Ahya Hidayat![]() | Dwi Rahmalina*
| Dwi Rahmalina*![]() | Reza Abdu Rahman
| Reza Abdu Rahman![]()
© 2024 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
This research investigates the impact of varying the slope of the top mold in the gravity casting process of aluminum alloy (A356). The casting mold slopes were adjusted to 7°, 12°, and 17° angles, and the study integrates software analysis (Altair, 2021.2) with physical examinations to assess potential defects in the casted products. The findings from both approaches exhibit a consistent pattern, revealing notable defect porosities in molds with slopes of 7° and 12°. Radiography examinations provide insights into defect distribution within the hub wheel rim, particularly pronounced in molds with slopes of 7° and 12°. This observation suggests that disturbances in air and heat distribution impede the solidification process within the mold. Metallography profiles further highlight the presence of phases α (Al), β (Si), and the eutectic region in the casted product. Defect severity is prominently manifested in a fractured profile, particularly for products cast with a 7° slope. In contrast, a higher slope of 12° results in localized porosities and effectively mitigates defect distribution. The most favorable outcome, devoid of substantial defects, is achieved with a 17° mold slope, successfully passing stringent quality checks.
aluminum alloy, gravity casting, porosity, top mold slop, wheel rim
The transition in automotive industry, especially for motorcycle, is observed notably which now moves to the electric motorcycle. Despite that, the wheel rim still required in high demand since both type of motorcycle use it [1]. The wheel rim is generally produced through casting process. The casting process is a cost and time-effective method to produce a complex metal-based component that requires specialized configuration [2]. The wheel rim uses aluminum as the base material since it has many advantages such as lightweight, cost-effective and superior mechanical strength [3]. The wheel rim is commonly produced using sand casting and can also be produced through high/low-pressure casting [4]. Despite some technical advantages, the proposed method is relatively expensive, making it only suitable for a high-end component.
The casting process is done when the metal is in the liquid state. The molten metal is poured into the mold and cooled back to the solid phase [5-7]. Thus, the casting process involves heat, mass transfer, and phase transition from liquid to solid. It makes heat distribution within the mold crucial to ensure the quality of the casting process. The heat can be liberated effectively using the gravity casting method. The method is also considerably cost-effective and can be done quickly [8]. However, there are significant drawback that occurs during gravity casting. It causes a defect, specifically porosity, which makes the proposed method require specific adjustments for each product and base material. The interfacial layer between the two components occurs due to inhomogeneity of the molten product, which affects the solidification process related to the supercooling phenomenon [9-11]. The phenomenon is commonly found for the aluminum-based products, which is commonly used for producing wheel rim.
The problem related to the high porosity formation of aluminum-based product require some specific approach to be solved [12]. It specifically addressed for the product which produced through gravity casting process. The solution can be taken by using binder material to reduce the defect. Xu et al. [13] employed inorganic material as a binder material for the casting process, effectively reducing the probability of porosity up to 3.73%. Different approach is also taken by considering the temperature of the process. For example, R. Wang et al. [14] analyzed specifically the role of temperature on the mechanical strength and porosity of the Al-2024. It found that heat distribution significantly affects the grains and equiaxed profile, which was related to the formation of defect porosity from the solid product. It emphasizes that the temperature of the process is a crucial factor to minimize the potential defects.
The temperature distribution of the product is highly related with the molding design. Specifically, the slope of the top mold plays a crucial factor to promote a better distribution of the molten metal during the process [15]. Guler et al. [16] demonstrated the effect of mold slope for the casting process where the slope of 60° influences positively for the casted aluminum alloy product. Wang et al. [17] analyzed the effect of the slope of the top mold for the casting process of fiber products and indicated the changes in structural bonding of the produced product as a direct effect of slope variation. It signifies the influence of slope mold on the casting product. Thus, the casting product can be optimized by determining a suitable top mold slope, especially for the aluminum alloy-based product.
Alternative method can be taken by performing an initial assessment before the process. It can be done by using software to model the defect probability according to the designed parameter [18]. Gao et al. [19] utilized the neural network (NN) model for the fatigue analysis of casted products. The measurement of the three-dimensional aspect allows to analyze and observe the casting process dynamically with the help of photometrics [20]. The model algorithm of convolutional NN can be applied at specified boundaries to detect the defect formation of the casting process [21]. Therefore, the preliminary design using software supports the initial analysis of the casting process. It effectively prevents the formation of defects in the produced product.
The adaptive method can improve the casting process's quality, minimizing the defect porosity of the casted product. The application of a non-destructive test (NDT), which combines the deep learning approach, demonstrates a positive outcome to improve the casting process quality [22]. The defect that occurs during the casting process causes significant losses in the production process's time, energy and cost. The defect changes the casted product's microstructure, making it unable to pass the quality check. The failure of the shell side, especially for aluminum-silicone-based products [23], can be minimized by developing an adaptive approach that combines the software modeling and modification of the slope of the top mold. The problem related to the slope design of the mold contributes directly to the final product's quality, especially for the gravity casting [24-26]. The casting process's complexity is related to numerous factors involved during the process. Further optimization can be focused on by observing the effect of the slope of mold design, especially for wheel rim products. The study aims to evaluate the effect of slope design for the casted product. The present work combines an initial assessment through software and examination of the produced rims from the same parameter. The combined method is expected to improve the process quality which helps to reduce the potential defect by obtaining the suitable mold design, especially related to the slope of slope of the casting mold.
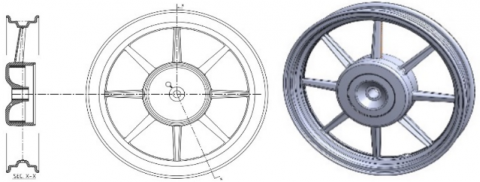
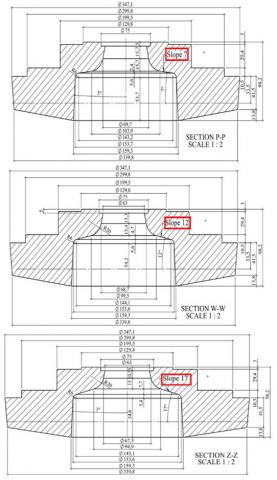
The initial production process was done by designing the wheel rim. The wheel rim has a standard size of 14 × 215 (R). Figure 1 displays the 2D and 3D models of the wheel rim. Figure 2 presents the detailed engineering drawing for the mold of the wheel rim. The mold used carbon steel S45C with detailed chemical composition (wt%) C: 0.42-0.5, Mn: 0.6-0.9, and Si: 0.15-0.35. The mold was produced using a lathe machine with an average processing time of around 16 hours. In addition, a preliminary modeling was performed using computer software (Altair, 2021.2) to visualize the potential region of defect during the casting process based on the designed parameter. The data input of the modeling was similar to the dimension of the mold, base material and temperature. Thus, the modeling result can be compared to the actual product according to the same parameter process.
The base material for producing wheel rims is aluminum alloy A356. The casting process was initiated by heating the crucible at 450°C and the cast at 300°C. The mass of A356 was 33 kg for each casting process. The A356 was smelt within the crucible at a temperature of around 720–750°C. Once the base material melted sufficiently, the casting process was performed for each slope variation. After that, the raw material was cooled to room temperature before being discharged after fully solidified.
Figure 1. The designation of 2D and 3D wheel rim for automatic motorcycle (size 14 × 215 (R))
Figure 2. Detail engineering drawing for the mold slope variation of 7°, 12° and 17°
The produced wheel from different molds was characterized. The initial characterization was performed using visual and physical checks. The process was continued using radiography (DynamIx HR2, Fujifilm) and metallography examination to provide more detailed properties. The specimens were determined and prepared for characterization under a standardized procedure (ASTM). The chemical composition examination was done according to ASTM B85-03. In addition, the microstructure examination was done based on ASTM E3-11, while the etching process was done according to ASTM E407-07.
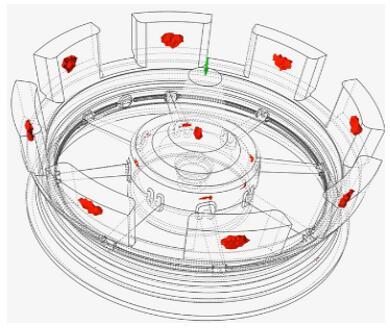
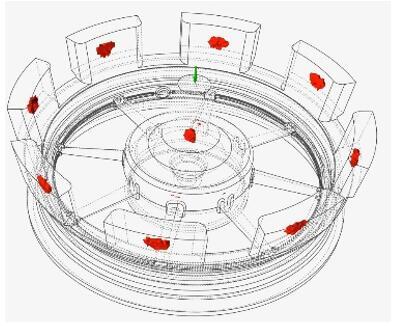
The visualization of the initial check through software for modeling the potential defect is presented in Figure 3. According to the modeling result, the effect of slope variation is distinctively observed, which probably resulting casting defect to the product. Using a slope with 7° demonstrates a localized porosihty that appears at the wheel rim's center region (Figure 3a). The narrowing profile of the mold hinders the gas and air distribution, trapping the air and gas in the solid product. It is affected by a slow diffusion process through the material along with solidification [27].
Figure 3. The mapping of potential casting defect using different slopes of the top mold
The changes in the slope of the top mold reduce the probability of casting defects. It reduces the porosity appearance of the wheel rim. Using slopes 12° (Figure 3b) and 17° (Figure 3c) effectively decreases the porosity defect of the produced wheel rim. It is affected by a suitable flow of the molten metal, improving the distribution of air and gas within the mold and eventually reducing the probability of the trapped air within the solid product. The trapped air during the casting process can be discharged sufficiently, minimizing local diffusion in the product. As a result, the potential of porosity in the solid product can be reduced, producing a better-casted product.
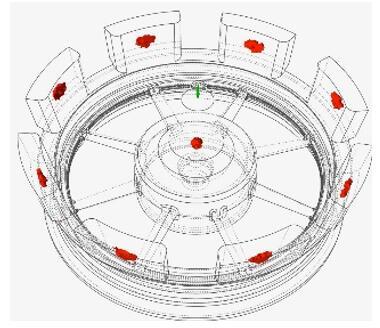
The casting process was performed according to the designed parameter. Figure 4 shows the photograph of the produced wheel rim according to different slope variations. The red circles indicate the porosity defect that appears in the area of the hub wheel rim. It only appears for the slope of 7° (Figure 4a) and 12° (Figure 4b). Both models imply that the defect is localized in the center region, which is in good agreement according to the software modeling (Figure 3). It shows that the modeling process has a good agreement with the resulting product, which can be used for further consideration for producing the mold of the wheel rim. Therefore, the potential of casting defects can be minimized before proceeding to the production process.
Figure 4. Visual photograph of the produced wheel rim using different slope variation
The effect of slope variation notably affects the solidification mechanism of the molten metal. The diffusion of air from the molten metal is highly correlated with the porosity defect from the solid product. The visual examination of the produced wheel rim, which uses a slope of 17°, indicates no substantial porosity, particularly in the hub wheel rim. It can be said that the slope of 17° is suitable to prevent defects of the produced wheel rim. In addition, the area of the hub wheel rim is the highest concentration of the wheel rim, making using a higher slope (17°) desirable. It reduces the probability of the trapped air and gas from the casting process, promoting a better diffusion process and reducing the porosity defect.
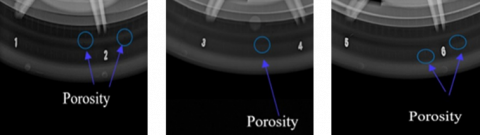
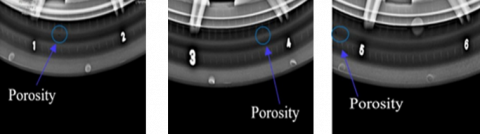
Further examination was performed using a radiography test to observe the macroscopic defect of the produced wheel rim. The observation focused on the area of hub wheel rim (Figure 5). The examination was performed at six locations with the largest defect concentration according to the modeling and visual observation. The porosity of the produced product using the slope of 7° indicates a high dispersion of defect in the area hub wheel rim (Figure 5a).
Figure 5. Radiography examination of the produced wheel rim using different slope variation
Figure 6. Radiography examination of the produced wheel rim using different slope variation
It signifies the modeling and visual check of the product, which has a good agreement. Furthermore, the radiography examination implies that the formation of porosity initiates the microcrack profile, which can be increased into a larger defect after the product is completely solidified [28]. Consequently, the produced wheel rim has a crack and fracture that cannot pass the quality control check and will be reprocessed, increasing the production cost [29].
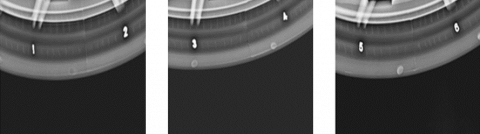
The gravity casting produces a lower pressure of the molten metal. It makes the air and gas distribution from the molten metal a critical parameter to prevent further defects of the produced product [30]. It can be observed distinctively according to the decrement of distribution porosity defect using the slope of 12° (Figure 5b). Also, the trapped air leads to a shrinkage porosity, potentially occurring on slow casting [31]. The usage of a higher slope (17°) prevents the product from experiencing shrinkage porosity (Figure 5c). It makes the produced product have a better quality without defect formation and able to pass the quality check.
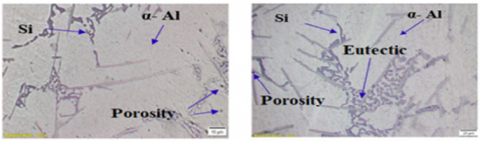
Metallography examination provides sufficient information to analyze the relation of the casting process using different slopes (Figure 6). The formation of α (Al), β (Si), and eutectic region is observed clearly from the metallography profile. The porosity defect spreads randomly for the product using slope 7°. It disturbs the solidification rate of the molten metal and causes high dispersion of the fracture profile (Figure 6a). The fracture weakens the physical bonding of the alloy and reduces the mechanical strength of the produced product [32]. Thus, the product should be reprocessed due to the unfavorable mechanical strength.
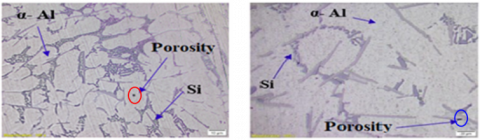
The slope of the mold influences the defect profile. As seen in subgraph (b) of Figure 6, the slope of 12° causes two distinctive porosity profiles. The first profile is observed at the solid region, indicating the localized air diffusion on the molten base material (red circle). The later profile demonstrates the porosity occurs in the fracture region (blue circle), which is highly similar to the porosity profile of slope 7° (Figure 6a). Thus, the usage of a higher slope for the mold confirms the effect of suitable distribution of the heat and air from the base material during solidification. It reduces the defect formation probability as the air and heat can be liberated effectively from the molten material.
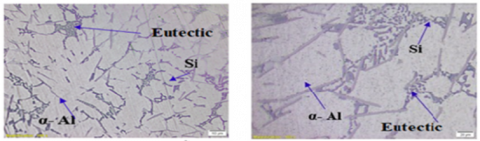
The low defect porosity for the wheel rim, which uses a slope of 17°, displays a better metallography profile. As seen in subgraph (c) of Figure 6, the formation of α (Al), β (Si) and eutectic regions can be observed distinctively without indicating defect region. It confirms the visualization and radiography examination and implies the role of the slope design of the mold. The higher slope degree improves the air and heat distribution and promotes better product solidification. It prevents the bubbling air trapped in the final product, reducing the possibility of a defect. As a result, an effective casting process can be achieved and reduces the cost and energy of the process.
The effect of slope design of casting mold for producing wheel rim significantly affects the final quality of the wheel rim. It causes a notable impact on the defect formation, particularly for the porosity caused by the poor air and heat distribution. The initial modeling demonstrates the possible defect distribution by using slope 7°. Using a larger slope (12°) can minimize defects, reducing their distribution in the hub of the wheel rim. It reduces the distribution of defects in the hub of the wheel rim. However, the porosity also appears at a lower concentration compared to slope 7°. The radiography and metallography examination confirm the modeling result and visualization check, demonstrating a substantial defect of the produced wheel rim. The defect can be minimized effectively using a larger slope of the mold. The mold casting, which uses a slope of 17°, promotes better air and heat distribution. Solidification occurs steadily, preventing the air trapped within the molten metal. It means the product can be produced without indicating any substantial defect.
The finding in this work demonstrates that the slope design significantly affects the quality of the gravity casting. Also, combined method by using modeling through software and further examination provide a more reliable result. It makes the process of producing wheel rim can be performed effectively by conducting an initial assessment. This approach can be useful for different casting process such as high-pressure casting process. In addition, various base material may cause different defect during the process. Thus, future direction also can be focused to evaluate different material that relevant to the casting industry. It allows for further improvement to reduce the defect and promote a better quality of the produced product.
[1] Karthick, M., Somesh, V., Gudadhe, N., Boopathi, B., Padmanabhan, S., Tiwari, R., Sharma, A. (2023). Structural analysis of motorcycle spokes design using finite element analysis with alloy materials. Materials Today: Proceedings. https://doi.org/10.1016/j.matpr.2023.04.380
[2] Bhattacharyya, S., Adhikary, M., Das, M.B., Sarkar, S. (2008). Failure analysis of cracking in wheel rims–material and manufacturing aspects. Engineering Failure Analysis, 15(5): 547-554. https://doi.org/10.1016/j.engfailanal.2007.04.007
[3] Maijer, D.M., Owen, W.S., Vetter, R.A. (2009). An investigation of predictive control for aluminum wheel casting via a virtual process model. Journal of Materials Processing Technology, 209(4): 1965-1979. https://doi.org/10.1016/j.jmatprotec.2008.04.057
[4] Kandpal, B.C., Johri, N., Kumar, B., Patel, A., Pachouri, P., Alam, M., Talwar, P., Sharma, M.K., Sharma, S. (2021). Experimental study of foundry defects in aluminium castings for quality improvement of casting. Materials Today: Proceedings, 46: 10702-10706. https://doi.org/10.1016/j.matpr.2021.01.513
[5] Nam, S., Park, D., Song, Y., Kim, J., Jung, C., Kim, M., Kim, M., Bae, S., Kwon, Y., Moon, J., Kang, H., Sohn, S.S., Choi, H. (2023). Additive manufacturing-based combinatorial approach to improve bonding strength and heat transfer performance in wrought-cast Al compound casting. Materials & Design, 233: 112225. https://doi.org/10.1016/j.matdes.2023.112225
[6] Jia, Y., Zou, Q., Chen, X., Le, Q., Xin, Y., Liu, Q. (2023). Study on heat transfer behavior and process optimization in differential phase electromagnetic DC casting of extra-large AZ31B alloy flat ingot: Numerical simulation and experimental verification. Journal of Materials Research and Technology, 24: 1108-1131. https://doi.org/10.1016/j.jmrt.2023.03.014
[7] Gomes, D.F., Braga, B.M., Tavares, R.P., Bagatini, M.C., Berlini Filho, C., Maciel, G.P. (2023). Comparative analysis of the thermal behavior of blooms and beam-blanks during continuous casting: Development and validation of a mathematical model for heat transfer. Journal of Materials Research and Technology, 26: 3957-3972. https://doi.org/10.1016/j.jmrt.2023.08.087
[8] Dhisale, M., Vasavada, J., Tewari, A. (2022). An approach to optimize cooling channel parameters of Low pressure Die casting process for reducing shrinkage porosity in Aluminium alloy wheels. Materials Today: Proceedings, 62: 3189-3196. https://doi.org/10.1016/j.matpr.2022.03.478
[9] Suyitno, B.M., Pane, E.A., Rahmalina, D., Rahman, R.A. (2023). Improving the operation and thermal response of multiphase coexistence latent storage system using stabilized organic phase change material. Results in Engineering, 18(5): 101210. https://doi.org/10.1016/j.rineng.2023.101210
[10] Cai, Z., Kang, S., Lv, J., Zhang, S., Shi, Z., Yang, Y., Ma, M. (2022). Effect of adding remelting materials on the properties of die-cast Zr-based amorphous alloy gear castings. Journal of Non-Crystalline Solids, 581: 121428. https://doi.org/10.1016/j.jnoncrysol.2022.121428
[11] Rezaei-Shahreza, P., Hasani, S., Seifoddini, A., Nabiałek, M., Czaja, P., Śliwa, A. (2023). Viscosity of the supercooled liquid and crystallization kinetic analysis in the Fe74B20Nb2Hf2Si2 amorphous alloy. Intermetallics, 161: 107971. https://doi.org/10.1016/j.intermet.2023.107971
[12] Kong, D., Sun, D.Z., Yang, B., Qiao, H., Wei, C., Lang, Y., Song, H., Gao, J. (2023). Characterization and modeling of damage behavior of a casting aluminum wheel considering inhomogeneity of microstructure and microdefects. Engineering Failure Analysis, 145: 107018. https://doi.org/10.1016/j.engfailanal.2022.107018
[13] Xu, Y., Li, G., Jiang, W., Zhan, J., Yu, Y., Fan, Z. (2022). Significant elimination of pore defect and interfacial reaction of sand casted Al–Li alloy castings via a novel inorganic binder coating. Journal of Materials Research and Technology, 21: 4360-4371. https://doi.org/10.1016/j.jmrt.2022.11.035
[14] Wang, R., Zuo, Y., Zhu, Q., Liu, X., Wang, J. (2022). Effect of temperature field on the porosity and mechanical properties of 2024 aluminum alloy prepared by direct chill casting with melt shearing. Journal of Materials Processing Technology, 307: 117687. https://doi.org/10.1016/j.jmatprotec.2022.117687
[15] Wang, H., Djambazov, G., Pericleous, K.A., Harding, R.A., Wickins, M. (2011). Modelling the dynamics of the tilt-casting process and the effect of the mould design on the casting quality. Computers & Fluids, 42(1): 92-101. https://doi.org/10.1016/j.compfluid.2010.11.010
[16] Guler, K.A., Kisasoz, A., Gokhan, O., Karaaslan, A. (2019). Cooling slope casting of AA7075 alloy combined with reheating and thixoforging. Transactions of Nonferrous Metals Society of China, 29(11): 2237-2244. https://doi.org/10.1016/S1003-6326(19)65129-0
[17] Wang, X., Liu, Y., Yoo, D.Y. (2023). Combined corrosion and inclination effects on pullout behavior of various steel fibers under wet-dry cycle deterioration. Cement and Concrete Composites, 142: 105229. https://doi.org/10.1016/j.cemconcomp.2023.105229
[18] Gupta, R., Anand, V., Gupta, S., Koundal, D. (2023). Deep learning model for defect analysis in industry using casting images. Expert Systems with Applications, 2323: 120758. https://doi.org/10.1016/j.eswa.2023.120758
[19] Gao, T., Ji, C., Zhan, Z., Huang, Y., Liu, C., Hu, W., Meng, Q. (2023). A novel defect-based fatigue damage model coupled with an optimized neural network for high-cycle fatigue analysis of casting alloys with surface defect. International Journal of Fatigue, 170: 107538. https://doi.org/10.1016/j.ijfatigue.2023.107538
[20] Liu, H., Wu, X., Yan, N., Yuan, S., Zhang, X. (2023). A novel image registration-based dynamic photometric stereo method for online defect detection in aluminum alloy castings. Digital Signal Processing, 141: 104165. https://doi.org/10.1016/j.dsp.2023.104165
[21] Chigateri, K.B., Poojary, S., Padmashali, S. (2023). Recognition and classification of casting defects using the CNN algorithm. Materials Today: Proceedings. https://doi.org/10.1016/j.matpr.2023.03.818
[22] Yu, H., Li, X., Song, K., Shang, E., Liu, H., Yan, Y. (2020). Adaptive depth and receptive field selection network for defect semantic segmentation on castings X-rays. NDT & E International, 116: 102345. https://doi.org/10.1016/j.ndteint.2020.102345
[23] Annan, K.A., Nkhoma, R., Siyasiya, C., Mostert, R. (2022). Failure analysis of thin cast A357-T6 centre shell induced by casting defect. Materials Today: Proceedings, 56: 2004-2009. https://doi.org/10.1016/j.matpr.2021.11.344
[24] Yin, Y., Yang, J., Zhang, J., Tang, L. (2023). Physical modeling of slag carryover in the last stage of ladle teeming during continuous casting with dynamic change of slide gate opening. Journal of Materials Research and Technology, 23: 1781-1791. https://doi.org/10.1016/j.jmrt.2023.01.148
[25] Tang, B., Lu, Z., Li, F., Zhu, F., Yi, J., Liu, Y., Eckert, J. (2023). Failure analysis of Al2O3–C–SiO2 slide gate plates during continuous casting based on numerical simulation. Journal of Materials Research and Technology, 24: 6107-6117. https://doi.org/10.1016/j.jmrt.2023.04.174
[26] Rajkumar, I., Rajini, N., Alavudeen, A., Prabhu, T.R., Ismail, S.O., Mohammad, F., Al-Lohedan, H.A. (2021). Experimental and simulation analysis on multi-gate variants in sand casting process. Journal of Manufacturing Processes, 62: 119-131. https://doi.org/10.1016/j.jmapro.2020.12.006
[27] Ismail, I., Syahbana, M.S.L., Rahman, R.A. (2022). Thermal performance assessment for an active latent heat storage tank by using various finned-coil heat exchangers. International Journal of Heat and Technology, 40(6): 1470-1477. https://doi.org/10.18280/ijht.400615
[28] Jiao, X.Y., Wang, P.Y., Liu, Y.X., Wang, J., Liu, W.N., Wan, A.X., Shi, L.J., Wang, C.G., Xiong, S.M. (2023). Fracture behavior of a high pressure die casting AlSi10MnMg alloy with varied porosity levels. Journal of Materials Research and Technology, 25: 1129-1140. https://doi.org/10.1016/j.jmrt.2023.05.281
[29] Rodríguez-González, P., Fernández-Abia, A.I., Castro-Sastre, M.A., Barreiro, J. (2020). Heat treatments for improved quality binder jetted molds for casting aluminum alloys. Additive Manufacturing, 36: 101524. https://doi.org/10.1016/j.addma.2020.101524
[30] Dong, G., Li, S., Ma, S., Zhang, D., Bi, J., Wang, J., Starostenkov, M.D., Xu, Z. (2023). Process optimization of A356 aluminum alloy wheel hub fabricated by low-pressure die casting with simulation and experimental coupling methods. Journal of Materials Research and Technology, 24: 3118-3132. https://doi.org/10.1016/j.jmrt.2023.03.214
[31] Gu, C., Ridgeway, C.D., Cinkilic, E., Lu, Y., Luo, A.A. (2020). Predicting gas and shrinkage porosity in solidification microstructure: A coupled three-dimensional cellular automaton model. Journal of Materials Science & Technology, 49: 91-105. https://doi.org/10.1016/j.jmst.2020.02.028
[32] Dybowski, B., Kiełbus, A., Poloczek, Ł. (2023). Effects of die-casting defects on the blister formation in high-pressure die-casting aluminum structural components. Engineering Failure Analysis, 150: 107223. https://doi.org/10.1016/j.engfailanal.2023.107223