Venkata Ramana Murty Yerubandi*![]() | Venkata Subbaiah Kambagowni
| Venkata Subbaiah Kambagowni![]() | Jagannadha Kameswara Prasad Ayyagari
| Jagannadha Kameswara Prasad Ayyagari![]() | Yeshvantha Hirisave Sathyanarayana
| Yeshvantha Hirisave Sathyanarayana![]() | Chethan Devarahatti
| Chethan Devarahatti![]()
© 2024 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
The tribological behavior of Ultra-High Molecular Weight Polyethylene (UHMWPE) composites, reinforced with nano-sized Zinc Oxide (ZnO) particles, was systematically investigated under both dry and wet conditions. Composites were fabricated via hot compression molding, ensuring homogeneous nanoparticle distribution and effective bonding. Wear rates in dry conditions were assessed using a pin-on-disc apparatus, with a composite pin against a 63 HR EN31 steel disc, while wet tribology tests employed distilled water as a lubricant. Post-experimental Scanning Electron Microscopy (SEM) analyses revealed distinct wear mechanisms between the two environments. Under dry conditions, an increase in wear rates and frictional forces was observed for the composites, whereas the introduction of water as a lubricant significantly reduced wear rates in wet conditions. The presence of nano ZnO was found to enhance the mechanical properties and wear resistance of UHMWPE, particularly in the presence of lubrication. When subjected to a 100rpm and 10N load, the UHMWPE composite with a 10wt% ZnO filler exhibited a marked reduction in weight loss (1.1mg) in comparison to the unfilled UHMWPE (5.1mg). This improvement was sustained at elevated speeds and loads, indicating that higher filler concentrations correlate with improved wear resistance. Wet wear testing further demonstrated the advantageous role of nano ZnO, with UHMWPE composites incurring less weight loss than their unfilled counterparts. The hydrophobic nature of nano ZnO was instrumental in reducing wear under lubricated conditions. These findings underscore the potential for nano ZnO reinforced UHMWPE composites in applications demanding high wear resistance, such as in biomedical implants and automotive components. Moreover, the hydrophobic properties of nano ZnO suggest additional benefits in wet environments. Future work should focus on optimizing nano ZnO loadings for maximum wear resistance and exploring the integration of other reinforcing agents to create composites with multifaceted functional attributes.
UHMWPE, nano ZnO, sol-gel method, ducom’s TR201LE POD tester, wet wear test, zinc acetate, sodium hydroxide, zinc hydroxide, deionized water (DM water), transfer film
The enhancement of Ultra-High Molecular Weight Polyethylene (UHMWPE) wear resistance through the reinforcement of sol-gel synthesized nano Zinc Oxide (ZnO) is investigated in this study. Renowned for its wear resistance and mechanical robustness, UHMWPE is prevalently utilized in the fabrication of pumps designed for the management of corrosive fluids. Nonetheless, the augmentation of its wet and slurry wear resistance remains an exigent necessity. This research provides a comparative analysis of the wear properties of the composites under dry and water-lubricated conditions, offering novel insights through the employment of the sol-gel method for nano ZnO synthesis and the execution of wet wear testing to evaluate the performance of composites in aquatic lubrication contexts.
Within the realm of engineering applications, polymer composites are increasingly favored due to their inherent properties of self-lubrication, lightness, corrosion resistance, and processability [1]. UHMWPE is distinguished by its remarkable wear resistance [2] and is deployed across a diverse spectrum of applications, including but not restricted to bearings, valves, automotive components, and as the material of choice for biomedical implants, particularly in artificial joint replacements [3-8]. Despite its prevalent adoption, the material's application in biomedical implants is accompanied by significant wear challenges [8].
In an effort to elevate the wear performance of Ultra-High Molecular Weight Polyethylene (UHMWPE), recognized for its excellent impact resistance, biocompatibility, low friction coefficient, chemical inertness, and wear-resistant characteristics, the engineering and research community has directed substantial attention towards the development of UHMWPE composites. The incorporation of reinforcing agents, such as fibers and particle fillers, into UHMWPE matrices is being thoroughly examined as a strategy to mitigate wear issues inherent in UHMWPE-based components. A diverse array of fillers—ranging from carbon fibers to kaolin, natural coral, zirconium dioxide, titanium dioxide (TiO2), alumina (Al2O3), carbon nanotubes (CNTs), platinum-zirconium quasicrystals, hydroxyapatite, and bovine bone-derived hydroxyapatite (BHA)—have been assessed for their capacity to enhance wear resistance [6, 7, 9-16].
Empirical studies indicate that the judicious selection and integration of micro- and nano-scale fibers, inorganic particles, ceramics, and biomaterials into the UHMWPE matrix can lead to a pronounced reduction in wear rates under conditions of sliding and abrasive wear [17-21]. It has been established that variables such as the concentration of fillers, the interaction between filler and matrix, the dispersion of fillers, along with the type, size, and shape of fillers, decisively impact the wear characteristics of the resultant composites [22]. In this investigation, Zinc Oxide (ZnO) is selected as a reinforcing agent due to its superior mechanical attributes, electrical conductivity, and beneficial wear properties [23].
With burgeoning environmental concerns, the quest for sustainable technologies has intensified in various sectors, including shipbuilding and industrial equipment manufacturing. This has catalyzed the pursuit of water-lubricated journal bearings, which are environmentally benign, cost-effective, and exhibit low coefficients of friction (COF) [24, 25]. Ultra-High Molecular Weight Polyethylene (UHMWPE), characterized by its minimal water absorption, robust chemical stability, and high impact strength, emerges as an ideal candidate for water-lubricated applications [26, 27]. Despite its innate suitability, the friction coefficient and wear rates of unmodified UHMWPE may not fulfill the stringent requirements for water-lubricated journal bearings, necessitating the enhancement of its tribological properties under both dry and water-lubricated conditions.
Chang et al. [28] conducted an investigation into the wear behavior of UHMWPE composites, bolstered by the inclusion of micro- and nano-scale Zinc Oxide (ZnO), under dry sliding conditions utilizing a pin-on-disc wear tester. The study revealed that the integration of ZnO, at micro and nano dimensions, into the UHMWPE matrix at various filler loadings, resulted in improved wear performance of the composites. Notably, UHMWPE composites with 5-10 wt% of micro-ZnO fillers exhibited reduced weight loss, whereas those with 10 wt% nano-ZnO achieved the most significant reduction in weight loss, especially at sliding speeds of 0.033 and 0.368 m/s. It was observed that weight loss was amplified with increasing load and sliding speed for composites reinforced with both micro and nano-ZnO.
A comparative analysis indicated that the nano-ZnO/UHMWPE composites outperformed their micro-ZnO/UHMWPE counterparts in terms of interfacial adhesion and wear behavior. The superior wear resistance afforded by nano-ZnO was ascribed to its load-bearing capacity, which effectively shielded the polymer matrix. Nonetheless, it was noted that the detached hard particles could potentially act as abrasive entities within the tribological system, hastening the wear rate.
The study elucidated the dual role of hard particles in enhancing wear resistance and potentially exacerbating wear through third-body abrasion [29]. This paradox underscores the complexity of tribological systems and the critical influence of filler size, type, and loading on the wear characteristics. In summary, the introduction delineates the challenges encountered by UHMWPE in wear applications, surveys previous advancements in wear resistance enhancement, and underscores the novel approach of nano ZnO reinforcement. The forthcoming sections will present the experimental methodology, findings, and analytical discussions, offering a comprehensive and detailed examination of the research objectives and contributions.
2.1 Materials
This study used UHMWPE that was supplied in powder form and had a density of 0.93g/cm3 and a molecular weight of 5.106g/mol by Process Pumps India PVT Ltd. in Bangalore. Sunlife Sciences in Hyderabad, Telangana provided all the additional chemicals required for the production of ZnO. The solution technique was used to create ZnO nanoparticles, which were then examined for microstructural characteristics (details in section 3.1).
2.2 ZnO nanoparticles synthesis
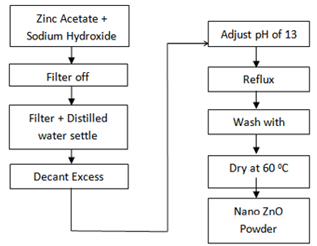
Figure 1. Flow chart of nano ZnO synthesis
For the synthesis using the direct precipitation method following method is adopted (Figure 1): a 0.3M solution of zinc acetate dihydrate was dissolved in 100ml of distilled water, along with a sodium hydroxide solution of 3M concentration. Initially, a white residue appeared briefly but disappeared within 2-3minutes. The resulting solution was then stirred for 10minutes to ensure complete dissolution. The pH of the solution was adjusted to 13, and the solution containing the precipitate was subjected to reflux at a temperature of 90℃. Following refluxing, the white powder was washed multiple times with methanol and subsequently dried at ambient temperature. The solgel method was employed for scaling up the synthesis of ZnO nanoparticles. First, zinc acetate (Zn(CH3COO)2) is dissolved in water, and then sodium hydroxide (NaOH) is added to create a solution of zinc acetate and sodium hydroxide. Zinc hydroxide (Zn(OH)2) and sodium acetate (CH3COONa) are the products of the reaction between zinc acetate and sodium hydroxide. After that, the mixture is filtered to get rid of any solid contaminants. After adding distilled water to the filtered solution, the mixture is allowed to settle while any extra liquid is decanted off. The settling solution is treated with a base to elevate the pH to around 13 in order to regulate it. The creation of nanoparticles is encouraged by refluxing the solution at a high temperature. After refluxing, distilled water is used to wash away any remaining contaminants from the resultant zinc oxide (ZnO) nanoparticles. To get nano ZnO powder, the washed nanoparticles are then dried at 60 degrees Celsius to eliminate the water content. Overall process is showed in Figure 2. The overall reaction involved in the synthesis is as follows:
Zn(CH3COO)2+2NaOH→Zn(OH)2+2CH3COONa
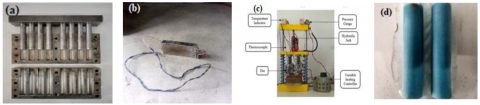
Figure 2. Preparation of nano ZnO (a) sodium hydroxide pallets (b) zinc acetate (c) nano ZnO sol (d) nano ZnO gel and (e) dried ZnO powder
Figure 3. Compression moulding process (a) multicavity split die (b) band heater (c) compression moulding setup (d) prepared UHMWPE composite
2.3 UHMWPE composite preparation
UHMWPE composites were prepared using hot compression moulding in multi-cavity split dies. The moulding process was conducted at a temperature of 130℃±2℃ for a duration of 90±2minutes. Electrical band heaters were employed to heat the multi-cavity, while wooden slabs were utilized to minimize heat loss at the bottom of the die. The band heater was insulated by surrounding it with a cera-wool blanket stitched in a glass fiber cloth. The process setup, including a mini hydraulic table top press, multi-cavity dies, and temperature controller, is depicted in the accompanying Figure 3. The appropriate weight percentages of polymer and ceramic oxides (micron and nano) were accurately weighed according to the provided Table 1.
Table 1. Levels of operational parameters
|
Sl. |
Reinforcment Weight% |
Weight of Ceramic Oxide (Grams) |
Weight of UHMWPE (Grams) |
Total Weight (Grams) |
|
1 |
2.5 |
0.75 |
29.25 |
30 |
|
2 |
5 |
1.5 |
28.5 |
30 |
|
3 |
7.5 |
2.25 |
27.75 |
30 |
|
4 |
10 |
3.0 |
27 |
30 |
Once the specified pressure and temperature were reached, compression was maintained for the designated time as mentioned above. The power supply to the band heater and digital temperature controller was then turned off. After the die temperature reached room temperature, it was opened, and the samples were carefully extracted from the die. The samples were stored in self-sealing plastic covers, appropriately labelled, for further testing. Figure 3 shows the equipment involved and the prepared composites.
2.4 Wear and friction test
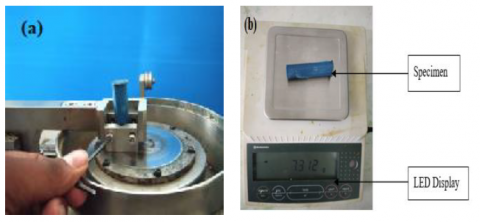
Figure 4. Wear test setup (a) POD tester with sample (b) electronic weighing machine
Table 2. Parameters for wear test
|
Sl. No |
Parameters |
Values |
|
1 |
Diameter of the specimen |
13mm |
|
2 |
Track radius |
50mm |
|
3 |
Sliding speed |
100, 200 and 300rpm |
|
4 |
Applied normal load |
10, 20 and 30N |
|
5 |
Duration of test |
30min |
Ducom's TR201LE pin-on-disc friction and wear monitor (Figure 4) measured UHMWPE composites' dry wear rates. Wear rates were measured by measuring pin material loss during testing. The disc was 63 HR EN31 steel, while the pin was a UHMWPE composite cylinder. The same test settings were used to lubricate the sliding surface with distilled water at 100-105 droplets per minute (300-315mL/h). SEM was used to examine each UHMWPE composite pin's surface following friction and wear trials. Dry and wet lubrication tribology testing used similar parameters. The tests were run at 100, 200, and 300rpm with weights of 10, 20, and 30N with a constant track radius of 50mm for 30min. The details of parameters and their values is given in Table 2.
3.1 Microstructural characterization
Upon observation, it is apparent that the smaller UHMWPE particles tend to agglomerate, forming secondary particles that exhibit a rounded shape. Further examination reveals the presence of fibrils within the microstructure (Figure 5(a) and 5(b)). The particles appear non-porous, but possess a complex structure that enhances the UHMWPE's ability to form a regular packing arrangement on the surface. The XRD pattern of the UHMWPE, as depicted in subgraph (c) of Figure 5, indicates the presence of two phases. The polymer is determined to be semi-crystalline, with the two phases being amorphous and orthorhombic crystalline. These phases are characterized by distinct sharp peaks at 110 and 200, corresponding to angles of 21.5 degrees and 24 degrees, respectively.
Figure 5. SEM images of UHMWPE powder as received at (a) 1000X, (b) 1500X and XRD pattern
Figure 6. (a) SEM image of nano Zn3.1O (b) EDX pattern of nano ZnO
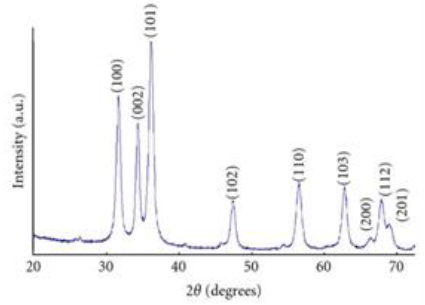
Figure 7. XRD pattern of synthesized nano ZnO
The synthesised zinc oxide (ZnO) particles are pure, as determined by scanning electron microscopy (SEM), and they have a pristine white colour, making them attractive nanoparticles. Flower-shaped and capsuled particles are easily discernible in high-magnification (50,000X and 100,000X) photos (Figure 6(a)). As can be seen in the image, the nanoparticles exhibit clustering indicative of a consistent size distribution and size decrease as a result of the synthesis process, leading to an estimated average particle size of 75nm. As a result of this aggregation, secondary nanoparticles are often formed from the initial particles.
Nano ZnO powder consists solely of zinc and oxygen, with no other elements present, as proven by EDX analysis (Figure 6(b)). The wurtzite phase of ZnO was confirmed by X-ray diffraction (XRD) (Figure 7) experiments performed across a 2 range of 20-80°, with diffraction peaks correlating with the published results. Except for ZnO, no additional peaks could be identified. Scherrer's equation was used to calculate an average grain size of the particles from the diffraction intensity of the (101) peak. Synthesised materials show clear line widening, indicative of a size range on the nanometer scale, as measured by XRD line broadening. There is agreement between the computed and reported values for the lattice parameters. When making ZnO powders, the reaction temperature has a major impact on the resulting particle shape. The average particle size was measured to be 75nm.
3.2 Effect of nano ZnO filler addition on the dry and wet wear characteristics of the UHMWPE composites
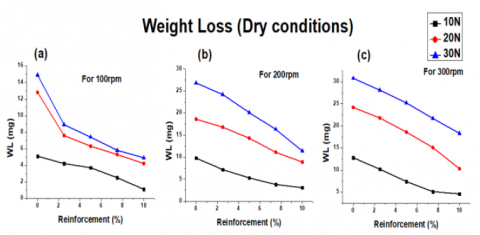
Figure 8 shows the difference in weight between pure UHMWPE and nano ZnO/UHMWPE composites due to wear. Weight loss was measured using a pin-on-disc (POD) test setup, and results are shown against sliding speed and applied stress and filler loading. Higher resilience to wear is associated with less mass loss.
Figure 8(a) shows that the weight loss of UHMWPE with nano-ZnO fillers is less than that of pure UHMWPE while sliding at 100rpm under loads of 10, 20, and 30N. When subjected to a stress of 10N, UHMWPE reinforced with 10wt% ZnO loses the least amount of weight (1.1mg) compared to pure UHMWPE (5.1mg). UHMWPE with 10wt% ZnO exhibits minimal weight losses of 4.2 and 4.9mg for 20 and 30N applied loads, respectively, in comparison to 12.8 and 14.9mg for pure UHMWPE. At a sliding speed of 200rpm and a load of 10, 20, and 30N, nano-ZnO/UHMWPE composites (Figure 8(b)) show weight losses of 3.1, 8.9, and 11.4, respectively, whereas pure UHMWPE shows weight losses of 9.8, 18.6, and 26.8mg. Figure 8(c) demonstrates that at a sliding speed of 300rpm, the nano composites lose a minimum of 4.6, 10.3, and 18.3mg of weight, whereas pure UHMWPE loses 12.8, 24.2, and 30.8mg. When nano-ZnO fillers are added to UHMWPE, there is less overall weight loss, which is evidence of enhanced wear resistance, especially at higher filler loadings and sliding speeds.
Sliding wear behaviour of the pin-shaped composites may be broken down into phases, as stated by Kónya and Váradi [30]. The phases of contact and wear are as follows: (a) an edge-like contact, (b) a complete contact phase, and (c) a constant wear phase. The contact surfaces of the samples undergo stress and wear during the wear test due to the sliding motion. Wear debris forms as the mechanical cohesiveness of the sample surface deteriorates over time, causing it to separate from the main body and break down. In terms of mass reduction, composites perform better than pure UHMWPE. This is because the polymer matrix contains reinforcing particles. These particles are resistant to the shear stress created by sliding, shielding the underlying polymer and lowering the likelihood of its separation from the bulk body [31]. Therefore, the wear resistance of the composites is enhanced by the addition of nano-ZnO fillers to the UHMWPE matrix. Figure 8 shows that the rate of weight loss increases with both the sliding speed and the load. Frictional heat generated at the surface may also contribute to the composites' increased rate of weight loss. This becomes glaringly apparent at very fast sliding speeds and very large applied weights. Frictional heating speeds up the wear process, which results in greater weight loss of the composites. Because the actual contact area between the composite surface and abrasive surfaces increases with increasing applied loads in UHMWPE composites reinforced with nano ZnO, the rate of weight loss increases with increasing load [32]. The true contact area grows as the applied stress does because the abrasive asperities are forced deeper into the composite material. More material is worn away because of the abrasive action because of the larger contact area.
Figure 8. Weight loss of UHMWPE composites in dry condition as a function of reinforcement percentage and load for 100, 200 and 300rpm speed
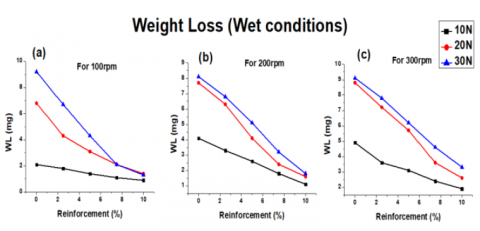
The findings of a wet wear test show the same general pattern (Figure 9), although with less overall weight loss. The weight loss values for UHMWPE with 10wt% ZnO are 0.9, 1.4, and 1.3mg for 10, 20, and 30N load at 100rpm, respectively, while these values are 2.1, 6.8, and 9.2mg for pure UHMWPE. Also, compared to pure UHMWPE, which loses 4.1, 7.7, and 8.1mg of weight at 10, 20, and 30N load at 200rpm, respectively, UHMWPE with 10wt% ZnO loses 1.1, 1.6, and 1.8mg. However, compared to pure UHMWPE, the minimum weight loss of UHMWPE with 10wt% ZnO is only 1.9, 2.6, and 3.3mg for 10, 20, and 30N load at 300rpm, respectively. Wet wear circumstances occur when there is a lubricating liquid present, such as water, which lessens the amount of friction between the sliding surfaces. Lubrication reduces wear and material loss by reducing friction and shear forces acting on the composites. During the sliding operation, the water functions as a coolant, removing heat from the friction. Because of this, the UHMWPE composites are protected from overheating and the thermal deterioration that might increase wear is mitigated. Additionally, water molecules can create a thin layer between the sliding surfaces, resulting in a hydrodynamic lubricating effect. This coating acts as a buffer between the surfaces, protecting them from damage and wear. Water can also aid in cleaning the sliding contact of trash and particles caused by wear. In addition to minimising wear, the water also functions as a cleansing agent, removing dirt and avoiding its build-up.
Figure 9. Weight loss of UHMWPE composites in wet condition as a function of reinforcement percentage and load for 100, 200 and 300rpm speed
3.3 Effect on coefficient of friction
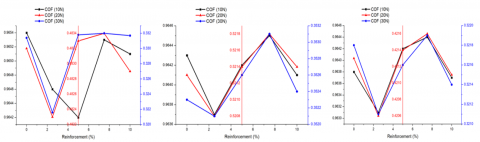
Friction coefficient of UHMWPE composites in dry and wet conditions is shown in Figures 10 and 11. The strong friction between the sample and the sharp ridges on the abrasive surface during the sliding test against abrasive paper caused early variations in the frictional force across all samples. The frictional force eventually achieved a constant state with just minor changes as the test went on. This steady state was reached as wear debris from the samples formed a transfer layer on the counterface, coating the abrasive paper's jagged ridges. This debris-based transfer film develops as a result of adhesive and abrasive wear, which collects debris from the sample's contacting surface. As a result, the transfer film's existence causes the frictional force to decrease during steady-state sliding. The achievement of the steady state is accelerated by heavier weights and faster sliding rates.
Nano-ZnO/UHMWPE composites have a COF that, on average, is very close to that of pure UHMWPE, with only slight variations. The typical COF values for 100rpm vary from 0.9651 to 0.9654 for 10N, 0.4829 to 0.4832 for 20N, and 0.3314 to 0.3326 for 30N. Nano-ZnO fillers in the composite material explain the consistency of the trend exhibited at both 200 and 300rpm. These fillers are added to composites to boost their mechanical characteristics and tribological performance. Strengthened by the nano-ZnO reinforcement fillers, interfacial adhesion is enhanced and frictional forces are diminished. The nano-ZnO/UHMWPE composites benefit from this by having a more stable and constant COF than pure UHMWPE, which is subject to greater swings. The use of nano-ZnO fillers allows for more stable and uniform tribological behaviour in the composites by reducing the impact of COF fluctuations. It has been discovered that the COF decreases significantly as the sliding speed increases. The increased shearing action between the surfaces at greater speeds accounts for this, since it facilitates a more uniform sliding motion and lessens the resistance to this motion due to friction. While sliding speed does have some effect on COF, it is negligible and likely dependent on other factors including the surface finish and material composition.
In terms of the coefficient of friction (COF), the nano-ZnO/UHMWPE composites exhibit a trend that is comparable to that seen during the dry wear test when the wet wear test was performed. In spite of this, it has been shown that the values of COF obtained from the wet wear test are, on average, lower than those obtained from the dry wear test. During the wet wear test, the addition of a lubricating fluid, such as water, serves to lower the frictional forces that are exerted between the surfaces that are sliding. This results in a sliding action that is both smoother and more efficient, which in turn leads to lower COF values. Due to the fact that water has a lubricating effect, it helps to minimise the adhesion and ploughing of the surfaces, which in turn serves to reduce the total friction and wear. When compared to the dry wear test, the wet wear test shows much enhanced lubrication and significantly reduced frictional forces. As a result, the wet wear test results in significantly lower COF values for the nano-ZnO/UHMWPE composites.
3.4 SEM observations of composites’ wear behaviour
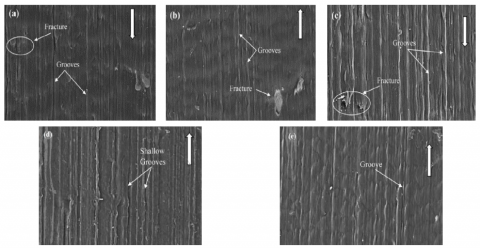
Wear surfaces of pure UHMWPE and UHMWPE loaded with varying percentages of nano ZnO show diverse characteristics and wear processes (Figure 12), as seen by SEM photos. Adhesive wear can be seen on the surface of unmodified UHMWPE. The material's fragility near the surface is evident in the appearance of shallow grooves and minor fractures. Without transfer film, durability is likely to be low. When nano ZnO is added to the wear surface at a concentration of 2.5%, adhesive wear is significantly decreased in comparison to that of pure UHMWPE. Some little wear is still taking place, as shown by shallow grooves and cracks. The creation of a partial transfer coating may increase the wear resistance. The adhesive wear on the worn surface is even less noticeable in the case of 5% nano ZnO loaded UHMWPE. Fractures and shallow grooves are much less obvious. This suggests that the incorporation of 5% nano ZnO aids in enhanced wear resistance, most likely through the formation of a thicker transfer coating. The wear surface shows significantly less adhesive wear at this composition (7.5% nano ZnO filling) compared to earlier samples. The number of deep grooves is lower, which bodes well for the material's durability. The production of a transfer layer, which helps reduce the amount of time the sliding surfaces are in direct contact, becomes increasingly noticeable. The wear surface of UHMWPE with 10% nano ZnO shows the greatest increase in wear resistance. Wear has been greatly reduced, as seen by the absence or minimization of deep grooves and fractures. The transfer film seems like it has developed well and will offer enough protection from wear. There are two main processes through which nano ZnO filler in UHMWPE lessens wear: The inclusion of nano ZnO particles promotes the production of transfer films, which shield the sliding surfaces and lessen adhesive wear. As a result, there is less material loss due to adhesion. The nano ZnO particles in the UHMWPE matrix serve as hard fillers, enhancing the material's hardness and resistance to abrasion, which contributes to Abrasive wear reduction. This reduces the likelihood of cracks and deep grooves appearing. The same pattern holds true for weights of 20N and 30N, as well as for sliding speeds of 200rpm and 300rpm.
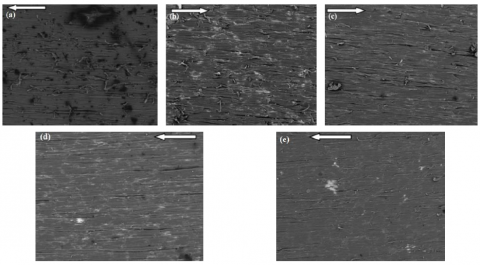
Whereas the Figure 13 shows the wear surfaces of pure and reinforced UHMWPE under wet conditions. Pure UHMWPE wears much more slowly in the wet wear test than in the dry wear test. Water acts as a lubricant, decreasing adhesion forces and friction, and so reducing wear significantly. Fewer cracks, grooves, and other evidence of wear may be seen on the worn surface, showing increased resistance to wear under moist circumstances. The wear resistance of UHMWPE filled with nano ZnO at a 2.5% concentration is even better in the wet wear test than in the dry wear test. The creation of a protective transfer coating is enhanced by the presence of water, and nano ZnO particles play a role in this. There are fewer cracks and grooves on the wear surface, suggesting better wear resistance. Wear is decreased in the wet wear test for 5% nano ZnO filled UHMWPE, as it was in the dry wear test for the prior composition. Wear resistance is improved under wet circumstances as seen by the reduced number of fractures, grooves, and other indicators of wear on the wear surface. The elimination of unnecessary contact and wear is aided by a properly constructed transfer film. When comparing the dry and wet wear tests, 10% nano ZnO filled UHMWPE shows the best level of wear resistance. Superior performance in damp situations is indicated by the worn surface's lack of cracks, grooves, and other indicators of wear. With water acting as a lubricant, the transfer coating that has created provides remarkable wear protection. Wear is decreased across the board when testing in water as opposed to dry conditions, regardless of composition. In wet circumstances, the transfer film is more efficient and wear is lessened since water acts as a lubricant. Nanoscale ZnO filler is used to increase wear resistance, and the result is reduced wear even in damp environments. These results demonstrate the effectiveness of water as a lubricant and nanoscale ZnO filler in protecting against wear in UHMWPE. Other sliding speeds (200 and 300rpm) and loads (20 and 30N) show a similar pattern.
Figure 10. Friction coefficient of UHMWPE composites in dry condition as a function of reinforcement percentage and load for 100, 200 and 300rpm speed
Figure 11. Friction coefficient of UHMWPE composites in wet condition as a function of reinforcement percentage and load for 100, 200 and 300rpm speed
Figure 12. SEM observations of wear surface of (a) pure UHMWPE (b) 2.5% ZnO filled composite (c) 5% ZnO filled composite (d) 7.5% ZnO filled composite (e) 10% ZnO filled composite at 10N load and 100rpm sliding speed in dry wear conditions
Figure 13. SEM observations (a) pure UHMWPE (b) 2.5% ZnO filled composite (c) 5% ZnO filled composite (d) 7.5% ZnO filled composite (e) 10% ZnO filled composite at 10N load and 100rpm sliding speed in wet wear conditions
In this study, the wear behaviour of pure UHMWPE and UHMWPE filled with different percentages of nano ZnO was investigated using SEM analysis. The following conclusions can be drawn from the findings:
This research demonstrates the efficient enhancement of UHMWPE wear performance through the incorporation of nanoscale ZnO, as indicated by the formation of a transfer coating and reduced wear in both wet and dry conditions. Practical implications of these findings include potential applications in industries requiring wear-resistant materials, such as manufacturing components for damp environments or biomedical implants. The broader impact of this study lies in advancing the understanding of nanomaterial-enhanced wear resistance, contributing to the development of improved materials for diverse real-world applications. Future research could further explore specific applications, conduct experiments in relevant industrial settings, and delve into the long-term durability of nano ZnO-filled UHMWPE materials in practical scenarios.
[1] Kurtz, S.M. (2009). Ultra high molecular weight polyethylene in total joint replacement and medical devices. UHMWPE Biomaterials Handbook. Academic Press, New York.
[2] Xiong, D.S., Ge, S.R. (2001). Friction and wear properties of UHMWPE/Al2O3 ceramic under different lubricating conditions. Wear, 250(1-12): 242-245. https://doi.org/10.1016/S0043-1648(01)00647-0
[3] Barbour, P.S.M., Stone, M.H., Fisher, J. (1999). A study of the wear resistance of three types of clinically applied UHMWPE for total replacement hip prostheses. Biomaterials, 20(22): 2101-2106. https://doi.org/10.1016/S0142-9612(99)00096-4
[4] Hofste, J.M., Van Voorn, B., Pennings, A.J. (1997). Mechanical and tribological properties of short discontinuous UHMWPE fiber reinforced UHMWPE. Polymer Bulletin, 38: 485-492. https://doi.org/10.1007/s002890050077
[5] Xue, Y., Wu, W., Jacobs, O., Schädel, B. (2006). Tribological behaviour of UHMWPE/HDPE blends reinforced with multi-wall carbon nanotubes. Polymer Testing, 25(2): 221-229. https://doi.org/10.1016/j.polymertesting.2005.10.005
[6] Plumlee, K., Schwartz, C.J. (2009). Improved wear resistance of orthopaedic UHMWPE by reinforcement with zirconium particles. Wear, 267(5-8): 710-717. https://doi.org/10.1016/j.wear.2008.11.028
[7] Gong, G.F., Yang, H.Y., Fu, X. (2004). Tribological properties of kaolin filled UHMWPE composites in unlubricated sliding. Wear, 256(1-2): 88-94. https://doi.org/10.1016/S0043-1648(03)00394-6
[8] Kurtz, S.M. (2004). The UHMWPE handbook: Ultra-high molecular weight polyethylene in total joint replacement. Elsevier.
[9] Xiong, D.S. (2005). Friction and wear properties of UHMWPE composites reinforced with carbon fiber. Materials Letters, 59(2-3): 175-179. https://doi.org/10.1016/j.matlet.2004.09.011
[10] Ge, S.R., Wang, S.B., Huang, X.L. (2009). Increasing the wear resistance of UHMWPE acetabular cups by adding natural biocompatible particles. Wear, 267(5-8): 770-776. https://doi.org/10.1016/j.wear.2009.01.057
[11] Xiong, D.S., Lin, J.M., Fan, D.L., Jin, Z.M. (2007). Wear of nano-TiO2/UHMWPE composites radiated by gamma ray under physiological saline water lubrication. Journal of Materials Science: Materials in Medicine, 18: 2131-2135. https://doi.org/10.1007/s10856-007-3199-y
[12] Xiong, D.S., Lin, J.M., Fan, D.L. (2006). Wear properties of nano-Al2O3/UHMWPE composites irradiated by gamma ray against a CoCrMo alloy. Biomedical Materials, 1(3): 175-179. https://doi.org/10.1088/1748-6041/1/3/013
[13] Zoo, Y.S., An, J.W., Lim, D.P., Lim, D.S. (2004). Effect of carbon nanotube addition on tribological behavior of UHMWPE. Tribology Letters, 16: 305-309. https://doi.org/10.1023/B:TRIL.0000015206.21688.87
[14] Schwartz, C.J., Bahadur, S., Mallapragada, S.K. (2007). Effect of crosslinking and Pt-Zr quasicrystal fillers on the mechanical properties and wear resistance of UHMWPE for use in artificial joints. Wear, 263(7-12): 1072-1080. https://doi.org/10.1016/j.wear.2006.10.023
[15] Fang, L.M., Leng, Y., Gao, P. (2006). Processing and mechanical properties of HA/UHMWPE nanocomposites. Biomaterials, 27(20): 3701-3707. https://doi.org/10.1016/j.biomaterials.2006.02.023
[16] Liu, J.L., Zhu, Y.Y., Wang, Q.L., Ge, S.R. (2008). Biotribological behavior of ultra high molecular weight polyethylene composites containing bovine bone hydroxyapatite. Journal of China University of Mining and Technology, 18(4): 606-612. https://doi.org/10.1016/S1006-1266(08)60303-X
[17] Lucas, A.D.A., Ambrósio, J.D., Otaguro, H., Costa, L.C., Agnelli, J.A.M. (2011). Abrasive wear of HDPE/UHMWPE blends. Wear, 270(9-10): 576-583. https://doi.org/10.1016/j.wear.2011.01.011
[18] Pettarin, V., Churruca, M.J., Felhös, D., Karger-Kocsis, J., Frontini, P.M. (2010). Changes in tribological performance of high molecular weight high density polyethylene induced by the addition of molybdenum disulphide particles. Wear, 269(1-2): 31-45. https://doi.org/10.1016/j.wear.2010.03.006
[19] Tong, J., Ma, Y.H., Arnell, R.D., Ren, L.Q. (2006). Free abrasive wear behavior of UHMWPE composites filled with wollastonite fibers. Composites Part A: Applied Science and Manufacturing, 37(1): 38-45. https://doi.org/10.1016/j.compositesa.2005.05.023
[20] Liu, C.Z., Ren, L.Q., Arnell, R.D., Tong, J. (1999). Abrasive wear behavior of particle reinforced ultrahigh molecular weight polyethylene composites. Wear, 225-229: 199-204. https://doi.org/10.1016/S0043-1648(99)00011-3
[21] Liu, C.Z., Ren, L., Tong, J. (1997). Characteristics and mechanism of abrasive wear of particle reinforced UHMWPE matrix composites. Tribology, 17: 334-339.
[22] Xing, X.S., Li, R.K.Y. (2004). Wear behavior of epoxy matrix composites filled with uniform sized sub-micron spherical silica particles. Wear, 256(1-2): 21-26. https://doi.org/10.1016/S0043-1648(03)00220-5
[23] Chandramouleeswaran, S., Mhaske, S.T., Kathe, A.A., Varadarajan, P.V., Prasad, V., Vigneshwaran, N. (2007). Functional behaviour of polypropylene/ZnO-soluble starch nanocomposites. Nanotechnology, 18(38): 385702. https://doi.org/10.1088/0957-4484/18/38/385702
[24] Pai, R., Hargreaves, D.J. (2012). Water lubricated bearings. Green Tribology: Biomimetics, Energy Conservation and Sustainability, 347-391. https://doi.org/10.1007/978-3-642-23681-5_13
[25] Santos, E.N., Blanco, C.J.C., Macêdo, E.N., Maneschy, C.E.A., Quaresma, J.N.N. (2012). Integral transform solutions for the analysis of hydrodynamic lubrication of journal bearings. Tribology International, 52: 161-169. https://doi.org/10.1016/j.triboint.2012.03.016
[26] Wang, J.Z., Yan, F.Y., Xue, Q.J. (2009). Friction and wear behavior of ultra-high molecular weight polyethylene sliding against GCr15 steel and electroless Ni-P alloy coating under the lubrication of seawater. Tribology Letters, 35: 85-95. https://doi.org/10.1007/s11249-009-9435-5
[27] Xiong, D.S., Ge, S.R. (2001). Friction and wear properties of UHMWPE/Al2O3 ceramic under different lubricating conditions. Wear, 250(1-12): 242-245. https://doi.org/10.1016/S0043-1648(01)00647-0
[28] Chang, B.P., Akil, H.M., Nasir, R.B.M. (2013). Comparative study of micro-and nano-ZnO reinforced UHMWPE composites under dry sliding wear. Wear, 297(1-2): 1120-1127. https://doi.org/10.1016/j.wear.2012.11.083
[29] Liu, Y., Sinha, S.K. (2013). Wear performances of UHMWPE composites with nacre and cnts, and pfpe coatings for bio-medical applications. Wear, 300: 44-54
[30] Kónya, L., Váradi, K. (2008). Wear simulation of a polymer-steel sliding pair considering temperature-and time-dependent material properties. Tribology and Interface Engineering Series, 55: 130-145. https://doi.org/10.1016/S1572-3364(08)55007-5
[31] Felhos, D., Prehn, R., Varadi, K., Schlarb, A.K. (2008). FE simulation of the indentation deformation of SiC modified vinylester composites in respect to their abrasive wear performance. eXPRESS Polymer Letters, 2(10): 705-717. https://doi.org/10.3144/expresspolymlett.2008.84
[32] Van De Velde, F., De Baets, P. (1997). The friction and wear behaviour of polyamide 6 sliding against steel at low velocity under very high contact pressures. Wear, 209(1-2): 106-114. https://doi.org/10.1016/S0043-1648(96)07500-X