.052 X_{1} X_{3}+0.01 X_{2} X_{3}-0.063 X_{1}^{2}-0.060 X_{2}^{3}-0.045 X_{3}^{2} \end{aligned}$ (8)
The response surface function of its average density Y2 at the foaming cavity outlet is:
$\begin{aligned} Y_{2}=& 643.21-5.86 X_{1}-17.48 X_{2}-0.46 X_{3} -1.77 X_{1} X_{2}-1.53 X_{1} X_{3}-0.85 X_{2} X_{3}+7.94 X_{1}^{2}+2.49 X_{2}^{3}+3.94 X_{3}^{2} \end{aligned}$ (9)
From Table 5, P=0.0027<0.05 of X1 (the bitumen temperature) can be determined, showing that the bitumen temperature greatly influences the average velocity of the foaming cavity outlet; P<0.0001 of X2 (the oil-water ratio) shows that the oil-water ratio significantly affects the average
velocity of the foaming cavity outlet; when P value of X3 (the water temperature) is over 0.1, the water temperature has not much influence on the average velocity of the foaming cavity outlet. When every quadratic term is less than 0.05, the three factors notably influence the average velocity of the foaming cavity outlet. When P value of interaction terms X1 and X3 is 0.0309<0.05, the interaction effect of bitumen temperature and water temperature greatly influences the average velocity of the foaming cavity outlet. When the other quadratic terms are over 0.1, they have not much effect.
From the analysis above, it it has been determined that the bitumen temperature and oil-water ratio are the main influencing factors, significantly affecting the average velocity of the foaming cavity outlet, while the water temperature is the secondary influencing factor, not much affecting the average velocity of the foaming cavity outlet. However, compared with the other two terms, the interaction effect of bitumen temperature and water temperature is more significant.
From Table 6, P=0.0016<0.05 of X1 (the bitumen temperature) shows that the bitumen temperature greatly influences the average density of the foaming cavity outlet; P<0.0001 of X2 (the oil-water ratio) shows that the oil-water ratio very significantly affects the average density of the foaming cavity outlet; when P value of X3 (the water temperature) is over 0.1, the water temperature has not much influence on the average density of the foaming cavity outlet; P value of the two quadratic terms, X1 (the bitumen temperature) and X3, (water temperature) is less than 0.05, showing that both of them significantly affect the average density of the foaming cavity outlet, while when P value of the quadratic term, X2 (the oil-water ratio) is more than 0.1, its effect is not significant. When P value of every interaction term is over 0.1, all of their effects are not significant. Based on the analysis above, among all the influencing factors on the average density, the oil-water ratio and bitumen temperature are the main factors, while the water temperature has not much influence.
Therefore, among the bitumen foaming test parameters, what most influences the foamed bitumen expansion ratio is the oil-water ratio, and second is the bitumen temperature, but the water temperature has not much effect on the foamed bitumen expansion ratio.
In order to get the best controlled parameter combination in the course of bitumen foaming, the Numerical Optimization Model of Design-Expert Software is used to optimize and resolve. Based on the two-stage response surface function established, a constraint condition of appropriate bitumen foaming is selected, aiming for the largest expansion ratio (the average velocity being the fastest at the foaming cavity outlet and its average density the smallest in the foaming cavity), and the nonlinear mathematical model is established as follows:
max Y1 and min Y2
s.t. $\left\{\begin{array}{c}150 \leq X_{1} \leq 170 \\ 1.5 \leq X_{2} \leq 2.5 \\ 20 \leq X_{3} \leq 60 \\ 0 \leq\left[Y_{1}\left(X_{1}, X_{2}, X_{3}\right) \text { or } Y_{2}\left(X_{1}, X_{2}, X_{3}\right)\right]\end{array}\right.$ (10)
By analyzing and calculating, the controlled parameters’ optimization results may be obtained in the course of bitumen foaming. Under a certain condition, the foamed bitumen reaches its largest expansion ratio when the bitumen temperature is 165.5°C, the oil-water ratio is 2.5% and the water temperature is 46.4°C with an average velocity of 17.00m/s and an average density of 626.14kg/m3 at the foaming cavity outlet.
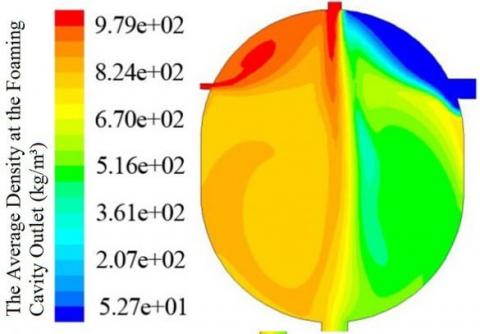
To test and verify the optimization results and accuracy, the controlled parameters are the original conditions when the course of bitumen foaming is optimized while the other boundary conditions and physical parameters are not changed; the internal flow field of the bitumen cavity is calculated by Fluent to get the velocity field and density field of the foaming cavity shown in Figure 8, whose optimization results and simulation results may be compared with Table 7.
Figure 3. The Simulation Diagram of the Average Velocity and Density of Foaming Cavity
According to the data in Table 7, when the bitumen temperature is 165.5°C, the oil-water ratio is 2.5% and the water temperature is 46.4°C, the average velocity and average density at the foaming cavity outlet are calculated as 17.14m/s and 624.81kg/m3 in Fluent, both of which are close to the response surface optimization results of 17.00m/s and 626.14kg/m3. Their relative errors are 0.82% and 0.21% separately, which shows that the response surface method may be used to obtain the largest foamed bitumen expansion ratio.
Table 7. The comparison between optimization results and simulation results
|
Bitumen Temperature/°C |
Oil-water Ratio /% |
Water Temperature/°C |
Average Velocity at the Foaming Cavity Outlet /m/s |
Average Density at the Foaming Cavity Outlet / (kg/m3) |
||||
|
Optimal Value |
Calculated Value |
Relative Error |
Optimal Value |
Calculated Value |
Relative Error |
|||
|
165.5 |
2.5 |
46.4 |
17.00 |
17.14 |
0.82% |
626.14 |
624.81 |
0.21% |
(1) The bitumen temperature, oil-water ratio and water temperature are the main influencing factors in the research of the bitumen foaming course, while the average velocity and average density at the cavity outlet are the response variables. Based on the Box-Behnken design method, a two-stage response surface model is set up for the foamed bitumen expansion ratio, demonstrating the effectiveness of the model. The model is used to optimize the controlled parameters in the course of bitumen foaming and the results show that the foamed bitumen may achieve its best effect when heated to 165.5°C with the oil-water ratio being 2.5% and the water temperature 46.4°C.
(2) By setting up the two-stage response surface model, the three key parameters, bitumen temperature, oil-water ratio and water temperature, are analyzed for their influence on the average velocity and average density at the foaming cavity outlet. At the same time, the interaction among the main parameters are described under the bitumen foaming test conditions.
(3) What most affects the expansion ratio of foamed bitumen is the oil-water ratio and second is the bitumen temperature, while the water temperature has little effect on the expansion ratio of foamed bitumen.
(4) Even with many different factors interacting, an effective method has been found to make an engineering optimization under such conditions.
The study was partially supported by National Natural Science Foundation of China (51265033) and Natural Science Foundation of Inner Mongolia (2012MS0702).
1. Van Wyk Adriaan and Wood. L. E., Construction of a Recycled Bituminous Pavement Using Foamed asphalt, Purdue University, Engineering Bulletin, Engineering Extension Series, n.153, pp.87-109, 1982.
2. Ruckel P. J., K. L. L. A., Asphalt Pavement Construction: New Materials and Techniques, ASTM STP 724, West Conshohocken, 1982.
3. Maccarrone S., Holleran. G., Leonard D. J., Hey. S., Pavement Recycling Using Foamed Bitumen, Proc, Conference of the Australian Road Research Board, vol. 17, No3, pp.349-365, 1994.
4. Muthen K. M., Foamed Asphalt Mixes Mix Design and Procedure, Contract Report CR-98/077 South Africa CSIR Transported, 1998.
5. Nicolvander Walt, Botha, P., Sommelink, C., The Use of Foamed Bitumen in Full Depth in-place Recycling of Pavement Layers Illustrating the Basic Concept of Water Saturation in the Foamed in the Foam Process, 7th Conference on Asphalt Pavements for Southern Africa1 Victoria Falls, Zimbabwe, CAPSA, pp.1–231,1999.
6. Jenkins K. J., Molenaar A. A. A, De Groot. J. L. A., Van De Ven M. F. C., Developments in the Uses of Foamed Bitumen in Road Pavements, Heron, vol.45, No.3, pp.167-176, 2000.
7. Jenkins K. J., Characterization of Foamed Bitumen, 7th Conference on Asphalt Pavements for Southern Afriac, South Africa, 1999.
8. Ramanujam J. M., Jones J. D., Characterization of Foamed-Bitumen Stabilisation, International Journal of Pavement Engineering, vol. 8, n 2, pp.111-122, June 2007. DOI: 10.1080/10298430601149676.
9. Rajib B. Mallick, Grant Hendrix Jr., Use of foamed Asphalt in Recycling Incinerator Ash for Construction of Stabilized Base Course, Resources, Conservation and Recycling, vol.42, pp.239-248, 2004. DOI: 10.1016/j.resconrec.2004.04.007.
10. Yongjoo Kim, Hosin David Lee, M. A., Development of Mix Design Procedure for Cold In-Place Recycling with Foamed Asphalt, Journal of Materials in Civil Engineering, vol.6, pp.116-124, 2006.
11. Yongjoo Kim, Hosin David Lee, Heitzman Michael, Validation of New Mix Design Procedure for Cold in- Place Recycling with Foamed Asphalt, Journal of Materials in Civil Engineering, vol.19, No11, pp.1000- 1010, November, 2007. DOI: 10.1061/(ASCE)0899- 1561, (2007)19:11 (1000).
12. SHI Fang-zhi and HE Zhen-hua, Principle and Study of Bitumen Foaming, Journal of Building Materials, vol.7, No. 2, 2004.
13. Sunarjono S, Z. S., Asphalt MIX STIFFNESS Influence of Foaming Water on the Foaming Process and Resultant, 4th International Siiv Congress-Palermo, Palermo: 2007.
14. Loizos A. and Papavasiliou V., Evaluation of Foamed Asphalt Cold in-place Pavement Pecycling Using Nondestructive Techniques, Journal of Transportation Engineering, vol. 132, n 12, pp. 970-978, December, 2006. DOI: 10.1061/ (ASCE) 0733-947X (2006)132:12 (970).
15. Guillermo Thenoux, Alvaro Gonzalez, Rafael Dowling, Energy Consumption Comparison for Different Asphalt Pavements Rehabilitation Techniques Used in Chile, Resources, Conservation and Recycling, vol.49, pp. 325- 339, 2007. DOI: 10.1016/j.resconrec.2006.02.005.
16. He. Gui-ping and Wong Wing-gun, Laboratory Study on Permanent Deformation of Foamed Asphalt Mix Incorporating Reclaimed Asphalt Pavement Materials, Construction and Building Materials, vol.21, n.8, pp. 1809-1819, August, 2007. DOI: 10.1016/j.conbuildmat.2006.05.024.
17. He. Gui-Ping and Wong.Wing-Gun, Effects of Moisture on Strength and Permanent Deformation of Foamed Asphalt mix Incorporating RAP Materials, Construction and Building Materials, vol. 22, n. 1, pp. 30-40, January. 2008. DOI: 10.1016/j.conbuildmat.2006.06.033.
18. Li. Guanyi, Application Research of Cold Recycling Technology Using Foamed Asphalt, TongJi University, Highway and Railway Engineering, March. 2008.
19. LI Feng, HUANG Songchang, XU Jian, Foamed Bitumen Decay Equation and Bitumen, Foaming, Characteristics Evaluation, Journal of TongJi University (Natural Science), vol. 39, No.7, July 2011. DOI: 10.3969/j.issn.0253-374x.2011.07.016.
20. Wang Qichao, The Test of Asphalt Foaming Process Parameters and the Study of Asphalt Foaming Simulation, Doctoral Dissertation, Chang’an University, Xi’an, China, 2012.
21. LIU Jianguo, Simulation Study of Asphalt Foaming Process and Foaming Condition Parameters, Doctoral Dissertation, Chang’an University, Xi’an, China, 2014.
22. Wang Hai-feng, Ma Bao-guo, YAN Han-dong, Foaming Properties and Laboratory Asphalt Foaming Device, Journal of Huaqiao University, vol.35, No.1, 2014. DOI: 10.11830/ISSN.1000-5013.2014.01.0097.
23. Cheng Haiying, Zhang Yu, Wang Anlin, He Xiangxin, Foaming Chamber Design and Evaluation Based on the Analysis of Bitumen Foaming Essential Characteristics, Journal of Mechanical Engineering, vol.48, No.13, 2012. DOI: 10.3901/JME.2012.13.152.
24. WANG An-lin, CHEN Qiang, QIU Ruo-fan, Comparative Evaluation for Analysis and Experiment of Multiphase Flow Field in Asphalt Foaming Chamber, Journal of Building Materials, vol.16, No.4, 2013. DOI: 10.3969/j.issn.1007-9629.2013.04.012.
25. CHENG Hai-ying and JIA Lei, The Application of Fluent in the Study of Foamed Bitumen Flow Control, Machinery Design & Manufacture, vol.4, pp.123-125, 2015.
26. Kalac, Chemical Composition and Nutritional Value of European Species of Wild Growing Mushrooms: A Review, Food Chem, vol.113, pp9-16, 2009.
27. Gang L., Hui W., Ben H. Z. et al., Composition Analysis and Nutritional Studies of Tricholoma Matsutake Collected from Southwest China, J. Med. Plnts. Res., pp.1222 -1227, 2010.
28. SUI Yun-kang, YU Hui-Ping, Improvement of Response Surface Method and Its Application to Engineering Optimization, Beijing, Science Press, 2011.