Franco Concli![]() | Margherita Molinaro*
| Margherita Molinaro*![]()
© 2023 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
Additive manufacturing is a disruptive technology that, besides reducing material, resource, and tool consumption, allows us to produce products with complex geometries and design freedom. However, the investments required for its adoption are considerable, and companies still wonder if and when the introduction of additive manufacturing is convenient from an economic viewpoint. The aim of this paper is to estimate unit product costs in additive manufacturing environments and compare them with those resulting from traditional manufacturing. For a more complete evaluation, the geometric possibilities offered by additive manufacturing are taken into consideration too in the analyses. In particular, three different manufacturing environments are selected for the cost comparison: (1) traditional manufacturing, (2) additive manufacturing, and (3) additive manufacturing while utilizing the design optimization via finite element simulations. Cost models for the three environments are developed and applied to three components produced in different sectors and batches: an automotive gear, a bottle blowing mould, and a hip prosthesis. The results show that, from an economic viewpoint, additive manufacturing can be a competitive solution, but only as far as the product volume is limited and the geometry is simple. When these conditions are not met, additive manufacturing becomes an extremely slow and expensive solution, making traditional techniques more suitable and convenient, especially with numerous batches.
additive manufacturing, cost comparisons, cost evaluations, traditional manufacturing, process-oriented cost model
Additive Manufacturing (AM) is one of the most cited technologies associated with the Industry 4.0 phenomenon. Also known as 3D printing, it consists of melting thin powder layers and adding them on top of one another [1]. Compared to traditional manufacturing, it not only generates less waste material, thus reducing the process environmental impact, but it also allows the production of highly customized products and optimized geometries that are not producible otherwise [2]. Despite the increasing theoretical and managerial attention dedicated to this technology nowadays, its roots go back to the 1990s, when additive manufacturing started to be adopted for prototypes and proof-of-concept designs [1]. Recently, however, the technical advances developed in this context have led many industries, in particular, healthcare and automotive, to opt for a wider adoption of 3D printing [3].
For this reason, it is time to conduct an economic/feasibility analysis of additive manufacturing and compare it with traditional manufacturing in order to highlight the drawbacks and benefits of the two solutions. To perform this analysis, three components, belonging to three quite dissimilar fields and typically produced in different batches, were selected: an automotive gear, a bottle blowing mould, and a hip prosthesis. Furthermore, three possible manufacturing solutions for each selected component were considered: (1) use of traditional manufacturing, relying on the Computer Numerical Control (CNC) machine, (2) use of additive manufacturing, relying on the Selective Laser Melting (SLM) machine; and (3) use of additive manufacturing and SLM, exploiting the optimized counterparts obtained from a lattice internal structure by means of finite element simulations. For this latter manufacturing option, the work of Concli et al. [4] was taken as a reference.
The aim of the analysis is to evaluate the effectiveness of additive manufacturing, compared to traditional techniques, in terms of both production times and costs.
As the recent literature reviews by Kadir et al. [5] and Costabile et al. [6] show, previous studies use a wide variety of models and techniques to estimate unit costs of products when adopting additive manufacturing. Some of them limit the analyses to the three main cost drivers affecting the total cost, namely machine, labour, and material costs, while others also include additional drivers, such as logistics, tooling, electricity, set-up, and/or inventory costs [5, 7, 8]. The approach adopted for the cost calculation too varies among the studies. Method-based, task-based, and level-based techniques are employed in the literature, according to the perspective adopted for cost classification, namely, finance, manufacturing, or management [5]. Finally, as highlighted by Thomas [9], the goal of cost calculation in previous literature is either the identification of the resources consumed in the process or the comparison with costs associated with traditional manufacturing.
In line with other studies comparing total costs in traditional and additive manufacturing environments, the authors adopted a task-based approach using a process-oriented cost model [10-13]. Following Lindermann et al. [14], they divided the production process into two main phases, representing two different cost centers: (1) pre-processing, which consists of all the activities needed as a prerequisite for effective production, and (2) part manufacturing, which deals with the production process itself. In selecting the cost drivers associated with each phase, the authors considered only the factors directly affecting the part cost, namely, those differing between traditional and additive manufacturing environments [10, 11]. The overall goal of the analysis was indeed not the calculation of the effective total cost, but rather the comparison between the two manufacturing environments. The costs included in the estimations were therefore six: CAM software preparation costs for the pre-processing phase and material, labour, machines, tools, and electricity costs for the part manufacturing phase. All the other costs, which do not vary among additive and traditional manufacturing environments, such as logistics, administrative overhead, rental costs, etc. [15, 16], were not considered in the model. This choice is common in previous literature, considering not only that their estimation would be an unnecessary complication but also that their effect on the total cost is typically limited to 10% [16, 17].
The analyses were based on some basic assumptions. First, the authors considered the total number of working hours per year equal to 3,840 [h/year], which results from a working time of 16 hours per day, 5 days per week, and 48 weeks per year. Second, they relied on a medium-sized Italian company (Company Alfa) operating in the engineering sector for all the estimations, concerning both cost drivers (e.g., tools, material, electricity, labour costs, etc.) and time requirements (e.g., set-up time). Finally, they calculated the machine cost using the straight-line depreciation technique [10, 11, 15]. This required the estimation of the total cost and the economic life of production machines. Dividing the total cost by the number of useful life hours and the machine cost per hour, which was taken into consideration for both set-up and production activities, could be derived.
The following paragraphs explain how the costs were estimated in the two manufacturing environments.
2.1 Cost estimation model for traditional manufacturing
In traditional manufacturing, the core production is carried out in two steps. First, in the roughing step, an initial rough block volume of steel is processed by subtracting the waste material to create the rough shape of the product. Then, in the surface finishing step, a further layer of material is removed to obtain the final shape of the product and meet the quality requirements. Since both steps are carried out on a CNC machine, two ad-hoc CAM programs for roughing and surface finishing must be developed in the pre-processing phase.
The procedure used to estimate the six cost drivers in traditional manufacturing (i.e., CAM programming, material, labour, tool, machine, and energy costs) is summarized in Table 1.
Table 1. Procedure for cost calculation in traditional manufacturing
|
CAM programming cost |
Hourly CAM programming cost (€/h) |
PRC |
|
Programming time (h) |
PRT |
|
|
Total CAM programming cost (€) |
CAMC = PRC × PRT |
|
|
Material cost |
Rough block volume (mm3) |
VOL |
|
Rough block weight (kg) |
WEI = 0.008/1,000 × VOL |
|
|
Unit material cost (€/kg) |
UMC |
|
|
Total material cost (€/pc) |
MATC = WEI × UMC |
|
|
Labour cost |
CNC manufacturing time (min/pc) |
CNT |
|
Worker time for manufacturing (min/ pc) |
WTM = 0.1 × CNT |
|
|
Worker time for set-up (min/pc) |
WTS |
|
|
Hourly labour cost (€/h) |
HLC |
|
|
Total labour cost (€/pc) |
LABC = (WTM + WTS) × HLC/60 |
|
|
Tool cost |
Tool useful life (min) |
TUL |
|
Unit tool cost (€/tool) |
UTC |
|
|
Total tool cost (€/pc) |
TOOC = (CNT/TUL) × UTC |
|
|
CNC machine cost |
Working hours per year (h/year) |
WHY |
|
CNC machine useful life (year) |
CNL |
|
|
Total CNC machine cost (€) |
MCC |
|
|
Total CNC machine cost (€/pc) |
CNCC = (WTS + CNT) × (MCC/ WHY/CNL/60) |
|
|
Energy cost |
CNC consumed electrical power (kW) |
CNP |
|
Hourly energy cost (€/kWh) |
HEC |
|
|
Total energy cost (€/pc) |
ENEC = (CNT/60) × CNP × HEC |
|
|
Total cost |
Production volume (pc) |
V |
|
Total unit cost (€/pc) |
TOTC = CAMC + V × (MATC + LABC + TOOC + CNCC + ENEC) |
The CAM programming cost was calculated by multiplying the hourly cost for CAM programming (PRC) and the total time required for this activity (PRT).
To calculate the material cost, the authors first estimated the size of the initial rough block volume of steel (VOL), from which to subtract the waste material. The estimated size obviously varied among the three selected products to be manufactured (i.e., automotive gear, bottle blowing mould, or hip prosthesis). They then derived the corresponding weight of the block (WEI), considering a density of 8 g/cm3, and finally, multiplied the weight by the unit cost of material (UMC), indicated by Company Alfa, to obtain the total material cost.
The labour cost was obtained by multiplying the hourly labour cost (HLC) by the total working time. The former was given by Company Alfa, while the latter was calculated considering that an operator is needed not only to load and unload the pieces from the machine (i.e., set-up activity) but also to monitor the machine during the production (i.e., manufacturing activity). The working time for the machine set-up (WTS) was estimated with the support of Company Alfa. The working time for manufacturing (WTM) was instead defined as 10% of the total manufacturing time (CNT), namely, the time during which a single piece is processed on the CNC machine. The procedure for calculating CNT is shown in Table 2. As the reader can see, CNT depends on (1) the waste volume to be subtracted from the block in both the roughing and surface finishing phases, and (2) the material removal rate (MRR), namely, the working speed, which depends on the production phase, as well as on the object to be manufactured.
In traditional manufacturing, a tool is needed to manage the processing of a CNC machine. Its cost was defined as the product between the tool unit cost (UTC) and the number of tools needed to process a single product unit. This latter was given by dividing CNT by the tool useful life (TUL), calculated using Taylor’s formula.
For the CNC machine cost, the authors estimated its total purchase cost (MCC), its useful life (CNL), and the yearly working time of the company (WHY), whose combination provided the hourly machine cost. This latter cost, multiplied by the total time of CNC machine usage, provided an estimation of the total machine cost per piece.
Finally, the energy cost was calculated by considering the hourly energy cost (HEC) of Company Alfa and the electrical power consumption of CNC (CNP).
For the calculation of the total unit cost, the authors simply summed the cost drivers just described, taking into consideration that, while the CAM programming cost is fixed and thus independent from the production volume, all the other drivers are variable and must therefore be multiplied by the total production volume (V).
2.2 Cost estimation model for additive manufacturing
In additive manufacturing, the core production consists of the same two steps as in traditional manufacturing (i.e., roughing and surface finishing), but two different machines are needed. The roughing step is carried out using the SLM machine, while the surface finishing step requires a CNC machine.
The procedure to calculate the total unit cost of manufacturing, despite being similar to that described in the previous paragraph, takes into consideration the peculiarities of the additive manufacturing environment, as described below and shown in Table 3.
Table 2. Procedure for the calculation of manufacturing time (CNT)
|
Roughing data |
Waste volume roughing (mm3) |
S |
|
MRR roughing (mm3/min) |
MRRS |
|
|
Surface finishing data |
Waste volume surface finishing (mm3) |
F |
|
data |
MRR surface finishing (mm3/min) |
MRRF |
|
Result |
CNC manufacturing time (min/pc) |
CNT = S/MRRS + F/MRRF |
Table 3. Procedure for cost calculation in additive manufacturing
|
CAM programming cost |
Hourly CAM programming cost (€/h) |
PRC |
|
Programming time (h) |
PRT |
|
|
Total CAM programming cost (€) |
CAMC = PRC × PRT |
|
|
Material cost |
Rough piece volume (mm3) |
VOL |
|
Support structures volume (mm3) |
SSV |
|
|
Rough piece weight (kg) |
WEI = 0.008/1,000 × (VOL + SSV) |
|
|
Unit material cost (€/kg) |
UMC |
|
|
Total material cost (€/pc) |
MATC = WEI × UMC |
|
|
Labour cost |
CNC manufacturing time (min/pc) |
CNT |
|
Worker time for manufacturing (min/pc) |
WTM = 0.1 × CNT |
|
|
Worker time for machine set-up (min/pc) |
WTS |
|
|
Hourly labour cost (€/h) |
HLC |
|
|
Total labour cost (€/pc) |
LABC = (WTM + WTS) × HLC/60 |
|
|
Tool cost |
Tool useful life (min) |
TUL |
|
Unit tool cost (€/tool) |
UTC |
|
|
Total tool cost (€/pc) |
TOOC = (CNT/TUL) × UTC |
|
|
CNC machine cost |
Working hours per year (h/year) |
WHY |
|
CNC machine useful life (year) |
CNL |
|
|
Total CNC machine cost (€) |
MCC |
|
|
Total CNC machine cost (€/pc) |
CNCC = (WST + CNT) × (MCC/ WHY/CNL/60) |
|
|
SLM machine cost |
Speed SLM production (cm3/h) |
SSP |
|
SLM manufacturing time (min/pc) |
SLT = (VOL + SSV)/1,000/SSP × 60 |
|
|
SLM machine useful life (year) |
SLL |
|
|
Total SLM machine cost (€) |
MSC |
|
|
Total SLM machine cost (€/pc) |
SLMC = SLT × (MSC/WHY/ SLL/60) |
|
|
Energy cost |
CNC consumed electrical power (kW) |
CNP |
|
SLM consumed electrical power (kW) |
SLP |
|
|
Hourly energy cost (€/kWh) |
HEC |
|
|
Total energy cost (€/pc) |
ENEC = [(CNT/60) × CNP + (SLT/60) × SLP] × HEC |
|
|
Total cost |
Production volume (pc) |
V |
|
Total unit cost (€/pc) |
TOTC = CAMC + V × (MATC + LABC + TOOC + CNCC + SLMC + ENEC) |
First of all, an ad-hoc CAM program should be developed only for the surface finishing phase, since no programming is needed for SLM machine. The CAM programming cost was thus estimated accordingly.
Second, for the material cost, the authors took into consideration that, besides the material strictly needed for printing the object itself (VOL), an additional volume for the support structures is required (SSV). The rough piece weight and the relative material cost were thus calculated using the overall volume requirements (VOL+SSV). Furthermore, unlike traditional manufacturing, the rough piece volume (VOL) was simply calculated as the final piece volume plus the small waste generated in the surface finishing phase.
Third, the labour cost was calculated considering that an operator is needed only for the CNC machine used for the surface finishing since the SLM machine is fully autonomous. Therefore, the CNC manufacturing time included only the time needed for the surface finishing phase. The time for the machine set-up was instead calculated, considering the time needed to (1) remove the support structures from the object produced with additive manufacturing, (2) move the pieces from the SLM to the CNC machine, and (3) unload the final piece from the CNC machine at the end of the production.
Fourth, the AM context requires both CNC and SLM machines, whose costs should thus be included in the calculations. For the SLM cost, besides considering the total machine cost (MSC), its useful life (SLL), and the yearly working time of the company (WHY), the authors had to estimate the total time of SLM machine usage (SLT). This latter was given considering the SLM speed time (SSP) and the total volume to be printed (VOL+SSV).
Finally, the total energy cost was estimated by considering the energy consumption of both CNC and SLM, as shown in Table 3.
As for traditional manufacturing, the total cost is simply given by summing the previous cost items and multiplying the variables by the hypothesized volume (V).
The authors applied the cost models described in Section 2 to calculate the total unit cost of the three objects selected for the analysis: an automotive gear, a bottle blowing mould, and a hip prosthesis. For each product, they could thus compare the total costs of adopting additive manufacturing (with and without geometry optimization) with the total costs of relying on traditional manufacturing.
They also considered different batch volumes for the automotive gear and the bottle blowing mould, estimating the unit cost of a single batch as well as the unit cost of a batch including 1,000 and 10 pieces, respectively. For the hip prosthesis, which is a highly customized product, they considered only a single batch production.
3.1 Results of cost estimation for traditional manufacturing
Table 4. Total unit cost in traditional manufacturing
|
|
Automotive gear |
|
Bottle blowing mould |
|
Hip prosthesis |
|
Hourly cost for CAM programming (€/h) |
40 |
|
40 |
|
40 |
|
Programming time (h) |
1 |
|
8 |
|
4 |
|
Total CAM programming cost (€) |
40 |
|
320 |
|
160 |
|
Rough block volume (mm3) |
76,969.02 |
|
5,725,552.61 |
|
420,000.00 |
|
Rough block weight (kg) |
0.62 |
|
45.80 |
|
3.36 |
|
Unit material cost (€/kg) |
3 |
|
3 |
|
3 |
|
Total material cost (€/pc) |
1.85 |
|
137.41 |
|
10.08 |
|
CNC manufacturing time (min/pc) |
3.67 |
|
68.16 |
|
5.73 |
|
W. time for manufacturing (min/pc) |
0.37 |
|
6.82 |
|
0.57 |
|
W. time for machine set-up (min/pc) |
3 |
|
5 |
|
5 |
|
Hourly labour cost (€/h) |
20 |
|
20 |
|
20 |
|
Total labour cost (€/pc) |
1.22 |
|
3.94 |
|
1.86 |
|
Tool useful life (min) |
90 |
|
35 |
|
35 |
|
Unit tool cost (€/tool) |
200 |
|
100 |
|
100 |
|
Total tool cost (€/pc) |
8.17 |
|
194.75 |
|
16.36 |
|
Working hours per year (h/year) |
3,840 |
|
3,840 |
|
3,840 |
|
CNC machine useful life (year) |
15 |
|
15 |
|
15 |
|
Total CNC machine cost (€) |
400,000 |
|
400,000 |
|
400,000 |
|
Total CNC machine cost (€/pc) |
0.77 |
|
8.47 |
|
1.24 |
|
CNC consumed electrical power (kW) |
1.65 |
|
6.62 |
|
6.62 |
|
Hourly energy cost (€/kWh) |
0.27 |
|
0.27 |
|
0.27 |
|
Total energy cost (€/pc) |
0.03 |
|
2.03 |
|
0.17 |
|
Production volume (pc) |
1 |
1,000 |
1 |
10 |
1 |
|
Total unit cost (€/pc) |
51.94 |
11.98 |
666.59 |
378.59 |
189.71 |
Table 5. CNC manufacturing time in traditional manufacturing
|
|
Automotive gear |
Bottle blowing mould |
Hip prosthesis |
|
Waste volume roughing (mm3) |
22,835.51 |
1,635,734.08 |
381,051.64 |
|
MRR roughing (mm3/min) |
18,000.00 |
72,000.00 |
72,000.00 |
|
Waste volume surface finishing (mm3) |
1,082.67 |
81,796.37 |
778.97 |
|
MRR surface finishing (mm3/min) |
450.00 |
1,800.00 |
1,800.00 |
|
CNC manufacturing time (min/pc) |
3.67 |
68.16 |
5.73 |
The results of all the calculations for the three products processed with traditional manufacturing are shown in Table 4.
The hourly cost of programming was estimated with the support of Company Alfa, considering both the labour cost of programming, defined as 35,000€ per year, and the software cost. The programming time was instead calculated considering that two customized CAM programs should be developed, one for roughing and one for surface finishing. The complexity of the final product shape obviously influenced the estimation: for instance, only 1 hour was considered for the programming of the automotive gear, which has the simplest shape, while 8 hours were expected to be needed for a more complex product such as the bottle blowing mould.
For what concerns the material cost, the rough block volume had to be estimated first, considering the final size of the three explored products. In particular, the following structures were considered: a cylinder with a height of 20 mm and a diameter of 70 mm for the automotive gear, a bar with a height of 450 mm and a diameter of 180 mm for the bottle blowing mould and a steel plate of 200 × 70 × 30 mm for the hip prosthesis. The resulting block volumes were therefore 76,969.02 mm3, 5,725,552.61 mm3, and 420,000 mm3. The unit cost of material was defined as 3 €/kg, in line with Company Alfa’s purchase costs.
The labour cost required the calculation of the CNC manufacturing time, following the procedure shown in Table 2. Relying on Company Alfa’s data, the authors first estimated the MRR, which varied according to the production phase and the product to be manufactured (see Table 5). Then, they estimated the waste volumes by considering the difference between the rough block volumes and the final expected volume of each product. While the roughing phase subtracts a significant part of the volume, the surface finishing phase was expected to remove only an additional 2% of the volume. The calculations are shown in Table 5.
For the calculation of the cost drivers related to tool, CNC machine, and energy costs, the authors relied on the experience of Company Alfa. The unit cost of a tool with ceramic plates was defined as 200 € for automotive gear and 100 € for the hip prostheses and bottle blowing mould. The total cost of the CNC machine was defined as 400,000 € and its useful life was15 years. Finally, the CNC’s consumed electrical power was estimated considering the MRR of both roughing and surface finishing, while the hourly energy cost was set at 0.27 €/kWh, in line with Company Alfa’s data.
A graphical overview of the results is shown in Figure 1.
Table 6. Total unit cost in additive manufacturing
|
|
Automotive gear |
|
Bottle blowing mould |
|
Hip prosthesis |
|
Hourly cost for CAM programming (€/h) |
40 |
|
40 |
|
40 |
|
Programming time (h) |
0.5 |
|
4 |
|
2 |
|
Total CAM programming cost (€) |
20 |
|
160 |
|
80 |
|
Rough piece volume (mm3) |
54,133.51 |
|
4,089,818.53 |
|
38,948.36 |
|
|
(42,459.37) |
|
(3,207,830.37) |
|
(30,548.97) |
|
Support structures volume (mm3) |
541.34 |
|
40,898.19 |
|
7,789.67 |
|
|
(424.59) |
|
(32,078.30) |
|
(6,109.79) |
|
Rough block weight (kg) |
0.44 |
|
33.05 |
|
0.37 |
|
|
(0.34) |
|
(25.92) |
|
(0.29) |
|
Unit material cost (€/kg) |
3 |
|
3 |
|
3 |
|
Total material cost (€/pc) |
1.31 |
|
99.14 |
|
1.12 |
|
|
(1.03) |
|
(77.76) |
|
(0.88) |
|
CNC manufacturing time (min/pc) |
2.41 |
|
45.44 |
|
0.43 |
|
W. time for manufacturing (min/pc) |
0.24 |
|
4.54 |
|
0.04 |
|
W. time for machine set-up (min/pc) |
1 |
|
2 |
|
2 |
|
Hourly labour cost (€/h) |
20 |
|
20 |
|
20 |
|
Total labour cost (€/pc) |
0.41 |
|
2.18 |
|
0.68 |
|
Tool useful life (min) |
35 |
|
35 |
|
35 |
|
Unit tool cost (€/tool) |
100 |
|
100 |
|
100 |
|
Total tool cost (€/pc) |
6.87 |
|
129.84 |
|
1.24 |
|
Working hours per year (h/year) |
3,840 |
|
3,840 |
|
3,840 |
|
CNC machine useful life (year) |
15 |
|
15 |
|
15 |
|
Total CNC machine cost (€) |
400,000 |
|
400,000 |
|
400,000 |
|
Total CNC machine cost (€/pc) |
0.39 |
|
5.49 |
|
0.28 |
|
Speed SLM production (cm3/h) |
25 |
|
25 |
|
25 |
|
SLM manufacturing time (min/pc) |
131.22 |
|
9,913.72 |
|
112.17 |
|
|
(102.92) |
|
(7,775.78) |
|
(87.98) |
|
SLM machine useful life (year) |
8 |
|
8 |
|
8 |
|
Total SLM machine cost (€) |
500,000 |
|
500,000 |
|
500,000 |
|
Total SLM machine cost (€/pc) |
35.60 |
|
2,689.27 |
|
30.43 |
|
|
(27.92) |
|
(2,109.32) |
|
(23.87) |
|
CNC consumed electrical power (kW) |
0.04 |
|
0.16 |
|
0.16 |
|
SLM consumed electrical power (kW) |
0.2 |
|
0.2 |
|
0.2 |
|
Hourly energy cost (€/kWh) |
0.27 |
|
0.27 |
|
0.27 |
|
Total energy cost (€/pc) |
0.12 |
|
8.96 |
|
0.10 |
|
|
(0.09) |
|
(7.03) |
|
(0.08) |
|
Production volume (pc) |
1 |
1,000 |
1 |
10 |
1 |
|
Total unit cost (€/pc) |
64.71 |
44.73 |
3,094.87 |
2,950.87 |
113.85 |
|
|
(56.72) |
(36.74) |
(2,491.61) |
(2,347.61) |
(107.02) |
Note: Numbers in parentheses represent the values associated with the optimized geometry; they are specified only when they differ from those obtained for the manufacturing without geometry optimization.
Figure 1. Distribution of total unit cost in traditional manufacturing
3.2 Results of cost estimation for additive manufacturing
The resulting total unit costs for automotive gear, bottle blowing mould, and hip prosthesis produced with additive manufacturing are provided in Table 6, together with the relative cost drivers. The estimations were based on the same logic described for traditional manufacturing. The following paragraphs discuss only the cost drivers that differ from the previous environment. It is also worth highlighting that, for the calculation concerning the optimized geometry, the data of Concli et al. [4] was used as a reference. As the results testify, the main cost advantage of producing the products with an optimized geometry is the possibility to reduce the amount of material needed and, consequently, its cost. In addition, the lower the material, the lower the SLM manufacturing time and cost.
The programming time was defined considering that in additive manufacturing, the CNC machine is used only for surface finishing. The time needed to develop the CAM program was thus limited to 4 hours for the most complex shape (i.e., bottle blowing mould) and 0.5 hours for the simplest one (i.e., automotive gear).
For the rough piece volume calculation, the authors considered that only small amounts of material (2%) are removed in the surface finishing, obtaining values of 54,133.51 mm3 for automotive gear, 4,089,818.53 mm3 for bottle blowing mould, and 38,948.36 mm3 for hip prosthesis. The volumes in the case of geometry optimization were instead defined by considering the results related to the optimization activity in terms of average cell volumes (i.e., 28 mm3) and cell box volumes (i.e., 35.9 mm3) [4]. Furthermore, the authors took into consideration that an additional volume for the support structures is needed. Based on Company Alfa’s experience, they determined that, while supports are almost non-existent for automotive gear and bottle blowing mould, they are quite substantial for hip prostheses. The support structure volume was thus estimated as 1% of the rough piece volume for the first two objects and as 20% of the rough piece volume for the hip prosthesis.
The CNC manufacturing time was calculated as shown in Table 7, while the SLM manufacturing time was defined after the estimation of the SLM speed. By checking several values provided by some SLM equipment suppliers regarding machines with specifications similar to the one used for the 17-4PH SS samples, the authors finally set this value as 25 cm3/h. The total cost of the SLM machine was defined as 500,000 € and its useful life as 8 years.
Finally, the SLM’s electrical power consumption was estimated as 0.2 kW.
Figures 2 and 3 offer a graphical overview of the results of cost calculation without and with geometrical optimization.
Table 7. CNC manufacturing time in additive manufacturing
|
|
Automotive gear |
Bottle blowing mould |
Hip prosthesis |
|
Waste volume surface finishing (mm3) |
1,082.67 |
81,796.37 |
778.97 |
|
MRR surface finishing (mm3/min) |
450.00 |
1,800.00 |
1,800.00 |
|
CNC manufacturing time (min/pc) |
2.41 |
45.44 |
0.43 |
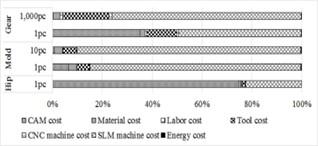
Figure 2. Distribution of total unit cost in additive manufacturing
Figure 3. Distribution of total unit cost in additive manufacturing with geometrical optimization
3.3 Sensitivity analyses and comparison between manufacturing environments
Table 8 provides an overview of the results described in the previous sections, combining them with information concerning the total time needed to produce an automotive gear, a bottle blowing mould, and a single hip prosthesis. Both cost and time results are distinguished between different batch volumes (V). In the table, the lowest costs and the shortest manufacturing times are properly highlighted for each product type.
To assess the results’ validity, the authors performed some sensitivity analyses using the data described in the previous sections. In particular, they recalculated the total unit cost of the three products in the two manufacturing environments by changing: (1) unit material cost; (2) machine purchase cost, in particular, the SLM one; (3) machine useful life; and (4) number of working hours per year. Even if the final costs slightly varied, the results of the comparison between the two manufacturing environments remained unchanged, giving support to the reliability of the analyses. Some examples are the following. By increasing the total purchase cost of the SLM machine, the total unit costs in additive manufacturing increased as well; however, this latter environment represented the most convenient solution for the hip prosthesis even with a SLM machine cost that was four times higher. By doubling the unit material cost, the results of the comparison did not change as well. Instead, by setting both CNC and SLM machines’ useful lives at 12 years, the use of additive manufacturing with optimized geometry resulted the most convenient solution for the automotive gear, contrary to the main results, but only for a batch volume of 1 piece; with a batch of 1,000 pieces, the use of traditional manufacturing continued to be the best solution. Overall, as previously highlighted, the calculations can be considered reliable.
Table 8. Total unit cost and manufacturing time for a single piece production
|
|
Automotive gear |
|
Bottle blowing mould |
|
Hip prosthesis |
|
|
V = 1 |
V = 1,000 |
V = 1 |
V = 10 |
V = 1 |
|
CNC |
51.94 € 66.68 min |
11.98€ 6.73 min |
666.59 € 553.16 min |
378.59 € 121.16 min |
189.71 € 250.73 min |
|
SLM |
64.71 € |
44.73 € |
3,094.87 € |
2,950.87 € |
113.85 € |
|
|
164.63 min |
134.66 min |
10,201.16 min |
9,985.16 min |
234.60 min |
|
SLM-OPT |
56.72 € |
36.74 € |
2,491.61 € |
2,347.61 € |
107.02 € |
|
|
136.33 min |
106.36 min |
8,063.22 min |
7,847.22 min |
210.41 min |
Note: SLM-OPT refers to the use of AM with optimized geometry.
The results described in the previous sections provide several cues for some interesting observations concerning the convenience of adopting additive manufacturing solutions.
First of all, by comparing Figures 1-3, it emerges that the cost of CAM programming has a very strong impact on the total unit cost when traditional manufacturing is adopted: it reaches the values of 77%, 48%, and 84% of the total unit cost for automotive gear, bottle blowing mould, and hip prosthesis, respectively, while in additive manufacturing, these percentages are significantly lower. As expected, when numerous batches are considered, the CAM programming cost can be spread among several units and becomes almost irrelevant to the total unit cost. It seems therefore that a bigger batch reduces the unit product cost in traditional manufacturing more than what happens in additive manufacturing. Not by chance, traditional manufacturing becomes more and more convenient when numerous batches are considered.
However, in general, it is not possible to state that the convenience of adopting traditional vs. additive manufacturing strictly depends on the number of pieces to be produced. The analyses suggest that the size and shape of the products influence the evaluation as well. As already highlighted in the reference [2], additive manufacturing is a rather slow manufacturing solution; as the volume increases, the manufacturing times increase as well, and so do the related machine costs. This is mainly the reason why three different situations emerge from the three product cases.
As far as the results of the hip prosthesis are concerned, the cheapest and quickest solution is offered by the use of additive manufacturing, especially if the geometry optimization is exploited. The product volume of the hip prosthesis is indeed very limited, and, for this reason, material and SLM machine costs are not particularly high. On the contrary, the CNC programming cost in traditional manufacturing is quite considerable, especially if compared with the other cost items, making this environment less convenient from an economic viewpoint. To further explore these results, the authors made some sensitivity analyses by changing the batch size, as they did for the other product types. Surprisingly, the results showed that additive manufacturing (with optimized geometry) represents the most convenient environment with a batch of 1,000 pieces, which is contrary to what happens with the other products. Obviously, the use of such a numerous batch for a hip prosthesis makes no sense from a practical viewpoint, but it corroborates the aforementioned observations: the limited product volume and relatively quick 3D printing time can overcome the limitations of the long CNC programming time needed for traditional manufacturing.
Considering the bottle blowing mould, the additive manufacturing represents a much more expensive and slower solution than traditional manufacturing. This is mainly due to the very large volume of the product, which significantly increases the manufacturing time required by the SLM machine and, consequently, the related cost. This latter, which accounts for almost 87% of the total unit product cost, exceeds the programming costs of traditional manufacturing, making additive manufacturing less convenient. The cost and time differences between the two solutions become even more significant as the production volume increases.
Finally, as regards the automotive gear, there is an intermediate situation. Both CNC programming costs and SLM machine costs are quite high, and even if traditional manufacturing represents the most convenient solution, the cost difference with additive manufacturing is rather limited for a single batch. However, when a batch of 1,000 pieces is hypothesized, the cost of CNC programming significantly drops, while the SLM machine cost does not change, making traditional manufacturing extremely convenient.
This paper performed a comparison between additive and traditional manufacturing in terms of production costs and times, considering three manufacturing scenarios: (1) traditional manufacturing, (2) additive manufacturing, and (3) additive manufacturing, exploiting the design optimization by means of finite element simulations. Three components were used as a basis for the comparison: an automotive gear, a bottle blowing mould, and a hip prosthesis.
From the analyses, it emerged that production costs and times differ among the three scenarios. Overall, traditional manufacturing is characterized by shorter production times and higher fixed costs, resulting a suitable context for more numerous batches. However, batch size must not be the general rule for choice. The analyses of components with very different structures suggest indeed that product volume and size play a role too in influencing costs. For instance, the difference between additive and traditional manufacturing was lower for an automotive gear, which is characterized by numerous elements and a small product volume, than for a bottle blowing mould, which has simpler geometry but a very high volume.
Overall, it is possible to conclude that, while it is true that additive manufacturing allows to develop original and customized products, it is not always convenient from an economic viewpoint, compared to traditional techniques. The choice between the two manufacturing environments requires indeed an examination of the items to be produced, in terms of structure, volume, and shape.
The authors thank the FUB for the financial support given to this study through the projects M.AM.De (call CRC2017 Unibz PI Franco Concli, TM Margherita Molinaro) and APE (call RTD2021 Unibz PI Franco Concli, TM Margherita Molinaro).
[1] Ghobakhloo, M. (2018). The future of manufacturing industry: A strategic roadmap toward Industry 4.0. Journal of manufacturing technology management, 29(6): 910-936. https://doi.org/10.1108/JMTM-02-2018-0057
[2] Frank, A.G., Dalenogare, L.S., Ayala, N.F. (2019). Industry 4.0 technologies: Implementation patterns in manufacturing companies. International Journal of Production Economics, 210: 15-26. https://doi.org/10.1016/j.ijpe.2019.01.004
[3] Ghobakhloo, M., Fathi, M., Iranmanesh, M., Maroufkhani, P., Morales, M.E. (2021). Industry 4.0 ten years on: A bibliometric and systematic review of concepts, sustainability value drivers, and success determinants. Journal of Cleaner Production, 302: 127052. https://doi.org/10.1016/j.jclepro.2021.127052
[4] Concli, F., Molinaro, M., Rampazzo, E. (2021). Design for additive manufacturing: is it an effective alternative? Part 1–Material characterization and geometrical optimization. WIT Transactions on Engineering Sciences, 130: 87-97.
[5] Kadir, A.Z.A., Yusof, Y., Wahab, M.S. (2020). Additive manufacturing cost estimation models—a classification review. The International Journal of Advanced Manufacturing Technology, 107: 4033-4053. https://doi.org/10.1007/s00170-020-05262-5
[6] Costabile, G., Fera, M., Fruggiero, F., Lambiase, A., Pham, D. (2017). Cost models of additive manufacturing: A literature review. International Journal of Industrial Engineering Computations, 8(2): 263-283. https://doi.org/10.5267/j.ijiec.2016.9.001
[7] H’mida, F., Martin, P., Vernadat, F. (2006). Cost estimation in mechanical production: The Cost Entity approach applied to integrated product engineering. International Journal of Production Economics, 103(1): 17-35. https://doi.org/10.1016/j.ijpe.2005.02.016
[8] Mandolini, M., Campi, F., Favi, C., Germani, M., Raffaeli, R. (2020). A framework for analytical cost estimation of mechanical components based on manufacturing knowledge representation. The International Journal of Advanced Manufacturing Technology, 107: 1131-1151. https://doi.org/10.1007/s00170-020-05068-5
[9] Thomas, D. (2016). Costs, benefits, and adoption of additive manufacturing: a supply chain perspective. The International Journal of Advanced Manufacturing Technology, 85: 1857-1876. https://doi.org/10.1007/s00170-015-7973-6
[10] Atzeni, E., Iuliano, L., Minetola, P., Salmi, A. (2010). Redesign and cost estimation of rapid manufactured plastic parts. Rapid Prototyping Journal, 16(5): 308-317. https://doi.org/10.1108/13552541011065704
[11] Atzeni, E., Salmi, A. (2012). Economics of additive manufacturing for end-usable metal parts. The International Journal of Advanced Manufacturing Technology, 62: 1147-1155. https://doi.org/10.1007/s00170-011-3878-1
[12] Hällgren, S., Pejryd, L., Ekengren, J. (2016). Additive manufacturing and high speed machining-cost comparison of short lead time manufacturing methods. Procedia CIRP, 50: 384-389. https://doi.org/10.1016/j.procir.2016.05.049
[13] Concli, F., Molinaro, M., Rampazzo, E. (2021). Design for additive manufacturing: is it an effective alternative? Part 1–Material characterization and geometrical optimization. WIT Transactions on Engineering Sciences, 130: 87-97.
[14] Lindermann, C., Jahnke, U., Moi, M., Koch, R. (2012). Analyzing product lifecycle costs for a better understanding of cost drivers in additive manufacturing. In 2012 International Solid Freeform Fabrication Symposium. University of Texas at Austin. http://dx.doi.org/10.26153/tsw/15341
[15] Özbayrak, M., Akgün, M., Türker, A.K. (2004). Activity-based cost estimation in a push/pull advanced manufacturing system. International journal of production economics, 87(1): 49-65. https://doi.org/10.1016/S0925-5273(03)00067-7
[16] Ruffo, M., Tuck, C., Hague, R. (2006). Cost estimation for rapid manufacturing-laser sintering production for low to medium volumes. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 220(9): 1417-1427. https://doi.org/10.1243/09544054JEM517
[17] Ruffo, M., Tuck, C., Hague, R. (2007). Make or buy analysis for rapid manufacturing. Rapid Prototyping Journal, 13(1): 23-29. https://doi.org/10.1108/13552540710719181