Influence of the Nonwoven Biocomposite’s Microstructure on Its Hygromechanical Behaviour
Influence de la Microstructure d’un Biocomposite Non-tissé sur Son Comportement Hygromécanique

Victor Gager* | Antoine Le Duigou | Alain Bourmaud | Floran Pierre | Karim Behlouli | Christophe Baley
OPEN ACCESS
This study aims to investigate the evolution of hygromechanical properties of flax nonwoven PP composites in a wide range of environmental Relative Humidity (RH) conditions (10, 33, 50, 75 and 98 % RH). The influence of the fibre nature (glass or flax) and porosity (Φ=5, 30, 50 %) is assessed to improve our understanding of the in-service mechanical behaviour of these composites. Flax nonwoven/PP have a complex mechanical behaviour which only becomes amplified at high moisture contents. However, Relative Humidity variations do not affect the performances of glass/PP composites mechanical, whereas the tangent modulus and strain at rupture of flax/PP composites are strongly modified. Interestingly, stress at yield exhibits an improvement with increasing moisture content.
RÉSUMÉ :
Cette étude a pour objectif d’étudier l'évolution des propriétés hygromécaniques des composites non-tissés de lin/polypropylène dans une large gamme d'humidités relatives (HR) (10, 33, 50, 75 et 98 %). L'influence de la nature des fibres (verre ou lin) et de la porosité (Φ=5, 30, 50 %) est évaluée afin d’améliorer notre compréhension du comportement mécanique lors de l’usage de ces composites. Les non-tissés de lin/PP ont un comportement mécanique complexe qui n’est amplifié qu'avec un taux d'humidité élevé. Alors que les performances mécaniques des composites verre/PP ne sont pas impactées par la variation d’humidité relative, le module tangent et la déformation à l’écoulement des composites lin/PP sont largement modifiés. Il est intéressant de noter que la contrainte maximum augmente dans un premier temps avant de stabiliser avec de forts taux d'humidités.
biocomposites, nonwovens, flax fibres, glass fibres, moisture, swelling, mechanical properties
Mots-clés :
biocomposites, non-tissés, fibres de lin, fibres de verre, humidité, gonflement, propriétés mécaniques
En raison de la prise de conscience et des politiques environnementales, les biocomposites non-tissés suscitent un intérêt croissant dans l'industrie automobile au cours des dernières décennies [1]. En effet, afin de se conformer aux réglementations et normes [2], les constructeurs automobiles sont tenus de réduire la consommation de carburant des véhicules par tous les moyens possibles. Cela est possible avec l’amélioration des moteurs, de l'aérodynamique des véhicules ainsi que par la réduction du poids du véhicule. Afin de réduire le poids des véhicules et donc la consommation globale de carburant [3], de nombreuses recherches sont menées sur des matériaux plus légers et notamment sur les fibres végétales. Celles-ci présentent un coût économique souvent attractif, une faible densité, une rigidité spécifique élevée, une bonne capacité d'absorption du son et des vibrations ainsi que de bonnes capacités de recyclabilité. Elles représentent donc un renfort très intéressant pouvant être utilisé pour substituer les fibres synthétiques dans les matériaux composites [4-7].
Si les composites renforcés par des fibres végétales extrudées ou injectées sont utilisés dans l'industrie automobile [8, 9], les non-tissés représentent également un marché important ; Constitués de fibres libériennes (lin, jute, kénaf, chanvre, etc.) et de polypropylène, ils sont transformés par thermocompression pour être principalement utilisés dans la fabrication de pièces d’habillage intérieur automobile. Ces matériaux offrent une bonne déformabilité, des cycles de transformation courts, un coût de matière première limité, permettent une bonne recyclabilité et permettent de fournir aux matériaux une combinaison intéressante de propriétés acoustiques et mécaniques [10-12]. En effet à partir d'un même semi-produit, il est possible de contrôler la porosité au sein du matériau (de 5 à 60 %) en modifiant le taux de compression durant le process et ainsi couvrir une large gamme d'applications. Une porosité élevée (60 %) est idéale pour assurer de bonnes propriétés acoustiques grâce à un réseau de porosité qui tend à disperser et atténuer les ondes acoustiques [13]. D'un point de vue mécanique, il y a une dégradation des propriétés avec l’augmentation de la porosité. Pour une architecture donnée, les propriétés d’un matériau composite vont dépendre de la combinaison de trois facteurs : le renfort, la matrice et les propriétés interfaciales fibre/matrice [14]. D’après Merotte et al. [15], ces facteurs contribuent différemment aux propriétés mécaniques du composite en fonction de la porosité du matériau. En effet, à faible taux de porosité, l'amélioration des propriétés interfaciales n’a que peu d'influence sur les propriétés mécaniques du composite, tandis qu’avec un matériau plus poreux, l'interface fibre/matrice a un impact plus important.
Dans l'industrie automobile, les matériaux doivent non seulement conférer des propriétés acoustiques et mécaniques, mais aussi être durables pendant toute la durée de vie du véhicule (avec des variations de température et d'humidité). Certains travaux ont mis en évidence les variations de température à l'intérieur des véhicules pour différentes conditions météorologiques dans plusieurs lieux. À Athènes (Grèce), la température maximale mesurée à l'intérieur des véhicules entre avril et août 2007 a varié entre 41 °C et 76 °C [16], tandis que pendant la période estivale en Australie occidentale, la température intérieure des voitures en stationnement variait entre 15 °C et 70 °C selon l'heure du jour, la couleur et l'orientation [17] du véhicule. Ces dernières études montrent que les températures à l'intérieur du véhicule peuvent être supérieures de plus de 20 °C à la température ambiante. A l’inverse, une température intérieure de 1 °C a été enregistrée en République tchèque en janvier [18]. Les variations de température sont indéniablement couplées à des variations d'humidité.
Même si les composites non-tissés renforcés par des fibres végétales sont suffisamment performants pour concurrencer les composites en fibres de verre, leur sensibilité aux fortes variations de températures et d'humidité peuvent limiter leur utilisation, notamment lorsque des fonctions mécaniques sont requises. Ce phénomène constitue un frein majeur dans le développement de produits innovants et doit donc être étudié et compris afin de palier à ce problème.
Ce problème est assez complexe en raison du couplage des phénomènes thermiques, hygroscopiques et mécaniques. Pour mieux comprendre les phénomènes en cause, il faut découpler les comportements thermiques et hygroscopiques des matériaux. Cet article se concentre sur l'effet de la variation du taux d'humidité sur le comportement hygromécanique des composites non-tissés à une température constante. Dans cette étude, nous étudions l'influence du type de fibre (verre et du lin) ainsi que l'effet de la microstructure induite par la porosité. Ainsi, le comportement mécanique et les propriétés des composites non-tissés sont étudiés sur une plage représentative de cinq teneurs en humidité. Ces résultats sont combinés à des observations au microscope électronique à balayage.
2.1 Matériaux utilisés
Des filasses de lin (Linum usitatissimum) de la variété Eden ont été utilisées dans cette étude. Cultivé en Normandie dans des conditions météorologiques normales [5], le lin a été roui au champs avant d’être teillé mécaniquement. Les fibres de verre E ont également été utilisées pour comparaison avec le lin. Ces fibres ont été utilisées comme renfort dans le non-tissé et combinées avec du polypropylène brut (PP). Les non-tissés ont été fabriqués par la technologie de cardage-nappage-aiguilletage [19] par Eco-technilin SAS (Normandie, France). Les produits ont une masse surfacique de 300 ± 30 g/m² avec un taux massique de renfort de l’ordre de 50 %, conformément aux exigences industrielles.
2.2 Fabrication des composites
Les non-tissés ont été transformés par thermocompression avec une presse hydraulique (LabTech Scientific 50T) afin d’obtenir des plaques de 20 x 20 cm². L'épaisseur de la plaque a été fixée à 2 mm grâce à l’utilisation de cales. Par souci de cohérence avec les procédés de transformation industriels, les préformes n'ont pas été séchées avant transformation. Les plis superposés ont été pressés à chaud à 200 °C et 20 bars pendant 4 minutes avant d'être refroidis à 50 bars pendant 3 minutes supplémentaires. Pour obtenir différents taux de porosité, la quantité de plis de non-tissés dans le moule a été ajustée (de 2 à 8 plis). Cependant, même si le taux de porosité peut être contrôlé, il est difficile de contrôler l'emplacement, la forme et la distribution de la taille des porosités [13].
2.3 Porosités
Trois taux de porosité ont été ciblés : 5, 30 et 50 %. Ces derniers ont été contrôlés conformément à la norme ASTM D2734-09. Le poids et les dimensions des plaques ont été mesurés afin de déterminer le taux de porosité à l'aide de l'équation suivante :
$\Phi=1-\cdot \rho_{c}\left(\left(1-w_{f} / \rho_{m}+w_{f} / \rho_{f}\right)\right.$ (1)
Où Φ est la porosité, $\rho_{c}, \rho_{m}$ and $\rho_{f}$ sont les densités du composite, de la matrice et des fibres, respectivement, et wf est le taux massique de fibres. Au préalable, les densités des fibres de renfort et du polypropylène ont été déterminées par la méthode de pesée dans l'air et dans l'éthanol selon la norme ISO 1183-1.
2.4 Conditionnement des composites
Les composites ont été séchés dans une étuve à 105 °C pendant 15 heures pour éliminer le maximum d'eau libre et d’eau liée du matériau [20]. Des échantillons ont ensuite été placés dans des enceintes climatiques à humidité contrôlée à 23 °C avec différents niveaux d'humidité relative (10, 33, 50, 75 et 98 % HR). Différentes solutions salines saturées ont été utilisées pour maintenir une humidité relative constante dans chaque enceinte climatique [21].
2.5 Mesure de sorption et de gonflement
Des échantillons de dimensions 20 mm x 20 mm² ont été découpés dans les plaques composites. L'épaisseur des échantillons a été fixée à 2 mm. Tous les échantillons ont été marqués avec trois points pour chaque mesure dimensionnelle : épaisseur, largeur et longueur.
Les échantillons ont été pesés et mesurés directement après séchage avant d’être placés dans les enceintes climatiques. Les variations de masse et de dimensions ont été vérifiées jusqu'à saturation. Des mesures gravimétriques ont été effectuées pour suivre l'absorption d’humidité des biocomposites au cours du temps. Pour ce faire, cinq échantillons de chaque taux de porosité ont été placés dans une chambre climatique (Memmert) à 90 % HR et 23 °C. Des mesures ont d'abord été effectuées toutes les heures, puis l'intervalle de temps a été progressivement augmenté jusqu'à 1 jour en fonction du taux d'absorption d'eau des échantillons. La prise de masse Mf est calculée comme suit :
$M_{f}=\frac{W_{s}-W}{W_{0}} \times 100$ (2)
Où Ws et W0 sont respectivement la masse de l'échantillon après stabilisation et la masse du matériau à l’état sec. Une balance scientifique de haute précision FisherbrandTM d'une précision de 10-4g a été utilisée pour les mesures des masses.
Le gonflement est calculé de la même manière que le gain de poids, en déterminant le rapport entre les dimensions à l'état humide et sec à l'aide d'un micromètre numérique Mitutoyo IP65 0-25 mm avec une précision de 10-3 mm.
2.6 Caractérisation des propriétés mécaniques
Des essais de traction statique ont été réalisés sur les matériaux à l'aide d'une machine d'essai INSTRON 5566A équipée d'un capteur de force de 10 KN et d'un extensomètre INSTRON d'une longueur nominale de 25 mm. Les essais ont été réalisés sur des éprouvettes en forme « haltère » en atmosphère contrôlée (23 °C et HR 50 %), selon la norme ISO 527. Au moins sept échantillons ont été testés avec une vitesse de traction de 1 mm.min-1. Le module de traction a été calculé dans la partie linéaire de la courbe contrainte-déformation, au début de la charge entre 0,05 % et 0,1 % [15].
2.7 Microscopie électronique à balayage
Des observations au microscope électronique à balayage ont été réalisées sur des coupes transversales de composites non-tissés. Les échantillons ont été recouverts d'une fine couche d'or par pulvérisation cathodique avec un métaliseur Edwards avant d’être analysés avec un MEB Jeol JSM 6460LV à 20 kV.
3.1 Description de la microstructure des matériaux
Le Tableau 1 présente les principales caractéristiques des plaques composites fabriquées. En raison de la différence de densité des fibres, les taux volumiques des fibres sont plus faibles pour les composites non-tissés verre/PP que pour le lin/PP. Pour le lin/PP, les taux volumiques des fibres varient entre 34 % et 17,4 % avec l’augmentation de la porosité de 5 à 50 % alors que les valeurs du verre/PP varient de 23,6 % à 10,4 %.
Les non-tissés fabriqués par cardage-nappage-aiguilletage ne sont pas des matériaux purement isotropes puisque les fibres présentent une orientation préférentielle causée par le procédé [19]. Le rapport d'anisotropie met en évidence la nature anisotrope du matériau et correspond au rapport entre le module tangent dans le sens longitudinal et transverse. Pour des matériaux isotropes, le rapport d'anisotropie est égal à 1, ce qui n'est pas le cas pour les matériaux étudiés ici, qui donnent un rapport d'environ 1,2 pour le lin/PP et 1,9 pour le verre/PP. Comme les fibres de lin et de verre présentent des propriétés et des morphologies différentes, elles ne réagissent pas de la même manière lors de la fabrication (rupture, courbure, etc.). De plus, les paramètres de production ne sont pas exactement les mêmes pour les deux matières et, par conséquent, les fibres ne sont pas orientées de la même façon dans les non-tissés, ce qui entraîne des différences entre les rapports d'anisotropie des composites lin/PP et verre/PP non-tissés. Même avec des rapports d'anisotropie d'environ 1,2, les matériaux peuvent être considérés comme quasi-isotropes par rapport aux composites unidirectionnels lin/PP qui présentent un rapport d'anisotropie d'environ 17 pour un Wf =0,57 [22].
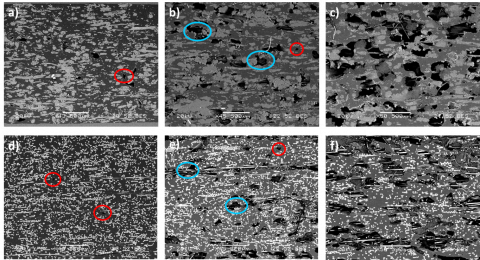
Les taux de porosité sont fixés à 5, 30 et 50 % avant fabrication des composites afin de couvrir un large panel d’application des non-tissés. La Figure 1 montre des images au MEB des coupes transversales des matériaux. Il est possible de voir qu'à un faible niveau de porosité (Φ=5 %), les pores se situent principalement dans la matrice et à l'interface fibre/matrice. La porosité interfaciale est créée pendant la mise en œuvre du composite en raison d'un mauvais mouillage des fibres avec du polypropylène et du gonflement/retrait différentiel des matériaux, tandis que la porosité matricielle peut être causée par l’emprisonnement d’air [23]. À Φ=30 %, les vides sont plus grands et situés autour des faisceaux de fibres, même s'ils ne semblent pas être reliés entre eux. À Φ=50 %, la plupart des fibres sont encore noyées dans la matrice, mais les pores sont plus gros et commencent à s'interconnecter, créant un réseau tortueux de porosité [13]. Dans l'ensemble, les mêmes observations peuvent être faites en ce qui concerne la microstructure des composites non-tissés verre/PP. Cependant, comme les fibres de verre sont plus individualisées et moins sensibles aux variations des conditions environnementales, la porosité d'interface dans les composites verre/PP est moins bien développée et les vides sont surtout observés au sein de la matrice.
Tableau 1. Caractéristiques des composites mis en œuvre. Figurent les taux massique (Wf) et volumique (Vf) de fibres, la densité, porosité (Φ) ainsi que les rapports d'anisotropie des composites lin/PP et verre/PP
|
Matériau |
Wf (%) |
Vf(%) |
Densité [g/cm3] |
Porosité (%) |
Rapport d’anisotropie |
|
Lin/PP ϕ =5 % Lin/PP ϕ=30 % Lin/PP ϕ=50 % |
48,1 ± 0,1 |
34,1 ± 0,1 23,5 ± 0,1 17,4 ± 0,1 |
1,01 ± 0,01 0,74 ± 0,01 0,56 ± 0,03 |
6,9 ± 1,3 32,3 ± 1,2 48,3 ± 2,8 |
1,2 ± 0,1 1,2 ± 0,1 1,2 ± 0,1 |
|
Verre/PP ϕ=5 % Verre/PP ϕ=30 % Verre/PP ϕ=50 % |
49,6 ± 0,1 |
23,6 ± 0,1 15,7 ± 0,1 10,4 ± 0,1 |
1,24 ± 0,01 1,01 ± 0,01 0,67 ± 0,03 |
5,4 ± 1,0 29,8 ± 2,6 49,5 ± 2,1 |
1,9 ± 0,3 1,8 ± 0,2 2,1 ± 0,3 |
Les taux de porosité sont fixés à 5, 30 et 50 % avant fabrication des composites afin de couvrir un large panel d’application des non-tissés. La Figure 1 montre des images au MEB des coupes transversales des matériaux. Il est possible de voir qu'à un faible niveau de porosité (Φ=5 %), les pores se situent principalement dans la matrice et à l'interface fibre/matrice. La porosité interfaciale est créée pendant la mise en œuvre du composite en raison d'un mauvais mouillage des fibres avec du polypropylène et du gonflement/retrait différentiel des matériaux, tandis que la porosité matricielle peut être causée par l’emprisonnement d’air [23]. À Φ=30 %, les vides sont plus grands et situés autour des faisceaux de fibres, même s'ils ne semblent pas être reliés entre eux. À Φ=50 %, la plupart des fibres sont encore noyées dans la matrice, mais les pores sont plus gros et commencent à s'interconnecter, créant un réseau tortueux de porosité [13]. Dans l'ensemble, les mêmes observations peuvent être faites en ce qui concerne la microstructure des composites non-tissés verre/PP. Cependant, comme les fibres de verre sont plus individualisées et moins sensibles aux variations des conditions environnementales, la porosité aux interfaces est moins importante et les pores sont surtout observés au sein de la matrice.
Figure 1. Images MEB des coupes transversales des composites fabriqués avec différentes porosités- a) lin/PP Φ=5 % ; b) lin/PP Φ=30 % ; c) lin/PP Φ=50 % ; d) verre/PP Φ=5 % ; e) verre/PP Φ=30 % ; f) verre/PP (=50 %). Les cercles rouges représentent la porosité matricielle et les cercles bleus la porosité interfaciale fibre/matrice
3.2 Sorption
La Figure 2 montre les courbes isothermes de sorption obtenues à partir de mesures de sorption d'humidité sur différents matériaux à saturation. Toutes les courbes des matériaux contenant des fibres végétales montrent une forme sigmoïdale qui est typique des matériaux cellulosiques [24]. Plusieurs études portant sur les fibres cellulosiques ont utilisé différents modèles pour prédire et décrire les isothermes de sorption [25–27]. Trois domaines de sorption peuvent être identifiés : en dessous de 0,15 d'activité en eau (aw), l'adsorption monocouche a lieu selon le mode de Langmuir dans lequel l'eau est absorbée par la paroi cellulaire et liée aux groupes OH. Le second domaine, dont l'activité en eau varie de 0,15 à 0,7, est défini par la formation d'eau multicouche dans les micro-capillarités, correspondant au mode de Henry. Enfin, au-dessus de 0,7 aw, un amas d’eau commence à seformer et la condensation capillaire devient dominante, c’est la sorption de type agglomération. La concentration de l'eau entraîne un relâchement des vides existants et entraîne un gonflement du matériau, ouvrant ainsi de nouveaux sites disponibles pour la sorption de l'eau [28].
Figure 2. Isothermes de sorption de l'eau pour les fibres brutes de lin et de verre a) ainsi que pour les composites non tissés lin/PP et verre/PP avec une porosité de 5, 30 et 50 % (Φ) b). Les courbes sont obtenues en ajustant les valeurs expérimentales au modèle de Park
La Figure 2.a montre que l'absorption d'humidité des fibres de lin brutes augmente progressivement avec l'activité de l'eau jusqu'à une valeur maximale de 23,2 ± 2,2 % à 0,98 aw, ce qui est conforme aux résultats trouvés dans la littérature [29]. Au contraire, les fibres de verre sont beaucoup moins sensibles à l'humidité et ne présentent qu'une légère augmentation de l'absorption (0,72 ± 0,08 %) à forte activité en eau. Cette sorption est potentiellement due à la présence de composants ’ensimage des fibres de verre permettant des liaisons avec des molécules d’eau [30]. Les comportements des fibres sont transférés aux comportements des composites comme le montre la Figure 2.b. Les matériaux renforcés de fibres végétales présentent également des courbes de forme sigmoïde mais avec des valeurs inférieures à celles des fibres brutes en raison de la présence de la matrice polypropylène qui est un polymère apolaire à sorption d'eau très limitée [31]. Il est intéressant de noter que l'absorption d'humidité n'est pas exactement liée au taux massique de fibres dans le composite, mais est légèrement inférieure, ce qui indique que l'effet restrictif de la matrice pourrait limiter la sorption des fibres [32]. De plus, on remarque une légère différence d’absorption d'humidité en fonction de la porosité. En effet, à 0,98 d'activité en eau, pour un faible taux de porosité (Φ=5 %), l'absorption d'humidité saturée est d'environ 8,0 ± 0,1 % et augmente lorsque la porosité augmente avec 9,4 ± 0,2 et 9,5 ± 0,1 % de teneur en eau pour Φ=30 et 50 % respectivement. Comme décrit dans le paragraphe 3.1, les fibres sont moins imprégnées par la matrice avec l'augmentation de la porosité, ce qui pourrait leur permettre d'être plus accessibles à l’eau.
Pour les composites verre/PP, une quantité très limitée d'humidité est absorbée à 0,98 d'activité en eau et la porosité ne semble pas influencer cette absorption. En effet, la teneur en eau dans le matériau après stabilisation est d'environ 0,50 ± 0,03 % quelle que soit la porosité.
Figure 3. Absorption d'humidité des composites non-tissés lin/PP avec 5, 30 et 50 % de porosité en fonction de la racine carrée du temps
Les cinétiques de sorption à 90 % HR et 23 °C sont représentées par la Figure 3 pour les composites non-tissés de lin. Dans ce cas, la porosité joue un rôle important car l'équilibre est nettement plus rapide pour les matériaux à porosité élevée. Les coefficients de diffusion sont déterminés à partir de la loi de Fick et l’équation suivante [33] :
$D=\frac{\pi}{\left(4 M_{S}\right)^{2}} \times\left(\frac{M_{t} \times h}{\sqrt{t}}\right)^{2}=\frac{\pi \times k^{2}}{\left(4 M_{S}\right)^{2}}$ (3)
Où Ms représente l'absorption d'eau à saturation, k est la pente de la partie linéaire de la courbe$M_{t}=f(\sqrt{t} / h$), Mt et h étant respectivement l'absorption d'humidité au temps t et l'épaisseur de l’échantillon. À Φ=30 %, le coefficient de diffusion est douze fois plus élevé (avec D environ 53,8×10-12 m2/s) qu'à Φ=5 % (D=4,3×10-12 m2/s). La différence est encore plus grande entre les deux niveaux de porosité extrême, avec D (Φ50%)=172,1×10-12 m2/s. Lorsque la porosité est faible, l’eau est d'abord diffusée par les surfaces et les arrêtes, puis par le réseau de fibres. Par conséquent, les composites non-tissés lin/PP avec Φ=5 % n'atteignent la saturation en humidité qu'après 15 jours. Avec l'augmentation de la porosité, les porosités à l'intérieur du composite facilitent la diffusion de l'humidité [34] et il ne faut que 18 et 9 heures pour atteindre l'équilibre pour Φ=30 et 50 %, respectivement. Ainsi, les taux de diffusion et de transport d'humidité sont significativement différents entre 5 et 30/50 % de porosité et sont fortement influencés par la microstructure du matériau.
3.3 Hygroexpansion
Les Figures 4 a et b présentent les variations dimensionnelles des biocomposites en fonction de la teneur en eau. La Figure 4.a montre l'expansion hygroscopique en trois dimensions en fonction de la teneur en humidité, Seul le composite lin/PP avec Φ=5 % est représentés car les autres types de microstructures (lin/PP) présentent un comportement similaire. Il est intéressant de noter que le gonflement hors plan est bien plus élevé que celui dans le plan en raison de l'orientation des fibres dans le composite. En effet, le gonflement anisotrope des fibres végétales et le fait que ces dernières soient orientées de façon quasi-isotropes réduit le gonflement dans le plan. Almgren et al. [35] ont également publié des résultats similaires, pour les composites renforcés par des fibres courtes de bois orientées aléatoirement, aucune expansion hygroscopique dans le plan n'est observée. Au contraire, pour des composites unidirectionnels lin/MAPP (Vf=60 %), un gonflement transverse a été observé pour des essais d’immersion conduisant à des valeurs d'hygroexpansion allant jusqu'à 3,3 % [36]. Ceci démontre que la distribution de l'orientation des fibres a un impact sur la stabilité dimensionnelle du composite lorsqu’il est soumis à des variations d'humidité.
On assiste cependant à un gonflement hors plan car la plupart des fibres sont orientées dans le plan dans toute l'épaisseur du matériau (Figure 4.a). Certaines études [37, 38] proposent une relation linéaire entre le gonflement et la teneur en eau pour les composites renforcés par des fibres végétales mais cela est fortement discutable et des recherches supplémentaires sont nécessaires pour confirmer cette hypothèse. L'expansion hygrométrique hors plan de Φ=5 % lin/PP est représentée à la Figure 4.b et comparée aux autres microstructures ainsi qu'aux composites verre/PP. Ces derniers ne présentent pas de gonflement hors-plan significatif. Pour les non-tissés composites lin/PP, on note que, jusqu'à des valeurs MC de 4 %, l'évolution du gonflement en fonction de la teneur en eau suit la même tendance quelle que soit la porosité, et les différences n'apparaissent qu'aux teneurs en eau plus élevées pour Φ=5 %. Comme décrit précédemment, la teneur en eau est plus élevée pour les composites lin/PP à porosité élevée que pour les composites lin/PP à faible porosité, mais l'hygroexpansion est similaire et se stabilise à environ 6,5 % pour les trois microstructures. Cela suggère que l'excès d'eau se trouverait dans les porosités sous forme d'eau libre et que, par conséquent, elle n'entraîne pas de gonflement du matériau. Cependant, à notre connaissance, aucune information n'est actuellement disponible sur les biocomposites à porosité élevée et des études complémentaires sont nécessaires pour étudier plus en détail les variations dimensionnelles et les phénomènes de gonflement.
Figure 4. Variations dimensionnelles en fonction de la teneur en eau du composite lin/PP Φ=5 % dans les directions longitudinale (x), transversale (y) et hors plan (z) a). Comparaison du gonflement hors plan en fonction de la teneur en eau des composites renforcés de fibres de verre et de lin avec différentes porosités (5, 30, 50 %) b)
3.4 Propriétés hygromécanique
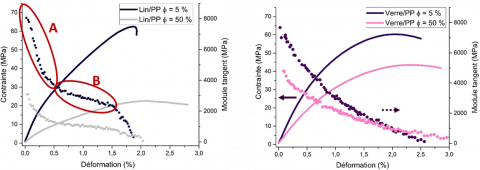
La Figure 5 montre les courbes typiques de contrainte-déformation en traction (lignes pleines) obtenues lors des essais de traction (23 °C, 50 % HR) et les courbes d’évolution du module en fonction de la déformation (lignes pointillées) pour les composites Φ=5 et 50 % lin/PP (Figure 5.a) et verre/PP (Figure 5.b).
Figure 5. Comportement en traction des composites non-tissés a) lin/PP et b) verre/PP à 5 % et 50 % de porosité. Les lignes pleines représentent les courbes contrainte-déformation et les lignes pointillées l'évolution du module tangent pendant les essais à 23 °C et 50 % RH. Les zones rouges A et B de la figure a) sont utilisées pour mettre en évidence les mécanismes d'endommagement dans le matériau
Les composites renforcés par des fibres de lin et de verre présentent des comportements mécaniques différents caractérisés par une courbe de module tangent avec deux pentes distinctes pour le lin et une diminution presque monotone du module tangent pour le verre. La première partie de la courbe (A sur la Figure 5.a) représente la dégradation causée par la rupture des fibres, des faisceaux de fibres et de la matrice ainsi que par le déchaussement fibres/matrices, tandis que la deuxième partie (B) correspond à la friction post-déchaussement fibres/matrices et au glissement du réseau fibreux. Les différences peuvent être dues non seulement à la nature des fibres de lin, qui présentent un comportement non linéaire [39], mais aussi à la faible individualisation des fibres de lin, qui pourrait entraîner une rupture de l’interface fibre/fibre suivie par un glissement des fibres [40]. La définition d'un module tangent pour les composites non-tissés est loin d'être simple, comme cela a déjà été discuté dans la littérature [13] car celui-ci diminue progressivement avec l'allongement sans stabilisation, quelle que soit le type de fibre ou le taux de porosité.
Pour les composites lin/PP et verre/PP, la porosité a un impact sur le comportement en traction à HR=50 %, avec une perte d'énergie dissipée (diminution de la surface sous la courbe) pour une porosité accrue. Les Figures 5.a et 5.b montrent que les propriétés sont équivalentes pour le lin/PP et le verre/PP à Φ=5 %, mais pas à Φ=50 %, ce qui suggère que l'effet de la microstructure est plus marqué pour les composites de lin en raison de la nature de la fibre.
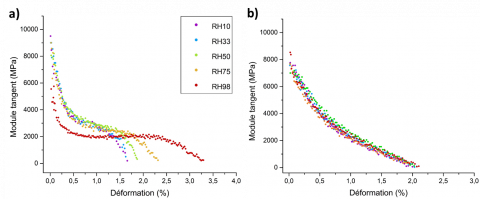
Figure 6. Influence de l'humidité relative sur l'évolution du module tangent des composites non-tissés. Les différents taux de RH sont représentés par le code couleur (10 % HR : violet ; 33 % HR : bleu ; 50 % HR : vert ; 75 % HR : orange ; 98 % HR : rouge). Les figures 6 a) et b) représente l'évolution du module tangent des composites non-tissés avec une porosité de 5 % de lin/PP et verre/PP, respectivement
En résumé, à mesure que la porosité augmente, la transition entre la rupture et le glissement des fibres est plus rapide (déplacement de A vers des valeurs de déformation inférieures) parce qu'il y a moins de rupture des fibres. Les fissures se propagent à travers les pores et les fibres sont retirées de la matrice lorsque les liaisons interfaciales sont rompues. On observe une friction post-déchaussement plus faible puisque moins de fibres sont présentes dans le composite.
La Figure 6 illustre l'influence de l'humidité relative sur le comportement en traction des composites non-tissés. Comme le montre la Figure 6.b, la variation d'humidité relative n'affecte pas le comportement des composites verre/PP car toutes les courbes se chevauchent et aucun effet significatif de l'humidité n'est observé avec une porosité croissante. La stabilité du comportement mécanique est un avantage majeur pour les applications industrielles, ce qui rend ces matériaux attrayants.
Le comportement des composites lin/PP est légèrement affecté par les variations d'humidité. Comme le montrent les Figures 6.a, le comportement mécanique des composites lin/PP avec Φ=5 % reste similaire jusqu'à 75 % HR, seule la fin des courbes est légèrement modifiée due à un allongement plus prononcé reflétant un comportement moins fragile. Quelle que soit la porosité, le comportement ne commence à être modifié qu'à très haute HR, ici 98 % HR. En effet, la transition entre les deux parties de courbe apparait à un allongement plus faible et le module se stabilise ensuite avant le début de la rupture progressive. La chute rapide du module tangent représenté par la première partie de la pente pourrait être due à des variations des propriétés des fibres de lin ainsi qu'à la rupture de l’interface fibre/fibre au sein du faisceau. On peut observer un ramollissement des fibres végétales soumises à une humidité relative élevée, provoquée par l'entrée de molécules d'eau dans le réseau cellulosique. Cela permet aux chaines de cellulose de se mouvoir plus librement, induisant une perte de rigidité de la structure de la cellulose, affectant également la rigidité des fibres végétales [41].
Le plateau de la courbe reflète une relation quasi linéaire entre le module tangent et la déformation, mettant en évidence un mécanisme de transfert de contraintes qui se produit essentiellement par friction. En effet, le polypropylène étant apolaire, il n'y a pas de liaison chimique à l’interface fibre/matrice et la pression adhésive est fortement induite par les contraintes thermiques et hygroscopiques [37].
L’évolution du comportement en traction des composites lin/PP et verre/PP avec l’humidité relative est similaire avec l’augmentation du taux de porosité et n’est donc pas présenté dans cette étude.
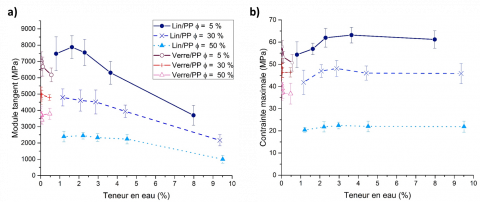
La Figure 7 représente la variation des propriétés en traction en fonction de la teneur en eau dans les composites non-tissés. Les composites à base de fibres de verre ne présentent aucun changement de propriétés mécaniques, ce qui est conforme aux résultats décrits dans les sections précédentes pour les variations de masse et de dimensions. Les composites lin/PP, en revanche, présentent des variations significatives, en particulier pour le module tangent et la déformation. Pour les trois taux de porosité testés dans cette étude, les tendances sont similaires pour toutes les microstructures. Le module tangent diminue progressivement avec la teneur en eau et diminue d'un facteur de deux sur la plage étudiée, sauf pour Φ=5 %, où il atteint une valeur maximale à une teneur en eau de 1,6 %. Le module tangent d'un matériau composite dépendant fortement des propriétés de ses composants et le polypropylène n'étant pas sensible à l'humidité, la variation observée ici être due à l'évolution des propriétés des fibres végétales et notamment au ramollissement causé par l'humidité. Des variations similaires ont été décrites dans la littérature pour des fibres de lin [42] ainsi que des composites unidirectionnels renforcés par des fibres de lin [43]. Par conséquent, la déformation augmente avec la diminution du module tangent avec la plastification des fibres de lin et du glissement du réseau fibreux.
La contrainte maximum, au contraire, n'est pas beaucoup influencée par la variation de la teneur en eau du matériau. Elle augmente dans un premier temps avec l'augmentation jusqu’à une teneur en eau d'environ 3 %, et tend à se stabiliser au-delà de ce point. Des études antérieures sur des fibres comme le lin et le chanvre ont montré que les fibres individuelles ont une résistance maximale à la traction entre 50 et 70 % d'humidité relative, mais qu'elle diminuait ensuite à des HR plus élevées [44-46]. Cependant, dans notre étude, la contrainte ne diminue pas à forte teneur en eau. Lorsqu'il est associé à une matrice polymère, le gonflement des fibres est réduit puisque la matrice joue un rôle contraignant qui crée des contraintes de compression radiale [32]. Le Duigou et al. [37] ont montré que l'augmentation de l'humidité augmente la contrainte radiale des composites lin/MAPP. Almgren et al. [47] ont également proposé cette hypothèse, affirmant que théoriquement, l'augmentation du taux d'humidité dans les biocomposites pourrait conduire à une augmentation de la contrainte de cisaillement interfacial (IFSS).
Comme le montre la Figure 7.c, la porosité n'affecte que les propriétés mécaniques initiales des composites non-tissés et ne semble pas modifier leur évolution avec les variations de la teneur en eau.
Figure 7. Évolution des propriétés en traction avec la teneur en eau des composites non tissés lin/PP et verre/PP avec une porosité de 5, 30 et 50 %. Évolution du module tangent a) et de la contrainte maximale b) en fonction de la teneur eau
Dans cette étude, nous rapportons l’évolution du comportement hygromécanique des composites non-tissés avec la variation du taux d'humidité. L’influence du type de fibre et du taux de porosité sur l'absorption d'eau, l'expansion hygroscopique ainsi que les comportements/propriétés en traction ont été évalués. Les composites lin/PP et verre/PP avec une porosité de 5, 30 et 50 % ont été conditionnés à cinq taux d'humidité relative différents (HR=10, 33, 50, 75 et 98 %) et à une température constante de 23 °C jusqu'à ce que la teneur en eau dans les matériaux soit stable. Les composites non-tissés en fibres de verre/PP ne présentent qu'une très faible absorption d'eau à forte humidité relative, ce qui pourrait être dû à l’ensimage des fibres de verre. Cependant, aucun impact n’est observé sur les dimensions ou les propriétés mécaniques des composites. Les fibres de verre et le polypropylène sont des matériaux connus pour être inertes à l'eau, il n'est donc pas surprenant que les variations d'humidité n'affectent pas leurs propriétés hygromécaniques. Cela est tout à fait différent lorsque le lin est utilisé comme renfort. Le taux de porosité dans le matériau impacte la cinétique de sorption en eau et le temps nécessaire pour que le matériau atteigne une teneur en eau à saturation qui varie de 9 heures à 15 jours avec l’augmentation du taux de porosité. En raison de la distribution quasi-isotrope des fibres dans le matériau, seul un gonflement hors plan est observé et celui-ci est identique pour les trois taux de porosité. Le comportement en traction est également affecté par l'augmentation de la teneur en eau, avec une rupture plus progressive suggérant une réorganisation structurelle avec un glissement du réseau fibreux. À 98 % HR, le comportement est fortement modifié avec une perte très rapide du module tangent suivie par l’apparition d'une zone linéaire probablement due à de la friction post-débordement constante avant une rupture progressive du matériau. Une évolution similaire est observée pour les trois différentes microstructures. Concernant les propriétés en traction, une diminution du module tangent et une augmentation de l’allongement sont observés avec l’augmentation de la teneur en eau, pouvant être attribué aux variations des propriétés mécaniques intrinsèques des fibres végétales ainsi qu'au réarrangement du réseau fibreux. La contrainte maximum observée est quant à elle relativement constante sur l'ensemble des humidités relatives testées. Les composites non-tissés sont principalement utilisés dans l'industrie automobile pour la fabrication de pièces intérieures de véhicules. Ces éléments sont soumis à la température, à l'humidité et aux contraintes mécaniques pendant le cycle de vie d'un véhicule. Dans ce contexte, la présente étude vise à mieux comprendre le comportement des composites non-tissés soumis aux variations d'humidité. Dans cette étude, les résultats ont été obtenus après avoir atteint l'équilibre de la teneur en eau, ce qui n’est probablement pas le cas pour des applications réelles où les conditions environnementales sont variables dans le temps.
|
HR |
Humidité relative |
|
|
PP |
Polypropylène |
|
|
w V M |
Taux massique Taux volumique Prise de masse |
|
|
W aw D k |
Masse d’un échantilon Activité en eau Coefficient de diffusion Partie linéaire de courbe |
|
|
Greek symbols
|
|
|
|
Φ |
Taux de porosité |
|
|
Subscripts |
|
|
|
f |
Fibre |
|
|
c |
Composite |
|
|
m s 0 t |
Matrix Etat stable Etat initial Temps |
|
[1] Chen, Y., Chiparus, O., Sun, L., Negulescu, I., Parikh, D.V., Calamari, T.A. (2005). Natural fibers for automotive nonwoven composites. J. Ind. Text., 35(1): 47-62. https://doi.org/10.1177/1528083705053392
[2] Krauss, G., Gu, Q., Feuerbacher, M., Steurer, W. (2009). Compressibility of Al64Pd30.4Fe5.6. ICQ10 Proceedings Part II. Zeitschrift für Kristallographie - Crystalline Materials, 224(1-2): 119-122 https://doi.org/10.1524/zkri.2009.1105
[3] Lotus Engineering. Inc. (2010). An Assessment of Mass Reduction Opportunities for a 2017 – 2020 Model Year Vehicle Program.
[4] Bourmaud, A., Beaugrand, J., Shah, D.U., Placet, V., Baley, C. (2018). Towards the design of high-performance plant fibre composites: How can we best define the diversity and specificities of plant cell walls? Prog. Mater. Sci., 97: 347-408. https://doi.org/10.1016/j.pmatsci.2018.05.005
[5] Lefeuvre, A., Bourmaud, A., Morvan, C., Baley, C. (2014). Tensile properties of elementary fibres of flax and glass: Analysis of reproducibility and scattering. Mater. Lett., 130: 289-291. https://doi.org/10.1016/j.matlet.2014.05.115
[6] Berardi, U., Iannace, G. (2015). Acoustic characterization of natural fibers for sound absorption applications. Build. Environ., 94: 840-852. https://doi.org/10.1016/j.buildenv.2015.05.029
[7] Bourmaud, A., Baley, C. (2009). Rigidity analysis of polypropylene/vegetal fibre composites after recycling. Polym. Degrad. Stab., 94: 297-305. https://doi.org/10.1016/j.polymdegradstab.2008.12.010
[8] Faruk, O. (2006). Cars from jute and other bio-fibers, macromol. Mater. Eng., 291: 449-457. https://doi.org/10.1002/mame.200600113
[9] Koronis, G., Silva, A., Fontul, M. (2013). Green composites: A review of adequate materials for automotive applications. Compos. Part B Eng., 44: 120-127. https://doi.org/10.1016/j.compositesb.2012.07.004
[10] Hao, A., Zhao, H., Chen, J.Y. (2013). Kenaf/polypropylene nonwoven composites: The influence of manufacturing conditions on mechanical, thermal, and acoustical performance. Compos. Part B Eng., 54: 44-51. https://doi.org/10.1016/j.compositesb.2013.04.065
[11] Bos, H.L., Müssig, J., van den Oever, M.J.A. (2006). Mechanical properties of short-flax-fibre reinforced compounds. Compos. Part A Appl. Sci. Manuf., 37: 1591-1604. https://doi.org/10.1016/j.compositesa.2005.10.011
[12] Renouard, N., Merotte, J., Kervoelen, A., Behlouli, K., Baley, C., Bourmaud, A. (2017). Exploring two innovative recycling ways for poly-(propylene)-flax non wovens wastes. Polym. Degrad. Stab. https://doi.org/10.1016/j.polymdegradstab.2017.05.031
[13] Merotte, J., Le Duigou, A., Bourmaud, A., Behlouli, K., Baley,C. (2016). Mechanical and acoustic behaviour of porosity controlled randomly dispersed flax/PP biocomposite. Polym. Test., 51: 174-180. https://doi.org/10.1016/j.polymertesting.2016.03.002
[14] Jones, R.M. (1999). Mechanics of composite materials. Mech. Compos. Mater, 519. https://doi.org/10.1007/BF00611782
[15] Merotte, J., Le Duigou, A., Kervoelen, A., Bourmaud, A., Behlouli, K., Sire, O., Baley, C. (2018). Flax and hemp nonwoven composites: The contribution of interfacial bonding to improving tensile properties. Polym. Test, 66: 303-311. https://doi.org/10.1016/j.polymertesting.2018.01.019
[16] Grundstein, A., Meentemeyer, V., Dowd, J. (2009). Maximum vehicle cabin temperatures under different meteorological conditions. Int. J. Biometeorol., 53: 255-261. https://doi.org/10.1007/s00484-009-0211-x
[17] Dadour, I.R., Almanjahie, I., Fowkes, N.D., Keady, G., Vijayan, K. (2011). Temperature variations in a parked vehicle. Forensic Sci. Int., 207: 205-211. https://doi.org/10.1016/j.forsciint.2010.10.009
[18] Fišer, J., Pokorný, J., Podola, D., Jícha, M. (2012). Experimental investigation of car cabin environment during real traffic conditions. In: Mikulov, pp. 26-29.
[19] Russell, S.J. (2007). Handbook of Nonwovens. CRC Press.
[20] Baley, C., Le Duigou, A., Bourmaud, A., Davies, P. (2012). Influence of drying on the mechanical behaviour of flax fibres and their unidirectional composites. Compos. Part A Appl. Sci. Manuf., 43: 1226-1233. https://doi.org/10.1016/j.compositesa.2012.03.005
[21] Greenspan, L. (1977). Humidity fixed points of binary saturated aqueous solutions. J. Res. Natl. Bur. Stand. -A. Phys Ics Chem., 81.
[22] Madsen, B., Lilholt, H. (2003). Physical and mechanical properties of unidirectional plant fibre composites-an evaluation of the influence of porosity. Compos. Sci. Technol., 63: 1265-1272. https://doi.org/10.1016/S0266-3538(03)00097-6
[23] Madsen, B., Thygesen, A., Lilholt, H. (2007). Plant fibre composites - porosity and volumetric interaction. Compos. Sci. Technol., 67: 1584-1600. https://doi.org/10.1016/j.compscitech.2006.07.009
[24] Brunauer, S., Deming, L.S., Deming, W.E., Teller, E. (1940). On a theory of the van der waals adsorption of gases. J. Am. Chem. Soc., 62: 1723-1732. https://doi.org/10.1021/ja01864a025
[25] Bessadok, A., Marais, S., Gouanvé, F., Colasse, L., Zimmerlin, I., Roudesli, S., Métayer, M. (2007). Effect of chemical treatments of Alfa (Stipa tenacissima) fibres on water-sorption properties. Compos. Sci. Technol., 67: 685-697. https://doi.org/10.1016/j.compscitech.2006.04.013
[26] Alix, S., Philippe, E., Bessadok, A., Lebrun, L., Morvan, C., Marais, S. (2009). Effect of chemical treatments on water sorption and mechanical properties of flax fibres. Bioresour. Technol., 100: 4742-4749. https://doi.org/10.1016/j.biortech.2009.04.067
[27] Park, G.S. (1986). Transport principles---solution, diffusion and permeation in polymer membranes. In: P.M. Bungay, H.K. Lonsdale, M.N. de Pinho (Eds.), Synth. Membr. Sci. Eng. Appl., Springer Netherlands, Dordrecht, pp. 57-107. https://doi.org/10.1007/978-94-009-4712-2_3
[28] Hartley, I.D., Kamke, F.A., Peemoeller, H. (1992). Cluster theory for water sorption in wood. Wood Sci. Technol., 26: 83-99. https://doi.org/10.1007/BF00194465
[29] Hill, C.A.S., Norton, A., Newman, G. (2009). The water vapor sorption behavior of natural fibers. J. Appl. Polym. Sci., 112: 1524-1537. https://doi.org/10.1002/app.29725
[30] Peters, L. (2018). Influence of glass fibre sizing and storage conditions on composite properties. In: P. Davies, Y.D.S. Rajapakse (Eds.), Durab. Compos. a Mar. Environ. 2, Springer International Publishing, Cham, 2018: pp. 19-31. https://doi.org/10.1007/978-3-319-65145-3_2
[31]Deng, H., Reynolds, C.T., Cabrera, N.O., Barkoula, N.M., Alcock, B., Peijs, T. (2010). The water absorption behaviour of all-polypropylene composites and its effect on mechanical properties. Compos. Part B Eng., 41: 268-275. https://doi.org/10.1016/j.compositesb.2010.02.007
[32] Joffre, T., Wernersson, E.L.G., Miettinen, A., Luengo Hendriks, C.L., Gamstedt, E.K. (2013). Swelling of cellulose fibres in composite materials: Constraint effects of the surrounding matrix. Compos. Sci. Technol., 74: 52-59. https://doi.org/10.1016/J.COMPSCITECH.2012.10.006
[33] Assarar, M., Scida, D., El Mahi, A., Poilâne, C., Ayad, R. (2011). Influence of water ageing on mechanical properties and damage events of two reinforced composite materials: Flax-fibres and glass-fibres. Mater. Des., 32: 788-795. https://doi.org/10.1016/j.matdes.2010.07.024
[34] Carlsson, L.A., Du, E. (2018). Water uptake in polymer composites with voids. In: P. Davies, Y.D.S. Rajapakse (Eds.), Durab. Compos. a Mar. Environ. 2, Springer International Publishing, Cham, pp. 33-57. https://doi.org/10.1007/978-3-319-65145-3_3
[35] Almgren, K.M., Gamstedt, E.K., Berthold, F., Lindström, M. (2009). Moisture uptake and hygroexpansion of wood fiber composite materials with polylactide and polypropylene matrix materials. Polym. Compos., 30: 1809-1816. https://doi.org/10.1002/PC.20753
[36] Le Duigou, A., Requile, S., Beaugrand, J., Scarpa, F., Castro, M. (2017). Natural fibres actuators for smart bio-inspired hygromorph biocomposites, Smart Mater. Struct. 26: 125009. https://doi.org/10.1088/1361-665X/aa9410
[37] Le Duigou, A., Merotte, J., Bourmaud, A., Davies, P., Belhouli, K., Baley, C. (2017). Hygroscopic expansion: A key point to describe natural fibre/polymer matrix interface bond strength. Compos. Sci. Technol., 151: 228-233. https://doi.org/10.1016/j.compscitech.2017.08.028
[38] Li, Y., Xue, B. (2016). Hydrothermal ageing mechanisms of unidirectional flax fabric reinforced epoxy composites. Polym. Degrad. Stab., 126: 144-158. https://doi.org/10.1016/j.polymdegradstab.2016.02.004
[39] Shah, D.U. (2016). Damage in biocomposites: Stiffness evolution of aligned plant fibre composites during monotonic and cyclic fatigue loading. Compos. Part A Appl. Sci. Manuf., 83: 160-168. https://doi.org/10.1016/j.compositesa.2015.09.008
[40] Coroller, G., Lefeuvre, A., Le Duigou, A., Bourmaud, A., Ausias, G., Gaudry, T., Baley, C. (2013). Effect of flax fibres individualisation on tensile failure of flax/epoxy unidirectional composite. Compos. Part A Appl. Sci. Manuf., 51: 62-70. https://doi.org/10.1016/j.compositesa.2013.03.018
[41] Stamboulis, A., Baillie, C.A., Peijs, T. (2001). Effects of environmental conditions on mechanical and physical properties of flax fibers. Compos. Part A Appl. Sci. Manuf., 32: 1105-1115. https://doi.org/10.1016/S1359-835X(01)00032-X
[42] Davies, G.C., Bruce, D.M. (1998). Effect of environmental relative humidity and damage on the tensile properties of flax and nettle fibers. Text. Res. J, 68: 623-629. https://doi.org/10.1177/004051759806800901
[43] Moudood, A., Hall, W., Öchsner, A., Li, H., Rahman, A., Francucci, G. (2017). Effect of moisture in flax fibres on the quality of their composites. J. Nat. Fibers, 1-16. https://doi.org/10.1080/15440478.2017.1414651
[44] Van Voorn, B., Smit, H.H.G., Sinke, R.J., De Klerk, B. (2001). Natural fibre reinforced sheet moulding compound. Compos. - Part A Appl. Sci. Manuf., 32: 1271-1279. https://doi.org/10.1016/S1359-835X(01)00085-9
[45] Placet, V., Cisse, O., Boubakar, M.L. (2011). Influence of environmental relative humidity on the tensile and rotational behaviour of hemp fibres. J. Mater. Sci., 47: 3435-3446. https://doi.org/10.1007/s10853-011-6191-3
[46] Thuault, A., Eve, S., Blond, D., Bréard, J., Gomina, M. (2014). Effects of the hygrothermal environment on the mechanical properties of flax fibres. J. Compos. Mater., 48: 1699-1707. https://doi.org/10.1177/0021998313490217
[47] Almgren, K.M., Gamstedt, E.K. (2010). Characterization of interfacial stress transfer ability by dynamic mechanical analysis of cellulose fiber based composite materials. Compos. Interfaces, 17: 845-861. https://doi.org/10.1163/092764410X539235