Mohamad Barkat Ibrahim* | Hussein Yousef Habib | Rafi Mousa Jabrah
© 2020 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
Composite materials have been prepared using Kevlar and glass fabrics as reinforcement materials and epoxy resin as a matrix. The best ratio of epoxy in the Kevlar fabric/Epoxy and glass fabric/epoxy composites was determined in terms of their mechanical properties. Then, surface treatments of Kevlar fabric have been done using phosphoric acid to investigate their effect on Kevlar fabric/Epoxy composite material mechanical properties. The impact and tensile properties of the Kevlar/Epoxy composite material have been improved, and their Young’s modulus increased by 38%. After that, hybrid composite materials were prepared using Kevlar and glass fabrics and epoxy. The mechanical properties of the prepared hybrid composite materials have also been studied (impact and tensile testing) in relation to composition and surface treatments. Finally, the results have been studied in order to determine the optimal preparation conditions for obtaining suitable composite material in terms of weight, mechanical properties, and cost.
Kevlar fabric, glass fabric, epoxy resin, surface treatment, phosphoric acid, mechanical tests
The development of high-performance fibers, such as Kevlar fibers, glass fibers, and carbon fibers, has contributed significantly to the development of composite materials [1]. Kevlar/Epoxy composite materials are used in several fields such as space, aviation, sports, and military [2, 3]. Composite materials are also used in constructing and reinforcing rubber tires [1].
The first step in manufacturing any composite material is to determine the optimal ratios of the matrix and the reinforcing material to achieve the best mechanical properties [4, 5]. Weinberg and his colleague studied the effect of the volume ratio of Kevlar-29 fibers on the tensile strength of the composite materials Kevlar-29/epoxy. It was found that the highest tensile strength of these composites was at 43% fibers volume ratio [4]. Mittelman and Roman found that experimentally determined and calculated from the rule of mixture tensile strengths of Kevlar-49/epoxy composites were different from each other, and the highest tensile strength of these composites was at 73% fibers volume ratio [5]. Sathishkumar et al. published a review which reported that the tensile properties of glass fibers/polyester composite materials increased with the increase in the volume fraction of glass fibers within the composite material, while the impact resistance of these composite materials decreased with glass fibers volume fraction exceeding 25% [6]. It is known that glass fibers are not used directly in the preparation of composite materials. Surface treatments by suitable Silane coupling agents were applied to improve adhesion and bonding with matrices materials [1, 7].
Generally, Kevlar fibers are chemically inert fibers due to their high crystallization and smooth surface, which means that the bonding between Kevlar and polymer matrices is weak. Consequently, the mechanical properties of Kevlar/matrix composite materials are relatively low [3, 8, 9]. In this context, researches have focused on the surface treatment of Kevlar fibers to improve bonding and adhesion with matrices materials. Two basic approaches were developed to modify the surface of the Kevlar fibers: the chemical and the physical approaches [8, 10]. While surface treatment of Kevlar by Silane coupling agents did not offer the desired benefits [10], the chemical methods for treating Kevlar are easier to apply and more feasible. This explains why there is a large number of studies that are concerned with chemical approach [8].
Kong et al. [9] investigated the effect of supercritical carbon dioxide treatment on Kevlar fabric with acetic anhydride in terms of interfacial adhesion and mechanical properties of Kevlar fabric/epoxy composites. Li et al. [3] studied the effect of phosphoric acid on Kevlar fiber by changing the acid concentration and studying the effect of the amount of surface hydroxyl groups. Those researchers obtained the largest amount of hydroxyl groups formed on the surface of Kevlar fibers by treating them with a 20% wt phosphoric acid solution for 2 hours at 40°C, which improved epoxy adhesion on the Kevlar fibers. They also demonstrated that the improvement of epoxy bonding and adhesion with Kevlar pertains to the type of epoxy [3]. Zhao studied surface modification of Para-Aramid fibers using phosphoric acid by changing the parameters of the treatment process: acid concentration, treatment time, and temperature. The best treatment conditions were found to be 30% phosphoric acid solution for 5 minutes at 40°C. The interfacial shear strength of Para-aramid/epoxy composites improved by more than 42.07% [8]. In order to reduce the cost of composites, Sandesh et al. [11] investigated the tensile, impact, and bending properties of Kevlar fabric/glass fabric/epoxy hybrid composite materials. They concluded that the mechanical properties of hybrid composite materials strongly depend on the geometrical placement of the fabric layers above each other [11]. Qiu and Schwartz [12] also studied the micromechanical behavior of Kevlar-149/S-glass hybrid seven-fiber micro composites in order to understand the effect of hybridization on the tensile properties of hybrid composite materials.
The present work aims to prepare 3 different composite materials, namely, Kevlar fabric/epoxy, glass fabric/epoxy and Kevlar fabric/glass fabric/epoxy and to determine the optimum epoxy ratio within the prepared composite materials through the study of their mechanical properties. Kevlar fabrics were treated by phosphoric acid and characterized by Fourier-transform infrared spectroscopy (FT-IR), X-Ray Diffraction (XRD), and Optical microscope. The effect of fabric treatment on the mechanical properties of Kevlar/epoxy composite materials has been studied. Also, the effect of the optimal surface treatment conditions for Kevlar fibers obtained in research [3, 8] was studied using treated Kevlar fabric to prepare and test composite materials instead of studying Kevlar fibers. Finally, the mechanical properties of Kevlar/glass fabrics/epoxy hybrid composite materials were studied in order to obtain a lower-cost and higher-mechanical properties composite material.
2.1 Materials
Bidirectional plain-woven Kevlar-49 fabric was supplied by DuPont, USA (thickness of fabric 0.55 mm, density 1.44 g/cm3, and surface density 400 g/m2).
Bidirectional plain-woven E-glass fabric was supplied by Composites PLAZA, Netherlands (thickness of fabric 0.37 mm, density 2.55 g/cm3, and surface density 300 g/m2).
Epoxy resin (Araldite® LY 5052) and curing agent (Aradur® 5052) were provided by Huntsman, Germany.
Phosphoric Acid (85 %wt concentration) was provided by Panreac, Spain.
The other chemical materials were all of the analytical reagent grades and used without further purification.
2.2 Surface treatment of Kevlar fabric
Kevlar fabric was separately immersed in acetone and in distilled water with stirring for an hour so that contaminants are removed from fiber surface [3, 8]. After that, Kevlar fabric was heat-treated at 110°C for 6 hours to remove moisture. Consequently, Kevlar fabric became clean _symbolized as K(C)_ and ready for surface treatment with phosphoric acid. Suitable phosphoric acid solutions were prepared with concentrations recommended in some previous studies which are 20 %wt [3] and 30 %wt [8]. Kevlar fabric was immersed in 20 %wt phosphoric acid solution (PA20%) at 40°C for 2 hours [3].
Another Kevlar fabric was immersed in 30 %wt phosphoric acid solution (PA30%) at 40°C for 5 minutes [8]. After that, Kevlar fabrics were washed several times by distilled water until the pH value of surface fabrics almost became equal to 7 [3, 8]. Then, Kevlar fabrics were heat-treated in an oven at 110°C for 6 hours to remove moisture [3, 8].
2.3 Preparation of epoxy specimens and composite materials
2.3.1 Preparation of epoxy specimens
Epoxy resin was manually mixed with curing agent at a ratio of 100/38 respectively [13], to get tensile and impact specimens designated by Ep. In order to get rid of air bubbles, the produced mixture was ultrasonicated by an ultrasonic water bath (BINDER company, Germany) and quickly cast in suitable Teflon molds which were placed inside Vacuum chamber (BINDER company, Germany) [14].
2.3.2 Preparation of composite materials
All fabric/epoxy composite materials containing three layers of fabric were prepared in the same manner [15]. Firstly, three layers of the fabric were cut with (120*120) mm2 dimensions. Then, fabric layers were impregnated with the suitable amount of epoxy. Locally made anti-bubble roller was used with each impregnated layer to remove air bubbles. The three layers were placed above each other under slight compression inside the mold for 24 hours. The produced composite sheets were heat-treated at 60°C for 5 hours in order to complete epoxy hardening. Finally, five impact and tensile specimens were cut from each composite material sheet by a jigsaw (MAKITA, Japan). Table 1 shows the symbols of prepared composite materials.
Table 1. Symbols of prepared composite materials
|
Kevlar_Epoxy (weight percentage) % |
3K_Ep % |
|
Glass_Epoxy (weight percentage) % |
3G_Ep % |
|
Clean Kevlar_Epoxy (weight percentage) % |
3K(C)_Ep % |
|
Treated Kevlar_Epoxy (weight percentage) % |
3K (C-PA %-treatment duration) |
Hybrid composite materials were designated according to the fabric layers arrangement over each other. For example, the hybrid composite material Clean Kevlar/glass fabric/Clean Kevlar/epoxy 50% was symbolized as K(C)/G/K(C)_Ep50%.
2.4 Characterizations
2.4.1 FTIR-Analysis
The FT-IR spectra of original and treated Kevlar fabric were recorded on vector 22 FTIR spectrometer (Bruker, Germany) in the range (4000–600 cm-1) using film method.
2.4.2 X-ray diffraction studies
The wide-angle XRD patterns of Kevlar fibers were obtained using an X-ray diffractometer (Philips, X’pert, Germany) using Cu-Karadiation (l=0.1542 nm), over the scan range of 10o–60o in steps of 0.02o/s.
2.4.3 Optical microscope studies
The surface morphology of the Kevlar-49 before and after the treatment was observed by an optical microscope equipped with a computer (Xjz-6, China) under 50X magnification.
2.4.4 Mechanical properties determination
Charpy impact resistance was measured by JBW300 impact testing machine. According to ISO 179-1, the un-notched specimens were cut from composite plates with (60mm*10 mm*d mm) dimensions, where d is the thickness of composite sample which varies according to both fabric type and epoxy ratio within the composite material. Composite impact value IRe (KJ/m2) representing the average of 5 specimens tested was calculated using the relation:
$I R e=\frac{A E}{b \cdot d} \times 1000$
where, AE is the absorbed energy (J), b & d are the width(mm) and thickness(mm) of the specimen, respectively.
The tensile properties of the composite’s specimens were measured using WDW-50 universal testing machine equipped with the tensile fixture, as shown in Figure 1.
Figure 1. (a) Impact machine and (b) tensile machine
According to ASTM D3039, 5 rectangular tensile specimens with (60mm*10 mm*d mm) dimensions were cut from composite plates to obtain the average values of each mechanical property, d is the thickness of composites. The tensile test was done with a load speed of 2mm/min. Tensile modulus E (MPa), tensile stress at break σf (MPa), and tensile strain at break (Fracture strain) εfwere calculated using stress-strain diagrams of each specimen.
3.1 FTIR analysis of Kevlar fibers
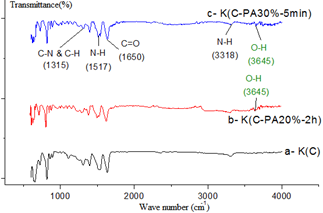
Figure 2 shows FTIR spectra of Kevlar 49 fibers before and after chemical treatments. The three spectrums have four peaks at 3318 cm-1 (N-H group), 1650 cm-1 (amide C=O stretching), 1517 cm-1 (coupling between stretching and bending N-H groups), and 1315 cm-1 (coupling between stretching C-N and bending C-H) [8, 9].
Figure 2. FTIR spectra of (a) clean Kevlar fibers and (b, c) treated Kevlar fibers
A new absorption peak at 3645 cm-1 was observed after treating Kevlar fibers by phosphoric acid, which is attributed to the formation of hydroxyl groups with few concentrations associated with aromatic rings. The new hydroxyl groups formed on the Kevlar surface are expected to link to epoxy by hydrogen bonds which improve the interfacial adhesion between Kevlar fibers and epoxy resin [16].
3.2 X-ray diffraction spectroscopy of Kevlar fibers
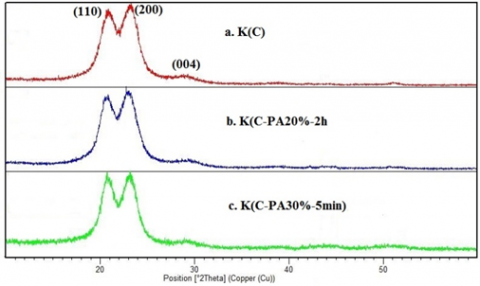
The effect of surface modification on the crystal structure of Kevlar fiber was investigated by XRD. Figure 3 shows XRD patterns of Kevlar fiber before and after surface modification. The three diffractograms have the same peaks at 2θ =20.9º, 23º, and 28.6º which correspond to (hkl) planes (110), (200), and (004) in Kevlar fiber respectively [17]. Consequently, there is no change in the crystal structure of Kevlar fiber after surface modification. This is consistent with the results of the reference [8].
Figure 3. XRD results of (a) clean Kevlar fibers and (b, c) treated Kevlar fibers
Figure 4. Optical microscope images of untreated (a) and treated (b & c) Kevlar fibers
The surface morphology of Kevlar fibers before and after surface treatment was investigated by the optical microscope with 50x magnification. Figure 4 shows the optical microscope images of untreated and treated Kevlar fibers. The surface of the untreated clean fibers Figure 4(a) was smooth, so the mechanical bonding between fibers and epoxy is expected to be relatively poor. After treating fibers with 30 %wt phosphoric acid solution for 5 minutes, some small pits were noticed on the fiber surface as seen in Figure 4(b) which is expected to improve the mechanical bonding and interlocking between fibers and epoxy resin [18]. When Kevlar fibers were treated with 20 %wt phosphoric acid solution for 2 hours, large pits and defects were formed on surfaces as shown in Figure 4(c) which may cause deterioration in the mechanical properties of fibers.
3.4 Mechanical properties
3.4.1 Impact test results
Table 2 gives the impact resistance results of Kevlar/epoxy, glass/epoxy, and Kevlar/glass/epoxy composites.
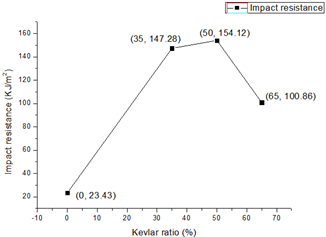
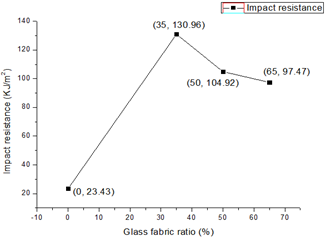
Figure 5 shows impact resistance results. Figure 5(a) presents the impact resistance of Kevlar/epoxy composites in terms of the Kevlar ratio. It is noted that the impact resistance increases by increasing the weight percentage of Kevlar up to 50%. Then, the impact resistance decreases. This can be explained by the fact that this composite material contains the appropriate epoxy matrix of 50%, which leads to a transfer of stress between matrix and fibers without a deficiency of the matrix material. Figure 5(b) shows the change in impact resistance of glass/epoxy composite materials in terms of the glass fabric ratio. Maximum impact resistance is observed at 35% glass fabric ratio. It is of note that Kevlar/epoxy composites have higher impact resistance than that of glass fabric/epoxy which could be connected to the high-speed shock wave propagation in Kevlar fibers compared to that of glass fibers [1].
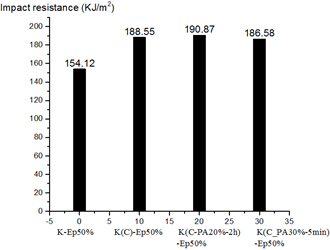
Figure 5(c) presents the impact resistance of treated Kevlar/epoxy 50% composite materials. It is noted that the impact resistance increased by more than 22% after the cleaning and heat treatment of Kevlar fabric. Increasing the cleanliness of the fiber surface and removing moisture are factors that may explain this change. No noticeable change in impact resistance values was observed after surface treatment of Kevlar fabric by phosphoric acid. Figure 5(d) shows the impact resistance of cleaned Kevlar fabric/glass fabric/epoxy 50% hybrid composite materials in terms of Kevlar ratio and the geometrical positioning of the fabric layers. Asymmetric hybrid composite materials (number 3&5) were impacted at the Kevlar fabric side. Composite materials' impact resistance increased with the increase of Kevlar ratio, and this is attributed to the high mechanical properties and the high-speed shock wave propagation in Kevlar fibers compared to those of glass fibers [1]. High impact resistance values are observed in asymmetric hybrid composite materials compared to their equivalent counterparts (which contain the same percentage of Kevlar). Delamination and separation resistance between different layers may explain these differences.
Table 2. Impact resistance Kevlar/epoxy, glass/epoxy and Kevlar/glass/epoxy composites
|
The composite |
Ire (KJ/m2) ±* |
The composite |
Ire (KJ/m2) |
|
Ep100 % |
23.43 ± 3.90 |
3K(C)-Ep50 % |
188.55 ± 6.98 |
|
3K_Ep35 % |
100.86 ± 17.04 |
3K(C-PA20 %-2h)-Ep50 % |
190.87 ± 14.95 |
|
3K_Ep50 % |
154.12 ± 14.15 |
3K(C-PA30 %-5m)-Ep50 % |
186.58 ± 6.95 |
|
3K_Ep65 % |
147.28 ± 6.15 |
G/K(C)/G_Ep50 % |
123.05 ± 6.19 |
|
3G_Ep35 % |
97.47 ± 11.93 |
K(C)/G/G/_Ep50 % |
163.41 ± 4.58 |
|
3G_Ep50 % |
104.92 ± 3.80 |
K(C)/G/K(C)_Ep50 % |
137.20 ± 5.70 |
|
3G_Ep65 % |
130.96 ± 10.02 |
G/ K(C)/ K(C)_Ep50 % |
146.97 ± 3.60 |
* Standard deviation.
(a) Impact resistance of Kevlar/epoxy composites
(b) Impact resistance of glass/epoxy composites
(c) Impact resistance of treated Kevlar/epoxy composites
(d) Impact resistance of Kevlar/glass/epoxy composites
Figure 5. Impact resistance results of Kevlar/epoxy, glass/epoxy, and Kevlar/glass/epoxy composites
3.4.2 Tensile test results
Table 3 summarizes Tensile test results of Kevlar/epoxy, glass/epoxy, and Kevlar/glass/epoxy composite materials.
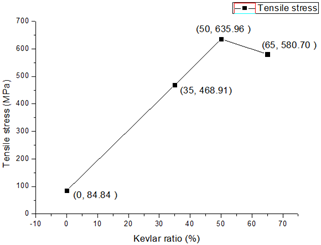
Kevlar fibers/epoxy composite materials. Figure 6 shows the change in tensile properties of Kevlar/epoxy composite materials in terms of Kevlar ratio. Figures 6(a), 6(b) and 6(c) show that Young’s modulus, tensile strength, and fracture strain increase when Kevlar ratio increases to 50%. With more increase in the Kevlar ratio above 50%, the values of these properties are reduced. This can be explained by the fact that this composite material contains the appropriate content of 50% epoxy allowing to achieve a good transfer of stress between matrix and fibers without a deficiency of the matrix material. The increase of the elasticity of composite material by increasing the ratio of the elastic fibers also explains the increase of fracture strain. A 50 wt % of Kevlar fibers content seems to favor the plastic behavior of Kevlar/epoxy composite materials leading to a slight increase of fracture strain.
Table 3. Tensile test results of Kevlar/epoxy, glass/epoxy, and Kevlar/glass/epoxy composite materials
|
The composite |
E (MPa) |
σf (MPa) |
εf |
|
Ep100 % |
2,779.52 ± 21.01 |
84.84 ± 1.40 |
0.047 ± 0.001 |
|
3K_Ep35 % |
9,626.93 ± 412.43 |
580.70 ± 22.56 |
0.134 ± 0.005 |
|
3K_Ep50 % |
11,765.06 ± 475.71 |
635.96 ± 17.15 |
0.143 ± 0.003 |
|
3K_Ep65 % |
10,594.39 ± 598.82 |
468.91 ± 19.60 |
0.104 ± 0.005 |
|
3G_Ep35 % |
13,530.27 ± 294.39 |
437.92 ± 8.47 |
0.056 ± 0.005 |
|
3G_Ep50 % |
11,164.69 ± 243.73 |
358.79 ± 7.23 |
0.052 ± 0.001 |
|
3G_Ep65 % |
10,337.79 ± 179.97 |
337.79 ± 5.63 |
0.051 ± 0.003 |
|
3K(C)-Ep50 % |
14,299.46 ± 498.96 |
716.06 ± 15.97 |
0.109 ± 0.005 |
|
3K(C-PA20 %-2h)-Ep50 % |
13,110.23 ± 407.21 |
628.02 ± 24.17 |
0.107 ± 0.003 |
|
3K(C-PA30 %-5m)-Ep50 % |
16,183.13 ± 212.98 |
720.44 ± 10.69 |
0.099 ± 0.002 |
|
G/K(C)/G_Ep50 % |
10,647.08 ± 135.17 |
420.38 ± 6.03 |
0.097 ± 0.002 |
|
K(C)/G/G/_Ep50 % |
16,718.63 ± 416.51 |
501.23 ± 23.87 |
0.062 ± 0.003 |
|
K(C)/G/K(C)_Ep50 % |
11,557.05 ± 277.21 |
467.00 ± 3.46 |
0.103 ± 0.003 |
|
G/ K(C)/ K(C)_Ep50 % |
13,009.26 ± 534.71 |
538.52 ± 23.34 |
0.099 ± 0.002 |
± Standard deviation.
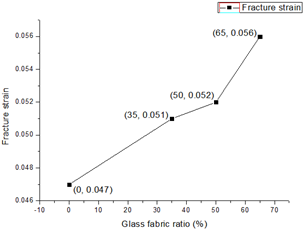
Glass fibers/epoxy composite materials. Figure 7 shows the change in tensile properties of glass fabric/epoxy composite materials in terms of glass fabric ratio. It was already noted that the appropriate epoxy content which leads to a good transfer of stress between matrix and fibers without a deficiency of the matrix material is 35% epoxy, which matches 65% of glass fibers content. Figure 7(c) shows that increasing glass fibers content up to 50 wt % mitigates the brittle behavior of epoxy. These reasons explain the increasing of all glass fabric/epoxy composite tensile properties by increasing of glass fibers content to 65 wt %.
(a) Young’s modulus of Kevlar/epoxy composites
(b) Tensile stress of Kevlar/epoxy composites
(c) Fracture strain of Kevlar/epoxy composites
Figure 6. Tensile properties of Kevlar/epoxy composite materials in terms of Kevlar ratio
(a) Young’s modulus of glass/epoxy composites
(b) Tensile stress of glass/epoxy composites
(c) Fracture strain of glass/epoxy composites
Figure 7. Tensile properties of glass fabric/epoxy composite materials in terms of glass fabric ratio
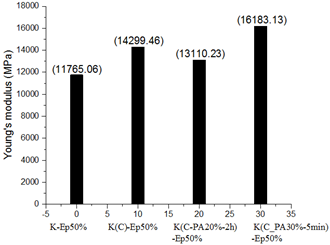
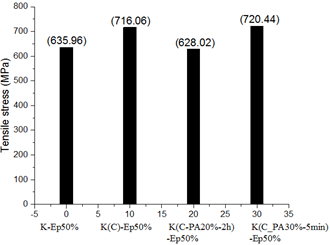
Treated Kevlar fibers/epoxy composite materials. Figure 8 shows the change in tensile properties of surface-treated Kevlar fabric/epoxy composite materials in terms of fibers' surface treatment methods. It is noted in Figure 8(a) that Young’s modulus increased by more than 21% after cleaning and heat treatment of Kevlar fabric. Increasing the cleanliness of the fiber surface and removing moisture are factors that may explain this change.
It is noted that Young’s modulus of 3K(C-PA20%-2h)-Ep50% composite material is less than Young’s modulus of 3K(C)-Ep50% composite. That was attributed to longtime treatment by (PA20%) for 2 hours which induces pits and multiple grooves on fibers' surfaces. Although this is expected to allow for strong mechanical bonding between Kevlar fibers and Epoxy due to the filling of the pits and the grooves by epoxy, the large number of these pits and grooves may constitute defects and stress concentration areas whose effects cannot be ignored on the mechanical properties of fibers. Young’s modulus of 3K(C-PA30%-5min)-Ep50% composite material exceeds that of its value in 3K(C)-Ep50% composite by more than 13%, and that of its value in the first composite material (K-Ep50%) by approximately 38%. This is because surface treatment by (PA30%) for only 5 minutes forms few grooves and pits, which allows for strong mechanical bonding and interlocking between Kevlar fibers and Epoxy due to the filling of the notches and the grooves by epoxy. Kevlar fiber also maintains its mechanical properties without significant change [8].
Van der Waals interactions between Kevlar fibers and epoxy increases according to the increased surface area of Kevlar fibers, and that increases interfacial strength [18]. Furthermore, the chemical effect of phosphoric acid on Kevlar fibers may increase interfacial strength. Hydroxyl groups formation on the Kevlar surface may allow the formation of hydrogen bonds with the matrix. On the other hand, polar amine groups which result from Kevlar hydrolysis may react with epoxide groups in epoxy. Thus, covalent bonds between Kevlar fibers and epoxy are formed across the interface [19]. The tensile strength changes of these composite materials in Figure 8(b) can be explained in the same way.
(a) Young’s modulus of treated Kevlar/epoxy composites
(b) Tensile stress of treated Kevlar/epoxy composites
(c) Fracture strain of treated Kevlar/epoxy composites
Figure 8. Tensile properties of Kevlar fabric/epoxy50% composite materials in terms of treatment methods
In Figure 8(c), the value of fracture strain decreases after cleaning and surface treatment of Kevlar fabric. That was attributed to the high stiffness of these composite materials due to surface treatment, i.e. the increase of bonding between ductile fibers and fragile epoxy. This is consistent with increasing Young’s modulus for these materials after surface treatment.
Treated Kevlar fibers/glass fibers/epoxy50% hybrid composite materials. Figure 9 shows tensile properties changes in cleaned Kevlar fabric/glass fabric/epoxy50% hybrid composite materials in terms of Kevlar ratio and the geometrical positioning of the fabric layers. In Figures 9(a) and 9(b), both Young’s modulus and tensile strength increase when Kevlar ratio increases due to the high elastic modulus of Kevlar fibers compared to that of glass fibers. High Young’s modulus and tensile strength values are observed in asymmetric hybrid composite materials compared to their equivalent symmetric counter-parts materials. Delamination and separation resistance between different layers may explain these differences. It is also noted that the value of Young’s modulus in K(C)/G/G_Ep50% composite material is high, which is unexpected.
(a) Young’s modulus of Kevlar/glass/epoxy composites
(b) Tensile stress of Kevlar/glass/epoxy composites
(c) Fracture strain of Kevlar/glass/epoxy composites
Figure 9. Tensile properties of Kevlar/glass fabric/epoxy50% hybrid composite materials in terms of Kevlar ratio
Figure 9(c) shows an increase of fracture strain with increasing Kevlar ratio and that is attributed to the high plastic nature of Kevlar fibers compared to that of glass fibers. High fracture strain values are observed in symmetric hybrid composite materials compared to their equivalent asymmetric counterparts’ materials.
Asymmetry of composite material leads to failure of fragile fibers (glass fibers) before a complete breakdown occurs in the composite material and all properties were calculated at the first failure.
Several composite materials were prepared using Kevlar fibers and glass fibers as reinforcing materials and epoxy resin as matrix.
The effect of the epoxy ratio, Kevlar fabric's surface treatment, and Kevlar ratio on the impact and tensile properties of prepared composite materials were studied to determine the optimal preparation conditions of these composites. According to the experimental results, the optimal ratio of epoxy to impregnate the used Kevlar-49 fabric and E-glass fabrics was 50 %wt and 35 %wt, respectively. Despite the low cost and the ease of using hand lay-up method for preparing composite materials, composites' quality may not be as stable as in the automatic production methods. On the other hand, the production capacity and rate are low. Based on FTIR, impact test and tensile test results, the surface treatment of Kevlar fibers was successful in improving the mechanical properties of the Kevlar fibers/ epoxy composite materials.
It was observed that treating Kevlar fibers with 20% phosphoric acid for 2 hours was not the optimal treatment when we seek to improve the tensile properties of Kevlar fibers/ epoxy composite materials using Kevlar fabric layers. It was noticed that cleaning and heat treating of Kevlar fabrics also improve the mechanical properties of the composite materials. Generally, Kevlar surface modification with phosphoric acid is suitable in batch manufacturing processes, but it adds production costs and may generate harms to the environment. The interfacial reinforcing mechanism between Kevlar fibers and epoxy can be summarized as follows: 1) mechanical bonding and interlocking between surface fibers bites and epoxy resin; 2) Van der Waals binding induced by increased surface area of Kevlar fibers; 3) chemical bonds between the generated Kevlar fiber surface chemical groups and epoxy matrix such as hydrogen and covalent bonds.
The prepared Kevlar/glass/epoxy hybrid composite materials often show intermediate mechanical properties between those of Kevlar/epoxy composite materials and those of glass/epoxy composite materials, which means that it is feasible to prepare a wide range of these composite materials taking into consideration mechanical properties and economical considerations.
|
IRe |
Impact Resistance, KJ/m2 |
|
AE |
Absorbed Energy, J |
|
b |
Width, mm |
|
d |
Thickness, mm |
|
E |
Young’s modulus, MPa |
|
Greek symbols |
|
|
σf |
Tensile stress at break, MPa |
|
εf |
Tensile strain at break, dimensionless |
|
Subscripts |
|
|
K |
Kevlar |
|
G |
Glass |
|
Ep |
Epoxy |
|
PA |
Phosphoric Acid |
|
C |
Clean |
|
h |
hours |
|
min |
minutes |
- The raw data required to reproduce these findings are available to download from
[https://drive.google.com/file/d/1XlKuDP7i5TV8UB2aKCnt8zLLtQ4tdGZ6/view?usp=sharing].
- The processed data required to reproduce these findings are available to download from
[https://drive.google.com/open?id=1XlKuDP7i5TV8UB2aKCnt8zLLtQ4tdGZ6].
[1] Hearle, J.W. (2001). High-Performance Fibres. Woodhead Publishing.
[2] Wu, S.R., Sheu, G.S., Shyu, S.S. (1996). Kevlar fiber–epoxy adhesion and its effect on composite mechanical and fracture properties by plasma and chemical treatment. Journal of Applied Polymer Science, 62(9): 1347-1360. https://doi.org/10.1002/(SICI)1097-4628(19961128)62:9%3C1347::AID-APP5%3E3.0.CO;2-H
[3] Li, G., Zhang, C., Wang, Y., Li, P., Yu, Y.H., Jia, X.L, Liu, H.Y., Yang, X.P., Xue, Z.M., Ryu, S. (2008). Interface correlation and toughness matching of phosphoric acid functionalized Kevlar fiber and epoxy matrix for filament winding composites. Composites Science and Technology, 68(15-16): 3208-3214. https://doi.org/10.1016/j.compscitech.2008.08.006
[4] Weinberg, A., Schwartz, P. (1987). Effect of fibre volume fraction on the strength of Kevlar-29/epoxy strands. Journal of Materials Science Letters, 6(2): 183-184. https://doi.org/10.1007/bf01728979
[5] Mittelman, A., Roman, I. (1990). Tensile properties of real unidirectional Kevlar/epoxy composites. Composites, 21(1): 63-69. https://doi.org/10.1016/0010-4361(90)90099-I
[6] Sathishkumar, T.P., Satheeshkumar, S., Naveen, J. (2014). Glass fiber-reinforced polymer composites–a review. Journal of Reinforced Plastics and Composites, 33(13): 1258-1275. https://doi.org/10.1177/0731684414530790
[7] Park, S.J., Jin, J.S. (2001). Effect of silane coupling agent on interphase and performance of glass fibers/unsaturated polyester composites. Journal of Colloid and Interface Science, 242(1): 174-179. https://doi.org/10.1006/jcis.2001.7788
[8] Zhao, J. (2013). Effect of surface treatment on the structure and properties of para-aramid fibers by phosphoric acid. Fibers and Polymers, 14(1): 59-64. https://doi.org/10.1007/s12221-013-0059-x
[9] Kong, H.J., Sun, H., Chai, J., Ding, H.Q., Ding, X.M., Qiao, M.M., Yu, M.H., Zhang, Y.F. (2019). Improvement of adhesion of Kevlar fabrics to epoxy by surface modification with acetic anhydride in supercritical carbon dioxide. Polymer Composites, 40(S1): E920-E927. https://doi.org/10.1002/pc.25100
[10] Kalantar, J., Drzal, L.T. (1990). The bonding mechanism of aramid fibres to epoxy matrices. Journal of Materials Science, 25(10): 4186-4193. https://doi.org/10.1007/BF00581071
[11] Sandesh, K.J., Umashankar, K.S., Manujesh, B.J., Thejesh, C.K., Kumar, N.M. (2016). Mechanical characterisation of Kevlar/glass hybrid reinforced polymer composite laminates. Int. Adv. Res. J. Sci. Eng. Technol., 3(12): 90-97. https://doi.org/10.17148/IARJSET.2016.31218
[12] Qiu, Y., Schwartz, P. (1993). Micromechanical behavior of Kevlar-149/S-glass hybrid seven-fiber microcomposites: I. Tensile strength of the hybrid composite. Composites Science and Technology, 47(3): 289-301. https://doi.org/10.1016/0266-3538(93)90037-H
[13] Araldite® LY 5052/Aradur® 5052 technical data sheet, (2012). cold curing epoxy system. www.huntsman.com, accessed on Jul. 9, 2020.
[14] Day, R.J., Lovell, P.A., Wazzan, A.A. (2001). Thermal and mechanical characterization of epoxy resins toughened using preformed particles. Polymer International, 50(8): 849-857. https://doi.org/10.1002/pi.690
[15] Tyagi, S., Kumar, M.S., Rakesh, M. (2018). Experimental and numerical analysis of tensile strength of unidirectional glass/epoxy composite laminates with different fiber percentage. IJAER, 13(15): 12157-12160.
[16] Jacox, M.E. (2003). Vibrational and electronic energy levels of polyatomic transient molecules. Supplement B. Journal of Physical and Chemical Reference Data, 32(1): 1-441. https://doi.org/10.1063/1.556017
[17] Yan, H., Li, J., Tian, W., He, L., Tuo, X., Qiu, T. (2016). A new approach to the preparation of poly (p-phenylene terephthalamide) nanofibers. RSC Advances, 6(32): 26599-26605. https://doi.org/10.1039/C6RA01602B
[18] Fan, W., Tian, H.X., Wang, H.H., Zhang, T., Yang, X., Yu, Y., Meng, X., Yu, X.C., Yuan, L.J., Xu, B.G., Wang, S.J. (2018). Enhanced interfacial adhesion of aramid fiber III reinforced epoxy composites via low temperature plasma treatment. Polymer Testing, 72: 147-156. https://doi.org/10.1016/j.polymertesting.2018.10.003
[19] Lee, S.M. (1992). Handbook of Composite Reinforcements. John Wiley & Sons.