Shakir M. Mousa*![]() | Shukry H. Aghdeab
| Shukry H. Aghdeab![]()
© 2023 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
Chemical Mechanical Polishing (CMP) is the polishing process where the top surface of a wafer is smoothed using a slurry containing abrasive grit as well as reactive chemical agents. The polishing process is partly mechanical and partly chemical. The mechanical element's main advantage is that it is achieved without great effort to manufacture and supplies good-quality general mechanical and electrical properties. In the current study, the invention reckons on the chemical and mechanical properties of the composition particles (abrasive slurry) utilized to polish silicon surfaces traveling through chemical-mechanical polishing (CMP). MINITAB 17 software was used to estimate the influence of the (CMP) input variables on the surface roughness (Ra) of the silicon workpiece. Other process input variables were disk speed (rpm), the dose of abrasive, the grain size of the abrasive, and the type of slurry. In order to get the best response surface roughness, the current findings show that the constant coefficient of determination (R2) is 95.80%. Furthermore, the effects of disk speed (X1), abrasive dose (X2), abrasive grain size (X3), and type of slurry (X4) on achieving a superior surface roughness finish were 21.05%, 4.34%, 50.00%, and 24.59%, respectively.
chemical mechanical polishing (CMP), abrasive slurry, semiconductor, MINITAB 17 software, surface roughness
Chemical Mechanical Polishing (CMP) was the first beginner's course in 1965 [1, 2]. It is a very required, practical step in semiconductor equipment factories, and it is classified as the technology utilized in burnishing or polishing wafers, glass homogenization, and mechanical applications of microprocessors [3, 4].
It is one of the processes of the discovery of modern nanotechnology that has made real progress for business despite the enormous and early technical difficulties. The process (CMP) is widely utilized in the manufacture of merchandise semiconductors in factories [5]. To create mirror-like surfaces without subsurface deterioration proportional to surface deterioration. The implementation of technological and scientific final results in the field of glazier polishing with commentary of oxides, heterogeneous micro-commentary with particle measurable dimensions from 0.1μm to 0.5μm, and new modern or pre-dispersed fine (UDP) powders has been tested in electronics. The interpretation of the CMP method can be improved by input variables like necessary items, equipment, and commodity consumables (slurry, film, pad backing). Slurry, which generally contains abrasives and chemicals cooperatively, is consumable in the CMP quickly. The manufacturing method, which directly influences capability and throughput, is indispensable for CMP [6, 7].
A slight modification of some slurry properties due to the state of contamination, chemical putrefaction, abrasive particle content, or shear utilized can change the polishing accomplishment and success of the established procedure. The attachment of an abrasive slurry instrument measuring properties with a small chip, distortion, and influence on polishing rate rankings makes the root available, and that is the cause of the polishing amount shrinkage obtained. Traditional slurries consist of solid particles suspended in a liquid of chemical purity [8], which includes more different chemicals such as oxidants, PH-stable metal mixtures, corrosion inhibitors, and ion compounds [9].
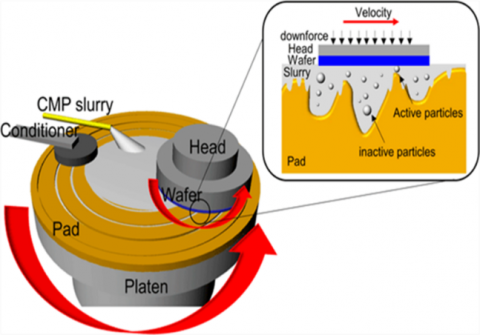
The abrasive in the slurry makes it available for use; it supplies both chemical and mechanical actions with nanometer-sized abrasive particles from solution additives with a synergistic influence leading to material removal (MR) [10, 11]. Through physical and chemical actions, abrasive particle fluid reactions play a significant role in determining the best or optimum abrasive kind, shape, size, and concentration [12]. A slurry must be an optimum accomplishment and should make reasonable material removal rates suitable, polishing quality selectivity with an estimate of the base coat, fewer surface defects after finishing polishing, and very good slurry stability. Choose a slurry that makes available better removal rates without causing great defects in CMP. SiO2 CeO2, and Al2O3 colloidal particles are utilized in the manufacture of CMP slurry. They are applied in various fields, but SiO2 is promising. Alumina particles are used to a limited extent in the manufacture of CMP tungsten slurries; they have a slow speed and are out of fashion due to their hardness [13], and now, silica particles are mostly utilized in preparing slurry particles for electrical insulation and also as CMP minerals. Figure 1 shows the utilization of synthetic silicone acid gels in the CMP process.
Figure 1. (CMP) process [4]
Doi [14] reported that the interpretation of the CMP method can be improved by input variables like necessary items, equipment, and commodity consumables (slurry, film, and pad backing). The study confirmed that the CMP has been advanced as a state-of-the-art technology to successfully bring universal planarization to the surface of 4H-SiC wafers. Mixed silica with varying particle sizes could also be used to improve the polishing rate in the production of semiconductor devices [15]. Besides, Zhao et al. [16] showed that (CMP) is the being the only one of its kind and key technology possible to do easily for surface flattening.
Based on the above survey, the topic of this study is determined by the relationship between carrying out experimental tests and numerical calculations. Therefore, the current study will discuss the influence of variables such as ‘speed’, doze of abrasive, grain size of abrasive, and type of slurry on the flat surfaces of semiconductor silicon. Besides, it discusses why the amount of surface roughness increases. Also, changes or modifications in the polishing device to be suitable for a set of experiments in the CMP process, after preparing the specimen workpiece, will be studied. The further objectives will include creating a strong mathematical regression model between the variables and the response (ΔRa) for semiconductor silicon.
2.1 Input variables
Table 1. Variables value
|
Variables Technological |
‘Symbols’ |
L/1 |
L/2 |
L/3 |
|
Disk Speed (rpm) |
X1 |
100 |
200 |
300 |
|
Doze of Abrasive (cc) |
X2 |
1 |
2 |
3 |
|
Grain Size of Abrasive (um) |
X3 |
3 |
6 |
10 |
|
Type of Slurry |
X4 |
50 |
51 |
52 |
Table 2. Stationary parameters
|
Parameter |
Value |
|
Time of experiment |
8 (min) |
|
Work piece |
semiconductor silicon |
|
Flow rate of slurry |
(2.25) liter/min |
In this research, several experiments were accomplished before starting work and choosing the most appropriate area on the plane surfaces of the semiconductor silicon using the CMP process. Variables like disk speed, a doze of abrasive, the grain size of the abrasive, and the type of slurry. The variables and their levels are shown in Table 1, while Table 2 shows the constant variables.
2.2 Orthogonal array (OA)
Table 3. ‘Taguchi matrix' DOE L9 coded
|
№ |
X1 |
X2 |
X3 |
X4 |
|
1 |
1 |
1 |
1 |
1 |
|
2 |
1 |
2 |
2 |
2 |
|
3 |
1 |
3 |
3 |
3 |
|
4 |
2 |
1 |
2 |
3 |
|
5 |
2 |
2 |
3 |
1 |
|
6 |
2 |
3 |
1 |
2 |
|
7 |
3 |
1 |
3 |
2 |
|
8 |
3 |
2 |
1 |
3 |
|
9 |
3 |
3 |
2 |
1 |
Table 4. Taguchi matrix DOE L9 uncoded
|
№ |
X1 |
X2 |
X3 |
X4 |
ΔRa Excrement |
|
1 |
100 |
1 |
3 |
50 |
0.0020 |
|
2 |
100 |
2 |
6 |
51 |
0.0320 |
|
3 |
100 |
3 |
10 |
52 |
0.0100 |
|
4 |
200 |
1 |
6 |
52 |
0.0400 |
|
5 |
200 |
2 |
10 |
50 |
0.0003 |
|
6 |
200 |
3 |
3 |
51 |
0.0650 |
|
7 |
300 |
1 |
10 |
51 |
0.0330 |
|
8 |
300 |
2 |
3 |
52 |
0.0220 |
|
9 |
300 |
3 |
6 |
50 |
0.0010 |
2.3 Measuring the response parameter
Calibration will be done before any measurement by a standard specimen in the device equipment, and then the specimen will be measured before the MAF process to get the mean value (0.33um). After that were measured (9) tests, also before and after the CMP process, using the surface roughness tester SRT-6210. (Ra) was calculated by measuring each specimen workpiece many times before and many times after the CMP process and getting the mean value.
$\Delta R a=$ Ra before $C M P-$ Ra after $C M P$ (1)
2.4 Regression prediction model
The statistical design of experiments (DOE) is the main procedure; it is an overall statistical and mathematical use of new modeling and detailed analysis to influence a large number of variables representing the independent parameters X1, X2, and Xp, but the output response Yi on each other represents the dependent parameters. The proposed multiple regression model is a quadratic model with interaction variables. The strength of the relation between the response Y and the variables parameters is represented by an equation called the mathematical regression model of the CMP process.
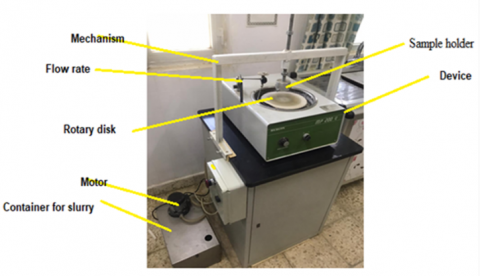
In this search, the Lappatrice da Laboratorio Hergon mod. MP 200 device is modified in the workshop and utilized to carry out the experiment set-up (CMP) process. To run the experiment set-up at a special speed, by manufacturing and designing a simple mechanism and then mounting it on the device, we can catch the specimen by the sample holder. Figure 2 shows a picture of the CMP device.
Figure 2. Device of (CMP) employed in the current study
This variable parameter contains the form of the specimens that have been utilized in the CMP process, and the material, like silicon, was chosen to be a workpiece. Some data on the chemical composition and mechanical properties of the silicon semiconductor are given in Tables 5 and 6.
Table 5. Chemical composition and mechanical properties of silicon semiconductor
|
Chemical Composition |
Si |
Fe |
Al |
Rest |
|
W% |
99.45 |
0.180 |
0.062 |
0.285 |
|
Mechanical properties |
Young’s modules (Mpa) |
Density Kg/m3 |
Tensile Yield strength (Mpa) |
Poisson’s ratio |
|
Value |
207 |
7600 |
460 |
0.3 |
Properties of slurries, including density and hardness values, are shown in Table 6.
Table 6. Specification of slurries
|
Property |
Silica 50 |
Alumina 51 |
Ceria 52 |
|
Density (gcm-3) |
2.2-2.6 |
4.0 |
7.1 |
|
Hardness (Mohs) |
6-7 |
9 |
6 |
The effect of four variables (disk speed, a doze of abrasive, grain size of abrasive, and type of slurry) with three levels for each variable is used in the current work to determine the influence of the CMP process on ∆Ra discussion in this work. The regression models and final results of experiments are acquired in silico, as listed in Table 7. By using the statistical MINITAB 17 program, the mathematical regression model for assessing the ∆Ra is as follows:
Table 7. Results of experiments set-up for distribution variables with response experimental and regression models generated for silicon according to Taguchi array matrix
|
№ |
X1 |
X2 |
X3 |
X4 |
ΔRa Excrement |
ΔRa Regression |
|
1 |
100 |
1 |
3 |
50 |
0.0020 |
0.0165023 |
|
2 |
100 |
2 |
6 |
51 |
0.0320 |
0.0215419 |
|
3 |
100 |
3 |
10 |
52 |
0.0100 |
0.0243892 |
|
4 |
200 |
1 |
6 |
52 |
0.0400 |
0.0348252 |
|
5 |
200 |
2 |
10 |
50 |
0.0003 |
0.0033225 |
|
6 |
200 |
3 |
3 |
51 |
0.0650 |
0.0302856 |
|
7 |
300 |
1 |
10 |
51 |
0.0330 |
0.0166059 |
|
8 |
300 |
2 |
3 |
52 |
0.0220 |
0.0435689 |
|
9 |
300 |
3 |
6 |
50 |
0.0010 |
0.0142586 |
$\begin{aligned} \Delta R a=-80.64+ & 0.000757 X 1-0.02810 X 2-0.000881 X 3+3.151 X 4-0.000002 X 1 * X 1 \\ & +0.007067 X 2 * X 2 -0.000100 X 3 * X 3 -0.03078 X 4 * X 4\end{aligned}$ (2)
There are some coefficients of regression model also displayed:
R-Sq(adj)=96.5%, R-Sq=97.2%
Figure 3 shows a plot of the normal distribution probability for ‘(∆Ra’) and displays that 96.5% of the perceived observed response (∆Ra’)’ for silicon was an independent variable.
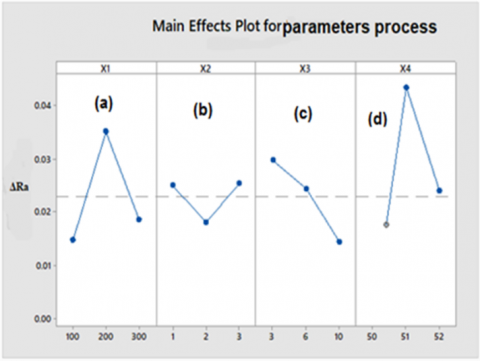
In Figure 4, the main effects of variables on the percentage rate of amelioration ∆Ra are presented. The major influences were the grain size of the abrasive, the finishing type of slurry, disk speed, grain size, and doze of abrasive. Table 8 shows the results of the percentage improvement of ∆Ra (a larger difference rate means the better) at various CMP processes.
To discuss the effect of disk speed (X1), the study depends on the results of Table 4. From Figure 4 (a), when all variables are interacted, the relationship of the mean value of ∆Ra at x1=100rpm is 0.015um, at x1=200rpm is 0.035um, and at x1=300 is 0.018um. Disk speed is effected by 21.05% on the surface finish ∆Ra; increased degree of x1 from 100–200rpm causes Ra to rise, but an increasing degree of x1 from 200–300rpm causes Ra to lessen. The more desirable range of disk speed in this state is 200rpm, as shown in Figure 5.
Figure 3. Plot of normal distribution probability for (∆Ra)
Figure 4. Influence of variables interaction on the ∆Ra values of silicon
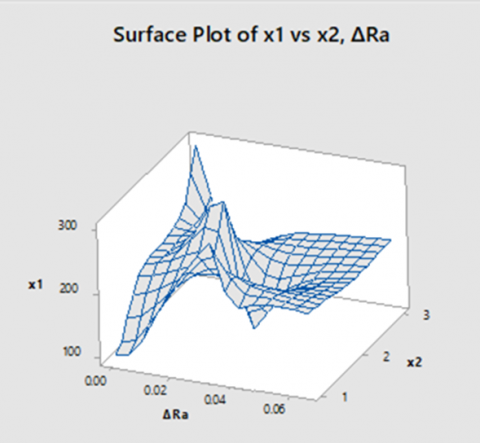
Figure 5. Relationship among ∆Ra between disk speed (X1) and doze of abrasive (X2)
Table 8. Percentage contribution of variable influencing (∆Ra)
|
Variables |
% ‘(∆Ra)’ |
|
Disk speed ‘(rpm) |
21.05% |
|
Doze of abrasive (cc) |
4.34% |
|
Grain size abrasive (um) |
50.00% |
|
Type of slurry |
24.59% |
|
|
100% |
Regarding the effect of Doze of Se (X2) From Figure 4 (b), when all variables are interacted, the relationship of the value or mean of ∆Ra at x2=1 (cc) is 0.25um, at x2=2 (cc) is 0.018um, and at x2=3 (cc) is 0.026um. A doze of abrasive is affected by 4.34% on the surface finish ∆Ra; increasing x2 from (1 to 2) (cc) causes a decreased degree of Ra, but increasing x2 from (2 to 3) causes an increased degree of Ra. The more desirable range of doze abrasive in this state is (3 cc), as shown in Figure 6.
Besides, the effect of grain size on the abrasive (X3) is also discussed depending on the findings of Figure 4. From Figure 4 (c), when all variables are interrelated, the relationship of the middle value or mean of ∆Ra at x3=3um is 0.03um, at x3=6um is 0.025um, and at x3=10um is 0,015um. Grain size powder is affected by 50.00% on the surface finish ∆Ra; increasing x3 from (3 to 10) um causes Ra to decrease. The more desirable range of grain size in this state is 1um, as shown in Figure 7.
Figure 6. Relationship among ∆Ra between grain size abrasive (X3) and type of slurry (X4)
Figure 7. Relationship among ∆Ra between grain size abrasive (X3) and type of slurry (X4)
Based on Figure 4, the effect of the type of slurry (X4) is discussed. From Figure 4, when all variables are in interaction, the relationship of the mean value of ∆Ra at x4=50 is 0.015um, at x4=51 is 0.045um, and at x4=52 is 0.023um. The surface finish Ra is affected by the type of slurry by 24.59%; an increased degree of x4 from 50-51 causes Ra to rise, but an increased degree of x4 from 51-52 causes Ra to fall. The more desirable range of types of slurry in this state is 52, as shown in Figure 7.
In addition, by making use of the statistical program MINITAB 17 and the regression model, we are able to determine the goals of the relationship between the variables and the response of the CMP process for surface roughness and obtain information on the preferred values of variables for surface roughness that is superior to that of the best. This information is presented in Table 9, which can be found below.
Table 9. The better surface roughness finish values
|
Operating Variables |
The Better Surface Roughness Finish |
|
|
Effect |
Better Values |
|
|
Disk speed (X1) |
21.05% |
200rpm |
|
Doze of abrasive (X2) |
4.34% |
3cc |
|
Grain size of abrasive (X3) |
50.00% |
3um |
|
Type of slurry (X4) |
24.59% |
51 |
In the current study, modification of the polishing device to be suitable for a set of experiments of the CMP process, preparation of the specimen workpiece in the laboratory, and giving the desired results for the surface finish have been investigated. Some points can be drawn, as shown below:
It can be concluded that the removal rate mechanism is not a scratching-type process but that the removal rate is related to the contact surface area between particles and the polished surface, which controls the reaction rate.
All variables and parameters of the CMP process are significant because the constant coefficient of determination (R2) is 95.80%, which means the regression model and the system processes are strong.
Based on the current findings, the effects of Disk speed (X1), Doze of abrasive (X2), Grain size of abrasive (X3), and Type of slurry (X4) were 21.05%, 4.34%, 50.00%, and 24.59%, respectively, to get a better surface roughness finish.
Regarding further work in the future, the study recommended the application of new-fangled mathematical software to calculate the temperature and residual stress effects on the surface for all properties and the development of a magnetic machine for polishing holes.
[1] Davis, J.A., Meindl, J.D. (Eds.). (2012). Interconnect technology and design for gigascale integration. Springer Science & Business Media.
[2] Kakireddy, V.R.R. (2007). Effect of temperature on copper chemical mechanical planarization.
[3] Langpoklakpam, C., Liu, A.C., Chu, K.H., Hsu, L.H., Lee, W.C., Chen, S.C., Sun, C.W., Shih, M.H., Lee, K.Y., Kuo, H.C. (2022). Review of silicon carbide processing for power mosfet. Crystals, 12(2): 245. https://doi.org/10.3390/cryst12020245
[4] Seo, J. (2021). A review on chemical and mechanical phenomena at the wafer interface during chemical mechanical planarization. Journal of Materials Research, 36: 235-257. https://doi.org/10.1557/s43578-020-00060-x
[5] Song, C., Shi, F., Zhang, W., Lin, Z., Lin, Y. (2020). High-efficiency and low-damage lapping process optimization. Materials, 13(3): 569. https://doi.org/10.3390/ma13030569
[6] Lu, J., Luo, Q., Xu, X., Huang, H., Jiang, F. (2019). Removal mechanism of 4H-and 6H-SiC substrates (0001 and 000 1) in mechanical planarization machining. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 233(1): 69-76. https://doi.dox.org/10.1177/0954405417718595
[7] Tsai, Y.H., Chen, C.C.A., Suzuki, K., Khajornrungruang, P., Chiu, S.F., Hua, C.T. (2020). Advanced chemical-mechanical planarization for 4H-SiC substrate by water-soluble inclusion complexes of fullerene. Japanese Journal of Applied Physics, 59(SL): SLLA01. https://doi.org/10.35848/1347-4065/ab8c9b
[8] Wang, W., Zhang, B., Shi, Y., Zhou, D., Wang, R. (2022). Improvement in dispersion stability of alumina suspensions and corresponding chemical mechanical polishing performance. Applied Surface Science, 597: 153703. https://doi.org/10.1016/j.apsusc.2022.153703
[9] Muthukumaran, A.K. (2008). Chemical systems for electrochemical mechanical planarization of copper and tantalum films. Doctoral Dissertation, The University of Arizona.
[10] Zhao, D., Lu, X. (2013). Chemical mechanical polishing: theory and experiment. Friction, 1: 306-326. https://doi.org/10.1007/s40544-013-0035-x
[11] Ihnfeldt, R.V., Talbot, J.B. (2007). Effects of CMP slurry chemistry on agglomeration of alumina and copper surface hardness. ECS Transactions, 3(41): 21. https://doi.org/0.1149/1.2819478
[12] Luo, Q., Wen, H., Lu, J. (2022). Sol-gel polishing technology for extremely hard semiconductor substrates. The International Journal of Advanced Manufacturing Technology, 120(3-4): 1415-1432. https://doi.org/10.1007/s00170-022-08771-7
[13] Ma, G., Li, S., Liu, F., Zhang, C., Jia, Z., Yin, X. (2022). A review on precision polishing technology of single-crystal SiC. Crystals, 12(1): 101. https://doi.org/10.3390/cryst12010101
[14] Doi, T. (2018). Next-generation, super-hard-to-process substrates and their high-efficiency machining process technologies used to create innovative devices. International Journal of Automation Technology, 12(2): 145-153. https://doi.org/10.20965/ijat.2018.p0145
[15] Wang, H., Zhang, Z., Lu, S. (2018). Study of several silica properties influence on sapphire CMP. Journal of Electrical Engineering & Technology, 13(2): 886-891.
[16] Zhao, Q., Xie, S., Wang, H., Yang, L., Mei, X., He, Y. (2022). Control of the Micro-defects on the surface of silicon wafer in chemical mechanical polishing. ECS Journal of Solid State Science and Technology, 11(2): 023009. https://doi.org/10.1149/2162-8777/ac546d