Girish Byregowda*![]() | Ravindranath Govindaswamy
| Ravindranath Govindaswamy![]() | Vidyashankar Shivashankaran
| Vidyashankar Shivashankaran![]()
© 2023 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
An investigation into the impact of the distributor's open area ratio on the heat transfer coefficient for a horizontally oriented, heated bare tube immersed in a shallow air-solid fluidized bed was conducted. The study utilized a fluidized bed with a square cross-section of 0.15 m and a static bed height of 0.1 m, containing large particles of agricultural origin, namely ragi (finger millet), mustard, and sorghum. Three multi-orifice plate-type distributors with varying open area ratios of 3.8%, 6.2%, and 16.1% were examined. It was observed that distributors with a smaller open area ratio yielded higher heat transfer coefficients. Specifically, with the 3.8% open area distributor, ragi exhibited a pronounced increase in the heat transfer coefficient as the fluidizing velocity was escalated. Conversely, an augmentation in the average particle size corresponded with a reduction in the heat transfer coefficient when utilizing the same distributor. or the larger particles such as mustard and sorghum, the difference in heat transfer coefficients across the range of distributors was marginal at equivalent fluidizing velocities. Therefore, for these larger particles, a distributor with a larger open area ratio is recommended to mitigate the pressure drop across the fluidized bed. Employing distributors with a larger open area ratio was found to decrease fan power consumption by lowering pressure drops, indicating potential energy savings in industrial applications.
air-solid, gas-solid, multiphase flow, shallow, static bed height
Fluidized beds are integral to various industrial applications, including but not limited to, heat recovery systems, coal combustion, and the drying of solid particles. Typically, a fluidized bed comprises a vertical column filled with particles, and a distributor positioned at the base, which introduces a fluidizing medium in an upward direction. When an object is submerged within a fluidized bed at a temperature differential to the bed itself, the rate of heat transfer experienced by the object is substantially greater than that with the gas phase alone. The isothermal characteristic of fluidized beds, along with their ability to facilitate rapid heat transfer, continues to captivate the interest of researchers [1].
Previous studies have extensively explored fluidized bed heat transfer, endeavoring to develop robust models capable of predicting the heat transfer coefficient (h) between the bed and submerged surfaces. A body of mechanistic models [2-4] has posited that the heat transfer coefficient is the sum of three components: particle-convective, gas-convective, and radiative. The radiative component is often considered negligible at bed temperatures below 50℃ [4]. Observations by Denloye and Botterill [4] suggest a substantial increase in the heat transfer coefficient from the bed to a surface when small particles are fluidized.
However, it is recognized that the heat transfer dynamics differ markedly between systems with large and small particles. These differences manifest in often contradictory behaviors, rendering the extrapolation of conclusions drawn from small particle systems to those containing larger particles non-trivial.
The current study aims to elucidate the influence of the open area ratio of distributors on the heat transfer coefficient from a horizontal heated bare tube immersed in a shallow bed of large particles-specifically ragi (finger millet), mustard, and sorghum. Additionally, the effects of particle size and air velocity on heat transfer are examined.
The investigation by Grewal et al. [5] shed light on the relationship between distributor design, characterized by its open area ratio, and the heat transfer coefficient. Their work focused on two distinct types of multi-orifice plate distributors, one with an open area ratio of 7.7%, utilizing 4 mm holes in a square pitch of 12.7 mm, and another with a 37.5% open area ratio, featuring 0.0102 m holes arranged in a triangular pitch of 0.014 m. The study employed glass beads as the bed material, with average particle sizes ranging from 265 to 427 µm. It was found that as the average particle size increased, there was a corresponding decrease in the heat transfer coefficient. The dynamics of the heat transfer coefficient were further revealed to be complex, with the 37.5% open area ratio distributor displaying higher coefficients at lower excess velocities. However, this trend inverted at higher velocities, where the distributor with the smaller 7.7% open area ratio achieved superior performance. The trend reversal coincided with an increase in excess velocities. Further contributions to the field were made by Grewal and Saxena [6], who incorporated a 0.2% open area bubble cap distributor in their study alongside the aforementioned multi-orifice plates. Their findings suggested that the disparity in heat transfer coefficients attributable to different distributor designs diminishes as air mass fluidizing velocity increases. Convergence of the heat transfer coefficient values (h) was observed at what was deemed the optimum fluidizing velocity.
Sathiyamoorthy et al. [7], employing a spectrum of multi-orifice distributor open area ratios (0.0888% - 0.52%) and a tube with an external diameter of 0.026 m in gas-fluidized sand particles sized between 70 and 161 µm, reported minimal influence of open area on the wall heat transmission coefficient at gas velocities marginally below the optimum fluidizing velocity. Lastly, the work of Geldart and Baeyens [8] advocated for the utilization of multi-orifice distributors in scenarios where low pressure drops are desirable. They highlighted the economic and energy consumption benefits, noting that a reduced pressure drop across the distributor not only decreases construction costs but also the operational expenditure associated with blower power requirements.
The heat transfer coefficient in fluidized bed systems has been a focal point of investigation, with studies encompassing a range of distributor designs, particle sizes, and fluidizing velocities. Andeen and Glicksman [9] extended the knowledge base by proposing a correlation that predicts the heat transfer coefficient from a single tube and a bundle of tubes to shallow beds, incorporating the impact of void fraction-a parameter previously overlooked by Vreedenberg [10].
In their study, Rasouli et al. [11] discerned that unfinned tubes elicited higher heat transfer coefficients than finned tubes when utilizing silica sand particles ranging from 200 to 307 μm. This finding contradicted the commonly held assumption that finned tubes always enhance heat transfer due to increased surface area.
Recent experimental research has delved into the effects of various parameters on heat transfer in fluidized beds with horizontally submerged tubes, including axial tube position [12], heater inclinations [13], tube diameter, moisture content [14], and velocity [15], focusing predominantly on small particles. Vogtenhuber et al. [16] discovered that the heat transfer coefficient remained consistent for a single tube as well as for tubes in inline and staggered arrangements when tested with amine bulk material. Lechner et al. [17] investigated the dependency of heat flow on the diameter of horizontal tubes within a large particle fluidized bed. Rahimpour et al. [18] explored the impact of different types of air distributors-porous plates, perforated plates, and bubble caps-on the hydrodynamics of fluidized beds.
Gao et al. [19] examined the effects of distributor plugging on fluidization characteristics, revealing implications for maintenance and operation of fluidized bed systems. Raza et al. [20] conducted a numerical study on three types of air distributor plates, aiming to elucidate the flow patterns and pressure drops across a bubbling fluidized bed gasifier's solid bed. They noted the perforated plate distributor's advantage in achieving a more uniform flow distribution but also recorded a significant pressure drop due to the smaller, more frequent holes. Oloruntoba et al. [21] investigated the effect of gas distribution on reactor performance, employing multiphase particle-in-cell (MP-PIC) simulations combined with reaction kinetics models. However, a comprehensive examination of heat transfer characteristics in large particle systems with varying distributor open areas has yet to be reported.
The experimental results of the current study, juxtaposed with empirical correlations found in the literature, are anticipated to contribute valuable insights for the design of shallow fluidized bed drying equipment. Such equipment, benefiting from low pressure drop, promises to deliver energy-efficient operation - a crucial factor in the ongoing quest for sustainable industrial processes.
Experimental set up, experimental procedure and uncertainty analysis are outlined in this section.
2.1 Experimental set up
Figure 1 depicts the experimental setup in its schematic form.
The test section is a 0.15 m square column and 0.5 m height. Two opposite walls of the section made of mild steel is provided with provisions for insertion of heat transfer tube and removal of bed material. The front side is made of acrylic to help visualization. The rear wall of mild steel is provided with provision for insertion of thermocouples and pressure measurement. The free board section made of polycarbonate extends to 0.5 m above the test section and is open to the atmosphere.
Figure 1. Schematic representation of experimental set up
A copper tube, 0.016 m outer diameter and 0.15 m length is fitted 0.052 m above the distributor. A cartridge heater of diameter 0.012 m is inserted tight into the copper tube. A wattmeter with Variac is used to regulate the heat supply. Voltmeter and ammeter are used to measure voltage and current respectively. Air at atmospheric pressure is used as fluidizing gas. A tapered diffuser and plenum chamber are used to improve the quality of fluidization. A 3 kW centrifugal blower was used to provide the air for fluidization.
The particle bed of shallow height 0.1 m is chosen for the study. The bed is supported by a multi-orifice plate distributor 0.003 m thick. The details of the multi-orifice type distributors used are presented in Table 1.
Table 1. Distributor details
|
Diameter of Holes, m |
No. of Holes |
Arrangement |
Hole Pitch, m |
Open Area, % |
|
0.003 |
121 |
square array (11×11) |
0.0125 |
3.8 |
|
0.003 |
196 |
square array (14×14) |
0.0103 |
6.2 |
|
0.003 |
512 |
Triangular |
0.009 |
16.1 |
Tube surface temperature is measured by two thermocouples (K-type) mounted on the tube surface. Two thermocouples (K-type) are inserted into the bed to measure the bed temperatures. All four temperatures are logged using the CENTER 378 Thermometer Datalogger. Provision is made for pressure tapping just below the distributor and at suitable heights above the distributor. A digital differential manometer is used to measure distributor and bed pressure drops. An orifice meter attached with a digital differential manometer is installed in the line of air flow from the blower to measure air flow rate. Experimental set up, test section and the distributor plates used are presented in Figures 2-4.
Figure 2. Experimental set up
Figure 3. Test section
Figure 4. Distributor plates
The details of the particles used for the present work, ragi, mustard, and sorghum are presented in Table 2. Sieve analysis technique is used to find the average particle diameter [10]. Particle densities of ragi, mustard and sorghum are determined using the kerosene test.
Table 2. Particle details
|
Particle |
Average Particle Diameter, dp (x 10-6 m) |
Particle Density, ρs (kg/m3) |
Sphericity |
|
Ragi |
0.00114 |
1300 |
1.0 |
|
Mustard |
0.0014 |
1100 |
1.0 |
|
Sorghum |
0.0024 |
1100 |
1.0 |
2.2 Experimental procedure
With the start of the blower, appropriate airflow rate is attained by employing an electric motor's variable drive speed control mechanism. A steady supply of heat at 50 W is continued throughout the experiment. Voltage and current are measured from the voltmeter and ammeter respectively. The measurements are all made in steady-state settings. When each of the thermocouple readings for measuring bed temperature did not differ by more than 0.5 K even after 10 minutes, the steady state is deemed to have been attained. Distributor and total pressure drops are recorded by digital differential manometer. Fluidizing flow rate is measured using an orifice meter attached with a differential pressure manometer and fluidizing velocity is calculated. The same method is used for all three types of particles. The fluidizing velocity (U) is changed between 0.4 and 1.3 m/s.
Experimental heat transfer coefficient hw (W/m2K) is calculated from Eq. (1):
$h_w=\frac{V I}{A_t\left(T_s-T_b\right)}$ (1)
2.3 Experimental uncertainty
Due to the inherent measurement uncertainties in the measuring systems, an analysis of such uncertainties needs to be done. The present research involves the measurement of heat input and temperatures.
A power supply of 0-200 W is employed in this work with a 2 percent full scale uncertainty in the voltage and current values. In the present research, thermocouples are used to measure the surface temperatures and bed temperatures. In all the experiments, the temperatures are measured using K-type thermocouples. For these specifications of K type thermocouples used, the uncertainty level in the measurement of temperature is ±2%.
The uncertainty in obtaining heat transfer coefficient hw was found by employing the Kline and McClintock [22] Method, Eq. (2) and by Eq. (1):
$U_{h_w}=\sqrt{\left(\frac{\partial h_w}{\partial T_s} \omega_s\right)^2+\left(\frac{\partial h_w}{\partial T_b} \omega_b\right)^2+\left(\frac{\partial h_w}{\partial V} \omega_V\right)^2+\left(\frac{\partial h_w}{\partial I} \omega_I\right)^2}$ (2)
The percentage uncertainty of heat transfer coefficient, $\frac{U_{h_w}}{h_w} x 100$ is 6 percent.
3.1 Effect of particle size and fluidizing air velocity
The variation of the wall to bed heat transfer coefficient (hw) with fluidizing velocity for large particles, ragi, mustard and sorghum for the same distributor with open area ratio 3.8% is presented in Figure 5. Lower hw values are observed for the larger particles, sorghum and mustard as compared to ragi since the gas conduction path between the tube and the initial row of particles increased for the coarser particles.
Figure 5. Variation of heat transfer coefficient with fluidizing air velocity for ragi, mustard and sorghum (Distributor open area ratio of 3.8%)
A rapid increase in the values of hw with an initial increase in air velocity is noted in all the particle cases as presented in Figure 5. This is attributed to the reduction in particle residence time at the heat transfer tube surface because of improved particle mixing induced by the bubbles ascending through the bed. The rate of increase of hw is observed to be significant in case of ragi in comparison with coarser particles, mustard and sorghum. This is due to the higher packing density of the smaller and denser particle ragi at the heat transfer surface at the corresponding velocities. This effect is reduced for coarser particles mustard and sorghum as depicted in Figure 5 showing flatter curves for the larger particles.
With further increase in air flow velocities, the rate of increase in hw is reduced indicating reduced heat conduction from the surface to the particles because of vigorous movement of particles. Gas convective component becomes important in such large particle systems, which is lower compared to surface to particle conduction component.
3.2 Effect of distributor open area ratio
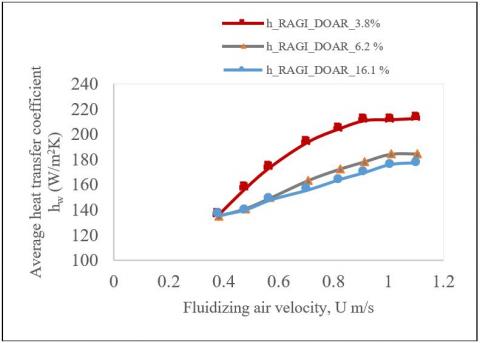
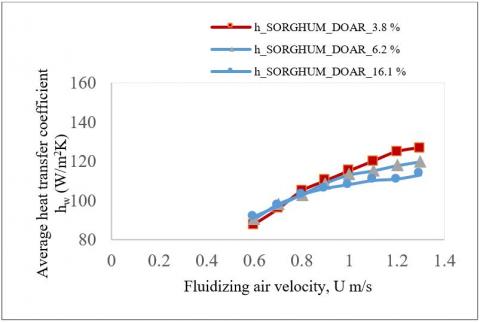
Figures 6, 7 and 8 indicate the variation of average heat transfer coefficient (hw) with fluidizing velocity for ragi, mustard and sorghum respectively, for the three distributors with open area ratios 3.8%, 6.2% and 16.1%.
Figure 6. Variation of heat transfer coefficient with fluidizing air velocity for different distributor open area ratio (DOAR) % for Ragi
Figure 7. Variation of heat transfer coefficient with fluidizing air velocity for different distributor open area ratio (DOAR) % for Mustard
Figure 8. Variation of heat transfer coefficient with fluidizing air velocity for different distributor open area ratio (DOAR) % for Sorghum
From Figure 6, it is observed that hw increased rapidly with the increase in fluidizing air velocity for ragi particles with the use of distributor with open area ratio 3.8% in comparison with 6.2% and 16.1%. As this distributor is having a larger hole pitch, it increases the interstitial air velocity creating circulation of the particles in the vicinity of the holes of the distributor plate, thus inducing the fluidized state. The higher pressure drops across this distributor assisted in achieving a homogeneous fluidising air flow throughout the bed.
It is observed from Figure 7, at very low values of fluidizing air velocity, the values of hw are about the same for the larger particles, mustard with all of the distributor open area ratios. A similar trend is observed also for sorghum at low velocities from Figure 8. There is no noticeable difference in the values of hw at corresponding velocities between the three types of distributors for the larger particles mustard and sorghum from Figures 7 and 8 respectively. Since, lower values of distributor and bed pressure drops are associated with low fan power consumption, use of low-pressure distributors with larger open area ratio may be suggested for shallow bed operations using larger particle systems, mustard and sorghum.
The U-hw curve becomes flatter for larger open area ratios for all the particles showing reduction in the rate of increase of heat transfer coefficient with increased gas flow rates as observed from Figures 6, 7 and 8.
3.3 Comparison of experimental results with existing relations
The experimental heat transfer coefficient values are compared to those predicted by empirical relationships in the available literature, as presented in the Table 3.
Table 3. Mean percentage deviation of hw from predicted heat transfer co-efficient
|
Author |
$\bar{\delta}_1$ |
$\bar{\delta}_2$ |
|
Andeen and Glicksman [9] |
4.97 |
6.61 |
|
Rasouli [11] |
8.15 |
10.2 |
Andeen and Glicksman [9] correlation is stated as:
$N u=\frac{h D}{K_g}=900(1-\epsilon)\left[\left(\frac{G D \rho_s}{\rho_g H}\right)\left(\frac{\mu^2}{d_p^3 \rho_s^2 g}\right)\right]^{0.326}$ (3)
Rasouli et al. [11] correlation is stated as:
$N u=\frac{h d_p}{K_g}=1.475 R e_p^{0.404} \operatorname{Pr}^{0.3}$ (4)
$\bar{\delta}_1=\frac{100}{N} \sum_{i=1}^N\left|\frac{\textit { prediction-experiment }}{\textit { experiment }}\right|$ (5)
$\bar{\delta}_2=100 \sqrt{\frac{1}{N} \sum_{i=1}^N\left(\frac{\text { prediction-experiment }}{\text { experiment }}\right)^2}$ (6)
The root mean square deviation are estimated to be 6.61 percent with Andeen and Glicksman [9] and 10.2% with Rasouli et al [11] correlations. These lower values of root mean square deviation shows that the experimental values of heat transfer coefficients are in good agreement with the predicted values. These experimental results can be used in the design of the fluidized bed drying equipment that will consume less power by utilizing the low pressure drop across shallow bed heights. Further works can focus on the effect of even higher distributor open area ratio for applications involving drying of coarser particles to take advantage of low fan power consumption. This will help in the design of fluidized bed drying equipment for applications such as coal drying, grain drying etc.
The effects of fluidizing velocity of air, particle diameter, and open area ratio in distributor on average wall to bed heat transfer coefficient are examined in a large particle shallow fluidized of square cross section 0.15 m. Ragi, mustard and sorghum are the large particles considered in this study. Three multi-orifice plate type distributors with open area ratios 3.8%, 6.2% and 16.1% with different hole pitches are used in the study. Some of the key findings are as follows:
(1) A significant rate of increase of heat transfer coefficient is observed with 3.8% open area distributor for ragi when fluidising velocity is increased.
(2) When used with the same distributor, an increase in average particle diameter resulted in lower values of heat transfer coefficient.
(3) With larger hole pitch and smaller open area, distributor with 3.8% open area, resulted in higher values of heat transfer coefficient at higher flow rates, particularly for ragi, as it increases the interstitial air velocity creating circulation of the particles in the vicinity of the holes, thus inducing the fluidized state.
(4) There was no significant effect of distributor open ratio in case of larger particles, mustard and sorghum. Hence for shallow bed operations using such particles, use of low-pressure distributors with larger open area ratio is suggested.
A maximum root mean square deviation of around 10% between the experimental heat transfer coefficient and the predicted values shows that the results are in good agreement with the empirical relationships in the available literature. Subsequent research efforts may investigate the impact of an even greater distributor open area ratio in utilising low fan energy consumption to dry off coarser particles.
|
At |
Tube surface area (m2) |
|
|
D |
Tube diameter (m) |
|
|
dp |
Particle diameter (m) |
|
|
G |
Fluidizing air mass flow rate (kg/m2s) |
|
|
Hs |
Static bed height (m) |
|
|
hw |
Wall to bed heat transfer coefficient (W/m2K) |
|
|
I |
Current (A) |
|
|
Kg |
Thermal Conductivity of the gas (W/m K) |
|
|
N |
Sample size |
|
|
Nu |
Nusselt number |
|
|
Nup |
hdp/Kg |
|
|
NuT |
hD/ Kg |
|
|
Pr |
Prandtl number |
|
|
Rep |
Particle Reynolds number |
|
|
Tb |
Average temperature of the bed (K) |
|
|
Ts |
Average temperature of the tube surface (K) |
|
|
U |
Fluidizing air velocity (m/s) |
|
|
Uh |
Uncertainty in heat transfer coefficient |
|
|
V |
Voltage (V) |
|
|
$\bar{\delta}_1$ |
Absolute average percentage deviation |
|
|
$\bar{\delta}_2$ |
Root mean square percentage deviation |
|
|
ϵ |
Void fraction |
|
|
µ |
Absolute viscosity of gas (Ns/m2) |
|
|
ω |
Uncertainty interval |
|
|
ρg |
Density of gas (kg/m3) |
|
|
ρs |
Particle density (kg/m3) |
|
[1] Chandran, R., Chen, J.C. (1985). A heat transfer model for tubes immersed in gas fluidized beds. AIChE Journal, 31(2): 244-252. https://doi.org/10.1002/aic.690310211
[2] Decker, N., Glicksman, L.R. (1983). Heat transfer in large particle fluidized beds. International Journal of Heat and Mass Transfer, 26(9): 1307-1320. https://doi.org/10.1016/S0017-9310(83)80062-3
[3] Saxena, S.C., Ganzha, V.L. (1984). Heat transfer to immersed surfaces in gas-fluidized beds of large particles and powder characterization. Powder Technology, 39(2): 199-208. https://doi.org/10.1016/0032-5910(84)85037-8
[4] Denloye, A.O., Botterill, J. (1978). Bed to surface heat transfer in a fluidized bed of large particles. Powder Technology, 19: 197-203. https://doi.org/10.1016/0032-5910(78)80028-X
[5] Grewal, N.S., Saxena, S.C., Dolidovich, A.F., Zabrodsky, S.S. (1979). Effect of distributor design on heat transfer from an immersed horizontal tube in a fluidized bed. The Chemical Engineering Journal, 18(2): 197-201. https://doi.org/10.1016/0300-9467(79)80040-4
[6] Grewal, N.S., Saxena, S.C. (1980). Heat transfer between a horizontal tube and a gas-solid fluidized bed. International Journal of Heat and Mass Transfer, 23(11): 1505-1519. https://doi.org/10.1016/0017-9310(80)90154-4
[7] Sathiyamoorthy, D., Rao, C.H.S, Rao, M.R. (1988). Effect of distributors on heat transfer from immersed surfaces in gas fluidised beds. The Chemical Engineering Journal, 37(3): 149-163. https://doi.org/10.1016/0300-9467(88)80014-5
[8] Geldart, D., Baeyens, J. (1985). The design of distributors for gas-fluidized beds. Powder Technology, 42(1): 67-78. https://doi.org/10.1016/0032-5910(85)80039-5
[9] Andeen, B.R., Glicksman, L.R. (1976). Heat transfer to horizontal tubes in shallow fluidized beds. In: Proceedings of ASME-AIChE Heat Transfer Conference, St. Louis, MO, Paper No. 76-HT-67.
[10] Vreedenberg, H.A. (1958). Heat transfer between a fluidized bed and a horizontal tube. Chemical Engineering Science, 9: 52-60. https://doi.org/10.1016/0009-2509(58)87007-4
[11] Rasouli, S., Golriz, M.R., Hamidi, A.A. (2005). Effect of annular fins on heat transfer of a horizontal immersed tube in bubbling fluidized beds. Powder Technology, 154(1): 9-13. https://doi.org/10.1016/j.powtec.2005.02.008
[12] Masoumifard, N., Mostoufi, N., Hamidi, A.A., Sotudeh-Gharebagh, R. (2008). Investigation of heat transfer between a horizontal tube and gas–solid fluidized bed. International Journal of Heat and Fluid Flow, 29(5): 1504-1511. https://doi.org/10.1016/j.ijheatfluidflow.2008.06.004
[13] Abid, B., Ali, J., Al-zubaidi, A. (2011). Heat transfer in gas–solid fluidized bed with various heater inclinations. International Journal of Heat and Mass Transfer, 54: 2228-2233. https://doi.org/10.1016/j.ijheatmasstransfer.2010.12.028
[14] Merzsch, M., Lechner, S., Krautz, H.J. (2013). Heat-transfer from single horizontal tubes in fluidized beds: Influence of tube diameter, moisture and diameter-definition by Geldart C fines content. Powder Technology, 235: 1038-1046. https://doi.org/10.1016/j.powtec.2012.12.002
[15] Ostermeier, P., Vandersickel, A., Becker, M., Gleis, S., Spliethoff, H. (2018). Hydrodynamics and heat transfer around a horizontal tube immersed in a Geldart B bubbling fluidized bed. International Journal of Computational Methods and Experimental Measurements, 6(1): 71-85. https://doi.org/10.2495/CMEM-V6-N1-71-85
[16] Vogtenhuber, H., Pernsteiner, D., Hofmann, R. (2019). Experimental and numerical investigations on heat transfer of bare tubes in a bubbling fluidized bed with respect to better heat integration in temperature swing adsorption systems. Energies, 12(14): 2646. https://doi.org/10.3390/en12142646
[17] Lechner, S., Merzsch, M., Krautz, H.J. (2014). Heat-transfer from horizontal tube bundles into fluidized beds with Geldart a lignite particles. Powder Technology, 253: 14-21. https://doi.org/10.1016/j.powtec.2013.10.041
[18] Rahimpour, F., Zarghami, R., Mostoufi, N. (2017). Effect of distributor on fluidized bed hydrodynamics. The Canadian Journal of Chemical Engineering, 95(11): 2221-2234. https://doi.org/10.1002/cjce.22895
[19] Gao, Z., Chai, X., Zhou, E., Jia, Y., Duan, C., Tang, L. (2020). Effect of the distributor plugging ways on fluidization quality and particle stratification in air dense medium fluidized bed. International Journal of Mining Science and Technology, 30(6): 883-888. https://doi.org/10.1016/j.ijmst.2020.07.001
[20] Raz, N., Ahsan, M., Mehran, M.T., Naqvi, S.R., Ahmad, I. (2021). Computational analysis of the hydrodynamic behavior for different air distributor designs of fluidized bed gasifier. Frontiers in Energy Research, 9: 692066. https://doi.org/ 10.3389/fenrg.2021.692066
[21] Oloruntoba, A., Zhang, Y., Xiao, H. (2022). Study on effect of gas distributor in fluidized bed reactors by hydrodynamics-reaction-coupled simulations. Chemical Engineering Research and Design, 177: 431-447. https://doi.org/10.1016/j.cherd.2021.10.031
[22] Kline, S.J., McClintock, F.A. (1953). Describing uncertainties in single-sample experiments. Mechanical Engineering, 75: 3-8.