Thamir A.D.M.S. Almula*![]() | Ahmed Waled Kasim
| Ahmed Waled Kasim![]() | Ikram H. Amori
| Ikram H. Amori![]()
© 2023 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
Effects of Heat Treatment on Microstructure and Mechanical Properties of D-6A AISI Medium-Carbon Low-Alloy Steel were investigated under different heat treatment processes. The investigation heat treatment processes centered on as received, normalized, annealed, water quenched, and tempered conditions. The investigation included D-6A AISI Medium-Carbon Low-Alloy Steel microstructure, hardness, malleability coefficient, and cold work ratio of the metal tests. The mechanical properties were putting all selected samples into an electrical furnace, and permitted to be heated up to 850℃. The tempering temperatures are 200℃, 400℃, and 600℃. Specimens undergoing annealing, normalizing, quenching and tempering revealed various microstructure and hardness. Regarding to Results, the highest hardness recorded with quenched steel of about 614 HV, while best property in malleability coefficient value recorded with normalized and annealed steel of 15.3 and 30 respectively, and that hardness decreases with increase in tempering temperature. Highest cold work ratio recorded with annealed of about 25, and the cold work ratio increases with the increase of tempering temperature.
annealing, normalizing, quenching, tempering, malleability, Medium-Carbon Low-Alloy Steel, D-6A AISI
Alloys of steels are of iron and carbon and may consisting of cognizable condensation of another alloying constituents as well. For the heat treatable steel constructions, carbon element is a necessary element in alloying process; therefore, steels may be defined as an iron alloy with small carbon amounts and other constituents. In designating of alloy steel and carbon, the system that widely adopted for structure constituents grading has been technologically advanced by “American Iron and Steel Institute (AISI)” [1, 2].
Carbon is a very sensitive element that affecting on mechanical properties; some commonly steel alloys are categorized in accordance to carbon meditation, that is, high, medium and carbon forms. The steel alloys with medium carbon have rate of carbon about 0.60-0.25%. All steel treating processes with heat consist of austenite transforming. Then the steel alloys transformation products mechanical and physical properties depend on the appearance and nature of the new alloyed constituent product [3, 4].
In suitable alloys, as a result of the changing of the solid-state structural that occur, among engineering alloys, steel is an ideal alloy for changing its mechanical properties through heat treatments. The combined effects of alloying elements and heat treatments yield vast changes of property and microstructure. Steel with low rate establish a collection of steel which reveal higher mechanically behavior as a comparison with steel alloy of plain carbon due to add some of alloy constituents of Ni, Mo as well as Cr. With various steel alloy of low rate, more important utility of the alloy constituents is for increasing stiffen to enhance the hardness and stiffness through heating treatments [5, 6].
Heating treatments are the process of cooling and heating of the metals in their solid formal in order to enhance their physical characterization. Due to the adopted process, steels can be enhancing hardness for resisting the abrasion and cutting process or it can be making it more ductile to do supplementary machining cold and working. Within the appropriate heating treatments, the internally stress may be avoided, reduced the size of grains, enhance toughness, or a hardening the surface shaped on an interior ductility [7, 8]. The annealing includes steel heating to a degree that make austenitic, keeping at that degree up to wholly austenitic, after that, cool it with exact gradually in the heater to make the construction with period to change it to completely innovative construction of pearlite and ferrite. Normalizing is essentially similarly the annealing process but with lowering the temperature from the state of austenitic in the air, then making additional quick amount of lowering of temperature. This leads in a considerably harder substance. The steel alloy of medium rate of carbon, rapid lowering of temperature through quenching process of piece in the water, can yield material changes that leads to form martensitic. Leading to more hardened steels [9, 10]. A characteristic of steel alloy is toughly allied to their microstructures achieved afterward heating treatment which is usually achieved to realize more hardening and enough ductile property. Formerly, there are results for the influence for lowering temperature on the microstructure and mechanical property of manufacturing of steel [11-15].
The aim of this investigation is to show the influence of different heating treatments on the structure with some medium carbon steel alloy mechanical properties enhancement.
2.1 Material and specimen preparation
The steel microstructure adopted for the current investigation is steel alloy of medium and low rate of carbon “D-6A AISI”. The mechanical properties investigated were, the hardness, malleability coefficient, cold-work ratio and microstructure. Test samples were organized for all tests. A specimen set was arranged and then preheated treatment investigations have been conducted. Twenty-one specimens were prepared for all the tests. Each test was conducted three times and the average taken represents the results recorded in the tables. Table 1 shows the numbers and types of the specimens used in all the tests.
2.2 Heat treatment
All the specimens which were already prepared for the various tests and loaded into an electric furnace, then permitted for heating up to 850℃. They have been gotten soaked through keeping them with 850℃ for 30 minutes. The samples were arranged with seven fragments as shown in Table 2.
Table 1. Types and numbers of used specimens
|
Type of Specimen |
As received |
Annealed |
Normalized |
Quenched only |
|
Specimens No. |
3 |
3 |
3 |
3 |
|
Type of Specimen |
Tempered and quenched at 200℃ |
Tempered and quenched at 400℃ |
Tempered and quenched at 600℃ |
|
|
Specimens No. |
3 |
3 |
3 |
|
Table 2. Groups of specimens with type of treatment and procedure
|
Group |
Type of Treatment |
Procedure |
|
A |
As received |
Nothing |
|
B |
Annealing |
Cooled in furnace |
|
C |
Normalizing |
Cooled in air |
|
D |
Quenching |
Cooled in water |
|
E |
Quenching and tempering |
“Cooled” in water and “tempered” at 200℃ of 90-minutes. and “cooled” in the air |
|
F |
Quenching and tempering |
“Cooled” in water and “tempered” at 400℃ of 90-minutes. and “cooled” in the air |
|
G |
Quenching and tempering |
“Cooled” in water and “tempered” at 600℃ of 1.5 hour and “cooled” in the air |
2.3 Microstructure tests
Microstructure tests are carried out after the specimens etched in nital solution (2% nitric acid + 98% alcohol). The specimens are pictured with magnification X 150 for as received, annealed, normalized specimens and X 400 for quenched and tempered specimens.
2.4 Hardness tests
Vickers Hardness Test is used to measure hardness of specimens. Before hardness test executed, the surfaces of the specimens are smoothed on the sand paper for the upper and the lower surfaces. The hardness of the specimen is indicated by the diagonal length of the square impression of the indenter on the steel specimen. The hardness of the specimens is calculated using the following formula:
$H V=1.854 * \frac{P}{d_{(a v .)}^2} \quad \cdots\left(\mathrm{kg} / \mathrm{mm}^2\right)$ (1)
where, HV is Vickers Hardness (kg/mm2); P is applied force (kg); d is the indenter average diagonals distances (mm).
2.5 Compression tests
The compression tests were carried out on Universal Testing Machine. To each sample was sensibly placed under compression-test with applying constant strain rate load. In every case failure was sudden and accompanied by immediate drop in the applied load. Malleability coefficient and cold work ratio have been calculated from compression tests results according to the following formulas:
Mallebility Coeffecient $=\frac{A_f-A_o}{A_o}$ (2)
Cold work ratio $=\frac{l_o-l_f}{l_f} \times 100$ (3)
where, Ao is original (cross-section) area of the sample (mm2); Af is sample Final cross-section area (mm2); lf is final length of the specimen (mm); lo is sample original length (mm).
3.1 Effect of heat treatment on the microstructures
Three specimens prepared for as received and then etched in nital solution (2% nitric acid + 98% alcohol), then the specimens are pictured with magnification X 150 for as received without any treatments Figure 1-a. the following heat treatments have been perfumed:
3.1.1 Annealing
On cooling the specimens in the furnace as a very low cooling rate, the austenite transformed into coarse pearlite and ferrite structure as shown in Figure 1-b.
3.1.2 Normalising
The specimens are lowered its temperature in the air, so the temperature lowering rate is quicker than that in the annealing process, as a result the austenite transformed into fine pearlite and ferrite structure as shown in Figure 1-c.
3.1.3 Quenching
On cooling the specimens in water from the austenitic temperature results in a high cooling rate, so the austenite changed to martensitic construction as shown in Figure 1-d.
3.1.4 Tempering and quenching on 200℃
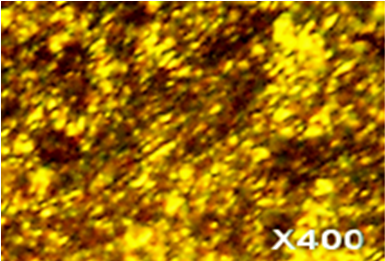
The first stage of tempering resulted in forming of martensitic with low rate of carbon and carbides by changing of martensitic with high rate of carbon. Figure 1-e shows the microstructure of tempered martensite.
(a) As received, pearlitic and ferritic structure
(b) Annealing, coarse pearlitic and ferritic structure
(c) Normalizing, fine pearlitic and ferritic structure
(d) Quenching only, martensitic structure
(e) Tempering and quenching at 200℃, a tempered martensitic structure
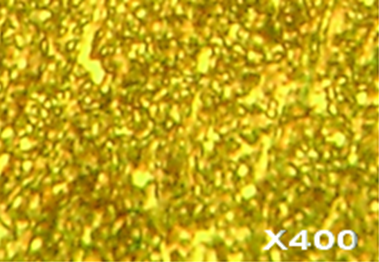
(f) Tempering and quenching at 400℃, a tempered troostite structure
(g) Tempering and quenching at 600℃, a tempered sorbite structure
Figure 1. The microstructures for seven conditions
3.1.5 Quenching and tempering at 400℃
The next step of tempering process includes of heating specimens to 400℃, with more tiny cementite particles precipitated. The structure produced is tempered troostite as shown in Figure 1-f.
3.1.6 Quenching and tempering at 600℃
The third step of tempering includes of heating specimens to 600˚C. Heating the specimens to such high temperature produced a mixture of cementite-ferrite which is known as tempered-sorbate, as shown in Figure 1-g.
3.2 Effect of heat treatment on the mechanical properties
3.2.1 Hardness: From hardness test results
It is clear that the hardness decreased in annealing and slightly increased in normalizing but the highest value of hardness is obtained in quenching due to the transformation of austenite to martensitic structure on high rate of cooling with water, and this is normally happening as a result of hardening the brittle microstructure. Then the hardness reduced again through the increase the temperature of tempering but still higher than that of as received specimen. Figure 2 and Figure 3 show the effect of the heat treatment and tempering temperature on hardness respectively.
Figure 2. Variation of hardness values with all types of heat treatment
Figure 3. Variation of hardness with tempering temperature
3.2.2 Malleability coefficient and cold work ratio
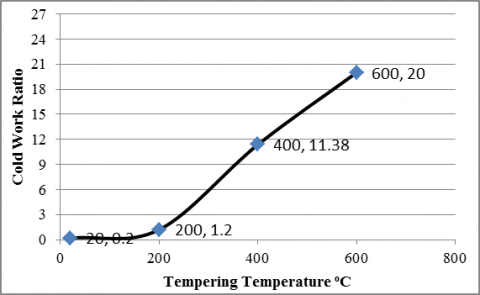
From the results obtained, it is apparent that the maximum value of malleability coefficient and cold work ratio are produced at annealing condition, and the minimum value at quenching. Malleability coefficient and cold work ratio are increased through the increase of the temperature of tempering, i.e., in annealing, the microstructure lessen in hardness than martensite. Figure 4 and Figure 5 show the influence of heating treatments and tempering temperature on malleability coefficient. The Figures 6 and 7 display the effect of heat treatments and tempering temperature on cold work ratio. The following figures obviously show the different heat treatments for the selected specimens, and can be clearly presents the differences in the effect of heat treatments.
Figure 4. Variation of malleability coefficient values with all types of heat treatment
Figure 5. Variation of malleability coefficient with tempering temperature
Figure 6. Variation of cold work ratio values with all types of heat treatment
Figure 7. Variation of cold work ratio with tempering temperature
Within this investigation, it can be concluded that:
(1) Different heat treatment results in different cooling rate and produced different microstructures due to the changing of alloy structure transformation.
(2) Martensite is obtained at high cooling rate with water cooling which results in higher hardness value as a result of hardening the brittle microstructure.
(3) Hardness decreases as tempering temperature increases upon the consumption of martensited due to the microstructure lessen in hardness than martensite.
(4) Malleability coefficient and cold work ratio increase as tempering temperature increases, and this happened as a result of soften retained from the modeled of the microstructure in annealing.
(5) The highest hardness recorded with quenched steel of about 614 HV, while best property in malleability coefficient value recorded with normalized and annealed steel of 15.3 and 30 respectively, and that hardness decreases with increase in tempering temperature. Highest cold work ratio recorded with annealed of about 25, and the cold work ratio increases with the increase of tempering temperature.
This work has been supported by the collaboration of the NTU (Northern Technical University) and UOM (University of Mosul).
|
AISI |
American Iron and Steel Institute |
|
HV |
Vickers hardness (kg/mm2) |
|
P |
Load that Applied (kg) |
|
d(av.) |
Average diagonal distance of the square - impression in Vickers hardness in (mm) |
|
Ao |
Original (cross-section) area of the sample (mm2) |
|
Af |
Sample Final cross-section area (mm2) |
|
lo |
Sample original length (mm) |
|
lf |
Final length of the specimen (mm) |
|
Subscripts |
|
|
o |
Original |
|
f |
Final |
|
(av.) |
average |
[1] Ndaliman, M.B. (2006). An assessment of mechanical properties of medium carbon steel under different quenching media. AU JT, 10(2): 100-104.
[2] Krauss, G. (2015). Steels: Processing, Structure, and Performance. Asm International, Evergreen, Colorado. https://doi.org/10.31399/asm.tb.spsp2.9781627082655
[3] Mohmmed, J.H., Al-Hashimy, Z.I. (2017). Effect of different quenching media on microstructure, hardness, and wear behavior of steel used in petroleum industries. Journal of Petroleum Research and Studies, 8(2): 199-208. http://dx.doi.org/10.52716/jprs.v8i2.244
[4] Avner, S.H. (1974). Introduction to Physical Metallurgy. New York: McGraw-hill.
[5] Higgins, R.A. (1993). Engineering Metallurgy. LONDON• SYDNEY• AUCKLAND. https://shorturl.at/fgLOR.
[6] Totten, G.E. (Ed.). (2006). Steel Heat Treatment: Metallurgy and Technologies. CRC Press. https://doi.org/10.1201/9781482293029
[7] Callister Jr, W.D., Rethwisch, D.G. (2020). Fundamentals of Materials Science and Engineering: An Integrated Approach. John Wiley & Sons.
[8] ASM Handbook Committee. (1991). Vol. 4, Heat Treating-Heat Treating of Steel. American Society for Metals. https://tajhizkala.ir/doc/ASM/ASM%20Handbook%20Vol%204.pdf.
[9] Bolton, W. (1994). Engineering Materials Technology Second Edition. London: NEWNES Limited. https://shorturl.at/hDG18.
[10] Hamood, A.F. (2010). Influence of annealing, normalizing hardening followed by tempering and laser treatments on some of the static and dynamic mechanical properties of medium carbon steel. Engineering and Technology Journal, 28(21): 6274-6287.
[11] Calik, A. (2009). Effect of cooling rate on hardness and microstructure of AISI 1020, AISI 1040 and AISI 1060 steels. International Journal of Physical Sciences, 4(9): 514-518.
[12] Ekinci, C., Ucar, N., Calik, A., Karakas, S., Akkurt, I. (2011). Effects of heat treatment on the microstructure and mechanical properties of low-carbon microalloyed steels. High Temperature Materials and Processes, 30: 39-42. https://doi.org/10.1515/htmp.2011.005
[13] Muhammad, A.A., Almula, T.A., Sultan, D.A. (2021). Corrosion of carbon steel and alloy steel: Effect of humidity and hydrochloric acid. In IOP Conference Series: Materials Science and Engineering, 1173(1): 012061. https://doi.org/10.1088/1757-899X/1173/1/012061
[14] Azoor, R.M., Deo, R.N., Birbilis, N., Kodikara, J. (2019). On the optimum soil moisture for underground corrosion in different soil types. Corrosion Science, 159: 108116. https://doi.org/10.1016/j.corsci.2019.108116
[15] Doane, D.V. (1979). Application of hardenability concepts in heat treatment of steel. Journal of Heat Treating, 1(1): 5-30. https://doi.org/10.1007/BF02833206