Effect of Form Factor and Mass Fraction of Alfa Short Fibers on the Mechanical Behavior of an Alfa/Greenpoxy Bio-composite
Effet du Facteur de Forme et de la Fraction Massique des Fibres Courtes d’Alfa sur le Comportement Mécanique d’un Bio-composite Alfa

Aboubakr Amrane | Zouaoui Sereir | Christophe Poilâne | Alexandre Vivet*
OPEN ACCESS
This experimental study highlights the effect of the geometric form factor (λ=length/diameter) and the fiber mass fraction on the mechanical behavior of an Alfa/Greenpoxy bio-composite. The Alfa stalks, collected in the Djelfa region in the Algeria highlands, were cut into pieces with length of 7 to 10 cm, washed and dried for two days at 70 °C. Using a knife mill coupled to three sieves (1.6, 2 or 2.5 mm), three categories of short fibers, according to their form factor λ, were obtained. Depending on the incorporated mass fraction (5, 10, 15 or 20 %) and the three form factors λ of the fibers, twelve types of plates were manufactured by hand molding followed by a curing cycle to accelerate the polymerization, reduce porosity and improve the final surface state. The main mechanical characteristics were determined with tensile, bending and shock tests on ISO 3167-type A samples, obtained by laser cutting. The results revealed that the increase of the form factor and the mass fraction gives rise to a significant improvement of the mechanical properties. We conclude that optimal processing conditions will maximize the mechanical properties of Alfa/Greenpoxy bio-composites.
RÉSUMÉ :
Cette étude expérimentale met en valeur l’effet du facteur de forme géométrique (λ=longueur/diamètre) et de la fraction massique de fibre sur le comportement mécanique d’un bio-composite Alfa/Greenpoxy. Les tiges d’Alfa, collectées dans la région de Djelfa des hauts plateaux de l’Algérie, sont découpées en morceaux de 7 à 10 cm, lavées et séchées durant deux jours à 70 °C. Trois catégories de fibres courtes, suivant leur facteur de forme λ, ont été obtenues par passage dans un broyeur à couteaux suivi d'un tamisage (tamis 1,6, 2 ou 2,5 mm). En fonction de la fraction massique incorporée (5, 10, 15 ou 20 %) et des trois facteurs de forme λ des fibres, douze types de plaques ont été élaborés par moulage manuel suivi d’un cycle de cuisson pour accélérer la polymérisation, réduire la porosité et améliorer l’état de surface final. Des échantillons ISO 3167-type A, prélevés par découpe laser, ont été testés en traction, flexion et choc pour déterminer les principales caractéristiques mécaniques. Les résultats ont révélé que l’augmentation du facteur de forme et de la fraction massique engendre une sensible amélioration des propriétés mécaniques. Nous concluons que l’adoption de conditions optimales permettra de maximiser les propriétés mécaniques des bio-composites Alfa/Greenpoxy.
Alfa fiber, short fiber, bio-composite, mass fraction, mechanical property
Mots-clés :
Alfa, fibre courte, bio-composite, fraction massique, propriété mécanique
Actuellement, certaines fibres naturelles sont utilisées comme des charges de matrice polymère dans des pièces subissant de très faibles sollicitations comme les panneaux de portes ou les planches de coffre dans l'automobile. Il s’agit parfois de co-produits de la filière traditionnelle d’exploitation des fibres naturelles. L’utilisation de fibres naturelles techniques comme renfort de pièces structurelles subissant des contraintes mécaniques élevées est encore en phase de développement ou de recherche. Néanmoins, les fibres naturelles possèdent des propriétés intrinsèques très intéressantes, avec des densités particulièrement faibles, des propriétés mécaniques suffisantes et des coûts de production potentiellement bas [1-2].
Avec l’évolution nécessaire des performances environnementales, plusieurs études se sont intéressées à l’optimisation des performances des matériaux bio-sourcés, en abordant aussi bien les aspects caractérisation des fibres naturelles, interaction procédé-propriétés que compréhension des mécanismes internes liés à la performance mécanique. En se servant d’un microscope électronique à balayage, Paiva [3] a observé la morphologie des fibres d’Alfa. Les propriétés mécaniques ont été obtenues à partir d'essais de traction sur des filaments. Les résultats ont été interprétés en utilisant une distribution de Weibull à deux paramètres. Madsen [4] a étudié la porosité dans les composites à base de fibres végétales, il a trouvé que la porosité existe avec un taux très important dans ces composites ce qui peut nettement altérer leurs caractéristiques mécaniques. Ben Brahim [5] a évalué l’influence de l’orientation des fibres d’Alfa dans un composite bio-sourcé, il a constaté qu’il est possible de fabriquer des composites qui ont des propriétés mécaniques relativement proches de celles de certains composites à fibres synthétiques. Bessadok [6] a étudié l’effet de différents traitements chimiques (anhydride maléique, styrène, acide acrylique et anhydride acétique) sur les performances des fibres d’Alfa. Il a constaté qu’un traitement avec de l’anhydride acétique et du styrène a permis une nette amélioration des propriétés mécaniques des fibres en terme de module de Young et de contrainte à la rupture. Arrakhiz et al. [7] ont aussi étudié l’effet de traitements chimiques (alcalin, éthérification, estérification) sur les fibres d’Alfa. Par la suite, ils ont élaboré des composites Alfa/polypropylène avec une fraction massique de 20 %. Ils ont constaté qu’un traitement avec estérification a permis une augmentation de 35 % du module de Young. Marrakchi et al. [8] ont tenté de combiner les fibres Alfa avec du polycaprolactone avec l'utilisation de l'imprégnation comme technique de traitement. Ce traitement a amélioré les propriétés de traction des composites. Ces résultats sont très prometteurs et ouvrent de nouvelles voies dans l’exploration des composites à base de fibres naturelles contenant des quantités élevées de matériaux cellulosiques. Maghchiche et al. [9] ont effectué l’extraction chimique des fibres d’Alfa avec un traitement à base de NaOH puis avec de l’hypochlorite. Ils ont étudié les caractéristiques géométriques en combinant plusieurs techniques d’analyse (ATG, DSC, MEB et diffractométrie aux rayons X). Ils ont trouvé que malgré la discontinuité de la structure des fibres techniques d’Alfa (longueur entre 0,3 et 2,5 mm et diamètre entre 5 et 20 μm) leur comportement reste quand même très intéressant. Mounir et al. [10] ont étudié les caractéristiques mécaniques et physiques des fibres d’Alfa en fonction du pourcentage d’humidité, du taux de cellulose, de la densité des fibres et de la variation du diamètre. Ils ont constaté que les caractéristiques mécaniques et physiques des fibres d’Alfa sont plus élevées que celles d’autres fibres végétales comme le coco, le coton, le jute et le chanvre. Ces résultats ont prouvé que les fibres d’Alfa peuvent être utilisées dans le domaine du renforcement. Hanana et al. [11] ont étudié la morphologie de la plante d’Alfa (feuilles et fibres) par microscopies optique et électronique. L’extraction des fibres d’Alfa a été réalisée par différents techniques (mécanique, chimique et enzymatique). Par la suite, ils ont étudié les propriétés mécaniques de ces fibres pour déterminer la meilleure technique d’extraction. Ils ont noté que le traitement enzymatique des fibres d'Alfa offre des propriétés mécaniques plus élevées. Mechakra et al. [12] ont étudié expérimentalement les caractéristiques mécaniques d’un matériau composite renforcé par des fibres courtes d’Alfa obtenues par broyage après extraction des tiges. Afin d’améliorer l’adhésion (fibre-matrice), un traitement chimique alcalin à différentes durées a été appliqué. Ils ont constaté que l’augmentation de la fraction volumique des fibres d’Alfa améliore la rigidité du matériau composite d’une part, d’autre part que l’utilisation des fibres traitées augmente la résistance. Mouallif et al. [13] ont analysé les propriétés chimiques des fibres d’Alfa traitées par NaOH avec une concentration de 10 % et une durée de 48 h. Ils ont constaté une augmentation du taux de cellulose dans les fibres qui ont subi un traitement alcalin. El-Abbassi et al. [14] ont étudié le vieillissement des composites obtenus par injection de résine polypropylène avec des fibres courtes d’Alfa traitées et non traitées Ils ont constaté une nette augmentation du module de Young et de la contrainte à la rupture des fibres traitées. Par contre, ces propriétés ont sensiblement diminué avec le vieillissement à l’eau. Bouhamida et al. [15] ont effectué l’extraction des fibres longues d’Alfa en vue d’une caractérisation micromécanique. Suite à une analyse probabiliste, ils ont recensé les facteurs agissants sur les concentrations de contrainte au sein d’un composite unidirectionnel présentant une rupture transverse des fibres. Ils ont montré que le facteur dominant est l’espacement entre les fibres, avec environ 83 % de variabilité totale. Khaldi et al. [16] ont étudié l’influence de l'interphase de fibre d’Alfa/époxy sur la résistance à la propagation des fissures dans les composites de fibres d’Alfa/époxy, en couplant essais expérimentaux et simulation éléments finis. Ziani et al. [17] ont étudié l’endommagement de l’interface fibre/matrice pour les trois composites carbone/époxy, verre/époxy et alfa/époxy. Ils ont remarqué que le niveau d'endommagement de composite Alfa/époxy est plus faible comparativement aux autres composites avec une résistance relativement élevée.
Figure 1. Procédure de préparation des fibres courtes - (a) Tiges d’Alfa, (b) Découpage, (c) Broyeur, (d) Fibres courtes broyées
Par le présent article, nous comptons effectuer une caractérisation mécanique d’un bio-composite à base de fibres courtes d'Alfa et d’une résine partiellement bio-sourcée Greenpoxy 56. Pour atteindre cet objectif, nous avons effectué, en premier lieu, une extraction mécanique des fibres courtes. Cette opération consiste à découper les tiges d’Alfa puis à les tamiser selon trois mailles prédéfinies (1,6, 2 et 2,5 mm). Par la suite, nous avons effectué des mesures de diamètre, de longueur et puis déduit leur facteur de forme (λ) et leur densité apparente. La densité réelle a aussi été mesurée au pycnomètre à hélium. Les deux résultats ont été déterminés, analysés et comparés. L’élaboration des échantillons a été faite par la mise en œuvre de plaques selon trois facteurs de forme et quatre fractions massiques (5, 10, 15 et 20 %), soit au total douze types de plaques. Des cycles de cuissons spécifiques ont été établis pour activer le processus de cuisson, réduire le volume de la porosité et améliorer l’état de surface final de nos plaques. Des éprouvettes d’essai mécanique ont été découpées de ces plaques par machine à découpe laser. Les dimensions des éprouvettes respectent les normes préconisées. Des observations locales ont été faites pour visualiser la répartition des fibres au sein de la matrice pour chaque facteur de forme λ et chaque fraction massique. Finalement, une campagne d’essais de traction, de flexion et de choc a été menée pour déterminer les caractéristiques mécaniques et la résilience en fonction de λ et la fraction massique des fibres courtes d'Alfa de chaque échantillon.
2.1 Fibres d’Alfa
L’Alfa est une plante monocotylédone de type herbeux originaire de l’ouest du bassin méditerranéen. Sa terre de prédilection est l'Afrique du Nord, et tout particulièrement les hauts plateaux du Maroc et de l'Algérie. Elle pousse en touffes de 1 à 1,20 m de haut, formant ainsi de vastes nappes. Elle pousse spontanément, notamment dans les milieux arides et semi-arides, et délimite le passage avec la zone désertique. Pour nos travaux, la récolte de l’Alfa a été faite au niveau de la région de Djelfa située dans des hauts plateaux du centre d’Algérie (Figure 1.a). Les tiges d’alfa ont été découpées en faisceaux de longueur variant de 7 à 10 cm (Figure 1.b) pour faciliter leur processus de broyage. Les faisceaux ont subi ensuite un séchage durant deux jours à 70 °C. Les fibres courtes sont finalement obtenues par passage dans un broyeur à couteaux (Figure 1.c et d) suivi d'un tamisage.
Table 1. Caractéristiques pour chaque catégorie à partir d’un traitement image
|
Heading1 |
Tige d’Alfa |
Catégorie 1 |
Catégorie 2 |
Catégorie 3 |
|
Longueur (mm) |
>800 |
2,16±1,00 |
3,77±2,50 |
5,65±4,50 |
|
Diamètre (mm) |
1,80±0,13 |
0,21±0,08 |
0,25±0,09 |
0,29±0,08 |
|
Facteur de forme λ |
/ |
9,88±5,13 |
14,76±8,59 |
18,92±11,72 |
|
Densité apparente ρa (g/cm3) |
/ |
0,89±0,02 |
0,90±0,03 |
0,91±0,05 |
|
Densité vraie ρr (g/cm3) |
/ |
1,49±0,02 |
1,51±0,02 |
1,50±0,01 |
Selon les types de tamis utilisés de 1,6, 2 et 2,5 mm, trois catégories de fibres courtes d'Alfa ont été distinguées (Figure 2). En se servant d’un microscope optique, nous avons effectué des mesures de diamètre (D), de longueur (L) pour en déduire leur densité apparente ρa=Mf/(L×π×D2/4) et leur facteur de forme λ=L/D. Ce facteur varie pour chaque catégorie de fibres. D’après les facteurs de forme obtenus, le résultat du procédé d’extraction par broyage est plus proche de la fibre courte, voire de la particule, que de la fibre longue utilisée pour le renforcement de composite structurel. De plus, le diamètre nous montre que ces fibres courtes sont des agglomérats de fibres élémentaires. La pycnométrie à hélium a aussi été utilisée pour mesurer la densité réelle. Cette technique consiste à effectuer une mesure de volume et une mesure de masse et à appliquer les lois de la thermodynamique pour déterminer la densité, a priori du squelette du prélèvement testé. Les deux résultats ont été comparés (Tableau 1). Il est notable qu’une importante différence existe entre la densité apparente (~0,89 g/cm3) et la densité vraie mesurée par pycnomètrie (~1,49 g/cm3). Cette différence est certainement causée par la porosité ou le vide qui existe à l’intérieur des fibres.
Figure 2. Facteurs de forme des fibres dispersées vu en transparence (fenêtres de 23×17 mm)
2.2 Matrice polymère
La matrice Greenpoxy 56 est une résine partiellement bio-sourcée obtenue par un mélange d'une résine primaire avec un durcisseur. Afin de caractériser cette résine, des essais de traction ont été effectués sur des éprouvettes de matrice polymérisée à l’aide d’une machine d’essai MTS 500. La relation contrainte-déformation est donnée par la Figure 3. Cinq éprouvettes sont testées par catégorie. On remarque une faible dispersion des courbes de traction. Pour des faibles charges, la relation contrainte-déformation est linéaire (zone élastique) avec un module de Young d’environ 2,74 GPa. Par la suite, ces courbes prennent une forme non linéaire jusqu’à la rupture. La résistance à la rupture moyenne est de 51,1 MPa. La matrice peut être considérée comme ductile.
Figure 3. Comportement de la résine Greenpoxy 56
2.3 Paramètres d’élaboration
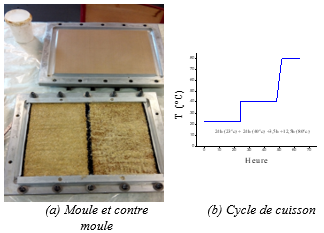
Les plaques de bio-composite ont été élaborées manuellement dans un moule dédié (Figure 4.a). Le moule est ciré pour faciliter le démoulage. Les différents composants sont pesés pour déterminer la fraction massique de fibre. Le cycle de cuisson utilisé est donné par la Figure 4.b. Ce cycle de cuisson à trois paliers a été sélectionné parce qu’il nous a fourni une température de transition vitreuse optimale avec un bon état de surface. De plus le matériau aura suffisamment de temps de pour passer de l’état liquide à un état solide, ce qui nous espérons permettra une bonne imprégnation et une diminution des porosités. A chaque opération de moulage, deux plaques de 160x250 mm sont élaborées simultanément.
Figure 4. Elaboration des plaques composites
3.1 Masse volumique
La masse volumique est obtenue classiquement par des mesures de masse et de volume de chaque plaque. La Figure 5 illustre la masse volumique des composites Alfa/Greenpoxy 56 pour différentes fractions massiques de fibres courtes d’Alfa (0, 5, 10, 15 et 20 %). Il est à noter que le facteur de forme λ des fibres de renfort n’affecte pas cette masse volumique parce qu’elle est presque identique pour les trois facteurs λ (Tableau 1). Sur la figure, nous constatons aussi que la masse volumique du composite diminue lorsque la fraction massique des fibres augmente ; ceci parce que les fibres ont une masse volumique apparente assez faible comparativement à la résine.
Figure 5. Masse volumique des composites Alfa/Greenpoxy en fonction de la fraction massique
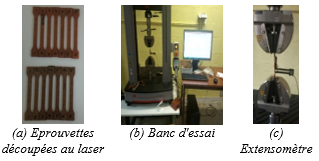
3.2 Essais de traction
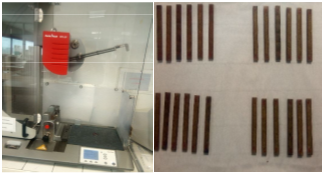
La résistance et la rigidité des composites ont été déterminées selon la norme ISO 3167-type A. En raison de la variabilité, sept échantillons sont testés par configuration de matériau (Figure 6a). Les tests ont été réalisés sur un banc d'essai électromécanique MTS équipé d’une cellule de charge d’une capacité de 5 kN (Figure 6b). La déformation est mesurée à l'aide d'un extensomètre placé au voisinage du centre de l’échantillon (Figure 6c).
Figure 6. Essais de traction sur les éprouvettes fibre courte d’Alfa-Greenpoxy
La Figure 7 illustre les courbes contrainte-déformation typiques obtenues pour un lot de sept échantillons de composites fibres courtes d'Alfa-Greenpoxy. Ces courbes ont été reconstruites sous Matlab à partir des données brutes de la machine. À partir de ces courbes contrainte-déformation, la contrainte à la rupture, la déformation ultime, ainsi que le module de Young ont été identifiés.
Figure 7. Courbes typiques contrainte-déformation en traction
Table 2. Caractéristiques mécaniques de chaque échantillon pour une plaque
|
|
Module de Young (GPa) |
Contrainte à la rupture (MPa) |
Allongement à la rupture (mm) |
Déformation à la rupture (%) |
|
Ech_1 |
2,75 |
41,4 |
3,87 |
1,60 |
|
Ech_2 |
2,73 |
55,3 |
5,43 |
2,34 |
|
Ech_3 |
2,71 |
67,7 |
7,48 |
3,12 |
|
Ech_4 |
2,61 |
55,7 |
5,92 |
2,43 |
|
Ech_5 |
2,53 |
51,3 |
5,74 |
2,29 |
|
Ech_6 |
2,69 |
53,0 |
4,84 |
2,13 |
|
Moyenne |
2,67 |
54,1 |
5,55 |
2,32 |
|
Incertitude |
0,08 |
8,5 |
1,2 |
0,49 |
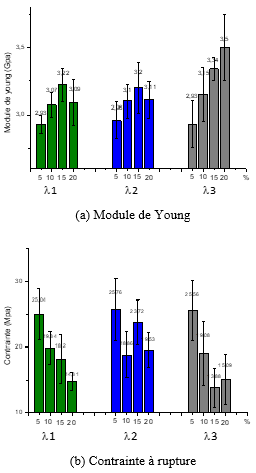
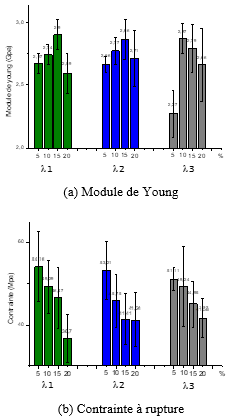
Les diagrammes en barre de la Figure 8.a montrent les valeurs moyennes pour ces propriétés de traction pour les cinq fractions massiques et les trois facteurs de forme étudiés. L'utilisation des fibres courtes rigidifie la résine Greenpoxy. Le module de Young augmente avec la fraction massique des fibres jusqu'à 15 %. Au-delà de cette valeur, seules les fibres les plus longues permettent d'augmenter le module de Young. Il convient de noter par ailleurs que l’incertitude augmente avec le facteur de forme et la fraction massiques des fibres. Les plaques les plus homogènes et isotropes sont donc obtenues avec les renforts les plus courts et les fractions massiques de fibre les plus faibles. De la Figure 8.b, il est clair que la contrainte à la rupture devient de plus en plus importante pour des faibles fractions massiques de fibres. Le facteur de forme a un léger effet sur cette contrainte.
Figure 8. Module de young et contrainte à la rupture des bio-composites Alfa/Greenpoxy à la traction en fonction de la fraction massique et du facteur de forme des fibres
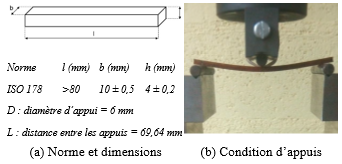
3.3 Essais de flexion
En se basant sur la norme ISO 178, des essais de flexion à trois points ont été effectués avec la machine MTS 500 utilisée précédemment. Les caractéristiques géométriques des échantillons et les données relatives aux appuis sont données par la Figure 9.a. Le mode de fixation est représenté par la Figure 9.b. En raison de la fluctuation géométrique, six échantillons ont été testés pour chaque matériau. Par la suite, les valeurs moyennes ont été calculées. Sur la Figure 10, il est nettement visible que l’ensemble des échantillons possède un comportement quasi linéaire. Une faible dispersion est observée. L’importante différence entre les courbes réside dans la contrainte à rupture qui varie d’un échantillon à un autre. Le tableau 2 regroupe les principales caractéristiques mécaniques des six échantillons. Malgré une certaine dispersion expérimentale, les valeurs moyennes du module de Young, de la contrainte à la rupture, d’allongement et de la déformation à la rupture ont été calculées avec une incertitude relativement acceptable.
Figure 9. Dispositif de fixation des échantillons en flexion
Les diagrammes en barre de la Figure 11 montrent les valeurs moyennes en flexion du module de Young et de la contrainte à la rupture pour les quatre fractions massiques et les trois facteurs de forme étudiés. Il est notable que l'utilisation des fibres courtes rigidifie la résine Greenpoxy. Le module de Young mesuré en flexion augmente avec la fraction massique des fibres jusqu'à une fraction massique de 15 %. Seules les fibres les plus longues permettent une variation inverse du module de Young. Par contre, il est clair que l’augmentation de la fraction massique de fibre engendre une importante diminution de la contrainte à rupture. Il est aussi remarquable que le facteur de forme des fibres influe lui-même sur cette contrainte à la rupture. Donc, une faible fraction massique, quel que soit le facteur de forme des fibres, offre toujours des contraintes à la rupture relativement élevées. Il convient de noter par ailleurs que l’incertitude augmente avec le facteur de forme et avec la fraction massique de fibre, les plaques les plus homogènes et isotropes sont donc obtenues avec les renforts les plus courts et les fractions massiques de fibre les plus faibles.
Figure 10. Courbes typiques contrainte-déformation en flexion
Figure 11. Module de young et contrainte à la rupture des bio-composites Alfa/Greenpoxy à la flexion en fonction de la fraction massique et du facteur de forme des fibres
3.4 Essais de choc
Après avoir testé notre matériau sous des chargements statiques de traction et de flexion, il est intéressant d’observer son comportement vis-à-vis de chargements dynamiques. Pour cette raison, une série d’essais de choc a été effectuée selon la norme ISO 179 sur des échantillons similaires à ceux de l’essai de flexion. En se servant d’une machine (Zwick /Roell HIT 5.5 P) équipée d’un marteau de choc de 0,5 J, des essais ont été effectués afin de prédire la quantité d'énergie requise pour rompre l'échantillon (Figure 12).
Figure 12. Essais de choc sur les échantillons Alfa/Epoxy
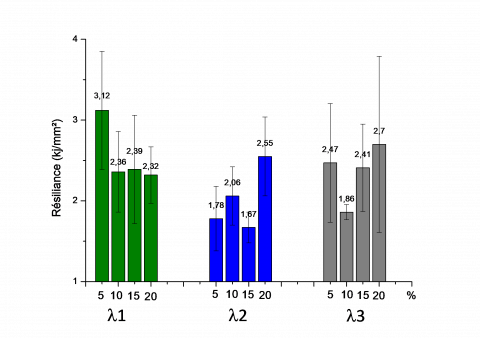
De la Figure 13, il est clair qu’une plus importante résilience est observée pour une plus faible fraction massique avec un faible facteur de forme de la fibre. Par la suite, elle décroit significativement en fonction de ces deux paramètres jusqu’à une fraction massique de 20 %, où, on remarque que le matériau reprend ces performances avec une remarquable augmentation de la résilience. D’ici, on peut dire qu’un bon compromis entre la fraction massique et le facteur forme des fibres nous permettra d’avoir des caractéristiques optimales en terme de résilience. L’importante dispersion des résultats montre que l’emploi des fibres naturelles dans la valorisation des bio-composites reste un domaine réel à explorer et à améliorer, en terme de porosité, de technique de mise en œuvre et de caractérisation.
Figure 13. Evolution de la résilience en fonction de la fraction massique et du facteur de forme des fibres courtes d’Alfa
Dans le présent papier, une étude expérimentale a été effectuée afin de mettre en valeur l’effet du facteur forme et de la fraction massique de fibre sur le comportement mécanique d’un bio-composite Alfa/Greenpoxy 56. Après extraction par broyage mécanique, il a été constaté que les fibres courtes d’Alfa obtenues possèdent des facteurs de forme variables. A cause de la porosité interne, il a été constaté une importante différence entre les masses volumiques apparente (0,89 g/cm3) et vraie (1,49 g/cm3) des fibres. Après mise en œuvre des fibres avec la matrice polymère, les fibres ayant une densité apparente légèrement inférieure à celle de la résine, la masse volumique du composite diminue légèrement lorsque la fraction massique de la fibre augmente. De plus la variabilité des longueurs de fibre et leur mouillabilité rendent difficile la maîtrise du procédé de mise en œuvre, homogénéité de la dispersion des fibres et taux de porosité faible. Cette porosité varie selon le facteur de forme et encore plus selon la fraction massique de fibre. Il est donc difficile d’obtenir un composite avec une fraction massique de fibre très élevée. Cependant un choix convenable de cycle de polymérisation réduit la porosité et améliore l’interface fibre/matrice.
La présence d’une fraction massique élevée de fibre d’Alfa a tendance à changer le comportement du matériau du ductile vers le fragile. De plus l’augmentation du module de Young est directement liée à la taille et au pourcentage des fibres. Il a été constaté aussi que l’augmentation de la fraction massique de fibre améliore le module de Young mais réduit la contrainte à la rupture. Une augmentation linéaire de l'énergie d'impact a également été observée avec l’augmentation du facteur de forme des fibres courtes d’Alfa pour une fraction massique des fibres de 20 %. L'énergie d'impact est liée au facteur de forme des fibres et à la fraction massique. Finalement, on peut dire qu’à cause de la non-homogénéité et l’anisotropie de ces composites une importante dispersion a été observée sur l’ensemble des résultats.
[1] Dallel, M. (2012). Evaluation du potentiel textile des fibres d’Alfa (Stipa Tenacissima L.) : Caractérisation physico-chimique de la fibre au fil. Thèse de doctorat. Université de Haute Alsace, France.
[2] Nadji, H., Diouf, P.N., Benaboura, A., Bedard, Y., Riedl, B., Stevanovic, T. (2009). Comparative study of lignins isolated from Alfa grass (Stipa tenacissima L.). Bioresource Technology, 100(14): 3585-3592. https://doi.org/10.1016/j.biortech.2009.01.074
[3] Paiva, M.C., Ammar, I., Campos, A.R., Cheikh, R.B., Cunha, A.M. (2007). Alfa fibres: Mechanical, morphological and interfacial characterization. Composites Science and Technology, 67(6): 1132-1138. https://doi.org/10.1016/j.compscitech.2006.05.019
[4] Madsen, B., Thygesen, A., Lilholt, H. (2007). Plant fibre composites – porosity and volumetric interaction. Composites Science and Technology, 67(7): 1584-1600. https://doi.org/10.1016/j.compscitech.2006.07.009
[5] Brahim, S.B., Cheikh, R.B. (2007). Influence of fibre orientation and volume fraction on the tensile properties of unidirectional Alfa-polyester composite. Composites Science and Technology, 67(1): 140-147. https://doi.org/10.1016/j.compscitech.2005.10.006
[6] Bessadok, A., Roudesli, S., Marais, S., Follain, N., Lebrun, L. (2009). Alfa fibres for unsaturated polyester composites reinforcement: Effects of chemical treatments on mechanical and permeation properties. Composites Part A: Applied Science and Manufacturing, 40(2): 184-195. https://doi.org/10.1016/j.compositesa.2008.10.018
[7] Arrakhiz, F.Z., Elachaby, M., Bouhfid, R., Vaudreuil, S., Essassi, M., Qaiss, A. (2012). Mechanical and thermal properties of polypropylene reinforced with Alfa fiber under different chemical treatment. Materials & Design, 35: 318-322. https://doi.org/10.1016/j.matdes.2011.09.023
[8] Marrakchi, Z., Oueslati, H., Belgacem, M.N., Mhenni, F., Mauret, E. (2012). Biocomposites based on polycaprolactone reinforced with alfa fibre mats. Composites Part A: Applied Science and Manufacturing, 43(4): 742-747. https://doi.org/10.1016/j.compositesa.2011.12.027
[9] Maghchiche, A., Haouam, A., Immirzi, B. (2013). Extraction and characterization of Algerian Alfa grass short fibers (Stipa Tenacissima). Chemistry & Chemical Technology, 7(3): 339-344. https://doi.org/10.23939/chcht07.03.339
[10] Mounir, J., Slah, W.B.M., Mohamed, B. (2014). Characterization of mechanical extracted alfa fibres. International Journal of Fiber and Textile Research, 4(1): 1-4.
[11] Hanana, S., Elloumi, A., Placet, V., Tounsi, H., Belghith, H., Bradai, C. (2015). An efficient enzymatic-based process for the extraction of high-mechanical properties alfa fibres. Industrial Crops and Products, 70: 190-200. https://doi.org/10.1016/j.indcrop.2015.03.018
[12] Mechakra, H., Nour, A., Lecheb, S., Chellil, A. (2015). Mechanical characterizations of composite material with short Alfa fibers reinforcement. Composite Structures, 124: 152-162. https://doi.org/10.1016/j.compstruct.2015.01.010
[13] Mouallif, Z., Radi, B. (2015). Structural analysis of alfa fibers after chemical treatment. International Journal of Engineering Research and Applications, 5(2): 54-59.
[14] El-Abbassi, F.E., Assarar, M., Ayad, R., Lamdouar, N. (2015). Effect of alkali treatment on Alfa fibre as reinforcement for polypropylene based eco-composites: Mechanical behaviour and water ageing. Composite Structures, 133: 451-457. https://doi.org/10.1016/j.compstruct.2015.07.112
[15] Bouhamida, B., Sereir, Z., Chateauneuf, A. (2016). Modèle analytique de la rupture longitudinale d’un composite unidirectionnel à fibres naturelles. Revue des Composites et des Matériaux Avancés, 26(3-4): 401-417. https://doi.org/10.3166/rcma.26.401-417
[16] Khaldi, M., Vivet, A., Bourmaud, A., Sereir, Z., Kada, B. (2016). Damage analysis of composites reinforced with Alfa fibers: Viscoelastic behavior and debonding at the fiber/matrix interface. Journal of Applied Polymer Science, 133(31). https://doi.org/10.1002/app.43760
[17] Ziani, N., Boudali, A., Mokaddem, A., Doumi, B., Beldjoudi, N., Boutaous, A. (2016). Study by genetic algorithm of the role of alfa natural fibre in enhancing the mechanical properties of composite materials based on epoxy matrix. Fibres and Textiles in Eastern Europe, 24(117): 58-62. https://doi.org/10.5604/12303666.1196613